1 Станки ДИП — назначение и сфера применения
Токарный станок ДИП является одним из наиболее распространенных моделей токарно-винторезного оборудования на территории бывшего СССР. Данный агрегат имеет достаточно крупные габариты и вес, он спроектирован для работы с металлическими деталями средних и больших размеров в условиях индивидуальной эксплуатации и мелкосерийного производства.
Станок ДИП 300, являющийся самой востребованной моделью серии, а также его аналоги, способны выполнять следующие технические операции:
- точение (наружное и внутреннее), в том числе обработка конусов;
- сверление;
- растачивание;
- нарезание резьбы (метрического, дюймового и модульного типа).
За счет удачной конструкции станины и шпинделя, а также отличных как для своего класса технических характеристик, токарный станок ДИП позволяет эффективно обрабатывать детали как из черного, так и из цветного металла. Станки комплектуются резцами из быстрорежущей либо твердосплавной стали.

Плашка производителя на корпусе станка
Инструкция по эксплуатации
Очень важно при эксплуатации следовать инструкциям. Нехитрые правила способствуют продолжительности жизни и исправному функционированию станка
В целях соблюдения техники безопасности требуется:
— проверять технические средства безопасности: ограждение главного привода и сменяемых шестерен, вводной автомат включения и выключения, защитное устройство от стружки, кнопки «стоп» и отключающее устройство перемещения суппорта;
— обеспечить надежное закрепление обрабатываемой детали;
— в первый период после пуска не включать максимальную скорость вращения шпинделя;
— при обработке длинных деталей применять люнеты;
— реверс шпинделя производить только при полной остановке, зубчатые колеса передней бабки и коробки подач на ходу не переключать;
— не прикасаться руками к вращающимся частям и деталям, заправить одежду во избежание затягивания вращающимся деталями– ходовым валиком, ходовым винтом и другими частями.
Для получения заданной точности работы станка нужно правильно его установить. Монтаж должен быть осуществлен на бетонный пол с выравниванием по двум плоскостям при помощи уровней. После выверки фундаментные болты затягивают и заливают цементным раствором. Для улучшения устойчивости цементный раствор подливают под тумбы станины.






Всем стандартным размерам резьб соответствуют настройки, указанные на табличках передней бабки. Для нарезания нетабличных резьб необходимо использовать формулы настройки станка, приведенные в паспорте. Все схемы наладки и настройки суппорта с примерами расчета проточки конуса также указаны в паспорте.

Электрооборудование
Функционирование обеспечивает трехфазный электродвигатель главного привода типа А02-6I-4 СПУЗ, M101. Параметры двигателя: мощность 13 кВт при частоте вращения 1460 об/мин. Запуск электродвигателя производится при разъединении фрикциона по нажатию кнопки пуск на пульте каретки. Вращение на шпиндель передается фрикционом, который запускается рукояткой.
Быстрый ход каретки обеспечивает электродвигатель типа A02-2I-4 СПУЗ M30I. Параметры двигателя: мощность 1,1 кВт при частоте вращения 1400 об/мин. Перемещение каретки осуществляется посредством четырех электромагнитных муфт: две из них служат для продольного изменения положения каретки и две — для поперечного смещения суппорта.
В систему охлаждения включен насос с электродвигателем типа ПА-22(XI4-22М). Параметры двигателя: 0,12 кВт при частоте вращения 2800 об/мин. Насос обеспечивает подачу 22 л/мин. Запуск и остановка насоса производится через переключатель, установленный на фартуке станка.
В системе смазки используется шиберный насос марки С12-54, который обеспечивает подачу масла 8,2 л/мин.
