
Что представляет собой 6Т13
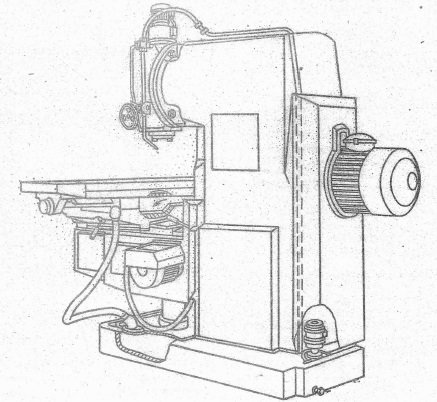
Консольно-фрезерный станок 6Т13 – сложный механизм, основа конструкции которого – литая станина, к которой крепится консоль и поворотная головка. В консоли находится коробка скоростей. Здесь же размещена емкость для СОЖ. Шкаф управления находится справа от консоли, а слева от консоли – кнопочная станция (пульт). Поворотная головка и консоль могут вертикально передвигаться.
Прямоугольные направляющие, которыми оснащены станина и консоль, увеличивают прочность, надежность всей конструкции, что делает работу на станке удобной, безопасной, а главное – продолжительной. Станок способен работать на протяжении нескольких рабочих смен без перерыва, быть длительное время в эксплуатации без ремонтных работ. Но при условии грамотного ухода и технического обслуживания. Например, категорически запрещается работать на станке при неисправной системе смазки. Смазочная система состоит из двух независимых станций смазки – консольной и станины. Запитываются они от отдельного плунжерного насоса.
Оснастка и принадлежности
Установка делительных приспособлений, поворотного стола даёт возможность обрабатывать пространственные канавки, радиусные кривые, зубья, пазы и прочие элементы, расположенные по окружности и требующие поворота при формообразовании.
Для закрепления концевых фрез в зависимости от хвостовика используют патроны цанговые или оправки с внутренним конусом Морзе, для торцовых сборных и насадных фрез применяют оправки с поперечной и продольной шпонкой.
Сменные цанги имеют диапазон диаметров от 2 до 40 мм. Цанги универсальны, обеспечивают большую площадь контакта и равномерность фиксации хвостовика, чем снижают вибрация и перекос. При замене цанги патрон не снимают. Рационально использовать цанги для ответственных чистовых операций, обработки мелких заготовок.
Номер цанги для фрезерного станка 6Т13 подбирают по диаметру осевого инструмента и размерам отверстия оправки.
Эксплуатация
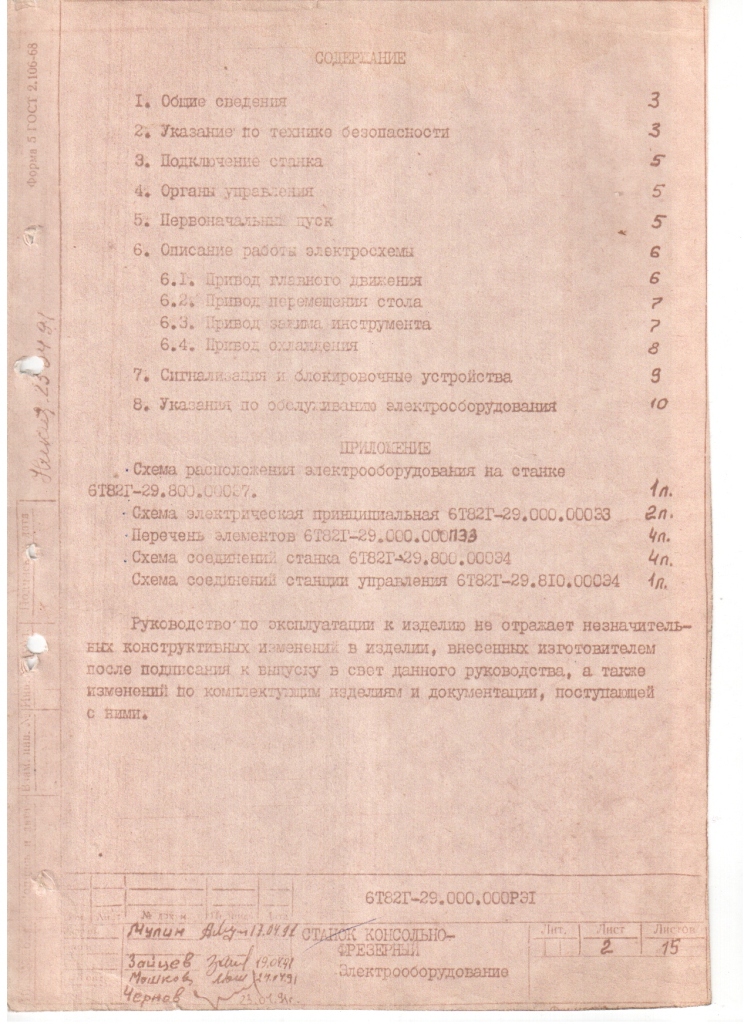
Для повышения эффективности эксплуатации каждый станок комплектуется набором вспомогательных схем – подшипников, строповки, смазки, кинематики и так далее. Остальная часть руководства включает в себя электрическое оборудование. Здесь указана принципиальная схема подключения электроприборов, а также приводится набор спецификаций для подбора запасных деталей.
На основе статистических данных, полученных в рамках многолетнего выпуска станка, производитель составил перечень быстроизнашивающихся деталей. Для них предусматривается отдельный чертеж каждого элемента. Благодаря унификации появляется возможность использовать запасные детали от других серий станков 6Т, включая 6Т13.
Общий вид и конструкция
Агрегат отличают прочность сцепления отдельных узлов и их независимое управление. Литая основа придает станку устойчивость. Возможность тонкой настройки дает способность к фрезерованию мелких деталей.
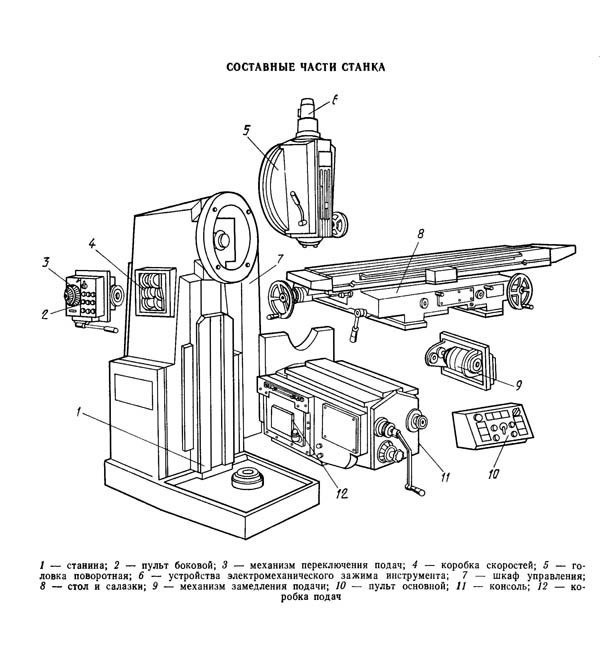
Расположение и описание составных частей
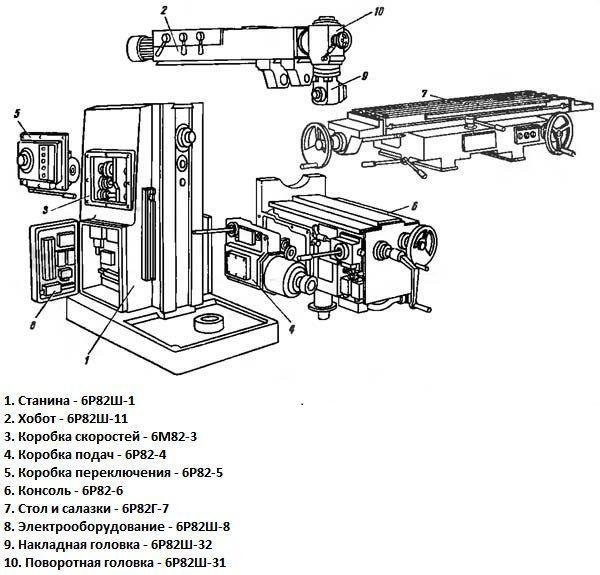
Основные элементы конструкции:
- Станина. Широкая прямоугольная платформа на штифтах с вертикальной горловиной.
