Преимущества и недостатки
Разработчики учли замечания фрезеровщиков по предыдущим моделям и пожелания производственников иметь высокопроизводительный и одновременно точный станок. Модель 6М82 имеет жесткую трапецеидальную станину и мощный двигатель. Станок рассчитан на работу с большими нагрузками, фрезеровку на большой скорости твердосплавными пластинами. Его положительные отличия от аналогов:
- увеличенная частота вращения шпинделя и чистота обработки;
- перемещение стола относительно инструмента одновременно по 3 осям;
- настройка на автоматические циклы;
- использование устройств и приспособлений увеличивают технологические возможности станка.
Важно!
Сведения о производителе консольно-фрезерного станка 6М82
6М82 разработан и произведен на Горьковском заводе фрезерных станков. Дата открытия самого завода – 1931 год.

Серия фрезерного оборудования 6Н, вышедшая в свет в 1951 году, уже в 1956 завоевала главный приз на брюссельской международной выставке.
В 1960 году производитель запускает новую серию 6М, и в ее ряду – станок 6М82.
6М отличается от предшествующего ряда тем, что производитель увеличил следующие технические параметры:
- частоту оборотов шпинделя;
- скорость перемещений и подач стола.
Кроме того, маховик переместили на переднюю часть установки, так что положение стола стало проще регулировать вручную.
Позднее на предприятии были разработаны такие серии, как 6Р, 6Т- 1 и 6Т. Горьковский завод и на сегодняшний день стоит в ряду ведущих предприятий российского станкостроения.



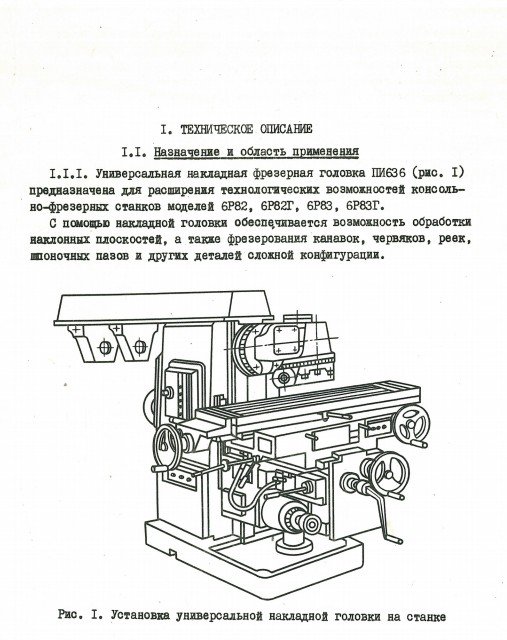
Назначение и область применения
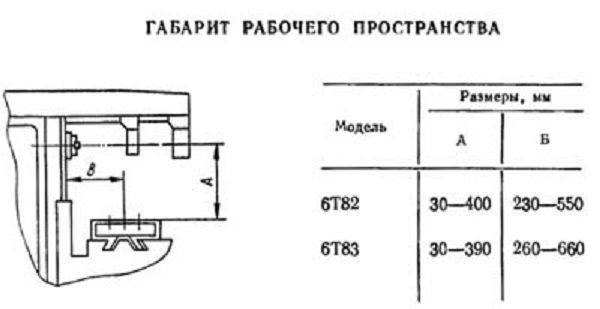
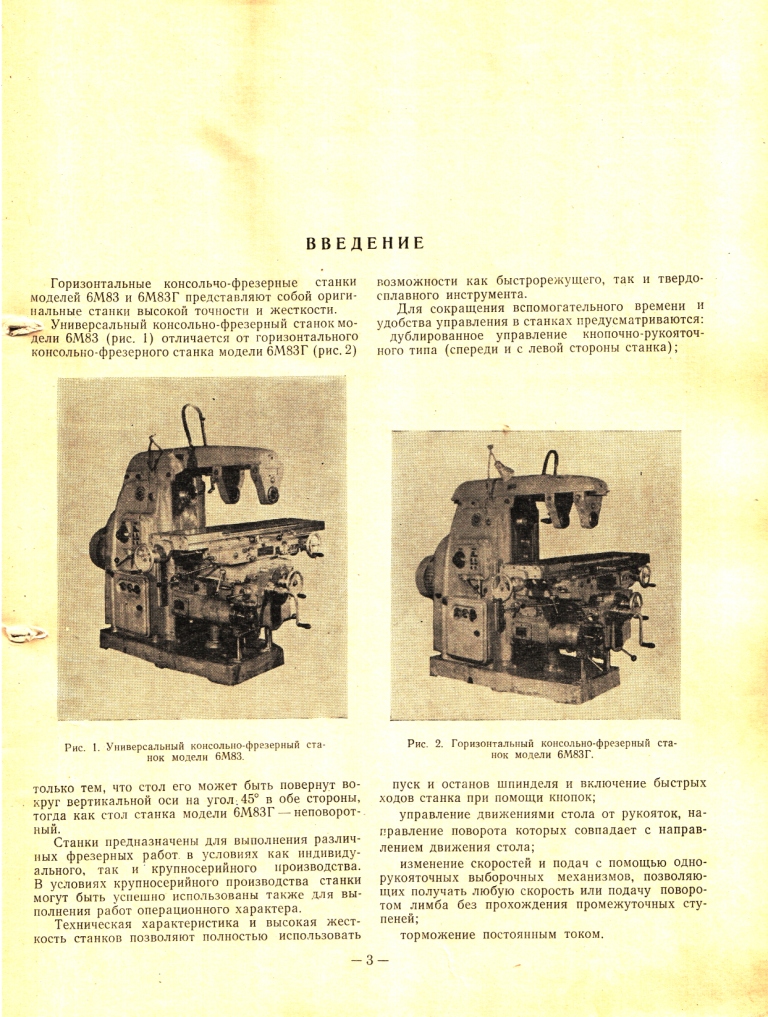
Станок 6Р82 имеет меньшие габариты и требует меньшего рабочего пространства, чем варианты 6Р83. Следует учесть и то, что последние выдают большую мощность двигателя. Если требуется оборудование на масштабное производство, то предпочтение следует отдать 83. Но в тоже время 82 имеет некоторые конструктивные особенности, делающие его востребованным.
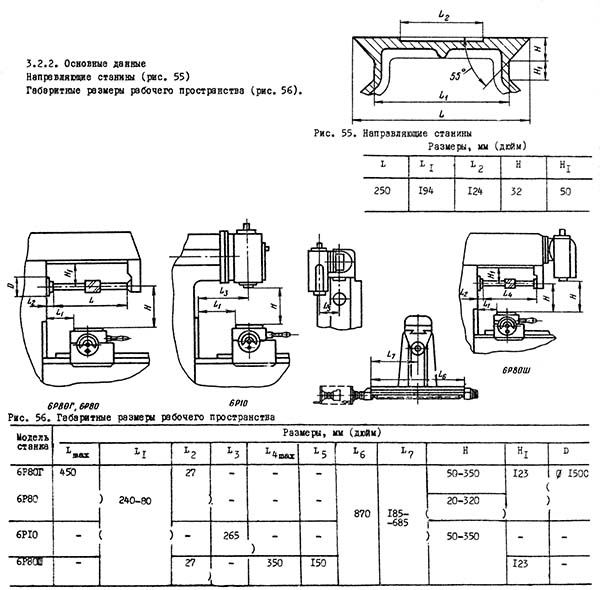
Стол станка поворачивается на угол до 45 градусов в обе стороны. При этом плоскость поворачивается около вертикальной оси. Особенности дает работать по металлу в любых условиях и проводить тщательную обработку даже труднодоступных сторон заготовки.
