Основные технические характеристики станка ТВ-9
* Токарно-винторезный станок ТВ-11 заводом больше не выпускается
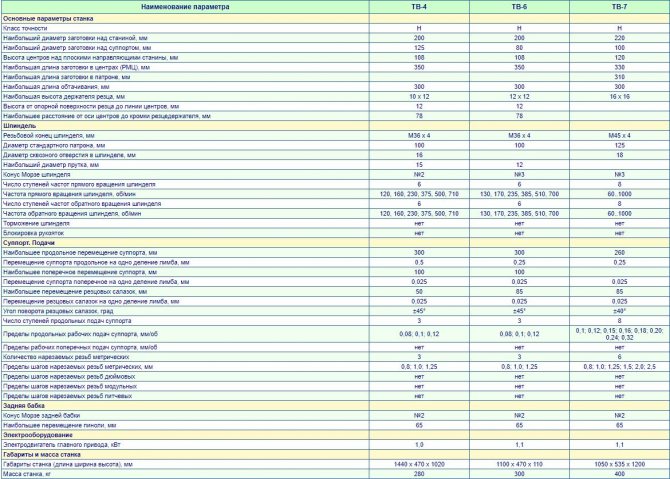
| Наименование параметра | ТВ-7М | ТВ-9 | ТВ-11* |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 100 | 100 | 110 |
| Высота центров над плоскими направляющими станины, мм | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 275 | 525 | 750 |
| Наибольшая длина заготовки в патроне, мм | 250 | 500 | |
| Наибольшая высота держателя резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Наибольшая масса обрабатываемой заготовки, кг | 5 | 10 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 125 | 125 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 | 18 | 18 |
| Конус Морзе шпинделя | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | б/с |
| Частота прямого вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | б/с |
| Частота обратного вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | |||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 85 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±40° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04..0,31 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,8..2,5 |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,75 | 1,1 / 380 | 1,1 / 380 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1120 х 640 х 680 | 1405 х 620 х 730 | 1600 х 650 х 690 |
| Масса станка, кг | 220 | 230 | 245 |
Список литературы:
Станок токарно-винторезный ТВ-9. Паспорт, 2013
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Локтева С.Е. Станки с программным управлением, 1986
Модзелевский А. А., и др. Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
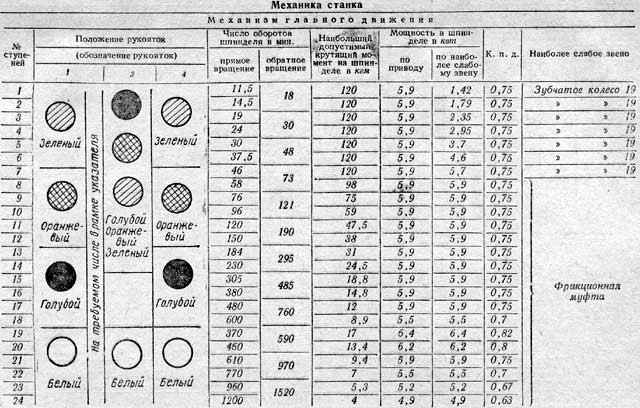
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
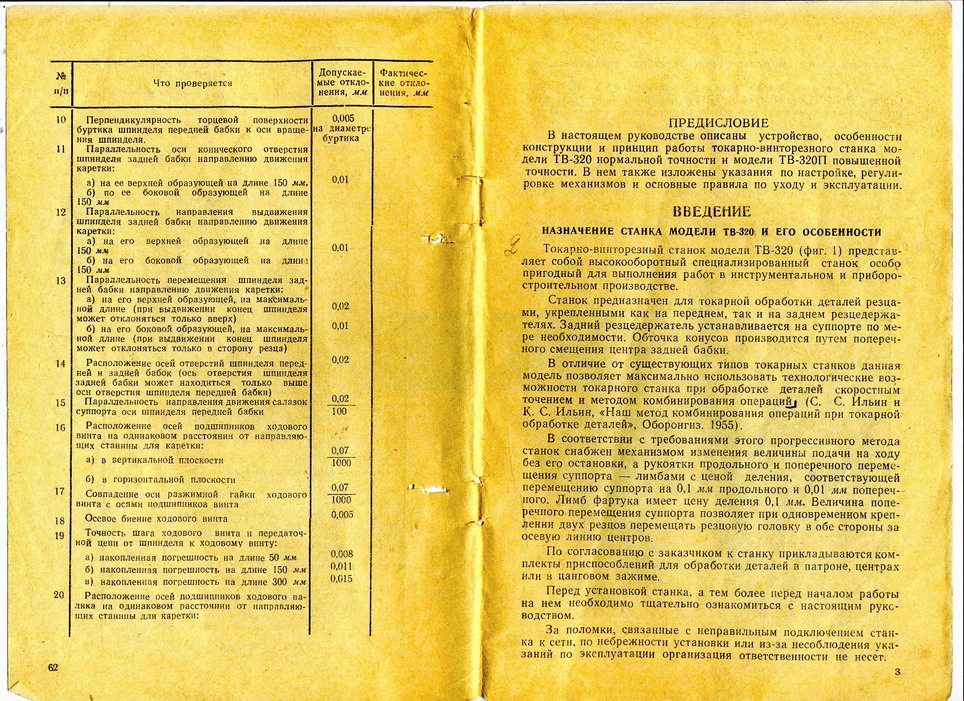
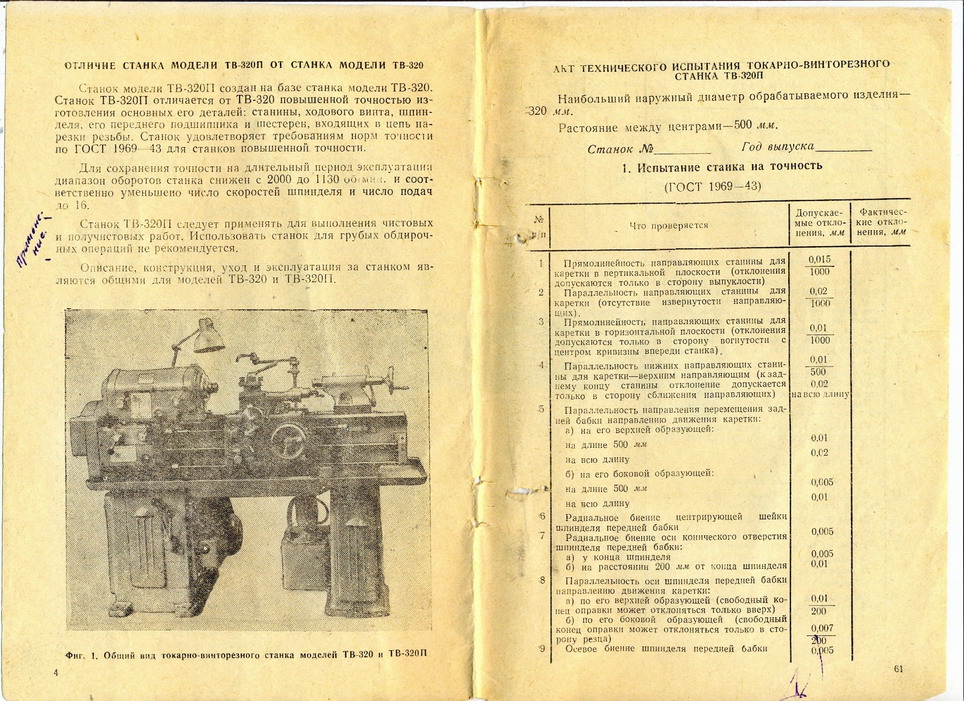
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Технические характеристики
Настольные токарные станки 16Т02П имеют несколько конструктивных особенностей, которые и определяют нюансы технических характеристик.
Общие параметры
Основные технические характеристики рассматриваемого оборудования с классом точности П:
- размер обрабатываемой заготовки над станиной – 12.5 см;
- над суппортом – 5 см;
- длина заготовки в центрах – 250 мм;
- высота центров над плоскими управляющими станины – 68 мм.
Есть также определенные отличия для отдельных элементов конструкции, которые и определяют более высокую точность и другие преимущества оборудования.
Шпиндель
Шпиндель расположен в корпусе передней бабки и крепится на трех шарикоподшипниках. В передней опоре установлены радиально-упорные подшипники. Технические характеристики шпинделя:
- ступени частот прямого вращения – 6;
- частота прямого вращения – 400-4000 об/мин;
- диаметр сквозного отверстия – 10.2 мм.
На корпусе бабки имеются два специальных глазка за наблюдением, за уровнем масла и наполнением маслом канавок подшипников.
Суппорт и подачи
Продольное перемещение суппорта осуществляется вручную. Для суппорта следующие технические характеристики:
- максимальное поперечное перемещение суппорта – 60 мм;
- на одно деление поперечное перемещение суппорта – 0.01 мм;
- верхние резцовые салазки перемещаются на 65 мм;
- верхняя каретка поворачивается в диапазоне +- 30°.
Суппорт в станке крестовой с возможностью продольного и поперечного перемещения салазок. Оба вида перемещения выполняются вручную.
Крепится на станине при помощи эксцентрикового зажима. Максимальное перемещение пиноли у задней бабки – 4 см.
Электрооборудование
Станок оснащен электродвигателем главного привода, с мощностью 0.25 кВт. Основные характеристики электрооборудования:



- мощность сети – 380 В;
- потребляемая мощность – 11 кВт;
- мощность сети управления – 110 В;
- частота – 50Грц.
Пуск электродвигателя осуществляется нажатием кнопки. Для ограничения холостого хода имеется реле времени, для защиты электродвигателя от перегрузки в схеме имеется тепловое реле.
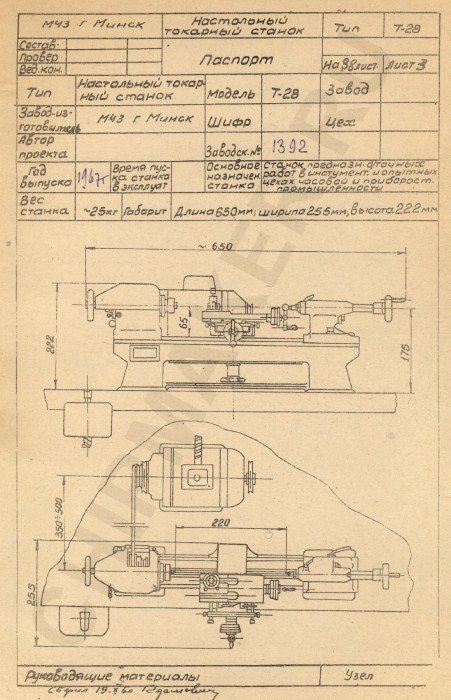
Габариты и масса
Настольный станок по сравнению с аналогами имеет небольшую массу. Это создает удобства для маленьких цехов и частных мастерских, в том числе часовых. Общая масса оборудования по паспорту – 35 кг. При этом габариты, агрегата следующие:
- длина – 5 см;
- ширина – 52 см;
- высота – 30 см.
Это позволяет разместить станок на ограниченном пространстве.
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.

