
Ремонт направляющих станин токарных станков

Выбор способа ремонта направляющих станины зависит от степени их износа и условий ремонта (оснащенность предприятия специальным оборудованием и приспособлениями).
Задача состоит в том, чтобы выбрать такой способ восстановления этих деталей, при котором обеспечивалась бы необходимая их точность при наименьших затратах времени и средств.
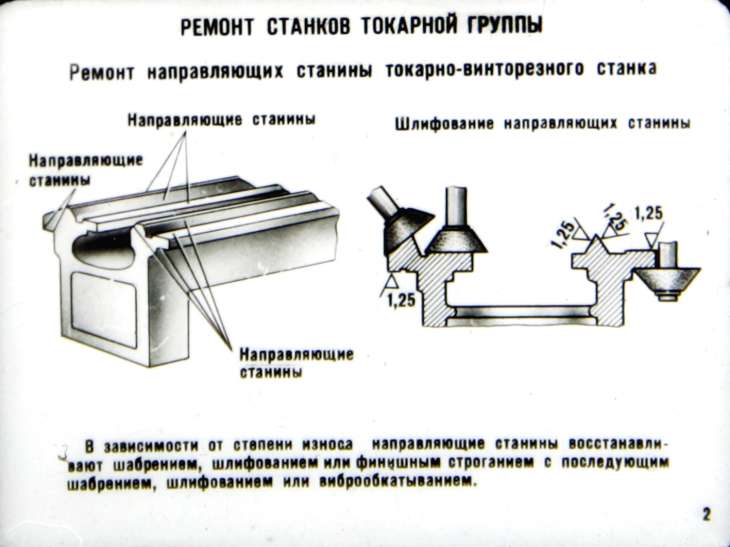
В ремонтной практике направляющие восстанавливают шабрением, шлифованием, тонким фрезерованием, строганием с последующим шлифованием, строганием с последующим шабрением и притиркой.
Если ремонт выполняется силами цеховой ремонтной бригады, то специальные станки для механической обработки станин применять нецелесообразно, так как загрузка их будет чрезмерно низкой.
Для восстановления направляющих станин с износом до 0,12 мм в этих условиях используют шабрение, которое, несмотря на большую трудоемкость и низкую производительность, обеспечивает высокую точность контакта сопрягаемых поверхностей (до 30 пятен на площади 25 мм 2 ).
В последние годы станины станков стали изготовлять со стальными или чугунными направляющими, закаленными токами высокой частоты или наклепанными (вибрационным обкатыванием и др.). Эти направляющие шлифуют или фрезеруют.
Для их механической обработки иногда применяют продольно-строгальные станки, оснащенные шлифовальными и фрезерными приспособлениями, а в крупных ремонтных цехах — специализированные шлифовальные и фрезерные станки.
В табл. приведены данные, характеризующие трудоемкость и эффективность некоторых способов ремонта направляющих станин.
Величина износа, мм
Отклонение (в мкм) от прямолинейности при длине направляющих 1000 мм
ООО «ФЕНИКС», входящий в ГК «РСПК» осуществляет шлифовку направляющих станин. Шлифовка производится на станках для шлифовки направляющих ф. «Waldrich Coburg».
Читать также: Что делать с глазами после сварки
Мы осуществляем шлифовку станин различных типов станков:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
- Средний срок исполнения работ — пять рабочих дней.
Максимальные параметры обрабатываемых изделий:
- Наибольшая длинна шлифования, мм — 8590
- Ширина стола, мм — 1800
- Проход между стойками, мм — 2020
- Высота шлифования, мм — 1580
- Наибольший вес обрабатываемого изделия, кг — 12500
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодическом восстановлении геометрии путем шлифовки направляющих.
Шлифовка направляющих станины, она же шлифовка станины токарного станка, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки станин в Рязани.
Цены на шлифовку направляющих станин
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас!
Если вашего станка нет в списке, то Вы можете узнать стоимость шлифовки у нашего специалиста.
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин. Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.