Сфера применения горизонтального станка масштабная. Его используют для работы с заготовками из цветных металлов, стали и чугуна — разницы нет, но необходимо подобрать верно резцы. Фрезерный станок проводит обработку различными по своему типу резцами, в том числе и цилиндрическими дисковыми, угловыми, концевыми, кольцевыми, торцовыми. Удобно то, что можно купить дополнительно детали и выполнять работу по заготовкам самостоятельно, вне серийного производства.

Фрезерный горизонтальны станок наиболее востребован в условиях серийного производства. Дело в том, что на нем можно выставить автоматический или полуавтоматический цикл работы. Это значит, что детали будут автоматически обрабатываться, не требуется вмешательство и контроль человека. Особенности во многом упрощает операционную деятельность, делает ее безопасной и быстрой.
Форма плоскостей, с которыми работают на оборудование, не ограничивается. Используется различные вертикальные и горизонтальные вариации. Без труда можно работать колеса из зубцов, пазы, рамки или углы. Поэтому станок типа 6Р82 и 83 считается одним из лучших вариантов для серийного производства, требующего больших мощностей, но вместе с тем нуждающемся в оборудовании с разноплановыми резцами.
Дополнительный плюс — функционал станка расширяется при помощи круглого стола, докупают делительную или накладную головку, которая расширяет диапазон возможностей.
Технические характеристики станков моделей 6Р82Ш
| Наименование параметра | 6Р82Ш | 6Р83Ш |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
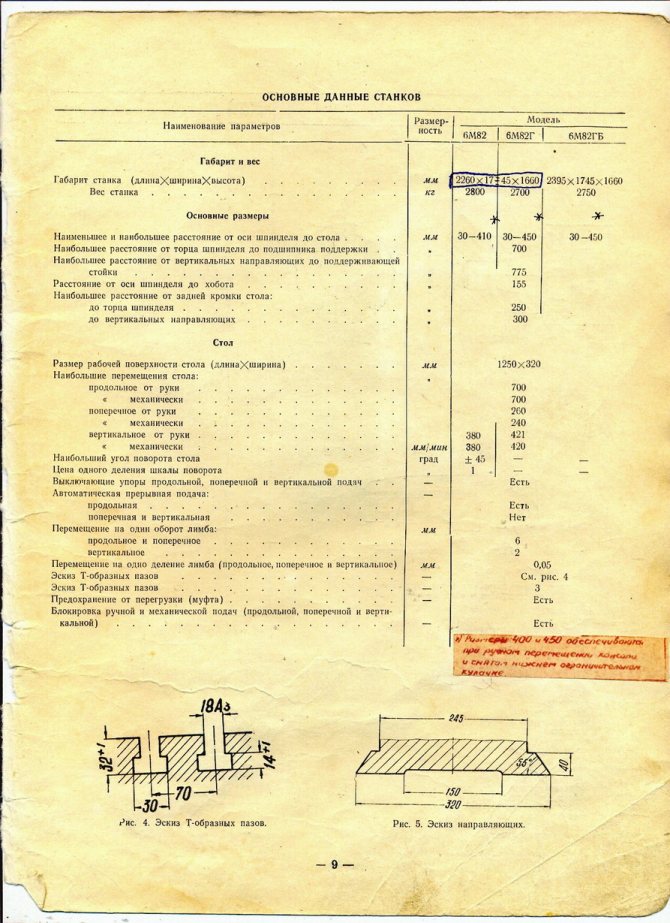
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250 х 320 | 1600 х 400 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 30..450 | 30..450 |
| Расстояние от оси шпинделя до хобота, мм | 155 | 190 |
| Расстояние от торца шпинделя поворотной головки до стола, мм | 35..535 | 70..570 |
| Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм | 260..820 | 250..900 |
| Рабочий стол | ||
| Наибольшее перемещение стола продольное механическое/ ручное, мм | 800/ 800 | 1000/ 1000 |
| Наибольшее перемещение стола поперечное механическое/ ручное, мм | 240/ 250 | 300/ 320 |
| Наибольшее перемещение стола вертикальное механическое/ ручное, мм | 410/ 420 | 410/ 420 |
| Максимальная нагрузка на стол (по центру), кг | 250 | 300 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 |
| Быстрый ход стола продольный/ поперечный/ вертикальный, мм/мин | 3/ 3/ 1 | 3/ 3/ 1 |
| Число ступеней рабочих подач стола | 18 | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25…1250 | 25…1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3…416,6 | 8,3…416,6 |
| Усилие резания продольной, поперечной, вертикальной подач, Н | 15,0/ 12,0/ 5,0 | 20,0/ 12,0/ 8,0 |
| Шпиндель | ||
| Частота вращения шпинделя поворотной и накладной головок, об/мин | 50..1600 | 50..1600 |
| Количество скоростей шпинделя | 11 | 11 |
| Частота вращения шпинделя, об/мин | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,1 | 0,1 |
| Перемещение пиноли шпинделя на один оборот лимба, мм | 6 | 6 |
| Поворот головки шпинделя к станине/ от станины, град | 45 | 90 |
| Поворот головки шпинделя в продольной плоскости, град | 360 | 360 |
| Поворот накладной головки шпинделя в продольной плоскости, град | 360 | 360 |
| Наибольший крутящий момент на шпинделе, Н.м | 1070 | 1430 |
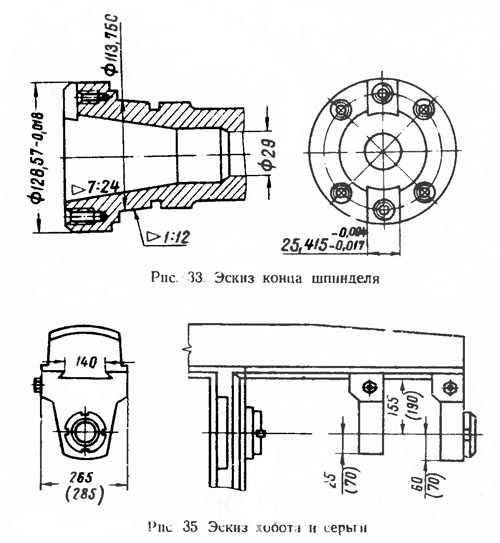
| Эскиз конца горизонтального шпинделя по ГОСТ 836-72 | 3 | 3 |
| Эскиз конца шпинделя поворотной головки по ГОСТ 836-72 | 4 | 4 |
| Эскиз конца шпинделя накладной головки по ГОСТ 836-72 | 4 | 4 |
| Конус шпинделя | 50 | 50 |
| Допустимый диаметр фрез при черновой обработке. Горизонтальный/ вертикальный шпиндель, мм | 160/ 100 | 200/ 100 |
| Механика станка | ||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | нет |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод и электрооборудование | ||
| Количество электродвигателей на станке | 4 | 4 |
| Электродвигатель привода главного движения, кВт | 7,5 | 10 |
| Электродвигатель привода шпинделя поворотной головки, кВт | 2,2 | 3,0 |
| Электродвигатель привода подач, кВт | 2,2 | 3,0 |
| Электронасос охлаждающей жидкости, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
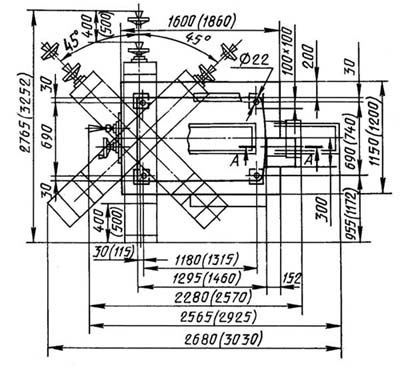
| Габариты станка (длина х ширина х высота), мм | 2470 х 1850 х 1950 | 2680 х 2260 х 2040 |
| Масса станка, кг | 3300 | 4500 |
§ 2. ШИРОКОУНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6Р82Ш
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>> На широкоуниверсальном фрезерном станке модели 6Р82Ш выполняют различные сложные работы: изготовление металлических моделей, штампов, пресс-форм, шаблонов, кулачков и т. д. Станок имеет горизонтальный шпиндель, который может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. На хоботе смонтирована поворотная головка и на нее может быть установлена накладная головка.