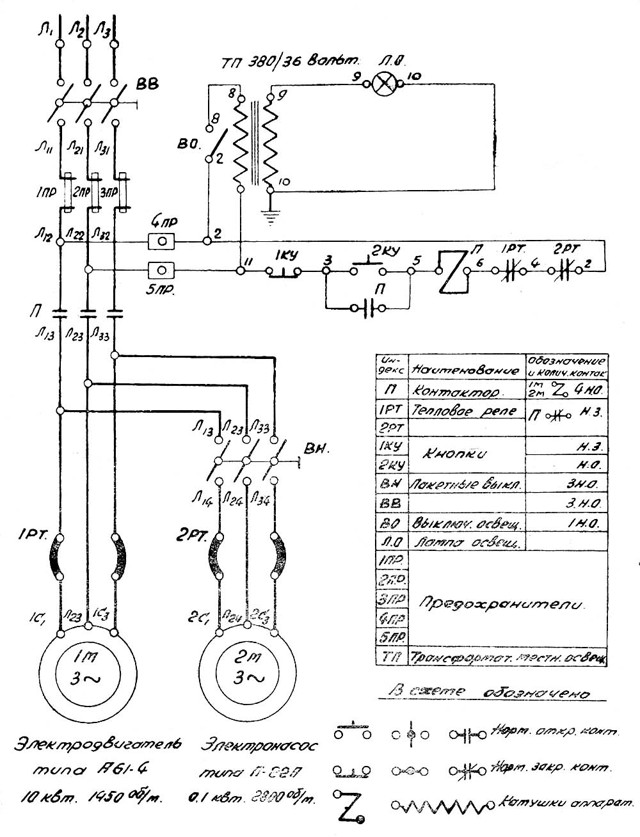
Схема электрическая
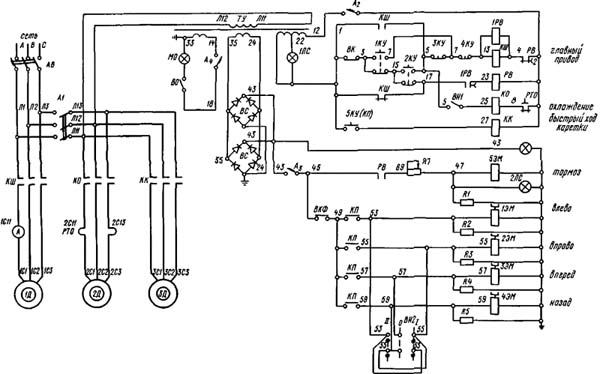
В станке предусмотрены аварийные защитные элементы. Тепловой электрический защищает от перегрузок электродвигателя. От усилий, возникающих при резании, страхуют фрикцион коробки подач и электромагнитные муфты фартука.
Глубинный насос QUATTRO ELEMENTI Deep 1000
| Гарантийный срок, мес | 12 |
| Мощность, Вт | 1 000 |
| Производительность на выходе, л/час | 5 200 |
| Высота подъёма воды (макс. напор), м | 60 |
| Вес, кг | 10,8 |
| Глубина погружения, м | 15 |
| Диаметр частиц, мм | 1,5 |
| Качество воды | чистая |
| Диаметр наружный | 100 |
| Тип насосов водяных | Глубинный насос |
| Материал корпуса | нержавеющая сталь |
| Вес по каталогу производителя, кг | 10,8 |
Документация
В случае поломки ремонт Глубинный насос QUATTRO ELEMENTI Deep 1000 арт. 918-665 в Санкт-Петербурге можно осуществить в наших сервисных центрах. Наши сервисные службы проводят гарантийный и послегарантийный ремонт, и с ним любое сервисное обслуживание всего спектра продаваемой нами техники.
А так же Вы можете приобрести запчасти к изделию Глубинный насос QUATTRO ELEMENTI Deep 1000 арт. 918-665. Высокая квалификация мастеров, трудящихся в ремонтной сети «Северные Стрелы», отмечена сертификатами ведущими мировыми производителями инструмента.
Преимущества модели
Высокая популярность станков этой модели, не снижающаяся на протяжении нескольких десятилетий, объясняется их преимуществами. Сюда можно отнести следующие особенности.
- Силовые зубчатые колеса изготовлены из легированной стали, которая подвергается закалке.
- Станок обладает высокой температурной стабильностью и устойчивостью против вибраций, что обеспечивает высокую точность обработки деталей.