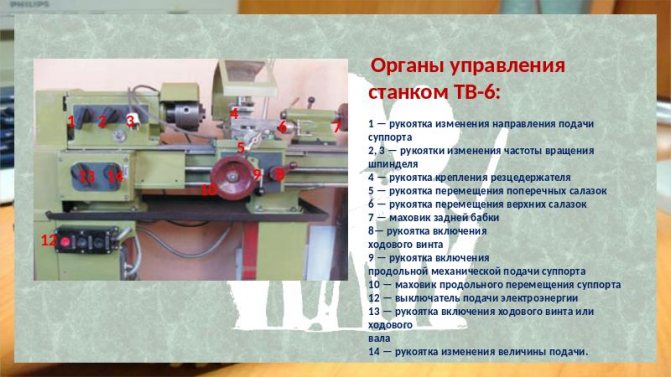
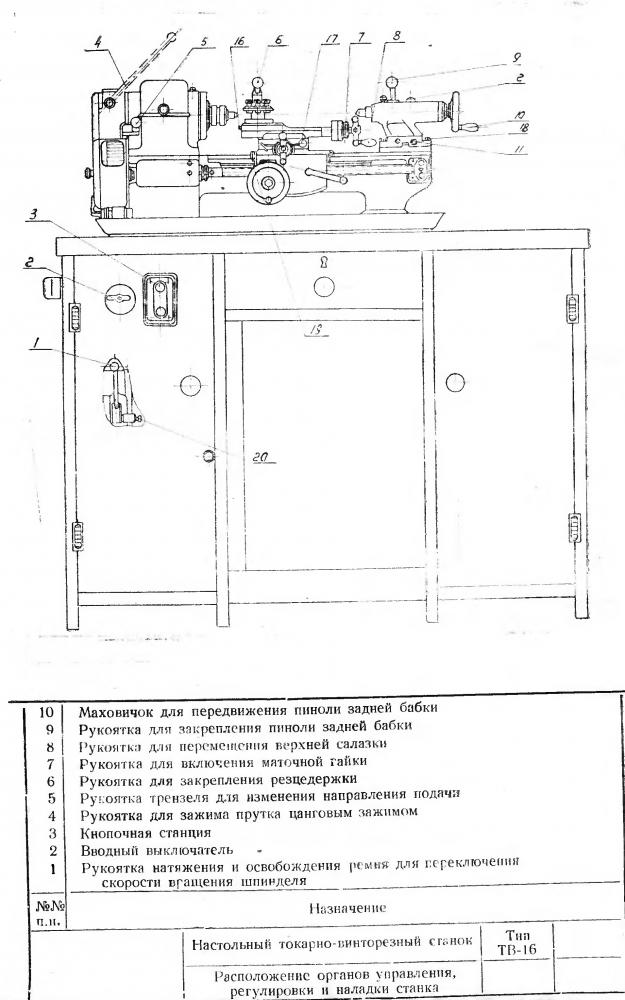
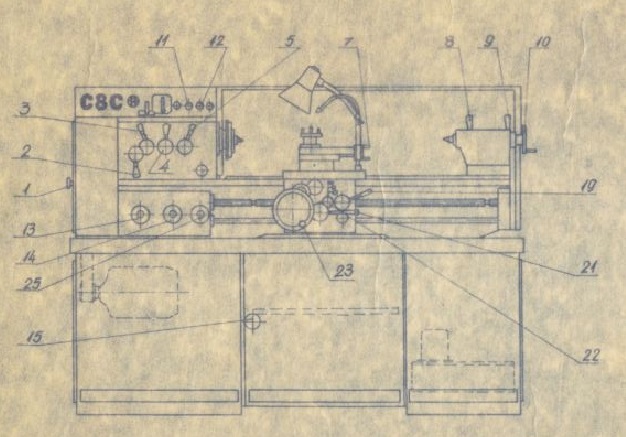
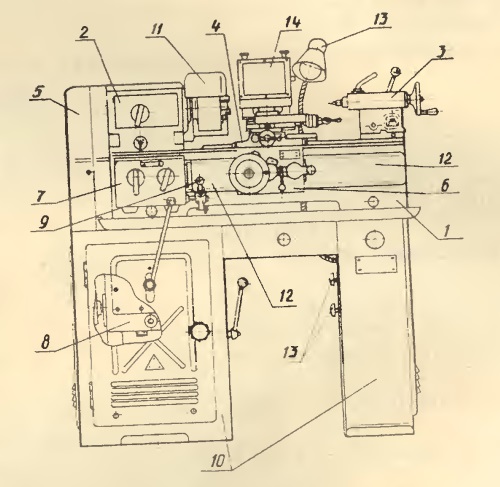
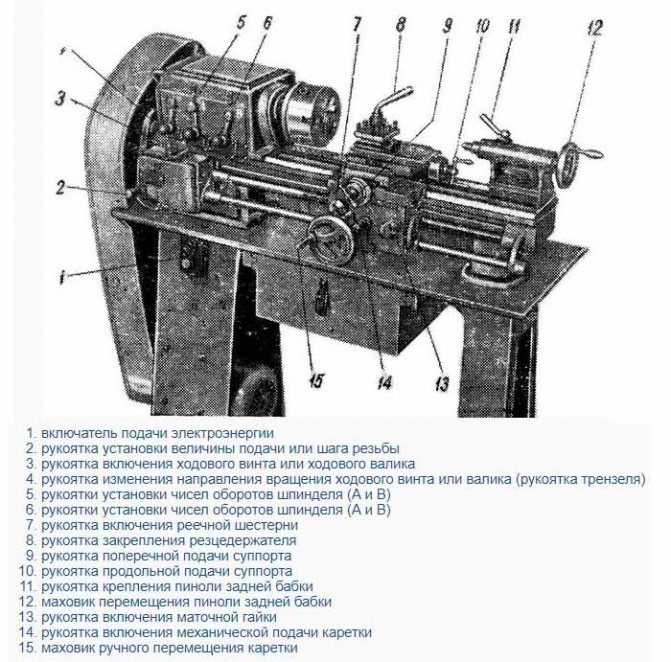
Основные узлы и органы управления станка ТВ-6
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.