- Головка и гильза шпинделя. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. Включает электропривод движения шпинделя, коробку скоростей, пульт управления и несколько отдельных переключателей.
- Передняя консоль. Двигатель направляющих стола и приборы регулирования их перемещения.
Вес собранной машины составляет 4300 кг, высота 2430 мм, ширина 2252 мм. Общая длина 2570 мм. Ход рабочей поверхности – до 1 м вправо-влево, до 40 см в поперечной плоскости и до 43 см по вертикали.

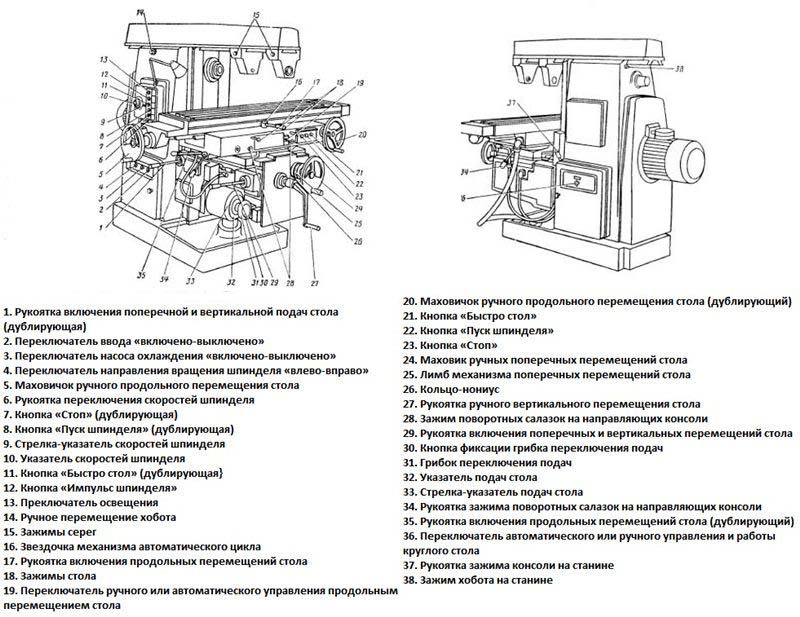
Расположение органов управления
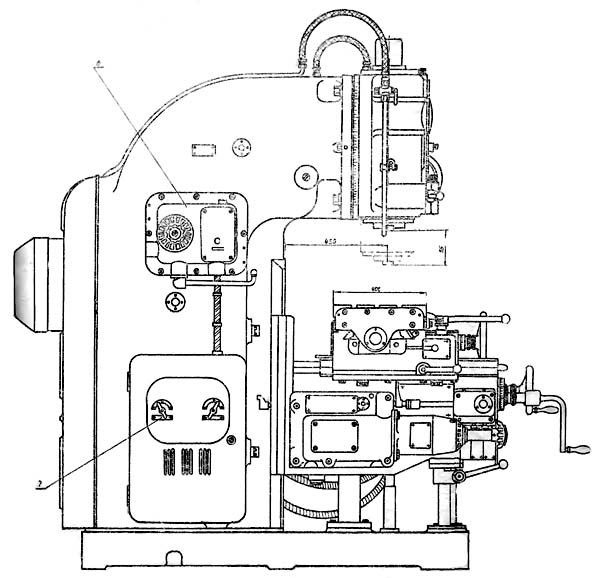
Управление основным движением выполняет коробка скоростей, которая включает 18 частот вращения шпинделя. Регулируется с помощью рукоятки с соответствующими делениями. Положение головки обеспечивают поворотный шестигранник и маховик механического выдвижения гильзы. Отдельная рукоятка предусмотрена для зажима гильзы.
Привод подач управляет движениями стола через фрикционы обычного и быстрого хода. При выборе одного из данных режимов другой блокируется. Коробка привода позволяет осуществлять 18 различных подач. Для точного предварительного расположения обрабатываемых деталей предусмотрены механические зажимы салазок стола и консоли на направляющих станины. Каждый рабочий элемент оснащен маховиком ручного управления.
https://youtube.com/watch?v=N0wcKDsBE3Q
Пульты управления
На станке 6Т13 имеются два операторских пульта – боковой на стенке шкафа управления, основной на консоли стола. А также панель выбора автоматических циклов. Скорость и направление подач регулируется с основного, движение головки шпинделя с бокового. Кнопки базовых действий – старта, остановки, включения режима быстрого перемещения или замедленных подач – дублируются на обоих панелях.





Клавиша включения станка, как и изменения направления вращения фрезы, расположена на задней стенке аппарата. Но на основном пульте есть кнопка аварийного отключения. Также с него включается и выключается режим охлаждения. Выбор пульта осуществляется посредством переключателя сбоку.
Особенности строения поворотной головки
Механизм для вращения шпинделя представляет собой систему конических колец, полуколец и шестерней, крепится к фланцу станины болтами. На поворотной головке закреплены направляющие гильзы, внутри которой расположен двухопорный вал шпинделя на подшипниках. В верхней части гильзы – привод зажима режущего инструмента. Во избежание травм, без обязательной предварительной фиксации фрезы поворот шпинделя блокируется.
При необходимости конструкция головки позволяет регулировать осевой и радиальный люфт вращения. Для этого на ее корпусе имеется съемная пробка. Через это отверстие замеряют размер люфта между подшипником и цилиндром шпинделя. Настройка осуществляется подшлифовыванием осевых и радиальных полуколец.
Краткая сводка о производителе
Выпускался впервые Горьковским заводом фрезерных станков. Это предприятие, основанное в 1931 году, было самым крупнейшим в России. Занимается выпуском различных фрезерных станков, оснащенных возможностью не только ручного или автоматического управления, а и числовых программным управлением. Станки выпускаются с 1932 года, но конкретно серия Р, о которой идет речь, появилась в 1972 года. Но она сразу же зарекомендовала себя как надежное и универсальное устройство.
Модель с кодом 13 отличается от предыдущей 12 тем, что мощность главного двигателя и подач несколько мощной, размеры стола увеличены и есть варианты перемещения рабочей платформы. Дополнены быстроходными платформами. На главное отличие модели, которая была выпущена позже, – величины диапазонов оборотов шпинделя. Сейчас Горьковский завод уже не занимается выпуском станков по ясным причинам, купить его можно для производственного или частного пользования в ООО «Станочный парк».

Технические характеристики и преимущества станка
Вертикальные консольно-фрезерные станки серии 6Т имеют два главных двигателя, управляющих движением головки шпинделя и передвижением стола – мощностью 11 и 3 кВт. Независимо от них электромеханикой регулируются зажим режущего инструмента и подача смазочной жидкости на узлы машины. Автономность различных элементов упрощает профилактическое обслуживание и ремонт станка.
К эксплуатационным преимуществам 6Т13 относятся:
- частоты вращения шпинделя – от 31,5 до 1600 оборотов в минуту;
- пределы подач по вертикали от 4,1 до 530 мм/мин, горизонтального перемещения стола – 12,5–1600 мм/мин;
- ось шпинделя отклоняется на 45°;
- стол вращается на 45°, что позволяет нарезать винтовые детали;
- большой выбор настроенных автоматических режимов, включая циклы с прерывистой подачей.