На направляющих хобота станка могут быть установлены опоры для поддержки длинных оправок при работе горизонтальным шпинделем. Кроме обычных принадлежностей, необходимых для повседневного ухода за станком, к станку могут поставляться делительная головка, круглый стол, долбежная головка, которые существенно расширяют возможности станка.
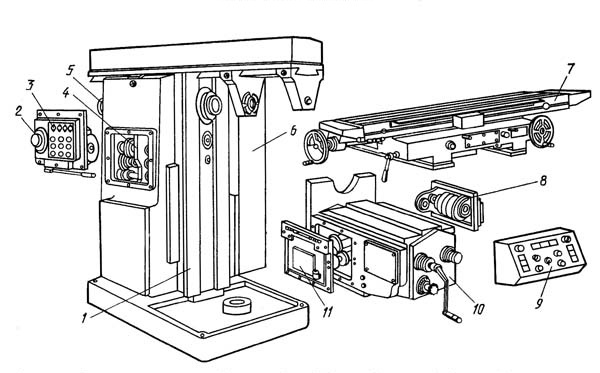
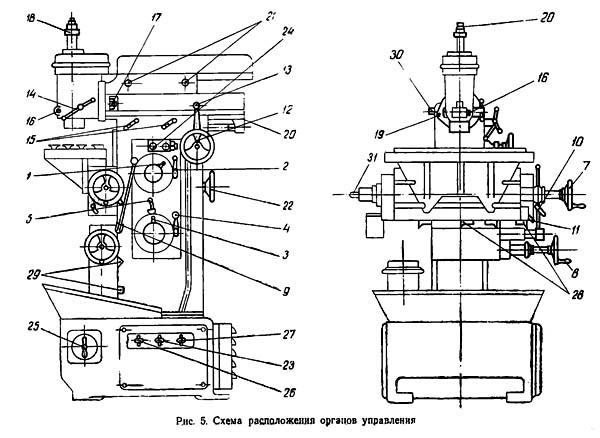
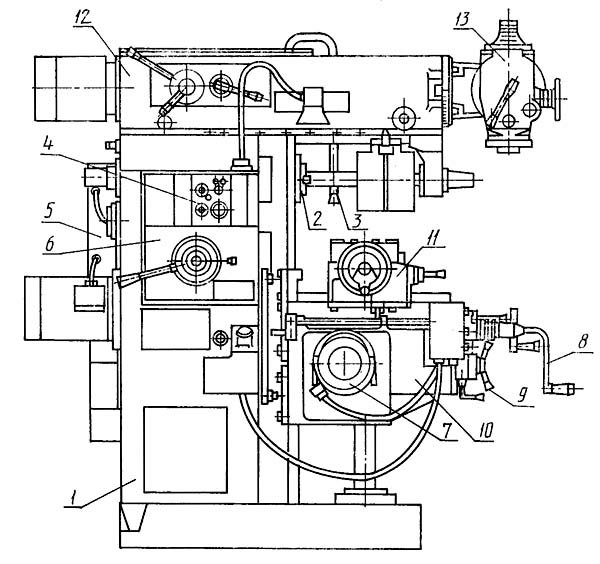
На рис. 53 показаны основные узлы станка модели 6Р82Ш, а на рис. 54 обозначены его органы управления.
Дублирующие органы управления предусмотрены для удобства работы при нахождении рабочего сбоку станка у коробки скоростей.
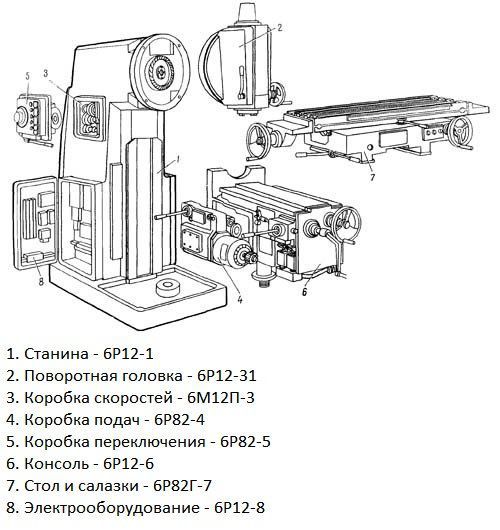
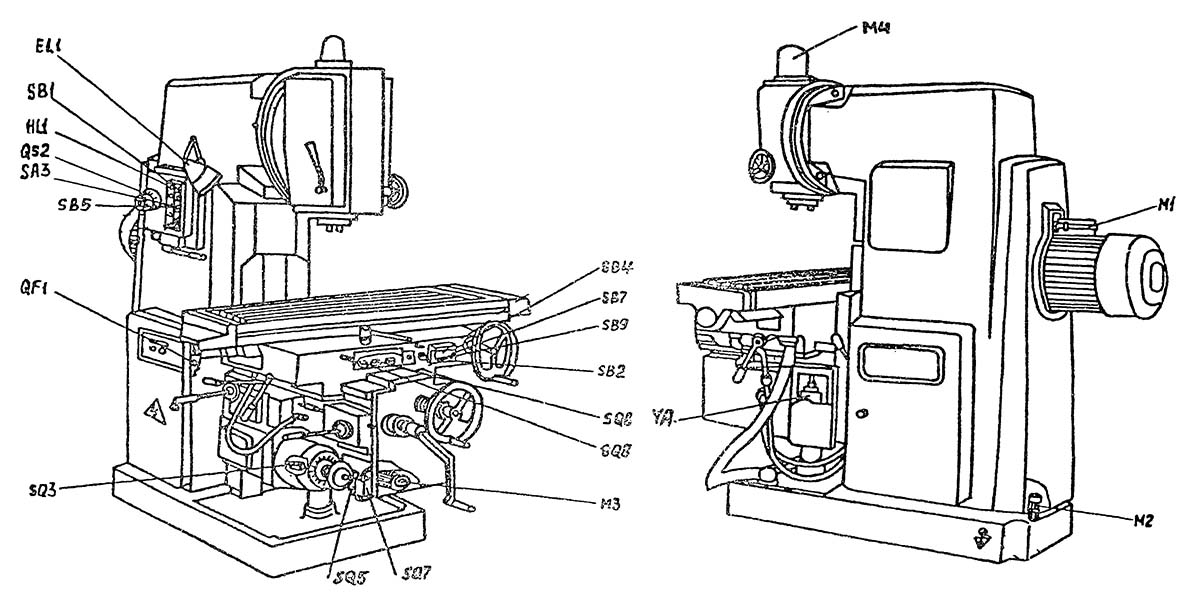
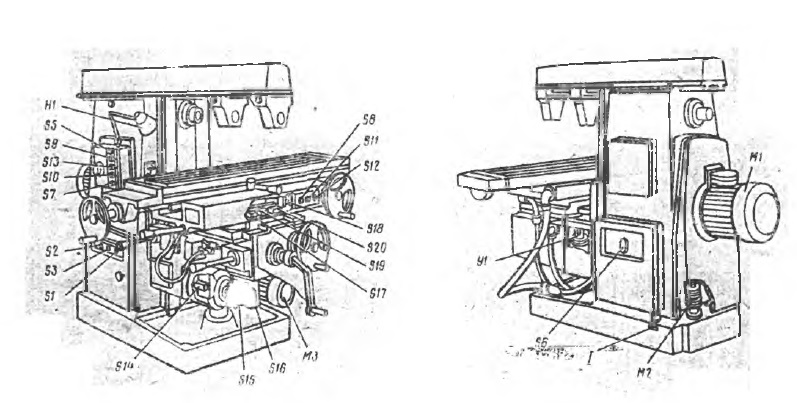
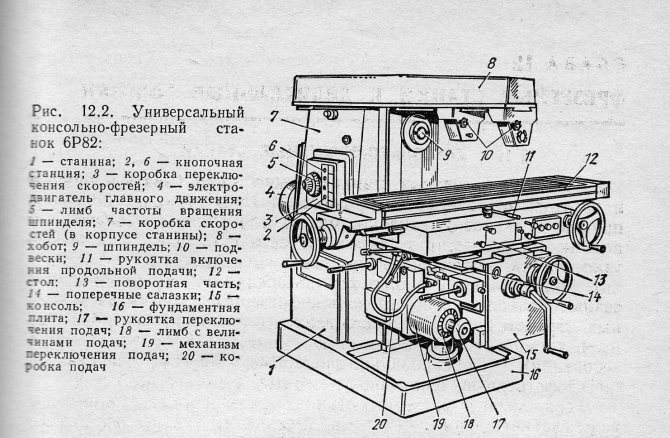
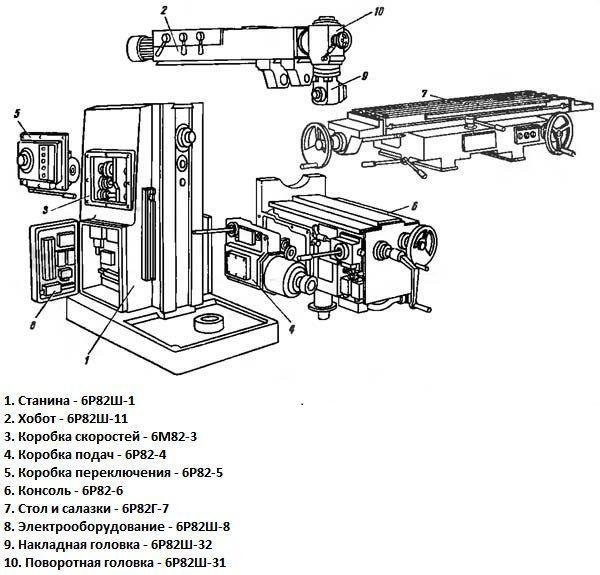
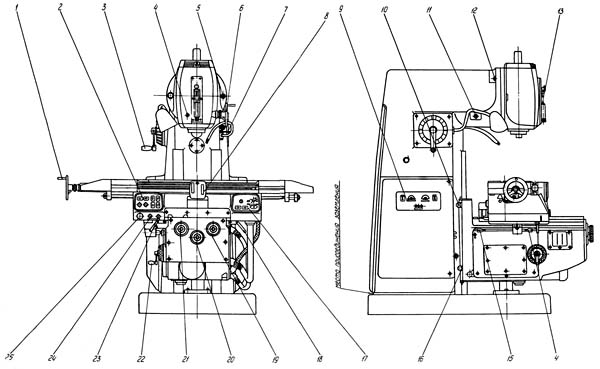
Рис. 53. Основные узлы станка модели 6Р82Ш:
1 — основание, 2 — станина, 3 — электрооборудование, 4 — коробка скоростей, 5 — коробка переключения, 6 — хобот, 7 — поворотная головка, 8 — накладная головка, 9 — стол и салазки, 10 — консоль, 11 — коробка подач
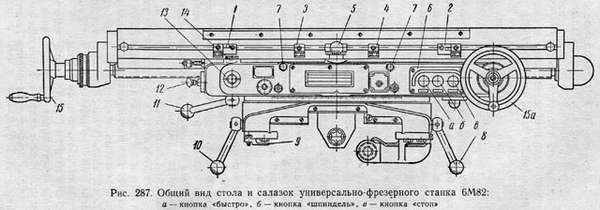
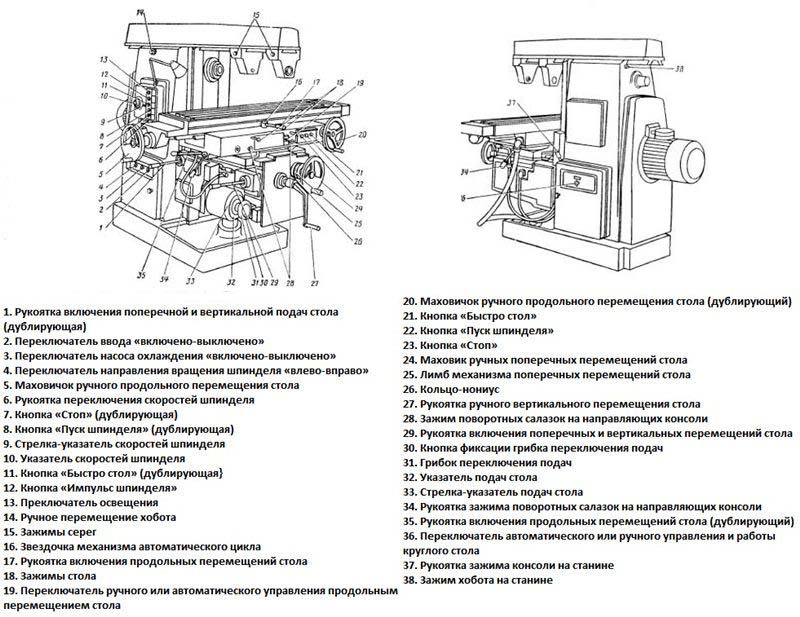
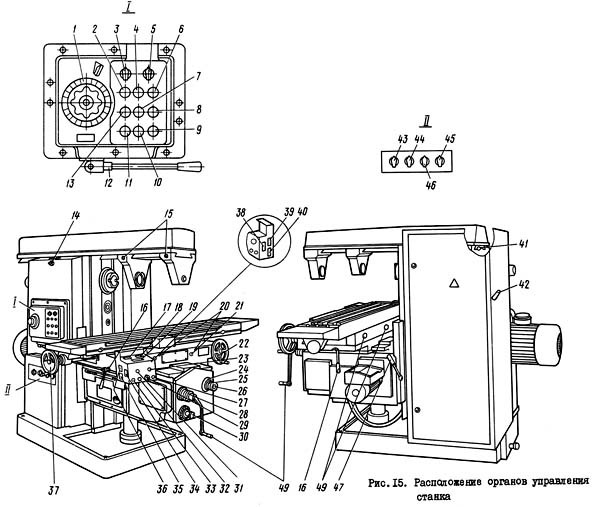
Рис. 54 Органы управления станка модели 6Р82Ш:
1 — кнопка «Стоп» (дублирующая), 2 — кнопка «Писк шпинделя» (дублирующая), 3 — стрелка-указатель частоты вращения, 4— указатель частоты вращения шпинделя, 5 — кнопка «Быстро стоп» (дублирующая), 6 — кнопка «Импульс, шпинделя», 7 — переключатель освещения, 8 — маховичок ручного перемешения хобота, 9 — рукоятки переключения скоростей шпинделя поворотной головки, 10 — механизм зажима (серьги, опоры), 11 — механизм зажима поворотной головки, 12 — маховичок выдвижения гильзы шпинделя, 13 — рукоятка зажима гильзы и шпинделя, 14 — звездочка механизма автоматического цикла, 15 — рукоятка включения продольных перемещений стола, 16 — механизм зажима стола, 17 — маховичок ручного продольного перемещения стола, 18 — кнопка «Быстро стоп», 19 — кнопка «Пуск шпинделя», 20 — кнопка «Стоп», 21 — переключатель ручного или автоматического управления стола, 22 — маховичок ручных поперечных перемещений стола, 23 — лимб механизма поперечных перемещений стола, 24 — кольцо-нониус, 25 — рукоятка ручных вертикальных перемещений стола, 26 — кнопка фиксации грибка переключения подач, 27 — грибок переключения подач, 28 — указатель подач стола, 29 — стрелка-указатель подач стола, 30 — рукоятка включения поперечной и вертикальной подач стола, 31 — рукоятка зажима салазок на направляющих консоли, 32 — рукоятка включения продольных перемещений стола (дублирующая), 33 — рукоятка включения поперечной и вертикальной подач стола (дублирующая), 34— переключатель ввода «Включено—выключено», 35 — переключатель насоса охлаждения «Включено—выключено», 36 — переключатель вращения горизонтального шпинделя «Влево-вправо», 37 — маховичок ручного продольного перемещения стола (дублирующий), 38 — рукоятка переключения частоты вращения горизонтального шпинделя, 39 — реверсивный переключатель