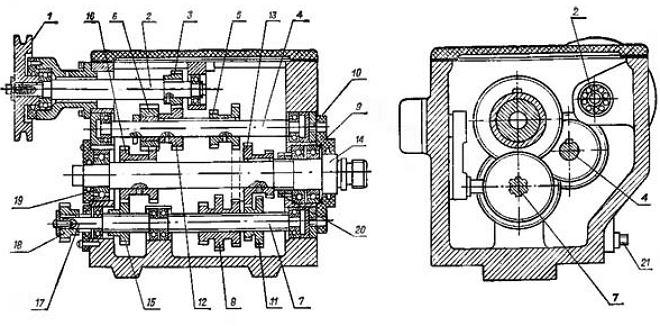
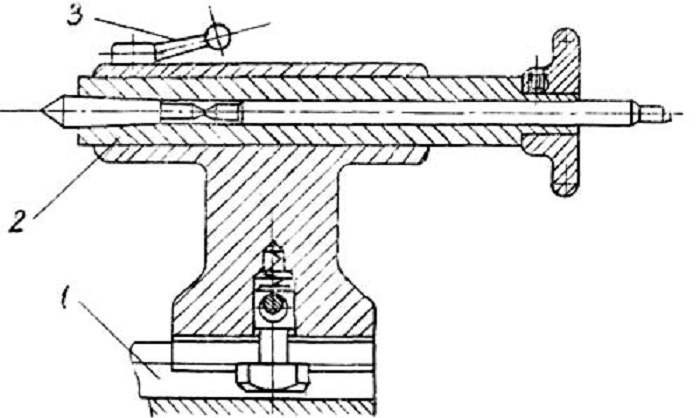
Устройство передней бабки
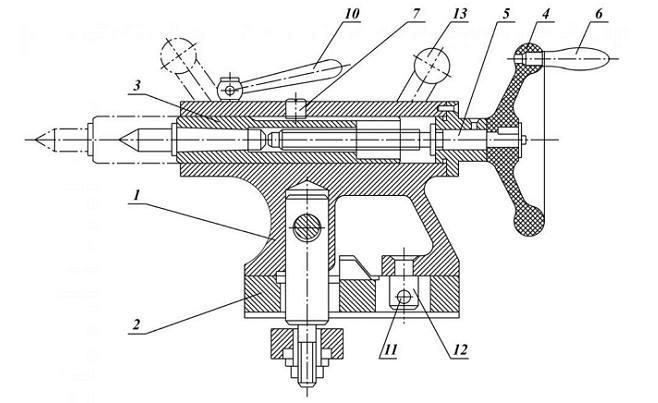
Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.

Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.
Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.

Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении. Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.
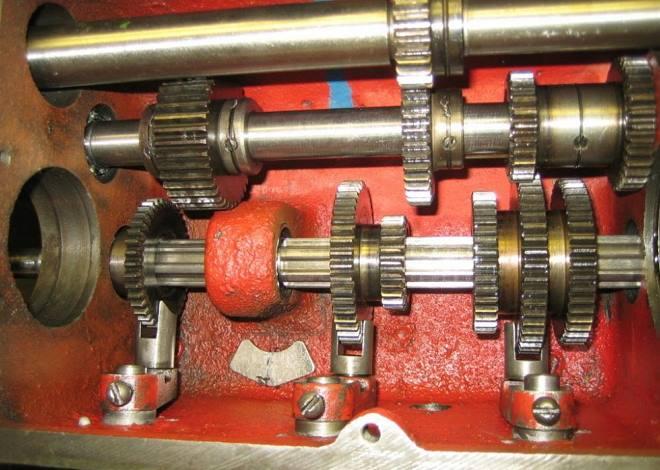
Коробка скоростей станка ТВ-6
Устройство и работа токарного станка Универсал-3
На станине станка закреплена полая цилиндрическая направляющая. Она является общей базой для основных узлов станка: шпиндельной бабки, суппорта, задней бабки. Другой общей базой для этих узлов является плоская направляющая станины.
В передней части станины под кожухом расположен ходовой винт продольного перемещения суппорта.
На левой стенке передней бабки установлен кронштейн. На нем закреплен электродвигатель привода станка.
Под кожухом, закрывающим кронштейн, расположены шкивы привода вращения шпинделя и механизм привода подач.
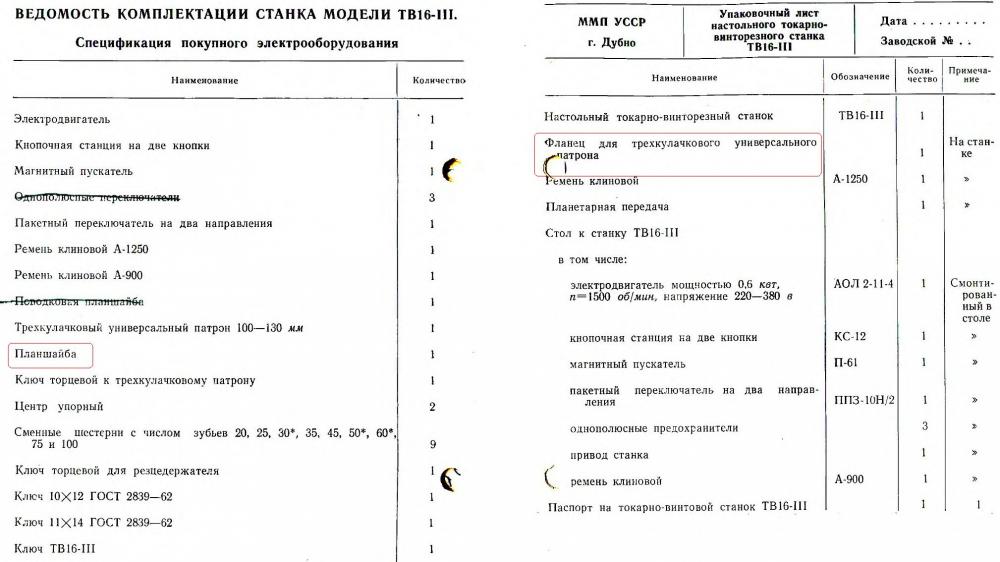
Станок поставляется в токарном исполнении. Дополнительные принадлежности, входящие в комплект поставки (см. табл.7), служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка: фрезерно-сверлильное, шлифовальное, фуговальное и т.д.