На данном станке можно фрезеровать детали весом до 630 кг. Повышенная жесткость подачи при достаточно малой цене деления лимба в 0,05 мм позволяет добиться высокой точности обработки.

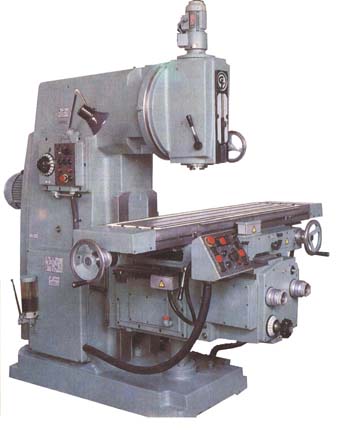
СТАНОК ВЕРТИКАЛЬНЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ МОДЕЛЬ 6Т13
Фрезерные станки > СТАНОК ВЕРТИКАЛЬНЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ МОДЕЛЬ 6Т13
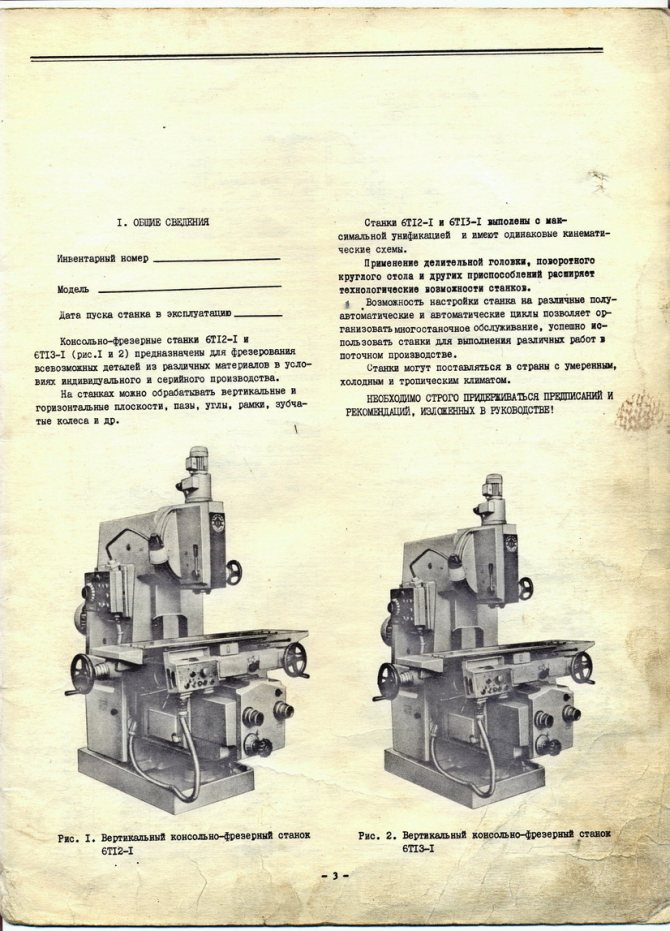
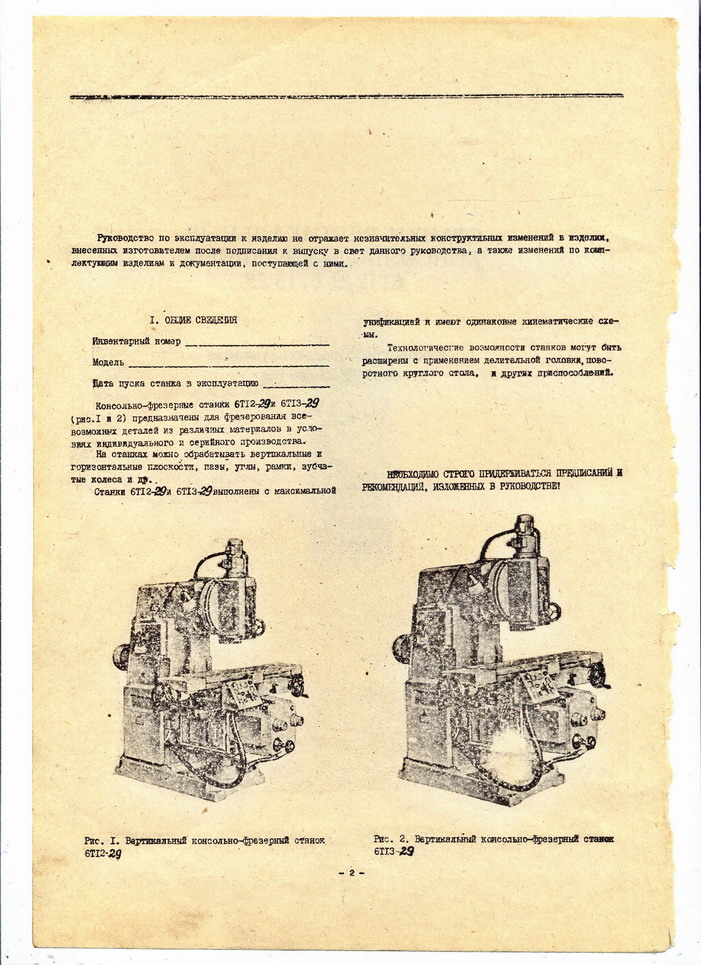
Консольно-фрезерные станки модели 6Т12 и 6Т13
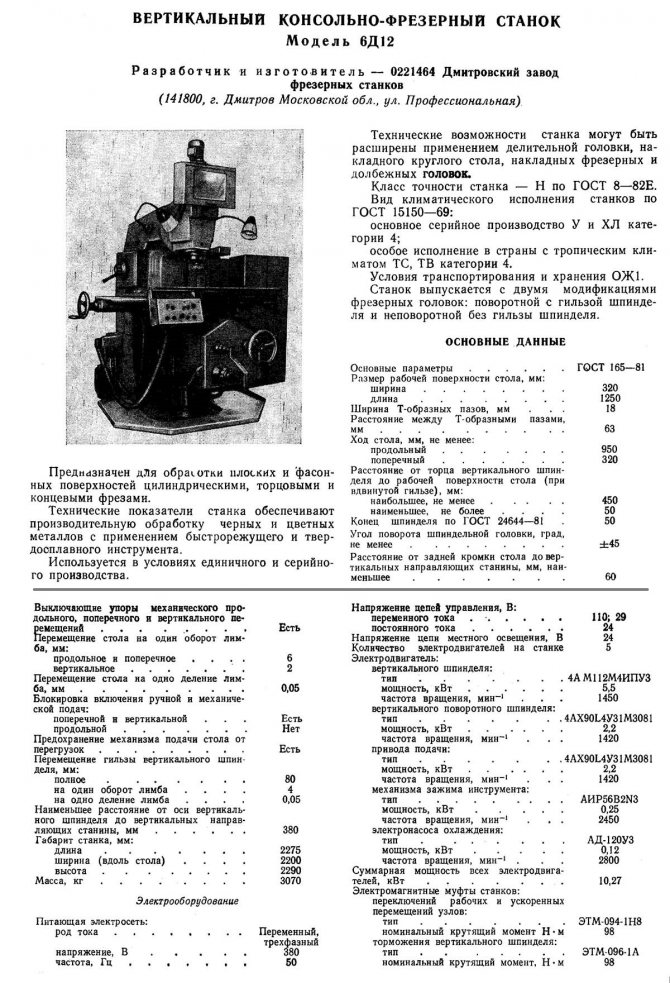
Данные консольно фрезерные станки предназначены для фрезерования всевозможных деталей из различных материалов в условиях индивидуального и серийного производства. На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др. Станки 6Т12 и 6Т13 выполнены с максимальной унификацией и имеют одинаковые кинематические схемы. Станки могут поставляться в страны с умеренным, холодным и тропическим климатом.