Читать также: Мтз расшифровка в электрике
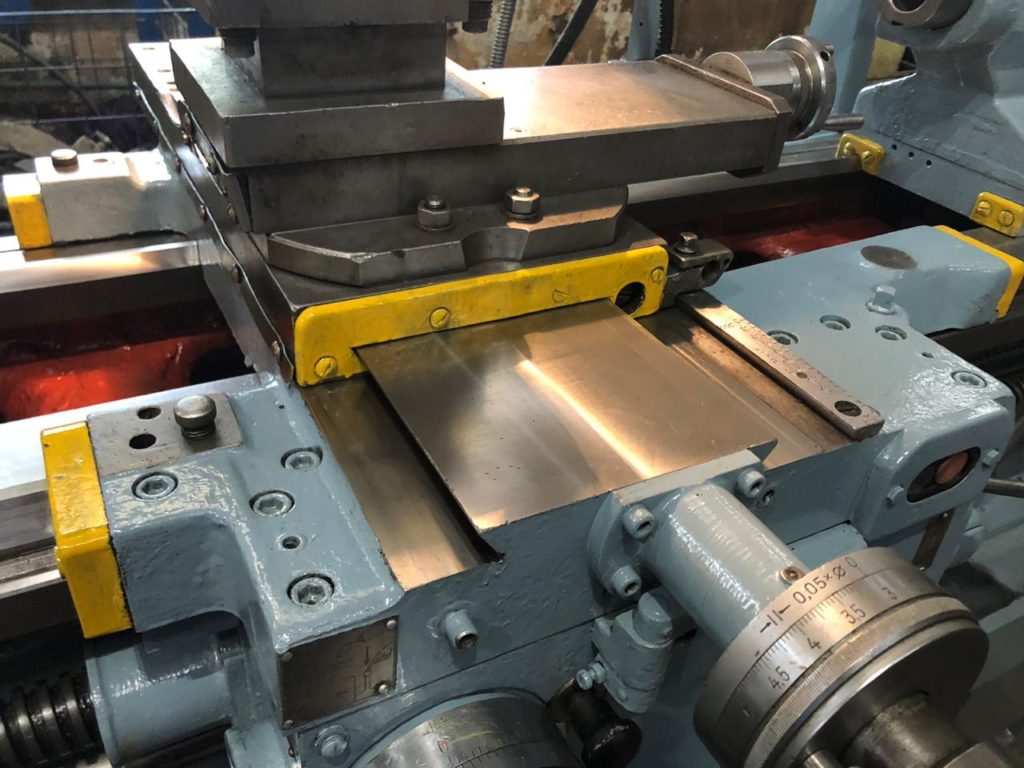
Фото процесса шлифовки на 4 метровом станке Waldrich Coburg и ее результаты
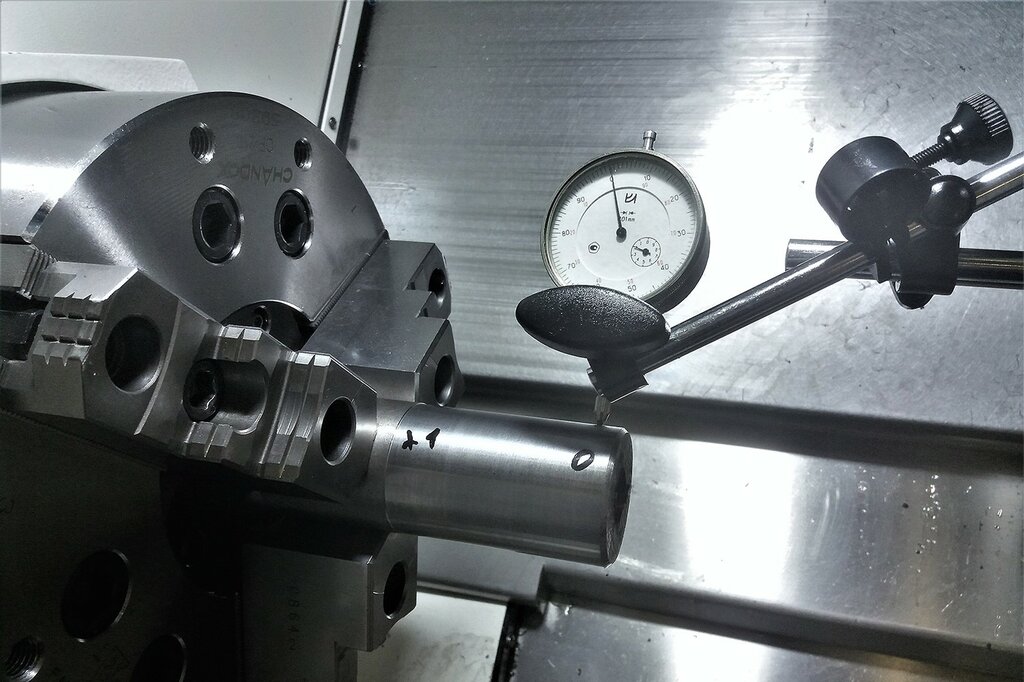
Станина токарного станка используется для монтажа узлов, применяемых на станке. Станину изготавливают из чугуна. В итоге получается массивная, прочная и долговечная конструкция, но именно станина подвергается наибольшему износу в процессе эксплуатации станка. Это влияет на точность изготавливаемых на данном станке деталей.