Ниже описано устройство дополнительных принадлежностей и приведены способы наладки на различные виды обработки.
Резцедержки
В комплект поставки входят две резцедержки: подвижная и неподвижная.
С помощью подвижной резцедержки, смонтированной на каретке, можно обрабатывать конусные поверхности. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухаря, входящего в один из Т-образных пазов ползуна. В каретке расположены два винта, которые с помощью тех же сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта в оснований каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки – 1°.




ВНИМАНИЕ! После разворота каретки на требуемый угол, необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше
Цанговый зажим
Зажим состоит из цанги, гайки и кольца, цанга вставляется в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Конструкция агрегата, его главные узлы
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
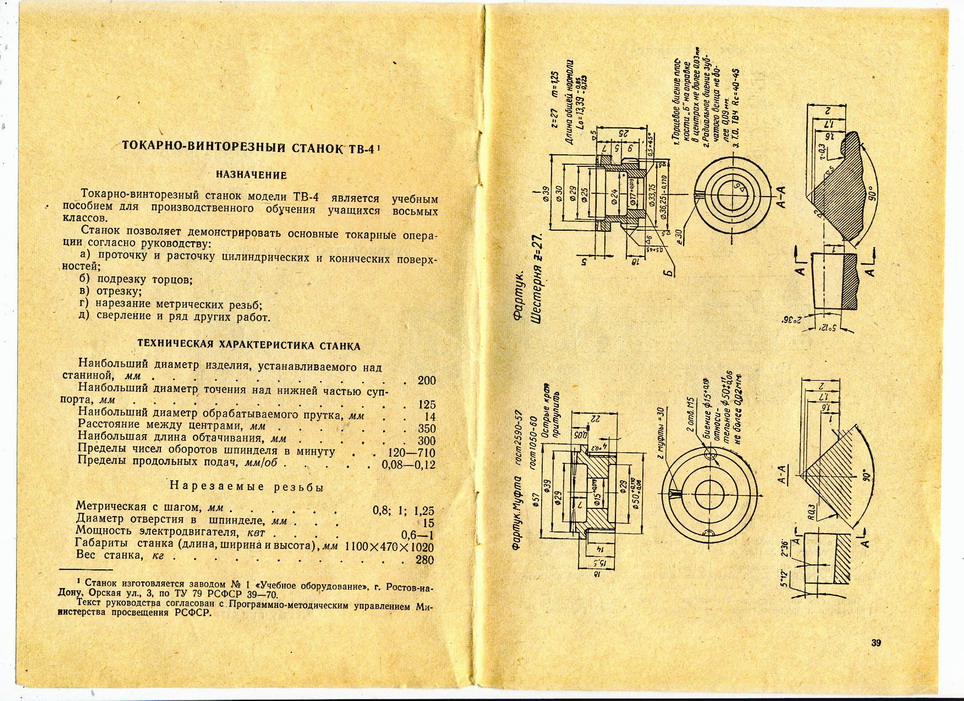
Токарный станок ТВ-4
Эксплуатация
Инструкция по эксплуатации обращает внимание, прежде всего, на необходимость соблюдения мер безопасности. Основные правила:
- монтаж оборудования производить на жестком фундаменте, уровнем проверить горизонтальность установки. От правильной установки в значительной мере зависит точность работы;
- надежно заземлить станок в соответствии с требованиями;
- использовать деревянную решетку в качестве подставки;
- обрабатываемые детали закреплять надежно;
- пользоваться резцами с правильной заточкой;
- закреплять деталь в патроне, чтобы кулачки ее захватывали на максимально возможную величину;

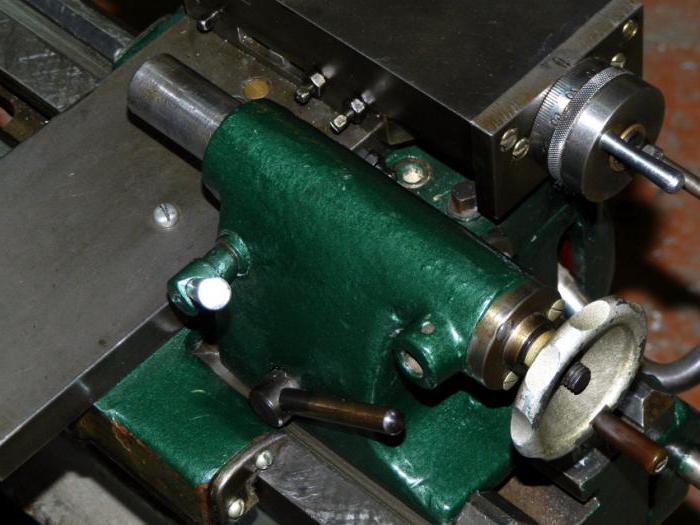
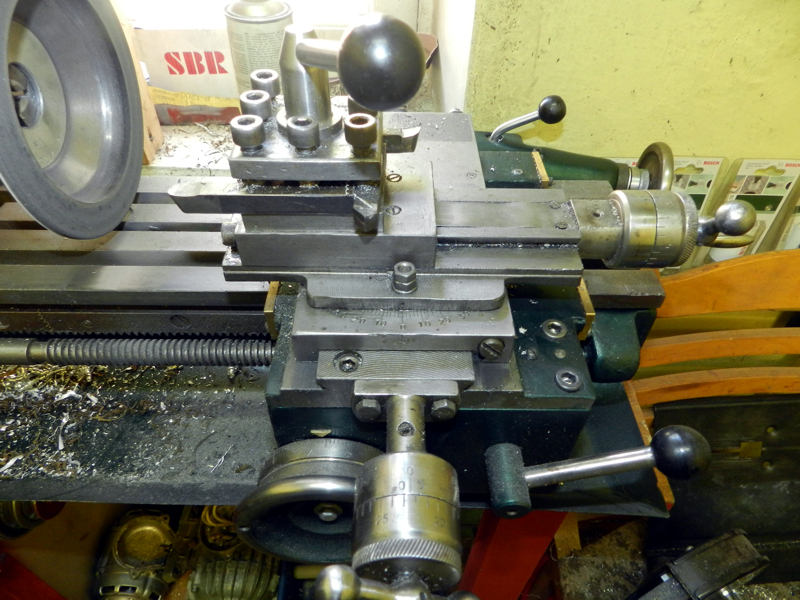