направления вращения шпинделя накладной головки, 40 — переключатель управления «Автоматический цикл — ручное перемещение — работа с круглым столом», 41— рукоятка зажима консоли на станине, 42 — винт зажима хобота на станине, 43 — крышка
Перейти вверх к навигации
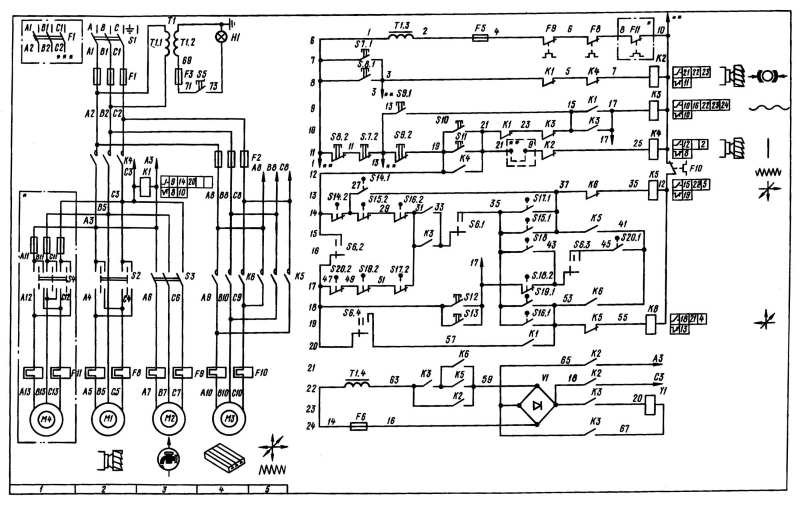
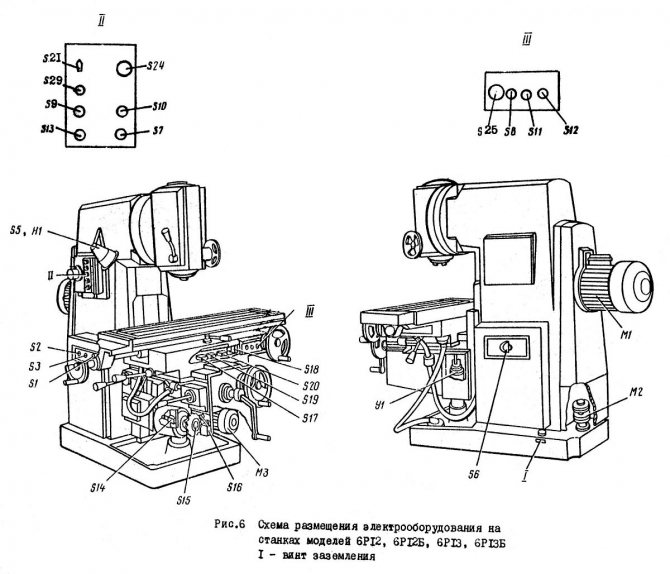
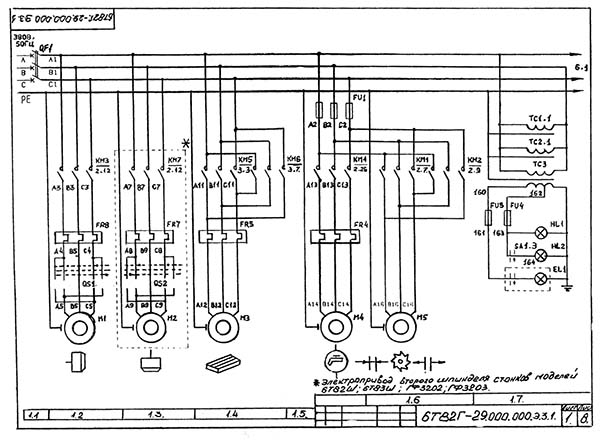
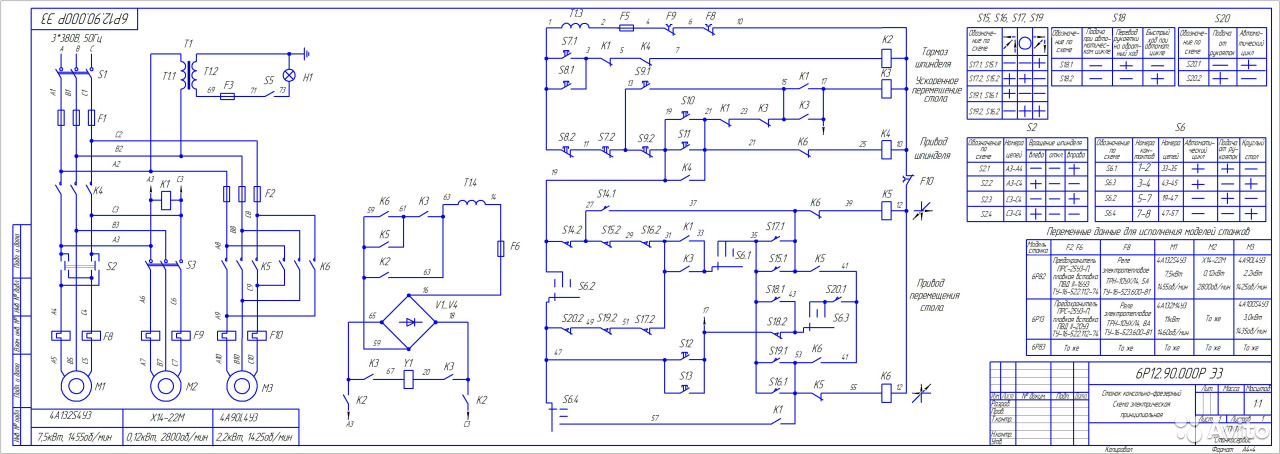
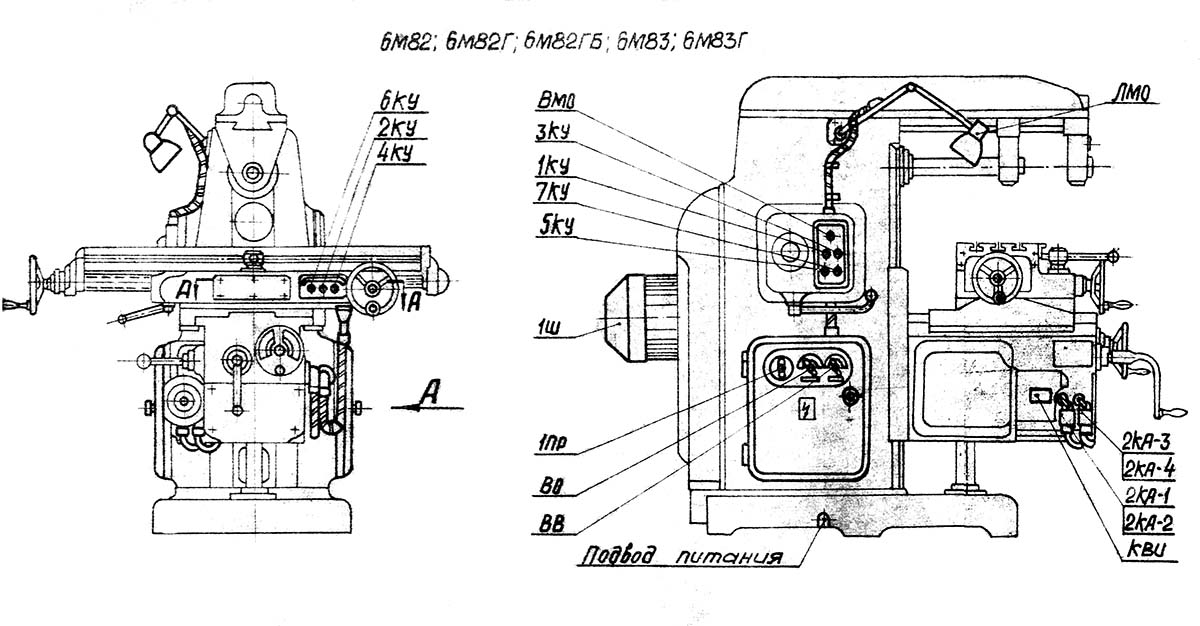
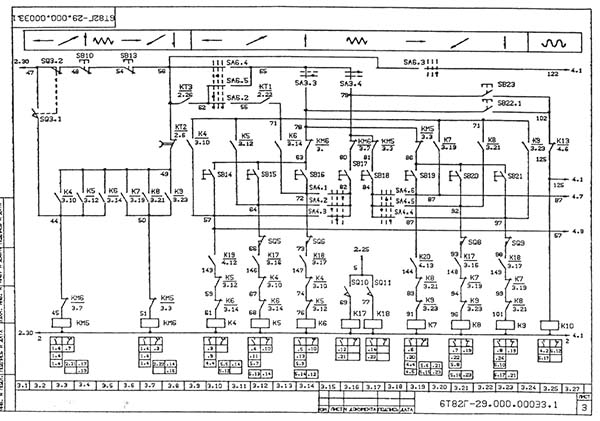
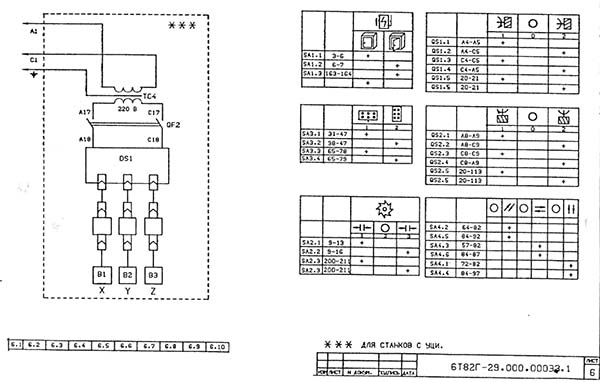
Сигнализация и блокировочные устройства
В целях удобства, надежности и безопасности работы на станках электрическая схема обеспечивает следующие световые сигнализации и электрические блокировки:
- а) на левой боковой стенке станции управления установлены сигнальная лампа HL3 с фильтром молочного цвета, указывающая на включенное состояние вводного выключателя и НL1 с фильтром красного цвета, предупреждающая о неисправности цепи управления;
- б) в станции управления установлена сигнальная лампа HL2 с фильтром красного цвета, предупреждающая обслуживающий персонал о включенном состоянии вводного выключателя при открытой дверке электрошкафа
- в) в станции управления установлено блокировочное устройство (SQ11, SA1), которое обеспечивает блокировку вводного выключателя с дверкой станции управления;
- г) реле контроля зажима инструмента К1 блокирует цепь включения главного привода (см.строка 28);
- д) исключается перемещение стола в рабочем режиме при отключенном приводе главного движения (см. КТ4 строка 48);