Работа по шлифовке направляющих станины восстанавливает геометрические характеристики станка, а также ликвидирует задиры, забоины сложные повреждения и иные дефекты. Станина устанавливается на столе и выставляется с использованием индикаторной головки. Оценивается степень износа, прямолинейность направляющих. После чего начинается сам процесс шлифовки.
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.
Малый ремонт
Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.
Капитальный ремонт станка 16К20
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.




![Ремонт токарных станков [эксплуатация после ремонта]](https://molibden-wolfram.ru/wp-content/uploads/8/8/6/8866d613304f5995daa6d89884d96688.jpeg)


Ремонт задней и передней бабки
Ремонт задней бабки станка 16К20 начинают с выравнивания поверхностей корпуса задней бабки, которые сопрягаются с направляющими плиты. При этом используют методы шлифовки и шабрения.
На следующем этапе производится ремонт отверстия корпуса задней бабки под пиноль путём расточки на расточном станке и запрессовывания втулки. Отверстия во втулке растачиваются на расточном станке или на ремонтируемом станке с использованием борштанги.
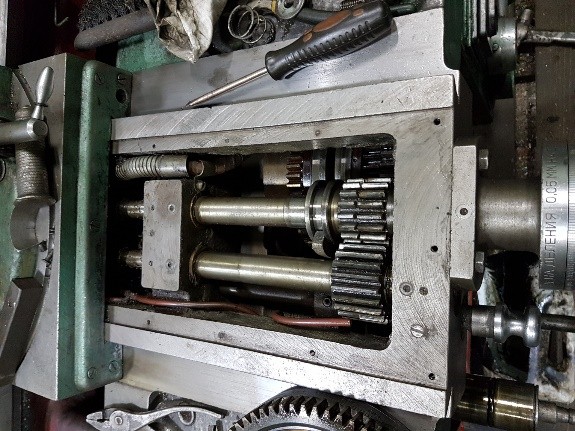
Что касается коробки передач (передней бабки) и коробки подач, то они имеют достаточно сложные кинематические схемы. Именно поэтому процесс разборки требует от мастера знания конструктивных особенностей станка, последовательности демонтажа деталей и узлов, мест расположения стопорных колец, шпонок и других фиксирующих элементов.
Специалисты ООО «ИМПУЛЬС» проведут предварительную бесплатную диагностику вашего оборудования, заявку на которую можно оформить прямо на сайте компании. Мы располагаем всеми необходимыми ресурсами для выполнения качественного ремонта станков и другого промышленного оборудования любой сложности.
Самостоятельный ремонт
Если на поверхности направляющих появились любые виды деформации, можно самостоятельно исправить повреждения. Для этого существуют несколько видов ремонта оборудования.
Ремонт шабрением считается одним из эффективных способов выравнивания направляющей поверхности. Такой метод исправления поломок пришёл ещё с давних времён. Это можно сказать дедовский способ решения проблемы. Для этого нужно вначале обследовать направляющие и выявить степень износа. Там, где повреждений не сильно много, считают за основной уровень. Эти данные следует занести в таблицу.
- Станину вместе с направляющими следует поставить на твёрдую ровную поверхность (желательно на ремонтный стенд).
- С помощью клиньев, домкрата или башмаков следует выровнять по уровню станину чётко в горизонтальное положение.
- Вначале проводиться так называемое черновое шабрение:
- ширина шабера 20 – 25мм.,
- длина штрихов ≥10мм.
- допускается образование около 4 – 6 пятен в области 25 х 25мм при контроле на краску.
Следующий этап – это получистовое шабрение:
- ширина шабера 12 – 16мм.,
- длина штрихов от 5 до 10мм.;
- контроль на краску 8 – 15 (25 х 25).
Последний этап шабрения:
- ширина шабера 12 – 16мм.,
- длина штрихов от 5 до 10мм.;
- контроль на краску 8 – 15 (25 х 25).