Патрон, на фото хорошо видны направляющие
- не свинчивать патрон внезапным торможением;
- закреплять в патроне без упора на центр задней отцентрированные детали длиной не более двух диаметров. При большей длине использовать центр;
- установив детали в центрах, проверить фиксацию задней бабки;
- своевременно удалять стружку крючком.
Уход за станком
Для надежной и долговечной работы необходимо соблюдать правила:
- Прежде чем производить переключения, следует полностью остановить станок. Если шестеренчатая пара не зашла в зацепление, не включилась зубчатая муфта, проверните рукой патрон до зацепления шестерен или муфты. Переключения при неполной остановке станка приводят к ударам, что вызывает быстрый износ и поломки шестерен, муфты.
- При установке патрона прочищают резьбу. Загрязненная резьба приводит к заеданию патрона, поломке шпинделя.
- Ухода требуют сальники суппорта. В них постепенно накапливается стружка, которая повреждает направляющие.
- Следят, чтобы после суппорта на направляющих не появлялся грязный след. Если только становится заметным грязный след, его смывают, а направляющие смазывают чистым маслом.
- Не следует перегружать станок. От перегрузки появляется повышенный шум, пробуксовывают ремни, перегреваются подшипники и электродвигатель.
- Если деталь протачивается в центрах, пиноль выдвигают на самую малую величину: крепление будет закреплена прочнее, а пиноль прослужит дольше.
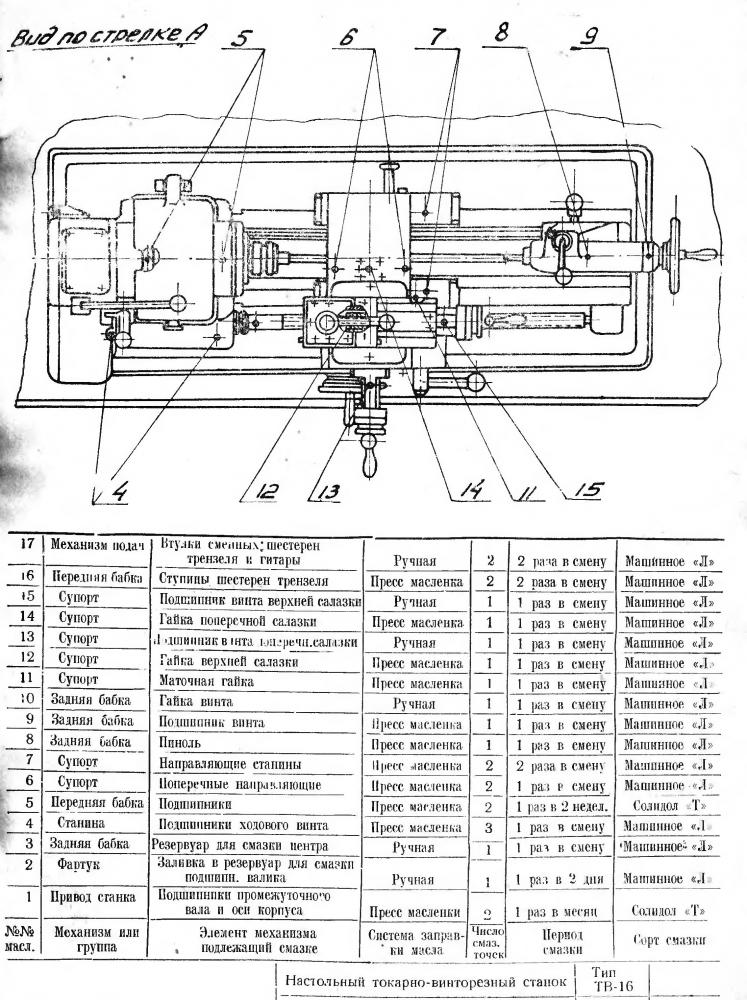
Смазка
Своевременная смазка гарантирует безотказную долговечную работу. Смазке подлежат трущиеся детали, винты, валы, шестерни, подшипники. Смазывают такие узлы:
- Переднюю бабку через верхнюю крышку. Для контроля уровня служит маслоуказатель.