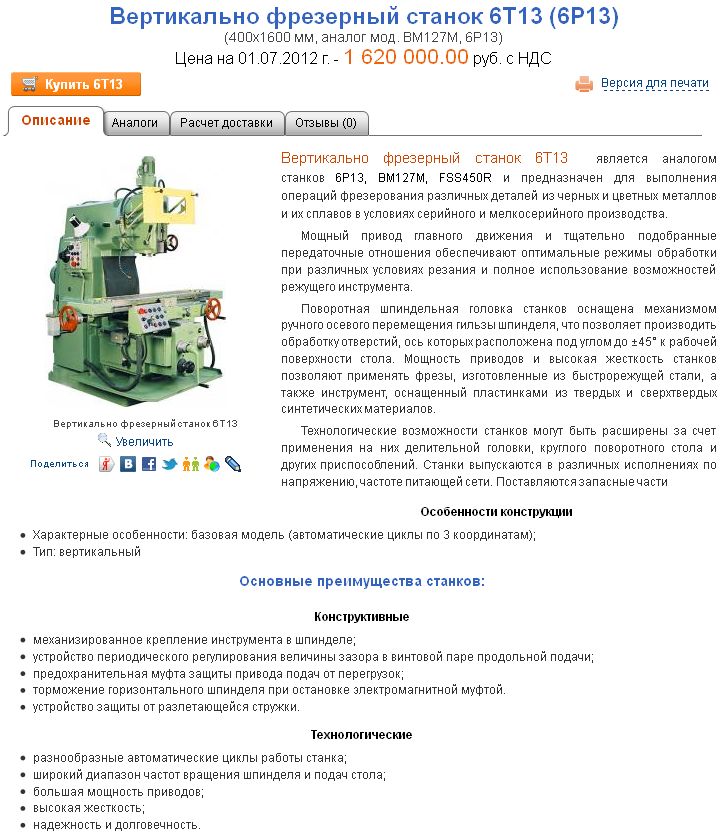

| Цена с НДС 6Т12 | 1 800 000 руб. |
| Цена с НДС 6Т13 | 1 900 000 руб. |
| Срок поставки | 55 раб/дней |
| Гарантийный срок | 12 месяцев |
| Доставка | По договоренности |
| ПНР (пусконаладочные работы) |
Технические характеристики:
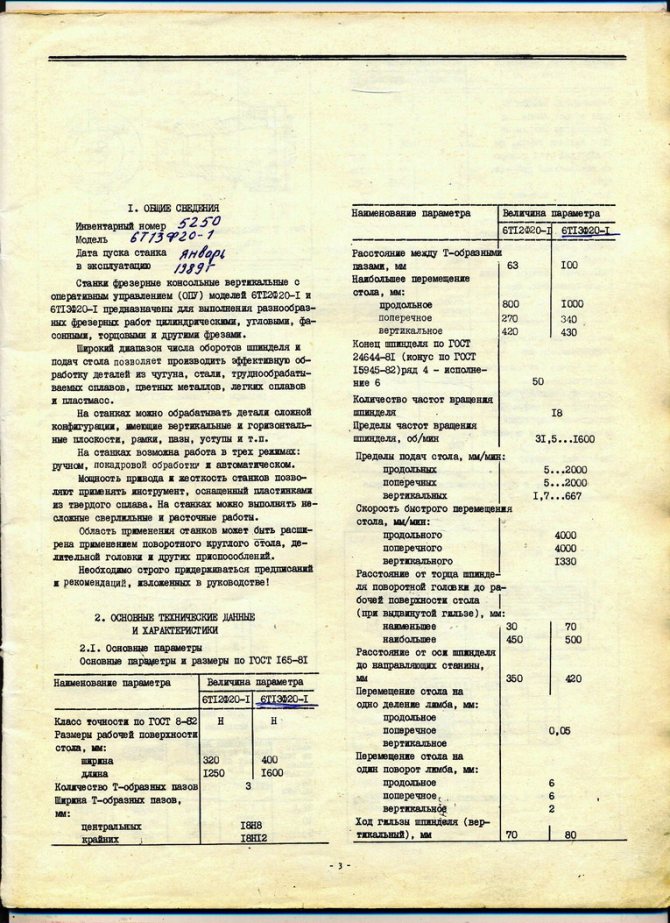
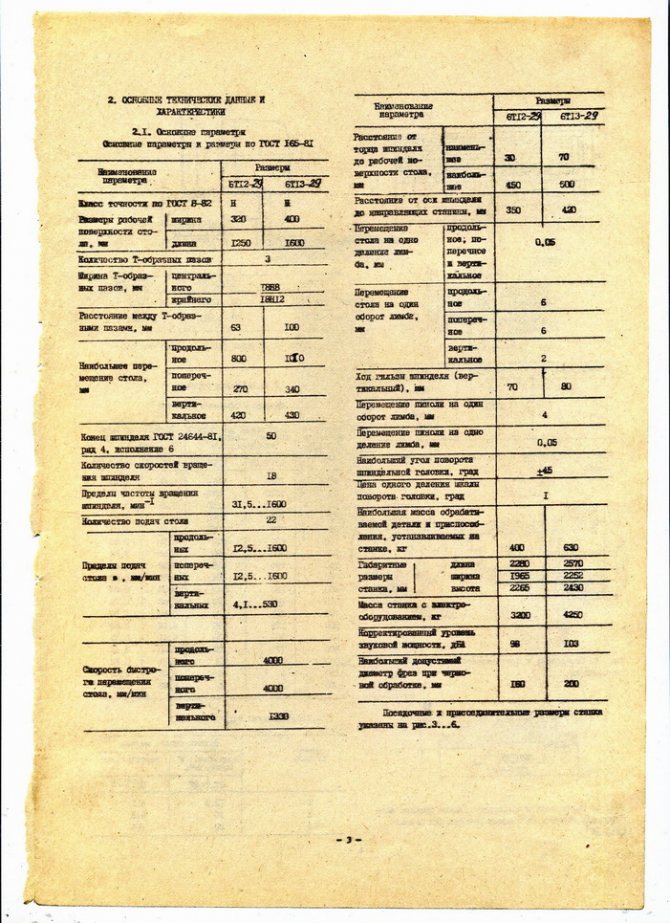
| Наименование параметра | 6Т12 | 6Т13 |
| Класс точности по ГОСТ 8-82 | Н | Н/П |
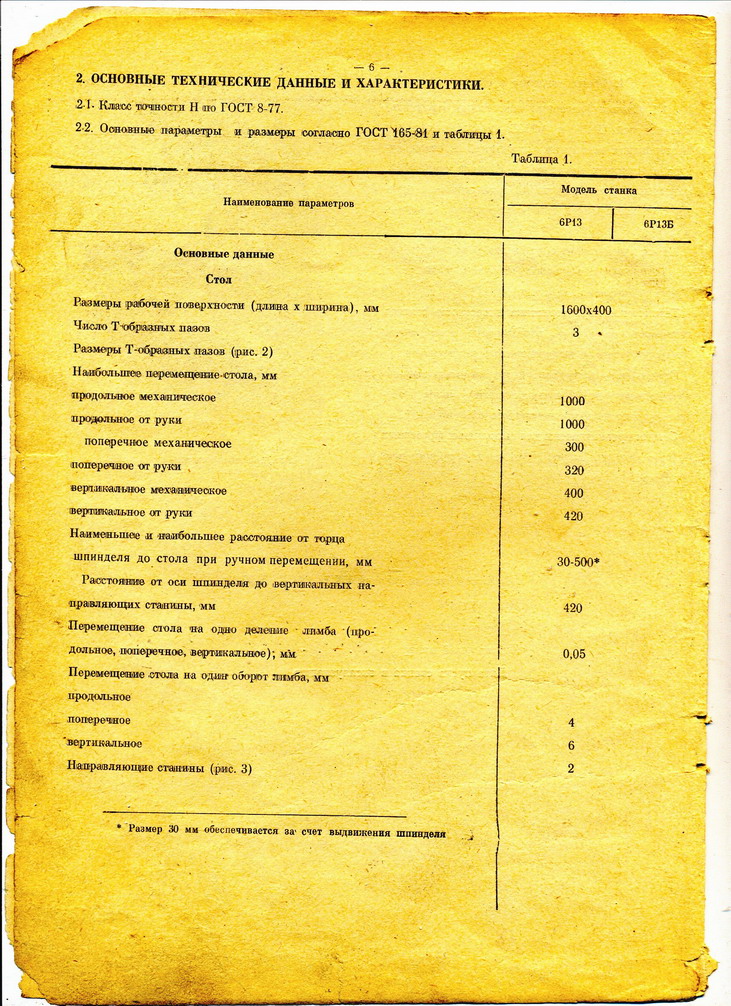
| Размеры рабочей поверхности стола, мм | 320х1250 | 400х1600 |
| Количество Т образных пазов | 3 | 3 |
| Расстояние между Т образными пазами | 63 | 100 |
| Наибольшее перемещение стола, мм | ||
| продольное | 800 | 1000 |
| поперечное | 270 | 340 |
| вертикальное | 420 | 430 |
| Количество скоростей вращения шпинделя | 18 | 18 |
| Пределы частот вращения шпинделя, мин -1 | 31,5…1600 | 31,5…1600 |
| Количество подач стола | 22 | 22 |
| Пределы подач стола s, мм/мин | ||
| продольных | 12,5…1600 | 12,5…1600 |
| поперечных | 12,5…1600 | 12,5…1600 |
| вертикальных | 4,1…530 | 4,1…530 |
| Пропорциональная замедленная подача, мм/мин | ½ s | ½ s |
| Скорость быстрого перемещения стола, мм/мин | ||
| продольного | 4000 | 4000 |
| поперечного | 4000 | 4000 |
| вертикального | 1330 | 1330 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | ||
| наименьшее | 30 | 70 |
| наибольшее | 450 | 500 |
| Расстояние от оси шпинделя до направляющих станины, мм | 350 | 420 |
| Перемещение стола на одно деление лимба, мм | ||
| продольное | 0,05 | 0,05 |
| поперечное | 0,05 | 0,05 |