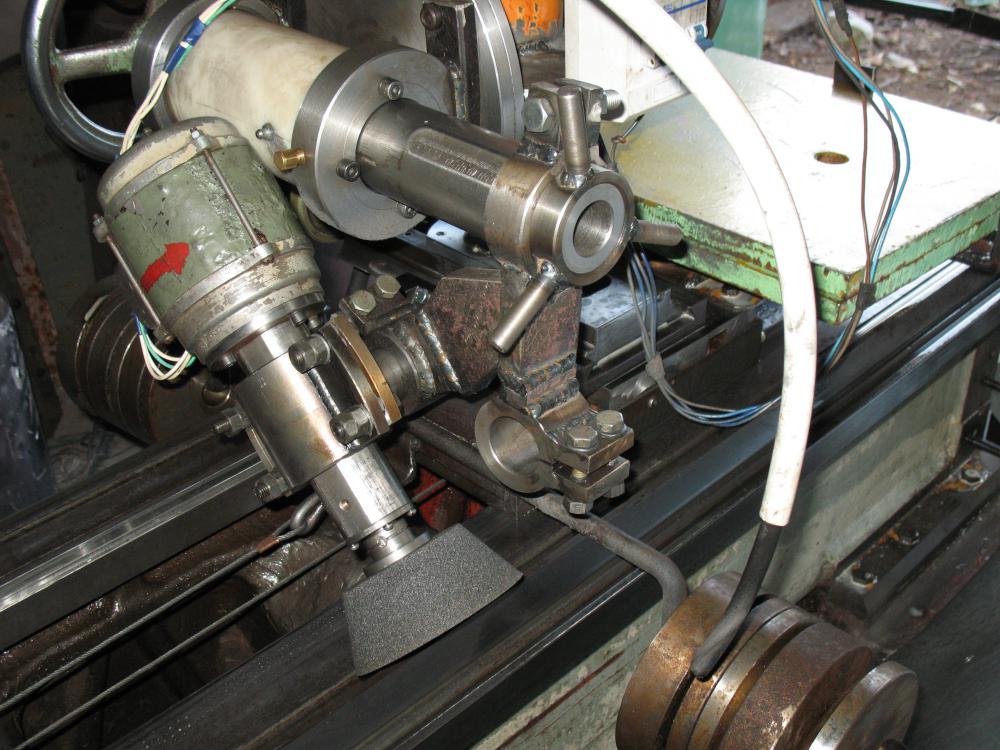
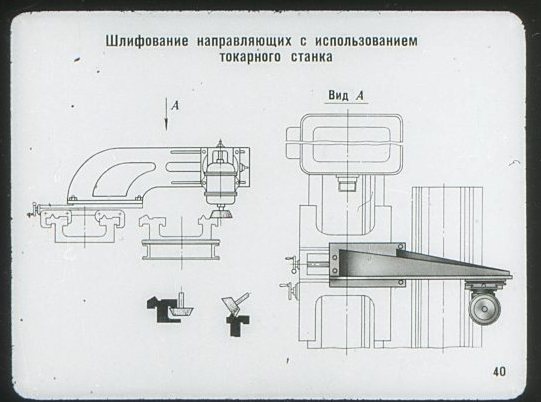
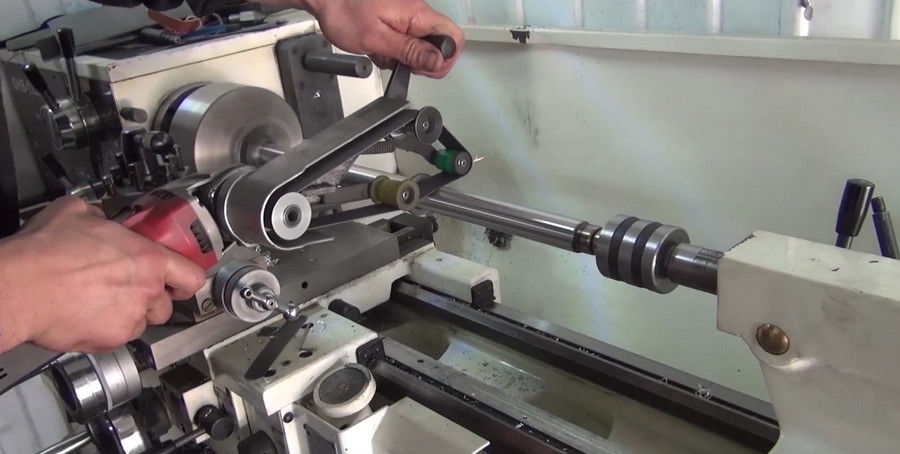
Шлифование – используют для длинных станин. В этом случае применяют переносное шлифовальное устройство. Его устанавливают прямо на инструменте, закрепляют и включают станок. Для этого не нужно снимать устройство с фундамента. А точность намного выше, чем предыдущий вид ремонта. Хотя профессионалы всё-таки предпочитают шабрение.
Ремонт строганием не такой выматывающий, как шабрение, и обходиться гораздо дешевле, чем шлифование. Но его применяют, когда глубина износа не превышает 0,15см. Для этого используется другой станок (продольно-строгальный). Для этого станину снимают с фундамента и закрепляют на столе строгального устройства.
Ремонт производится в несколько этапов.