- Понижающую коробку через пробку. Для контроля уровня служит маслоуказатель.
- Коробку подач через лоток в верхней части. Оттуда по фитилям оно подается на трущиеся поверхности и шестерни. В корыте всегда должно быть немного масла. Накопившееся масло сливают через пробку снизу.
- Гитара: консистентной смазкой смазываются шестерни и втулка.
- На станине все механизмы, подшипники, направляющие смазываются вручную до начала работы.
- В фартуке все смазывается через отверстие внизу суппорта. Смазка проводится каждый раз перед началом работы.
- В суппорте все смазывается вручную перед работой.
- Задняя бабка. Смазывают пиноль, опору винта перед работой.
Краткие сведения о производителе
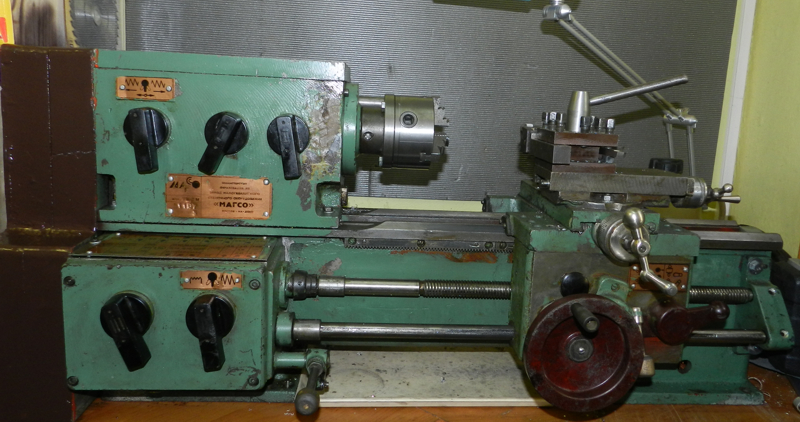
Производителем станков 16Т02П является завод в г. Ванадзор республики Армения. В прошлом это Кироваканский завод прецизионных станков. Производитель выпускал 2 модификации данных станков: высокой точности и особо высокой точности. На данный момент рассматриваемые станки уже не выпускаются, но из-за их долговечности и надежности еще повсеместно используются.
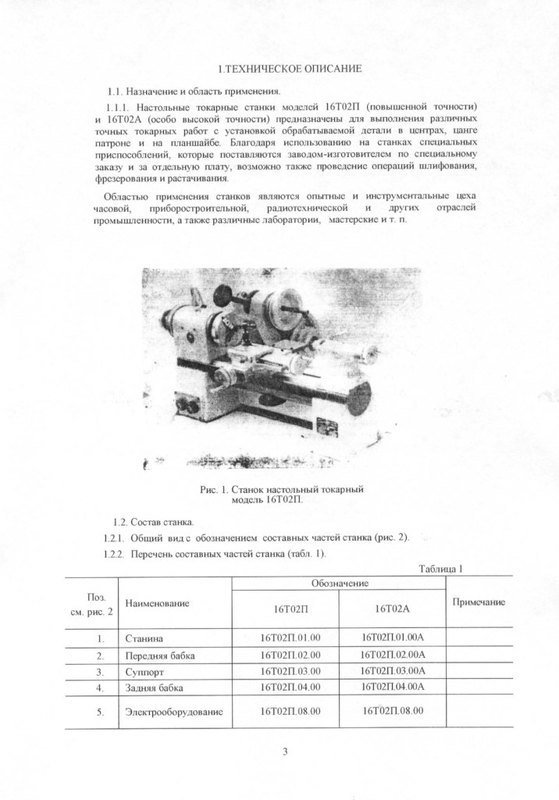
Назначение
Основное назначение данных станков – использование в точных видах промышленности, а также в качестве обучающего материала в школах и техникумах. Успешно выполняет тонкие и точные работы в центрах, цанге, патроне и планшайбе. Планшайба используется при работе с крупными заготовками, а при помощи цангового патрона закрепляются тонкие детали.
Оборудование предназначено для выполнения всех стандартных токарных операций, в том числе нарезание резьбы, расточка отверстий, а также операции по фрезерованию и шлифованию металлических заготовок.
Промышленность
Благодаря повышенным параметрам точности токарный настольный станок используется в разных отраслях промышленности, где требуется тонкая обработка заготовки.
Часовая
Это наиболее часто встречающийся станок в часовых мастерских, мжно сказать — это часовой токарный станок. Он способен точно обрабатывать мельчайшие детали, с высокими требованиями точности. Этот станок из всех возможных аналогов является оптимальным вариантом для небольших часовых мастерских.





Радиотехническая
Это еще одна область производства, которая требует особой точности в процессе обработки заготовок. В радиотехнической промышленности станки 16Т02П используют как в частных мастерских, так и на крупном производстве.
Лаборатории
Лаборатории снабжены также настольными станками для обработки экспериментальных заготовок. По точности обработки рассматриваемые станки являются наиболее оптимальным вариантом.
Мастерские
Небольшие мастерские не требуют снабжения крупными станками с большим весом. Для производства и работы на таких предприятиях достаточно стандартного настольного оборудования.
При обучении работы с токарным станком в школах, училищах и техникумах применяется также настольное оборудование. Его производительности и точности вполне хватает, чтобы обрабатывать учебные заготовки и научиться осуществлять все основные стандартные токарные операции.
2 Обзор станков ТВ — отличия, технические характеристики
Первым серийно производившимся школьным токарным станком является модель ТВ-2. Данный агрегат имеет три подачи и способен нарезать три типа резьбы. ТВ-2 выполнялся в двух модификациях — крупногабаритной (с литой крышкой передней бабки) и компактной, с штампованной крышкой.