| вертикальное | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба, мм | ||
| продольное | 6 | 6 |
| поперечное | 6 | 6 |
| вертикальное | 2 | 2 |
| Ход гильзы шпинделя (вертикальный), мм | 70 | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 |
| Перемещение пиноли на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | 45 | 45 |
| Цена одного деления шкалы поворота головки, град | 1 | 1 |
| Наибольшая масса обрабатываемой детали и приспособления, устанавливаемых на станке, кг | 400 | 630 |
| Наибольший допустимый диаметр фрез при черновой обработке, мм | 160 | 200 |
| Габаритные размеры, мм | ||
| длина | 2280 | 2570 |
| ширина | 1965 | 2252 |
| высота | 2265 | 2430 |
| Масса, кг | 3400 | 4250 |
Комплект поставки:
| № поз. | Наименование | Кол-во, шт./к-т. |
| 1 | Станок фрезерный в сборе | 1 |
| 2 | Электрошкаф | 1 |
| 3 | Паспорт | 1 |
| 4 | Руководство по эксплуатации | 1 |
- Консольно-фрезерный 6Т12
- Консольно-фрезерный 6Т82Г
- Консольно-фрезерный 6Т83Г
- Широко-универсальный фрезерный станок 6Т81Ш
- Широко-универсальный фрезерный станок 6Т82Ш
- Широко-универсальный фрезерный станок 6Т83Ш
- Станок специализированный фрезерный консольный ВМ127
Конструкция
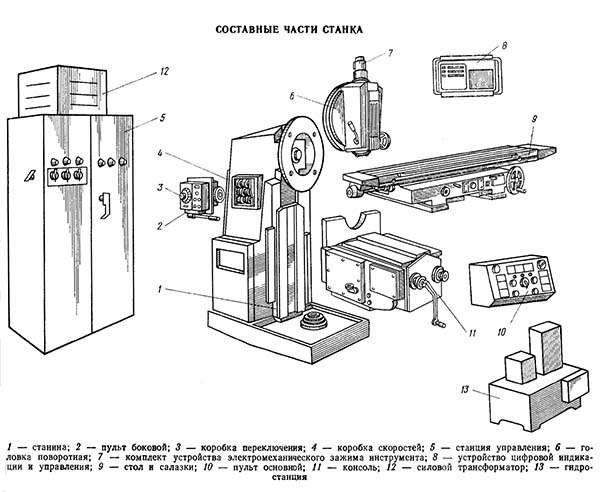
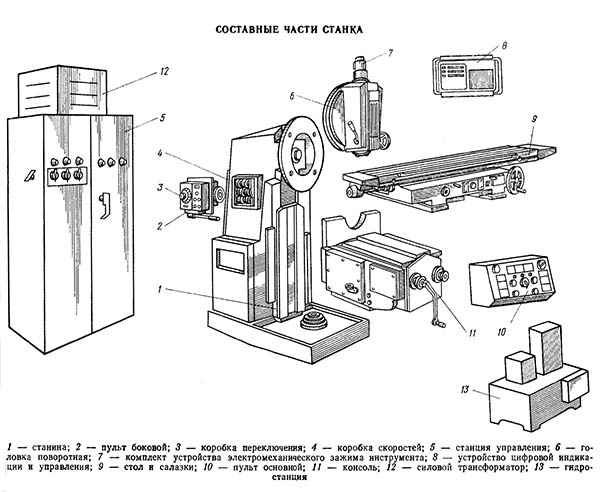
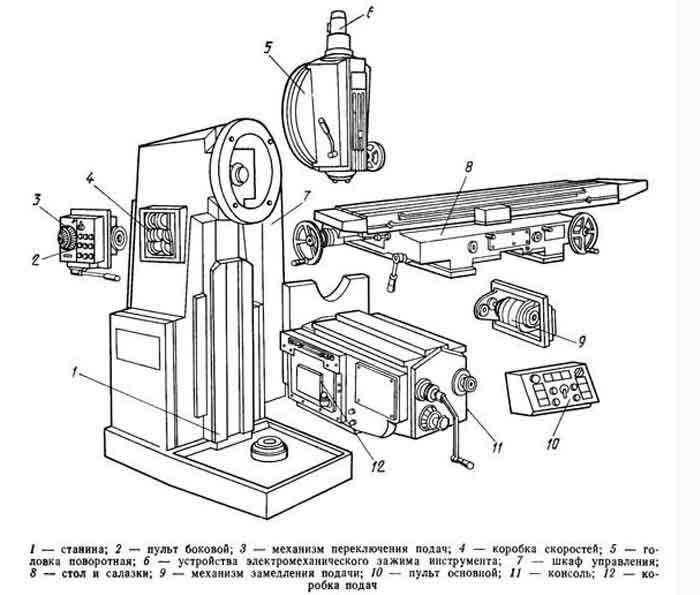
Основу агрегата составляет станина, к которой прикреплены все основные механизмы и узлы: салазки, консоль, стол, станция управления, а также боковой и главный пульт, коробки, переключающие подачи, скорости, поворотная головка и механизм замедления подачи.