- е) исключается возможность включения привода главного движения при его торможении (см. КТ3, строка 40);
- ж) взаимной блокировкой исключается возможность включения подвижных узлов станка во взаимно противоположных направлениях;
- и) при одновременном отключении приводов стола и главного движения обеспечивается последовательность отключения (см.КТ4 строка 29);
- к) исключается возможность одновременного включения муфт подачи, быстрого и замедленного хода;
- л) при перемещении стола в поперечном и вертикальном направлениях от рукояток исключается возможность пуска привода стола в этих направлениях от кнопок. См.путевые выключатели SQ13, SQ14;
- м) при включении привода зажима инструмента происходит автоматическое торможение главного привода (см. QS3.7 строка 119);
- н) в режиме автоматического управления отключены органы управления, используемые в ручном и толчковом режимах управления (см.SАЗ.3 строка 45);
- п) в станции управления предусмотрены клеммные зажимы 45, 46 для подключения аппаратов контроля механизма зажима заготовки.
Выбор предохранителей
Для электродвигателей выбор плавкой вставки производится по формуле:
где к =Iп / Iн = 5 – кратность пускового тока к номинальному.
Iн – номинальный ток электродвигателя, А
(М2)
Выбираем предохранитель типа ПРС-20 с плавкой вставкой на 10А,
Iн = 20А, 20 > 3,9А, 10 > 7,8А.
(TV) Для трансформатора плавкая вставка выбирается по формуле:
Iпл.вст. = 1,25 · Iп = 1,25·k·Iн

Iпл.вст. = 5·1,24·1,25 = 7,75А
Выбираем предохранитель типа ПРС-20, Iн = 20, сплавкой вставкой ПВД-10 на 10А.
10 > 7,75А.