- Можно добиться высокой скорости вращения шпинделя в обратном направлении, что значительно сокращает время на выполнение нарезания резьбы.
- Эксплуатации станка отличается высокой безопасностью за счет специальных ограждений патрона и области резки, систем механической и электрической блокировки.
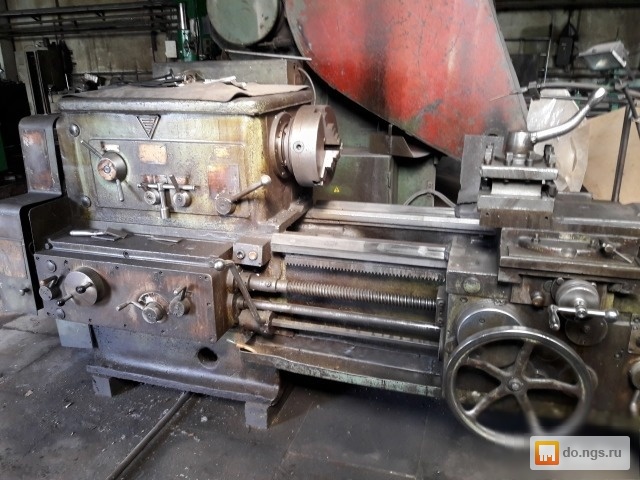
Общий вид токарного станка ДИП 300 1М63








На станке установлена двухосная коробка подач с закрытой конструкцией, которая более надежна и удобна в эксплуатации по сравнению с коробками, оснащенными специальными гитарами (такие коробки, в частности, устанавливались на популярные в свое время станки модели ДИП 200).
Настройка параметров коробки подач выполняется при помощи специальных рукояток и смены зубчатых колес. Это дает возможность использовать станок для нарезания резьбы любого типа: метрической, дюймовой, модульной и питчевой. С помощью станка можно также нарезать специальную и особо точную резьбу (если не использовать коробку подач, а подключить ходовой винт напрямую – через систему специальных колес).
Стоит особо остановиться на характеристиках суппорта данного станка, который обладает массой преимуществ по сравнению с оснащением, которое устанавливалось на более ранних моделях, в частности на станках ДИП 200. Суппорт ДИП 300 имеет крестовое исполнение и отличается следующими характеристиками.
Суппорта токарного станка ДИП 300
- В головке одновременно могут устанавливаться 4 резца.
- Максимальное расстояние между осью центров и кромкой резцедержателя – 320 мм.
- Продольное перемещение, совершаемое за один оборот лимба, – 300 мм.
- Цена одного деления лимба, соответствующего поперечному перемещению на величину диаметра, – 0,05 мм.
- Скорость, которую достигает суппорт при ускоренном перемещении: в продольном направлении – 4,5 м/мин, в поперечном – 1,6 м/мин.
Продольное перемещение суппорта станка ДИП 300 осуществляется по направляющим станины, а поперечное – по направляющим каретки. Что удобно, такие перемещения в зависимости от необходимости могут выполняться как за счет ручного привода (более медленные), так и с помощью механического привода (в ускоренном режиме). Верхняя часть суппорта вместе с размещенной на ней резцовой головкой также может перемещаться вручную или за счет использования механического привода.
Инструкция по эксплуатации, паспорт
Для правильной работы станка необходимо соблюдать инструкцию по эксплуатации.
- Станок весит более 10т, вместе с заготовкой вес его может значительно увеличиться. Поэтому необходимо подготовить отдельный фундамент и ровную устойчивую площадку.
- Аппарат имеет четыре электродвигателя. Для их работы нужно верно рассчитать электрическую нагрузку. Оборудование работает от трехфазной сети 380 В.
- Необходимо при установке проверить надежность всех креплений. Обязательно следить за уровнем масла и своевременной смазкой механизмов.
- Станина должна быть установлена строго горизонтально и вдоль, и поперек. Проверить уровнем.
Паспорт станка ДИП-500 аналогичен его новой модели 1М65. Его можно посмотреть здесь.