На первом этапе делается пробный срез, чтобы создать основную поверхность. Для этого находят самый глубокий дефект и срезают его до тех пор, пока не будет исправлено повреждение.
Следующий этап – это финишное строгание. Для этого нужны твердосплавные резцы. Дальше делают два подхода до устранения износа, но для последнего захода необходимо опускать резец не ниже 0,05мм.
После каждого подхода резец нужно смачивать керосином. А если износ больше 0,4 – 0,5мм., его подвергают грубому строганию.
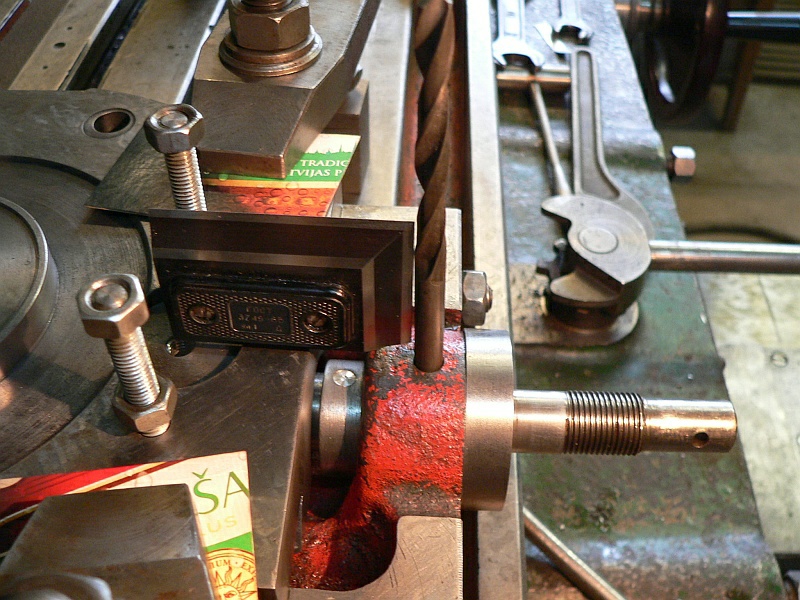
Восстановление клиньев
При большом износе клиньев ремонт, как правило, сводится к их полной замене, что связано с дополнительными расходами металла и времени, затрачиваемого на изготовление новых клиньев.
Опыт ремонта по новой технологии показывает, что все клинья независимо от их износа могут быть восстановлены. Новая технология ремонта основана на применении стиракрила и соответствующей подготовке клиньев под заливку.
Как показывает опыт, трудоемкость ремонта клиньев по предлагаемой технологии сокращается примерно на 35%, при этом почти полностью исключаются ручные шабровочные работы, связанные с подгонкой клиньев по месту.
Технологический процесс восстановления клиньев стиракри-лом (рис. 72) представлен в табл. 12.

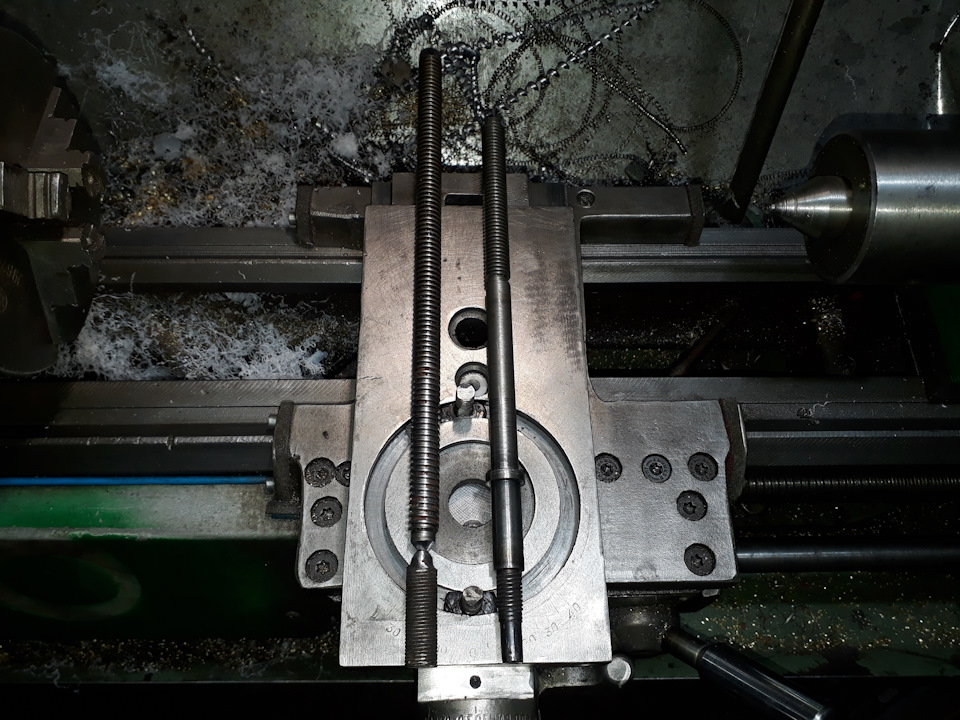

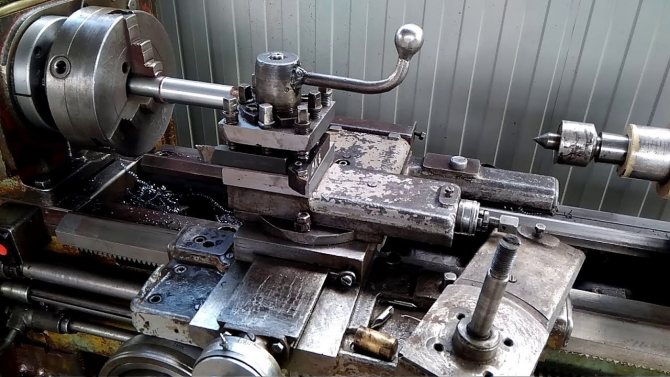







График и состав ремонтно-профилактических работ
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет. Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт станка
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Стоимость ремонта