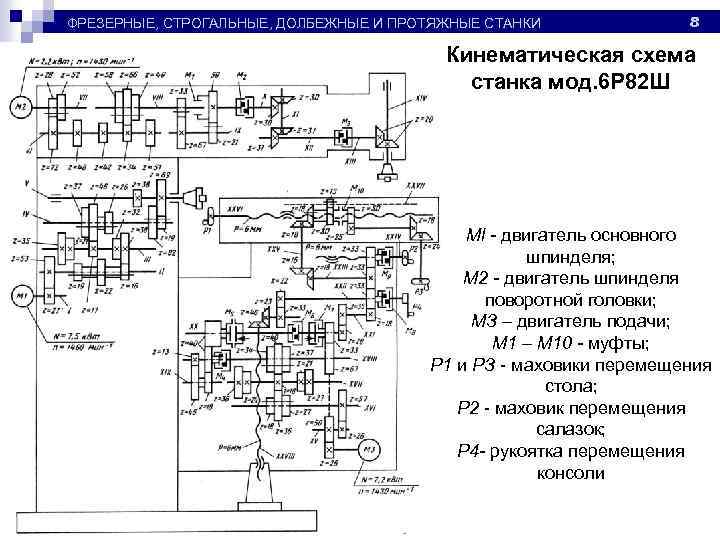
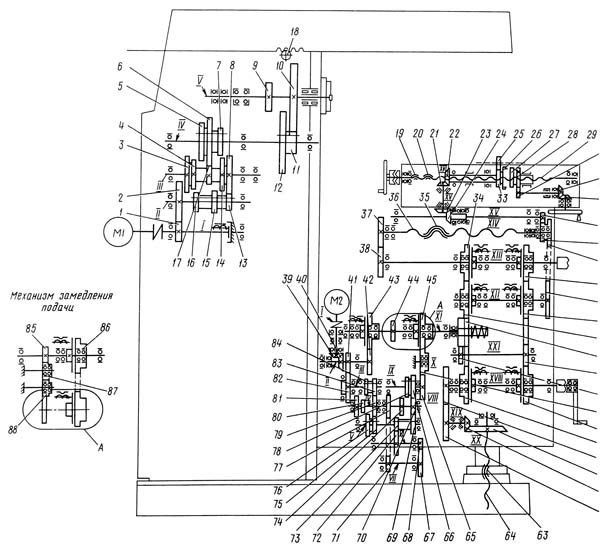
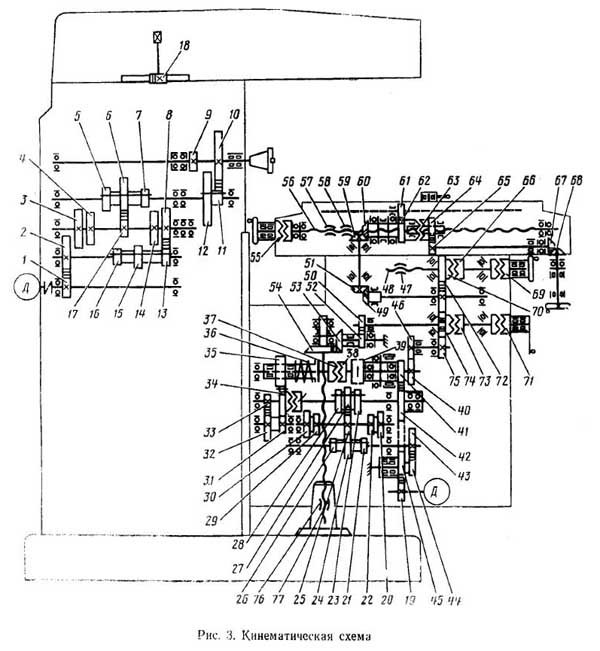
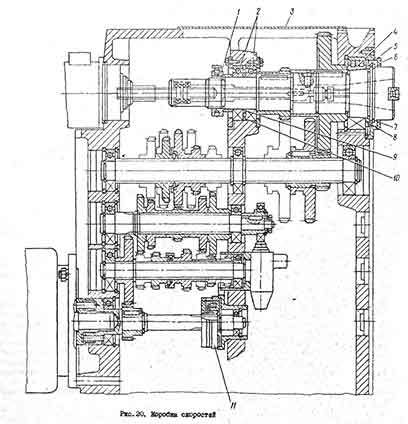
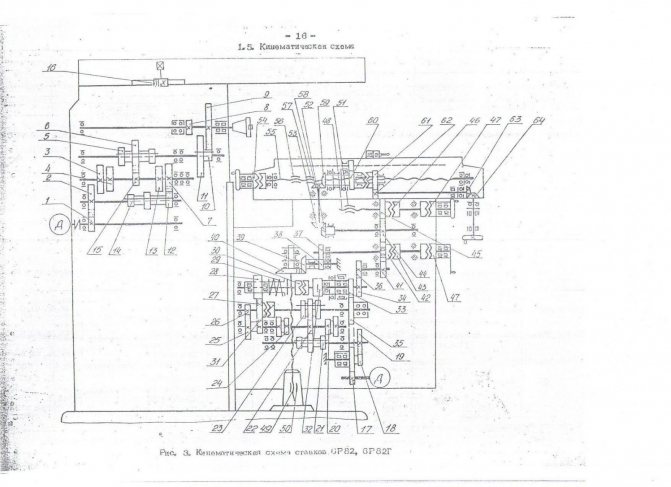
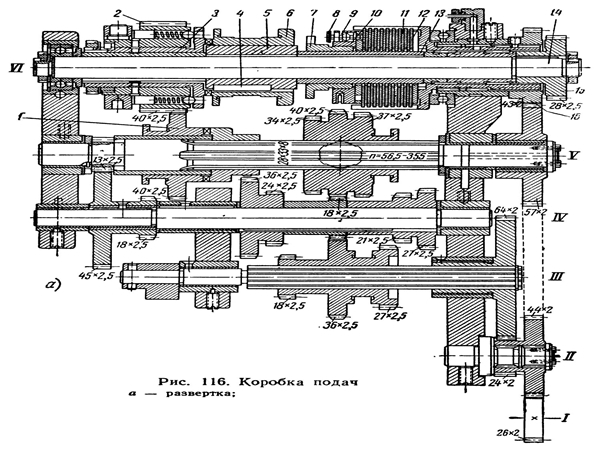
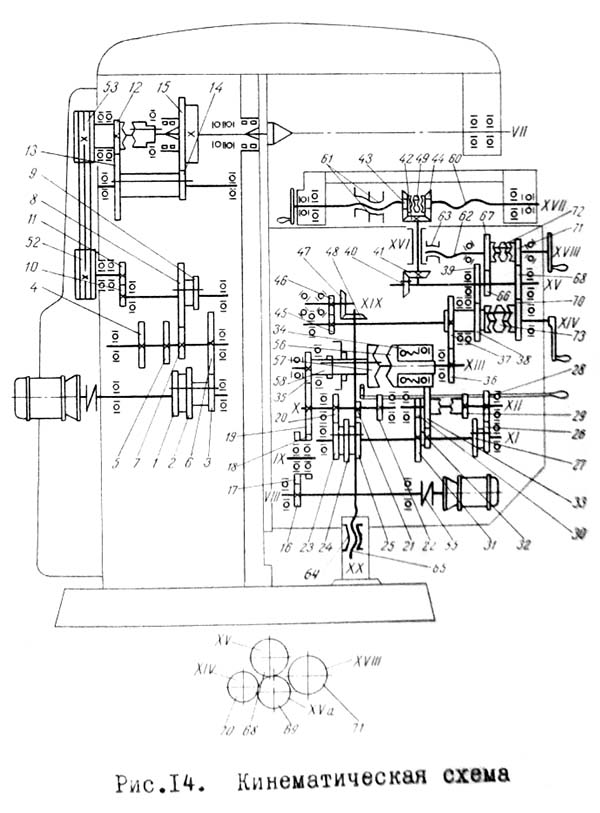
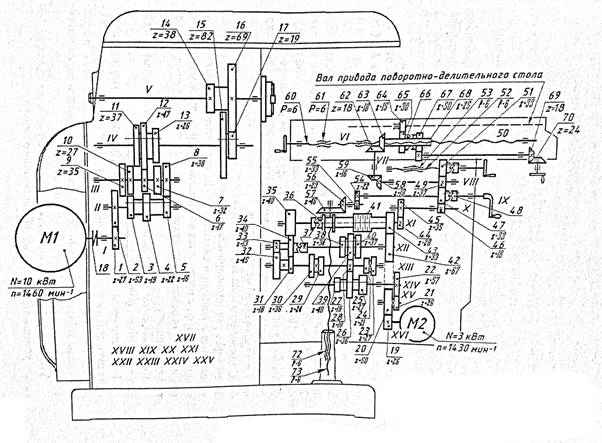
Кинематическая схема фрезерного станка 6Т82Г
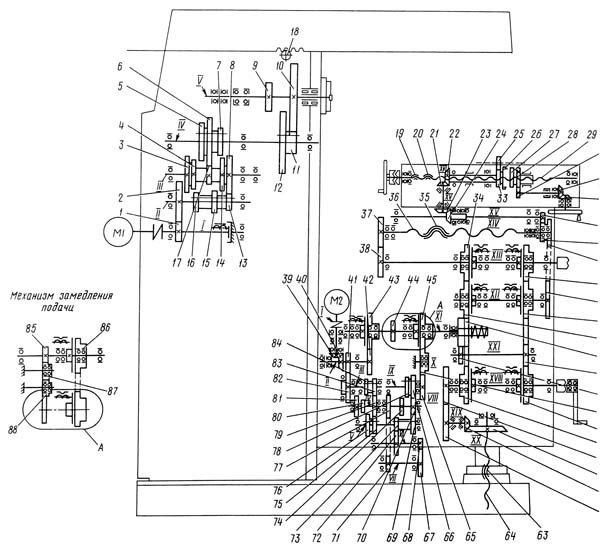
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.