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
https://youtube.com/watch?v=j9aBsj4YRiY
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.
Основные технические характеристики
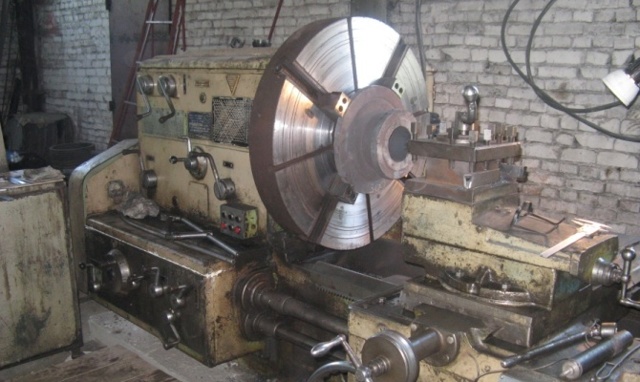
Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.









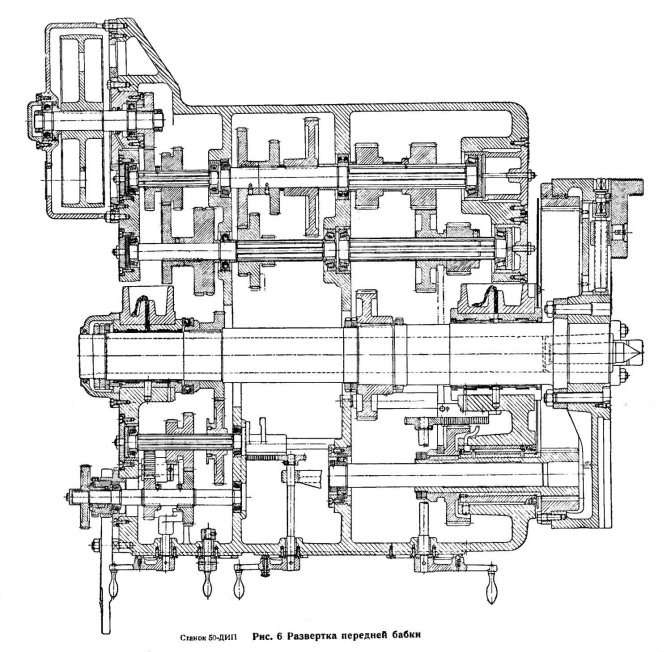
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
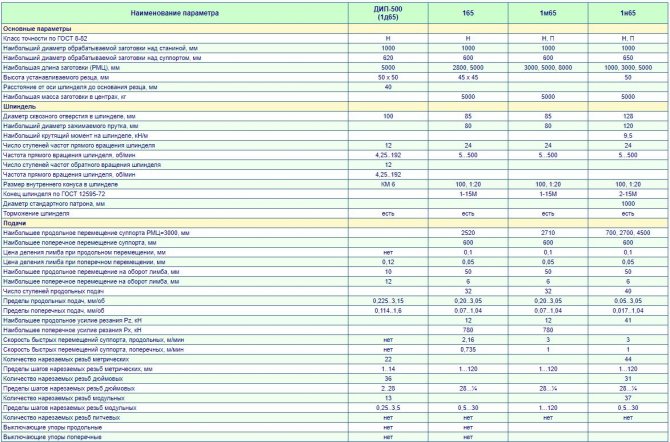
Технические характеристики токарного станка ДИП-500 (1Д65)
| Наименование параметра | ДИП-500(1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 50 х 50 | 45 х 45 | 50 | |
| Расстояние от оси шпинделя до основания резца, мм | 40 | |||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Число ступеней частот обратного вращения шпинделя | 12 | |||
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | |||
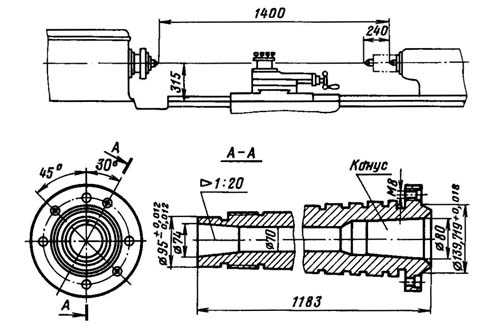
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,12 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
Список литературы:
Универсальный токарно-винторезный станок 1Д65. Паспорт, Красный Пролетарий, 1940
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Назначение и применение
Станок 1м63 хорошо известен профессионалам, которые заняты обработкой металлических заготовок. Параметры точения, а также другие характеристики устройства выглядят привлекательно, особенно если рассматривать их в узкой сфере применения.