Станина и консоль снабжены прямоугольными направляющими. Эти составные части увеличивают надежность и прочность конструкции. Поэтому на таком оборудовании работать просто и безопасно. Агрегат может без перерыва работать длительное время, несколько рабочих смен. Рассматриваемый агрегат снабжен следующими стандартными узлами для оборудования такого типа:
- система запуска насоса подачи охлаждающей жидкости;
- система, для управления направлением движения шпинделя;
- основной электродвигатель для привода стола;
- устройство для зажима инструмента;
- шкаф управления;
- головка подач;
- боковой пульт;
- консоль;
- лимб со шкалой для указания количество оборотов.

Отдельно имеются дублирующие рукояти для вертикальной и поперечной передачи.
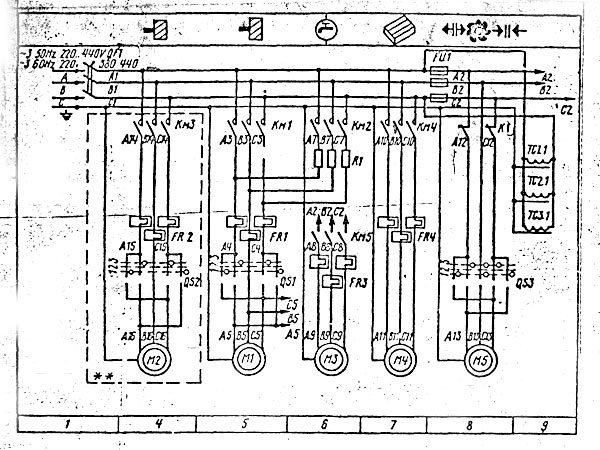
Электрооборудование станка 6Р13Ф3. Общие сведения
Электрооборудование размещено на станке в станции управления и включает в себя так же систему числового программного управления “НЗЗ-2М”.
Станция управления служит для размещения в ней коммутационных аппаратов, аппаратов защиты электрических цепей.
Питание электрооборудования осуществляется через станцию управления от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Допустимое колебание питающего напряжения – 15% ± 10% от 380 В. В случае больших колебаний напряжения сети необходимо осуществлять питание устройства ЧПУ и электроавтоматики станка от отдельного стабилизатора. Возможен вариант питания группы станков с ЧПУ от отдельного стабилизатора или отдельного машинного преобразователя.
На станке применяются следующие напряжения:
- силовая цепь – трехфазная, переменного тока 380 В, частотой 50 Гц;
- цепь управления – переменное 110 В, 50 Гц;
- цепь местного освещения – переменное 24 В, 50 Гц;
- цепь управления – 24 В постоянного тока;
- цепь электродинамического торможения – 55 В постоянного тока;
- питание электродвигателей подач – 48 В постоянного тока.
Включение питания станции управления осуществляется Вводным автоматом (И), управление которым производится с помощью рукоятки, выведенной на дверцу станции управления.
На станке установлены следующие электроприводы:
- электропривод главного движения; осуществляется от асинхронного двигателя типа 4А132S4У3, 7,5 кВт, 1450 об/мин, 380 В, обозначение по схеме М1 (A02-5I-4, 7,5 кВт, 1450 об/мин, 220/380 В);
- электропривод наладочного перемещения консоли; осуществляется от асинхронного двигателя типа 4A90LA, 2,2 кВт, 1500 об/мин, 380 В, обозначение по схеме М2;
- электропривод зажима инструмента; осуществляется от асинхронного двигателя типа 4ААS56В4У3, 0,18 кВт, 1500 об/мин, 380 В, обозначение по схеме М4;
- электропривод насоса охлаждения; выполняется от асинхронного двигателя ХА14-22М (0,12 кВт; 2800 об/мин; 380 В; обозначение по схеме М3;
- электродвигатель смазки тип АОЛ-21-4, 0,27 кВт, 1500 об/мин; 380 В; обозначение по схеме М5
- электропривод продольной подачи (координата X) осуществляется от электродвигателя постоянного тока типа ПБВ-112L 2,2 кВт 1000 об/мин, 110 В, обозначение по схеме М7.
Управление электродвигателем привода подачи осуществляется от УЧПУ через тиристорный преобразователь типа 3Т6С-8-ПБВ-112LУ4.
Обратную связь по скорости осуществляет встроенный в электродвигатель тахогенератор с возбуждением от постоянных магнитов. Обозначение по схеме М6.
Обратную связь по положение осуществляет вращающийся трансформатор типа БТМ-1В
- электропривод поперечной подачи (координата Y, салазки) осуществляется аналогично координате X. Обозначение аппаратов по схеме: электродвигатель – М9, тахогенератор – М8, вращающийся трансформатор – П2;
- электропривод вертикальной подачи (координата Z, ползун) осуществляется аналогично координате X. Обозначение аппаратов по схеме: электродвигатель – М11. тахогенератор – М10, вращающийся трансформатор – ПЗ.
6Т13Ф3 станок вертикальный консольно-фрезерный с ЧПУ. Назначение и область применения
Вертикальный консольно-фрезерный станок 6Т13Ф3 предназначен для фрезерования всевозможных контурных и объемных деталей сложного профиля из стали, чугуна, труднообрабатываемых и цветных металлов. Применяется в условиях единичного и серийного производства.




Фрезерные работы выполняются, главным образом, цилиндрическими, угловыми, фасонными, торцовыми, концевыми и другими фрезами.
На станке 6Т13Ф3 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др.
Исполнение для внутренних и экспортных поставок, по условиям эксплуатации — УХЛ4 по ГОСТ 15150—69 для макроклиматических районов с умеренным и холодным климатом, 0,4 — для макроклиматических районов как с сухим, так и с влажным тропическим климатом.
Особенности конструкции фрезерного станка 6Т13Ф3
Станок оснащен устройством ЧПУ модели 2С42, позволяющим вести обработку изделий в режиме программного управления одновременно по трем координатам: продольной и поперечной (перемещение стола и салазок с обрабатываемой деталью) и вертикальной (перемещение ползуна с инструментом).
Увеличено рабочее пространство станка. Станок оснащен следящими приводами подач с высокомоментными электродвигателями постоянного тока.
В шпиндельном узле применен упорно-радиальный сдвоенный шарикоподшипник четвертого класса точности, обеспечивающий длительный режим работы на максимальных оборотах шпинделя без существенного нагрева опор и повышающий осевую жесткость шпинделя.
Для повышения жесткости кинематических цепей приводов подач в опорах винтов вертикального и поперечного перемещений встроены комбинированные игольчато-роликовые подшипники типа 504000, а опоры винта продольного перемещения стола выполнены заодно с корпусом редуктора.
Предусмотрена автоматическая система смазки механизмов и направляющих станка.
Вертикальный консольно-фрезерный станок 6Т13Ф3 работает в автоматическом цикле, что позволяет организовать многостаночное обслуживание.
Класс точности станка — Н по ГОСТ 8—82Е
Шероховатость поверхности Rz = 20 мкм.
Разработчик — Горьковское станкостроительное производственное объединение.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
,
,
,
. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
,
,
,
,
,
,
.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
,
,
,
,
,
,
,
,
,
,
.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
,
,
,
и
.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
,
,
,
,
,
,
,
,
,
,
.