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему

Прочитайте полезную информацию:
Ремонт супорта станка
В современном мире широко используются различные станки, т.к. они позволяют выполнять множество операций. Данный агрегат состоит из множества деталей, где главную роль выполняет суппорт станка. И часто случается, что работа инструмента замораживается из-за поломки суппорта или других деталей.
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Ремонт металлообрабатывающих станков
Далее
Капитальный ремонт станков
Не один агрегат не может работать вечно. Для восстановления работоспособности токарного оборудования, часто прибегают к капитальному ремонт. Произвести этот процесс самостоятельно онь сложно, поэтому стоит обратиться к компании, которая специализируется на ремонте данных агрегатов.
Далее
Ремонт револьверного станка
При значимых поломках револьверного станка может возникнуть масса трудностей. В статье можно узнать о разновидностях такого оборудования, а также, как выполнить ремонт самостоятельно и во сколько обойдется помощь специалистов.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.





- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
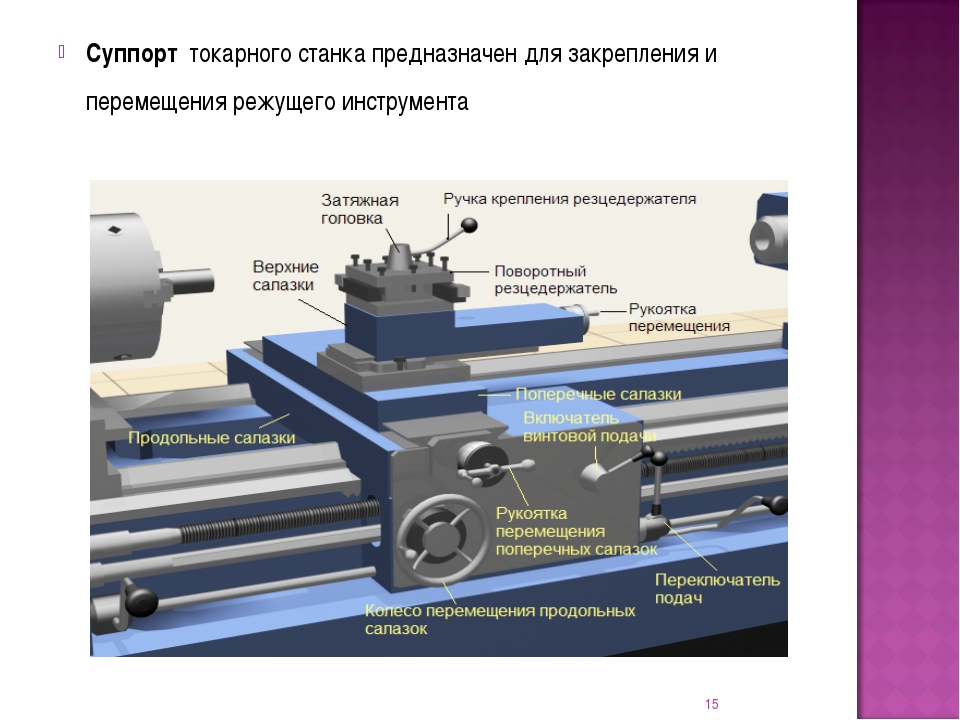
Устройство суппорта токарного станка
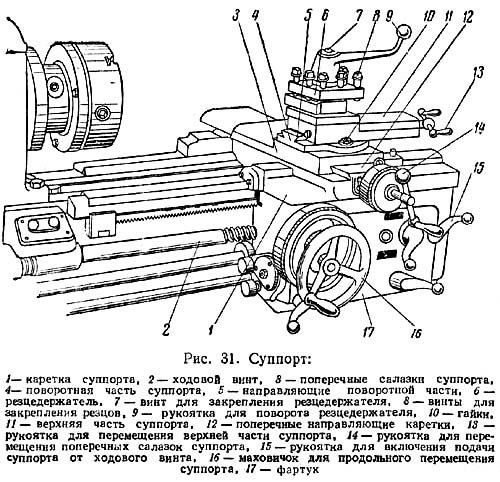
Общий вид суппорта в сборе с фартуком

Суппорт токарно-винторезного станка
Суппорт универсального токарного станка
Суппорт универсального токарного станка предназначен для перемещения закрепленного в резцедержателе резца вдоль оси шпинделя, поперек оси шпинделя и под углом к оси шпинделя.