Станок консольно-фрезерный широкоуниверсальный 6Т82Ш
Фрезерный станок 6Т82Ш широкоуниверсального типа используется промышленными предприятиями, мастерскими и заготовительными площадками для проведения разных фрезерных работ с помощью разных типов фрез.
Оборудование способно работать с горизонтальными и вертикальными поверхностями пазов, рамок, спиралевидных деталей, зубчатых колес и другими видами заготовок, что выполнены из стали, цветных металлов, чугуна и других материалов.
Расшифровка буквенно-цифрового индекса станка:
- 6 — означает, что механизм относится к станкам фрезерной группы;
- Т — поколение оборудования;
- 8 — означает, что фрезер относят к горизонтально-консольным устройствам;
- 2 — типоразмер;
- Ш — широкоуниверсальный.
Особенности строения
Рассмотрим технические характеристики фрезера 6Т82Ш:
- Основа станка — это литая станина, на которой крепятся остальные части станка. Изнутри деталь усилена ребрами жесткости, а на верхней ее части имеются горизонтальные направляющие.
- В конструкции станка имеется два шпинделя, один из которых — горизонтального типа. Это позволяет эксплуатировать оборудование, как горизонтально-фрезерное.
- За счет высокой жесткости и достаточно мощного привода, есть возможность применения в работе оснастки, которая выполнена из быстрорежущей стали. Отличается такой инструмент наличием пластин из твердых материалов.
- 6Т82Ш оснащен ползуном, на котором крепится поворотная фрезерная головка, что имеет свой собственный привод и коробку скоростей. Эта особенность строения позволяет производить фрезерование заготовок, которые установлены практически под любым углом наклона в любой плоскости относительно рабочей поверхности стола.
- Для дополнительной фиксации металлических заготовок, могут использоваться специальные поддержки.
- Размер зазора в винтовой паре регулируется с помощью специального устройства.
- Подача смазочно-охлаждающей жидкости происходит за счет плунжерного насоса централизованно.
- Процесс торможения осуществляется постоянным током.
В продаже также можно встретить модифицированные модели 6Т82Ш-27 и 6Т82Ш-36, которые отличаются от фрезера 6Т82Ш наличием рабочего стола, что может поворачиваться вокруг вертикальной оси на 45 градусов в обе стороны.
Преимущества
Оператор может производить рабочие операции одновременно двумя шпинделями. Оборудование имеет повышенный класс точности. 6Т82Ш оснащен достаточно мощным приводом, который позволяет производить высокоточную резку на больших скоростях вращения шпинделя. За счет наличия широкого диапазона частот вращения рабочей оснастки и подач стола, оператор может подобрать оптимальный режим работы для металла определенной плотности.

Фрезерный станок 6Т82Ш характеризуется высокой надежностью и долговечностью в эксплуатации. Это обеспечивается, в первую очередь, за счет наличия предохранительной муфты, которая эффективно защищает привод подачи от случайных перегрузок. Для обеспечения защиты оператора во время работы может производится торможение шпинделя в случае остановки электромагнитной муфты.
Оборудование отлично функционирует, как в условиях серийного, так и индивидуального производства, так как фрезер оснащен различными автоматическими циклами работы.
Станок 6Т82Ш может быть усовершенствован дополнительно приобретенной оснасткой, делительной и долбежной головкой, а также при необходимости укомплектовывается круглым поворотным столом. модифицированная модель 6Т82ШФ1 может быть укомплектована узлом цифровой индикации.
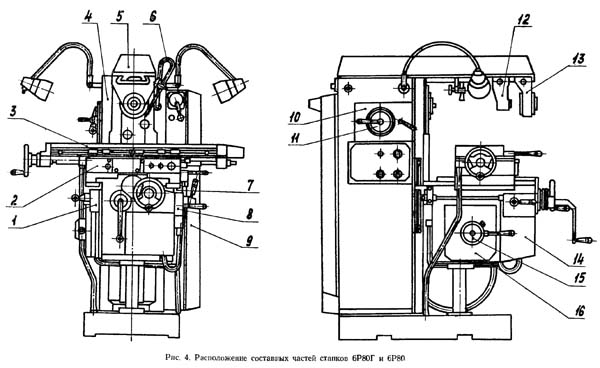
Расположение составных частей
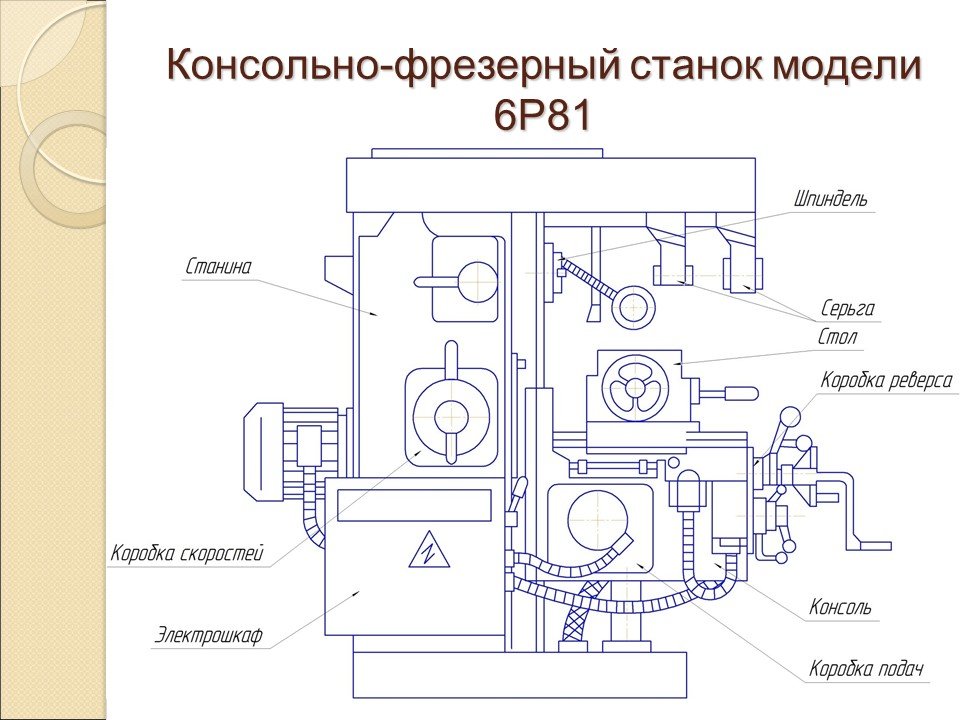
Станина
Основой консольно-фрезерной установки служит станина. Она снабжена вертикальными и горизонтальными направляющими профилями. По первым движутся консоли, а по вторым – хобот. Коробку скоростей разместили во внутренней части корпуса.
В боковых стенках имеются закрытые углубления с электрооборудованием. Справа расположен переключатель с тремя режимами:
- Автоматический режим (для множества одинаковых операций)
- Подача от рукоятки (стандартная работа)
- Круглый стол (для фрезерования с вращением платформы без перерыва)

Консоль
Задача консоли – менять положения стола по вертикали. За ускоренные перемещения и подачи отвечает встроенный в консоль двигатель. Скорость регулируется передней рукояткой.
Салазки
Этот элемент можно двигать с поворотной плитой или с рабочей поверхностью. Так обеспечивается поперечная подача. По направляющим профилям стол может перемещаться продольно.
Стол
На стол монтируются детали, подлежащие фрезеровке. Причем их можно перемещать вдоль поверхности. Крепится изделие болтами, вкрученными в пазы стола. Спереди находится также паз для кулачков, которые переключают продольное передвижение платформы автоматически.