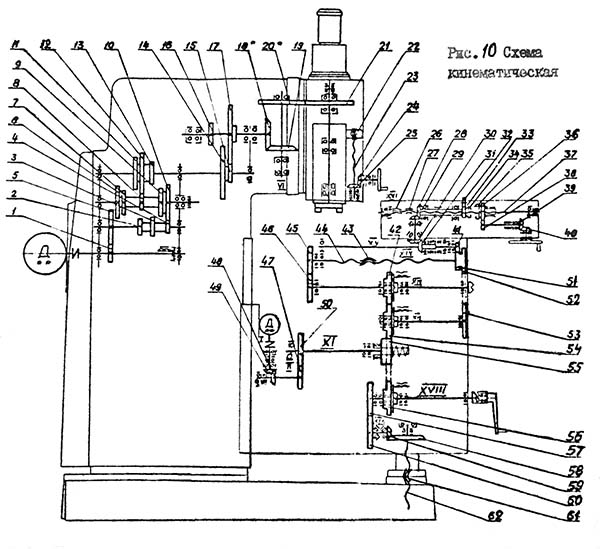
3 Особенности кинематической схемы станка серии
К основным составным элементам агрегата причисляют:
- станину;
- основной и боковой пульт;
- салазки и стол;
- устройство переключения подач и их замедления;
- электромеханизм зажима рабочего приспособления;
- консоль;
- шкаф управления;
- поворотную головку;
- коробку скоростей, коробку подач.
Привод основного движения на 6Т13 выполняется через соединительную муфту упругого типа от электродвигателя мощностью 11 кВт. Шпиндель имеет 18 скоростей, сообщаемых ему коробкой скоростей. Перемещение зубчатых блоков (всего их в конструкции станка 3) дает возможность изменять количество оборотов шпинделя. Двигатель размещается в консоли. Перемещения ускоренного характера становятся возможными при работающем фрикционе. Он получает вращение от двигателя подач мощностью 3 кВт через зубчатые промежуточные колеса.
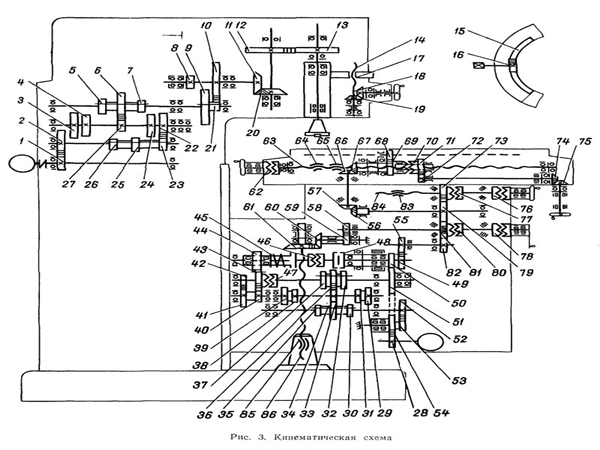




Так как муфта подач и фрикцион ускоренного хода сблокированы между собой, вероятность их включения в одно и то же время полностью исключается. Базовый узел установки – станина крепится штифтами к основанию. На ней располагаются остальные рабочие компоненты агрегата. В горловине станины (в ее кольцевой выточке) монтируется поворотная головка.
Шпиндель, выполненный в форме вала с двумя опорами, помещается в выдвижную гильзу. Регулируется он по очень простой схеме:
- гильза выдвигается;
- снимается фланец, а затем и полукольца;
- вворачивается (в правой части корпуса) пробка с резьбой;
- производится расконтривание гайки (операция выполняется посредством отвертывания винта);
- осуществляется блокировка гайки (используется стержень);
- подшлифовываются полукольца с целью обеспечения требуемого зазора между буртом шпинделя и подшипником.
Все оборудование — Настроить слоган
Агрегат выпускается одним из крупнейших станкостроительных предприятий нашей страны – Горьковским комбинатом, который признается настоящим экспертом в сфере проектирования и изготовления такого оборудования. Станок относится к серии «Т», пришедшей в середине 1980-х годов на смену установкам «Р»-серии.
Фрезерные агрегаты данной группы имеют ряд технологических достоинств:
- долговечность и эксплуатационная надежность;
- наличие нескольких автоматических программ функционирования;
- возможность повышения технологического потенциала оборудования посредством применения поворотного круглого стола, делительной головки;
- повышенная жесткость;
- высокая мощность приводов;
- большой выбор частот подач стола и вращения шпинделя.
Конструктивно станок также характеризуется множеством удачных решений, повышающих эффективность использования фрезерного оборудования.
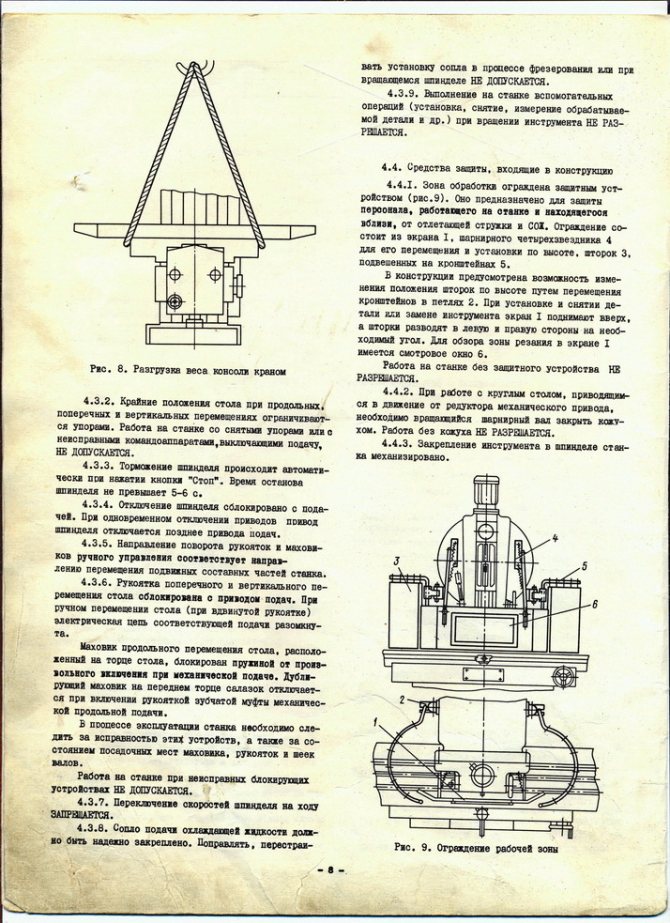
В нем устанавливаются:
- приспособление, защищающее оператора от стружки, образующейся в процессе обработки заготовок;
- крепления механизированного типа рабочего приспособления в шпинделе;
- защитная муфта, предохраняющая от перегрузок привод подач;
- механизм регулирования (выполняется периодически) показателя зазора в винтовой паре;
- устройство замедления (по пропорциональной схеме) подачи.
Агрегат дает возможность работать с зубчатыми колесами, углами, горизонтальными и вертикальными плоскостями, различными рамками и пазами в трех режимах:
- толчковый;
- аварийный;
- ручной.
При толчковой схеме работы станок может функционировать по заранее нанесенной разметке, осуществлять заданные перемещения рабочего стола. В автоматическом режиме предусмотрено несколько циклов, в том числе и по рамке. Ручной режим считается универсальным. В данном случае управление фрезерной установкой выполняется оператором при помощи рукояток и маховиков, которыми можно задавать быстрые перемещения и рабочие подачи.
Жесткость агрегата имеет высокий показатель, обеспечиваемый наличием направляющих консоли и станины прямоугольной формы. А надежность станка обусловлена смазкой вертикального винта, использование коей уменьшает усилие движения консоли, что увеличивает долговечность фрезерной установки.