Модель 1м63, ДИП-300 и их модификации предназначена для производства режущих операций, обработки заготовок из цветных, черных металлов, сплавов с широкой градацией твердости. Данное устройство распространено, его можно встретить практически на каждом машиностроительном предприятии. Сегодня варианты использования данного оборудования дополнились частными мастерскими и индивидуальными предпринимателями.
Станок 1м63 изначально ориентирован на мелкосерийное производство. Качество обработки, которое обеспечивают технические данные агрегата — позволяет с высокой точностью изготавливать на нем уникальные единичные изделия. Модель имеет надежный шпиндель, каретку, в конструкции применены классические подходы и компоновка для обеспечения общей прочности и вибрационной устойчивости.
При помощи 1м63 можно проводить следующие работы:
- обработку, точение конусов;
- расточку;
- нарезание резьб метрических, питчевых, дюймовых и модульных, как механическим способом (резцом), так и метчиком, плашкой;
- сверловку;
- накатку сетчатых рифлений;
- обработку как внутренних, так и наружных поверхностей заготовки.
В качестве обрабатывающего инструмента в 1м63 могут устанавливаться резцы из быстрорежущих сталей (Р18, Р6М5) и твердосплавных материалов (ВК, ТК, ТТК). Отдельно стоит отметить понятное управление: фартук на своей передней панели имеет переключатели, позволяющие выбирать группу операций (наружное конусное, внутреннее точение, общие токарные операции).
Сведения о производителе токарно-винторезного станка ДИП-300 (1М63)
Станки линейки ДИП-300
выпускались предприятиямиРязанский станкостроительный завод , год основания – 1949 иТбилисский станкостроительный завод им. Кирова .
Токарно-винторезные станки серии ДИП-300
начали выпускаться на предприятием –Рязанский станкостроительный завод РСЗ , основанном в 1949 году. Первый станок серии – модель 163, по мере совершенствования конструкции станков появились модели 1М63, 1М63М, 1М63МФ101, 1М63Б, 1М63БГ, 1М63Н, 1М63НФ101.
Обозначение линейки станков серии ДИП-300
сохранилось до настоящего времени и относится обычно к модели 1М63, одной из самых распространённых на территории бывшего СССР станка, позволяющей производить токарную обработку деталей средних и больших размеров. Именно эта модель дала начало массовому производству токарных станков различными станкостроительными предприятиями.








На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3 , 16М30Ф3 , 1П756ДФ3 , 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной и горизонтальной компоновок, трубообрабатывающих станков – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
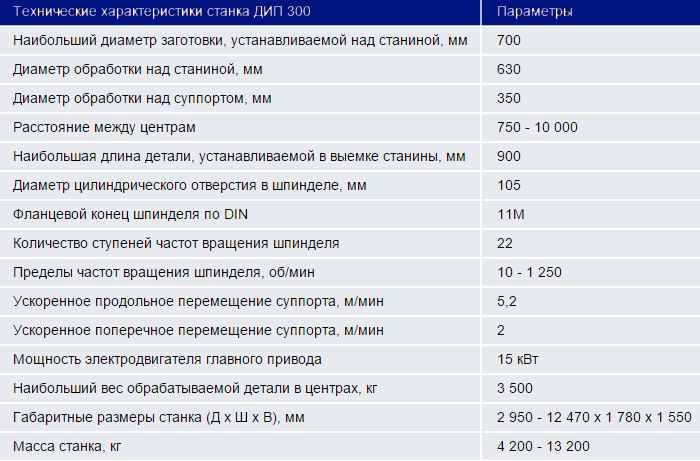
Токарный станок ДИП 300: технические характеристики
Жесткость и надежность конструкции основы агрегата и его составляющих, а также характерные особенности установки позволяют выполнять следующие высокоскоростные операции: высверливание отверстий, наружное и внутреннее обтачивание конусных и цилиндрических поверхностей, нарезка различных резьб и прочие виды работ.