Технические характеристики ТВ-2:
- высота центров — 100 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 250, поперечный — 100 мм;
- класса шпинделя — КМ2, диаметр отверстия — 15 мм.
Агрегат ТВ-2 комплектовался электроприводом мощностью 500 Вт с частотой вращения шпинделя 900 об/мин.

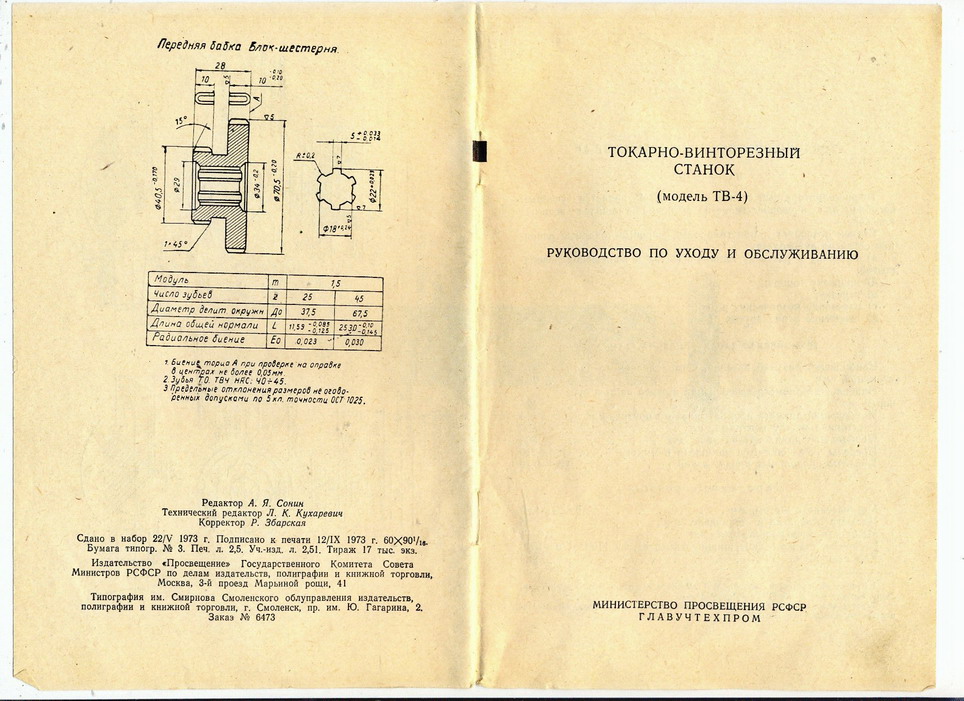
Более современной моделью являлся модернизированный токарно-винторезный станок ТВ-4, который имел идентичную компактной версии ТВ-2 конструкцию, но отличался в плане технических характеристик. Токарный станок ТВ-4 производится и в наше время, поставками на рынок данной модели занимается завод промышленного оборудования «МАСГО» (г. Ростов).
Токарно-винторезный станок ТВ-4 — технические характеристики:
- высота центров — 108 мм, расстояние между центрами — 350 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 300, поперечный — 100 мм;
- класса шпинделя — КМ2, диаметр отверстия — 16 мм.
ТВ-4 отличается от предшественника увеличенной до 600 Вт мощностью двигателя, максимальная частота вращения шпинделя в нем возросла до 1500 об/мин. Всего предусмотрено 6 фиксированных скоростей — на 710, 500, 375, 230, 160 и 120 об/мин.

Следующей модификацией, производство которой началось в 1970 году, являлся токарно-винторезный станок ТВ-6. Данный агрегат является практически полной копией ТВ-4 за исключением мелких деталей — удлиненных карболитовых ручек, и наличия электрощита на правой тумбе, тогда как в ТВ-4 электрощит отсутствовал, а переключатели и пускатели располагались в расположенном над мотором металлическом ящике. Технические характеристики в ТВ-6 потерпели минимальные изменения — мощность привода увеличилась до 1.1 кВт, а частота вращения шпинделя снизилась до 1410 об/мин.

Токарный станок ТВ-7 имеет серьезные отличия от 6-ой версии токарного агрегата. В нем убрали 2 рукоятки на передней бабке — переключать скорости необходимо посредством изменения положения ремня, и расширили функциональность устройства, станок получил возможность делать 6 типов резьбы и обзавелся тремя дополнительными шагами подачи.





- высота центров — 120 мм, расстояние между центрами — 330 мм;
- диаметр обработки над суппортом — 100 мм;
- ход суппорта: продольный — 300, поперечный — 110 мм;
- класса шпинделя — КМ3, диаметр отверстия — 18 мм;
- подачи: 0.1, 0.12, 0.16, 0.2, 0.24, 0.32.
Мощность привода осталась неизменной — 1.1 Вт, однако обороты уменьшились до 920 об/мин. На сегодняшний день выпускается усовершенствованная модификация — станок ТВ 7М, с частотой вращения в 1410 об/мин.
Наиболее распространенной версией оборудования серии ТВ был токарно-винторезный станок ТВ16, являющийся компанией чехословацкого агрегата TOS MN-80. Единственным отличием между ними были посадочные гнезда в резцедержателе — в оригинале предусмотрены квадратные отверстия, а в отечественном аналоге стандартные пазы.
Токарный станок ТВ-16 имеет следующие характеристики:
- высота центров — 90 мм, расстояние между центрами — 330 мм;
- диаметр обработки над суппортом — 160 мм;
- ход суппорта: продольный — 260, поперечный — 100 мм;
- класса шпинделя — КМ3, диаметр отверстия — 18 мм;
- подачи: от 0.01 до 0.5 (19 позиций).
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.