Суппорт станка имеет крестовую конструкцию и состоит из трех основных движущихся узлов — каретка суппорта, поперечные салазки суппорта, резцовые салазки. В технической литературе эти узлы называют по разному, например, каретка суппорта может называться — нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.
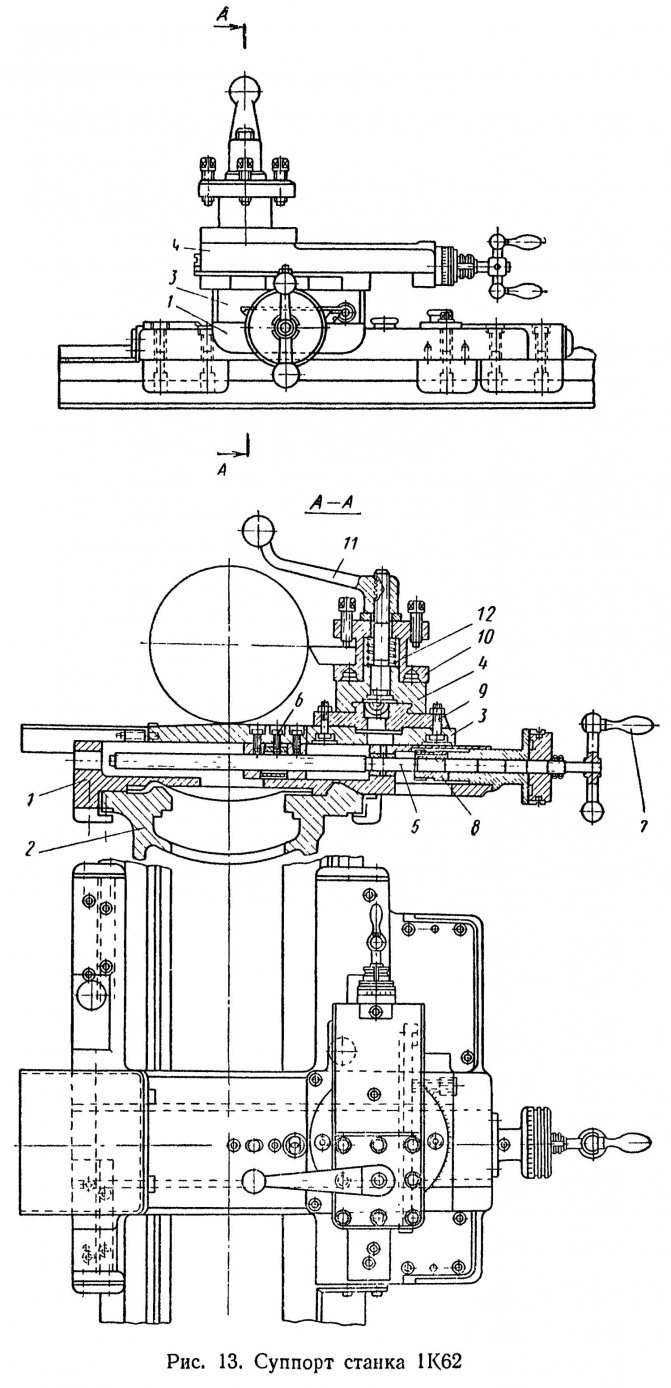
Суппорт состоит из следующих основных частей (рис. 13):
- Каретка для продольного перемещения суппорта по направляющим (продольные салазки, нижние салазки)
- Станина станка
- Поперечные салазки (поперечная каретка)
- Резцовые салазки (верхние салазки, поворотные салазки)
- Винт ходовой подачи поперечной каретки
- Гайка безлюфтовая разъемная
- Рукоятка ручной подачи поперечной каретки
- Зубчатое колесо для механической подачи поперечной каретки
- Поворотная плита
- Резцедержатель четырехпозиционный
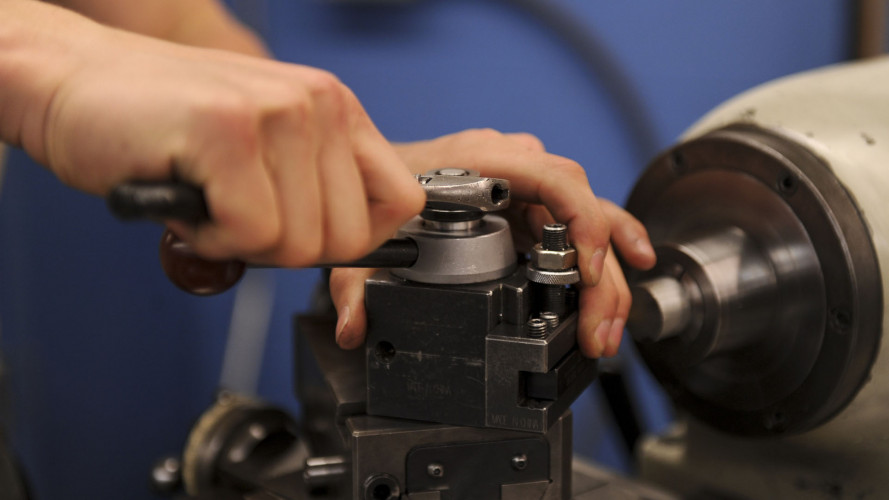
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.

Фото поперечных салазок и каретки суппорта
Каретка суппорта
Каретка суппорта (нижние салазки, продольные салазки) перемещается по направляющим станины вдоль оси шпинделя. Каретка приводится в движение как вручную, так и механически с помощью механизма подачи. Движение каретке передается с помощью фартука, жестко закрепленного на каретке. Каретку можно зажать на станине прижимной планкой и винтом для проведения тяжелых торцовочных работ.
В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
В верхней части каретки перпендикулярно оси шпинделя расположены направляющие в форме ласточкина хвоста для установки поперечных салазок суппорта.
Основные параметры перемещения каретки суппорта для станка 1к62:
- Наибольшее продольное перемещение суппорта от руки маховичком .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому валу .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому винту .. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Перемещение каретки на одно деление лимба .. 1 мм
Виды поломок токарных станков
В большинстве случаев строение токарных станков одинаковое:
- станина;
- шпиндели;
- рабочая бабка.