К другим высоко оцениваемым специалистами преимуществам станка обычно относят такие:
- снижение времени регулярного обслуживания за счет использования автоматического смазочного устройства, обрабатывающего все узлы агрегата;
- оснащение шпиндельной головки (поворотной) приспособлением для осевого передвижения в ручном режиме (оно позволяет работать с отверстиями с осью, размещенной к поверхности стола под углом ±45°);
- крепление инструмента для фрезерования осуществляется механизировано;
- возможность поворота на ±45° вокруг вертикальной оси рабочего стола (это позволяет обрабатывать винтообразные спирали при условии использования добавочных приспособлений);
- жесткость агрегата и высокая мощность его приводов дает возможность устанавливать инструмент из быстрорежущих сталей, фрезы из инструментальных сталей и с синтетическими сверхтвердыми режущими пластинками;
- отличная точность обработки деталей, которая обуславливается расположением поперечного винта по оси рабочего инструмента.
Основные характеристики агрегата таковы:
- максимальный вес заготовки для обработки – 630 кг;
- размеры станка: 2570 мм – длина, 2430 мм – высота, 2252 мм – ширина;
- параметры стола для выполнения фрезерования – 400х1600 мм;
- масса установки в сборе – 4300 кг;
- механика: наличие прерывистой автоподачи, системы торможения шпинделя, блокировка механической и ручной подачи, выключающих упоров, муфты-предохранителя;
- вертикальные подачи (предельные значения): вертикальные – 4,1–530 мм/мин, продольных и поперечных – 12,5–1600 мм/мин;
- максимальный ход стола: вертикальный – 430 мм, поперечный – 400 мм, продольный – 1000 мм.
Технические характеристики консольного фрезерного станка 6Н13
| Наименование параметра | 6Н13 | 6М13 | 6Р13 | 6Т13 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н, П | Н, П | Н, П | Н |
| Размеры поверхности стола, мм | 400 х 1600 | 400 х 1600 | 400 х 1600 | 400 х 1600 |
| Наибольшая масса обрабатываемой детали, кг | 300 | 630 | ||
| Расстояние от торца шпинделя до стола, мм | 30..520 | 30..500 | 30..500 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 450 | 450 | 420 | 460 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 900 | 800 | 1000 | 1000 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 320 | 320 | 320 | 400 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 420 | 420 | 420 | 430 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | |||
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | |||
| Пределы продольных подач стола (X), мм/мин | 23,5..1180 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 15,6..786 | 25..1250 | 25..1250 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 7,85..393 | 8,3..416,6 | 8,3..416,6 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 18 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 2,3 | 3 | 3 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 1,540 | 3 | 3 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 0,77 | 1 | 1 | 1,33 |
| Шпиндель | ||||
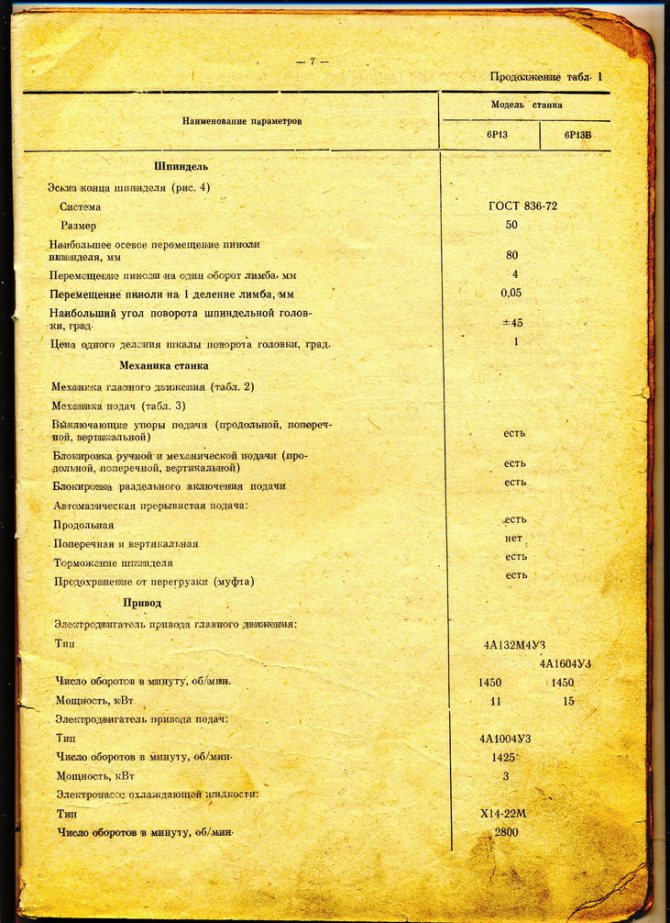
| Частота вращения шпинделя, об/мин | 30..1500 | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 85 | 85 | 80 | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Конус фрезерного шпинделя | №3 ГОСТ 836-47 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | ||||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | ||
| Диаметр оправок, мм | 32, 50 | |||
| Диаметр переднего подшипника, мм | 100 | |||
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть (продольная) | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 10 | 10 | 10 | 11 |
| Электродвигатель привода подач, кВт | 2,8 | 3,0 | 3,0 | 3,0 |
| Электродвигатель зажима инструмента, кВт | нет | нет | нет | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,125 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 12,925 | 13,125 | 14,37 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2575 х 1870 х 2250 | 2565 х 2135 х 2235 | 2560 х 2260 х 2120 | 2570 х 2252 х 2430 |
| Масса станка, кг | 4250 | 3120 | 4200 | 4300 |
Список литературы:
Вертикальные консольно-фрезерные станки с поворотной головкой 6Н13П, 6Н13ПБ. Паспорт станка, 1955
Вертикальный консольно-фрезерный станок 6Н12. Руководство по уходу и обслуживанию, 1952
Консольный вертикально-фрезерный станок с поворотной головкой 6Н13П. Краткое описани и инструкция по эксплуатации, 1965
Горизонтально-фрезерный станок 6Н82, 6Н82Г. Руководство, 1959
Каталог-справочник сменяемых деталей консольно-фрезерных станков 6Н82, 6Н82Г, 6Н12, Тула, 1973
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Правила и инструкция по эксплуатации, паспорт
Инструкция по эксплуатации содержит в себе отдельные схемы для подшипников, строповки, смазки, кинематики, а также описание электрического оборудования. Для деталей, которые подвержены быстрому износу также предусмотрен отдельный чертеж каждого элемента.
Унификация позволяет использовать детали от аналогичных станков такой же серии. При работе на оборудовании 6Т12 следует строго выполнять все правила техники безопасности, поскольку, в противном случае агрегат способен травмировать человека:
- проверка заземления перед началом работы;
- проверка соответствия напряжения в сети с тем, которое необходимо станку;
- обязательно проконтролировать исправность тормозного, сигнального и кнопочного устройств;
- убедиться в налаженной охладительной и смазочной системе;
- работать следует в спецодежде, с заправленными под головной убор волосами и плотно застегнутыми рукавами;
- запрещено подходить к станку под воздействием алкоголя или наркотических средств, а также различных медицинских препаратов.
Для допуска к работе на таком оборудовании специалист проходит обучение, а также специальный инструктаж по технике безопасности. При любой проблеме с работой основных узлов, необходимо отключить двигатель и провести первичную диагностику оборудования, чтобы выявить причину и устранить поломку.





Электрическая и кинематическая схема
Вертикальные станки, оснащенные электроприводами подобной мощности, позволяют использовать сверхтвердые фрезы и максимальную скорость резки. Высокий коэффициент трения компенсируется смазкой, подаваемой плунжерным маслонасосом на элементы привода и основные винты перемещения. Кинематическая система представляет собой передачу импульса с вала двигателя через шарико-винтовые передачи на функциональные оси. Соединения оснащены сменными эластичными муфтами.
Остановка происходит за 5 – 6 сек. Тормозная муфта также предохраняет систему от поломки в случае перегрузки. Стандартное электромеханическое строение и универсальная оснастка допускают расширение возможностей за счет модернизации отдельных узлов, применение большого ряда подходящих запчастей при ремонте.