При этом в обычно циклевка заготовок совершается в горизонтальной плоскости. Если анализировать винторезные токарные станки, то они разнятся с простыми тем, что у их существует передняя и задняя рабочие бабки, суппорт, станина с удлинением и коробка подач. В оснащении встречаются следующие неисправности:




- Исходя с практики, в первую очередность ломается шпиндельный модуль регулирования скоростей. Самой большой степени износа подвергаются роликовые конические подшипники, которые используются во многих станках. Время от времени необходима регулировка и смена подшипников, что непосредственно находится в зависимости от системы смазки и типы станка.
- Следующая часто встречающаяся поломка – неисправность фиксирующего держателя суппорта. При этом деталь, которую обрабатывают, движется неровно, как в поперечном, так и в продольном направлении.
Все токарные станки различаются по размерам, устройству и типу обрабатываемых деталей. Есть полуавтоматические и автоматические устройства. Вторые, как правило, работают намного дольше, так как при ручной подаче, нередко не правильно рассчитывается величин головки и степень ее обточки.
Восстановление клиньев
При большом износе клиньев ремонт, как правило, сводится к их полной замене, что связано с дополнительными расходами металла и времени, затрачиваемого на изготовление новых клиньев.
Опыт ремонта по новой технологии показывает, что все клинья независимо от их износа могут быть восстановлены. Новая технология ремонта основана на применении стиракрила и соответствующей подготовке клиньев под заливку.
Как показывает опыт, трудоемкость ремонта клиньев по предлагаемой технологии сокращается примерно на 35%, при этом почти полностью исключаются ручные шабровочные работы, связанные с подгонкой клиньев по месту.
Технологический процесс восстановления клиньев стиракри-лом (рис. 72) представлен в табл. 12.
График и состав ремонтно-профилактических работ
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет. Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт станка
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Источник