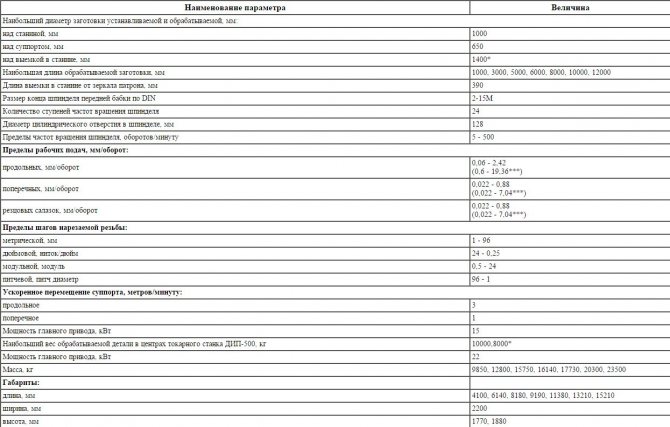
Основные характеристики, описываемые в паспорте установки, имеют такие показатели, как:
- диаметр обрабатываемой болванки в максимальном значении: над выемкой – 90 см; над основой: 70 см; над резцедержателем – 35 см;
- высота центров – 31,5 см;
- вес обрабатываемой болванки в максимальном значении – 3500 кг;
- главный рабочий вал станка: сечение внутреннего отверстия – 10,5 см; количество скоростей (прямых и обратных) – 22 и 11; количество оборотов – от 18 до 1800 в минуту (обратное вращение), от 10 до 1250 в минуту (прямое вращение); мощность привода – 13 кВт;
- пределы шагов: метрические – 1-192 мм; модульные – 0,5-48 мм; дюймовые – 24-0,25 ниток; питчевые – 96-7 питч;
- число шагов: метрические – 56; модульные – 55; дюймовые – 33; питчевые – 52;
- перемещение резцовых салазок в максимальном значении – 22 см;
- перемещение подач в максимальном значении: перпендикулярное – 40 см; осевое – 126 см;
- мощность электродвигателей: насос – 0,12 кВт; двигатель перемещений резцедержателя – 1,1 кВт; основной двигатель – 13 кВт;
- скорость перемещений: перпендикулярных – 1,6 м/мин; осевых – 4,5 м/мин;
- перемещение пиноли заднего узла в максимальном значении – 24 см;
- общий вес устройства – 4300 кг;
- габариты – 295х178х155 см.
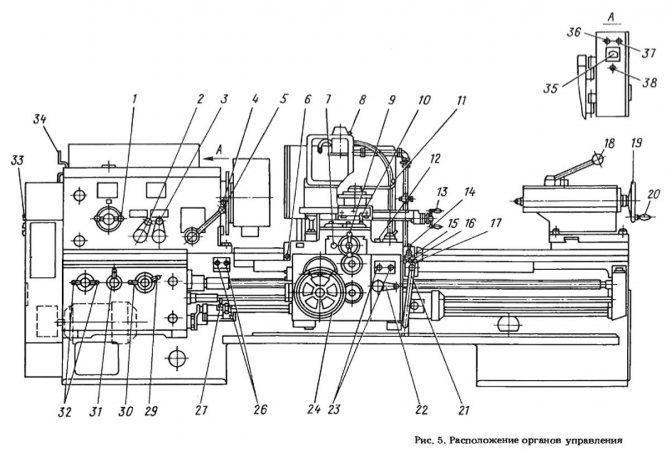
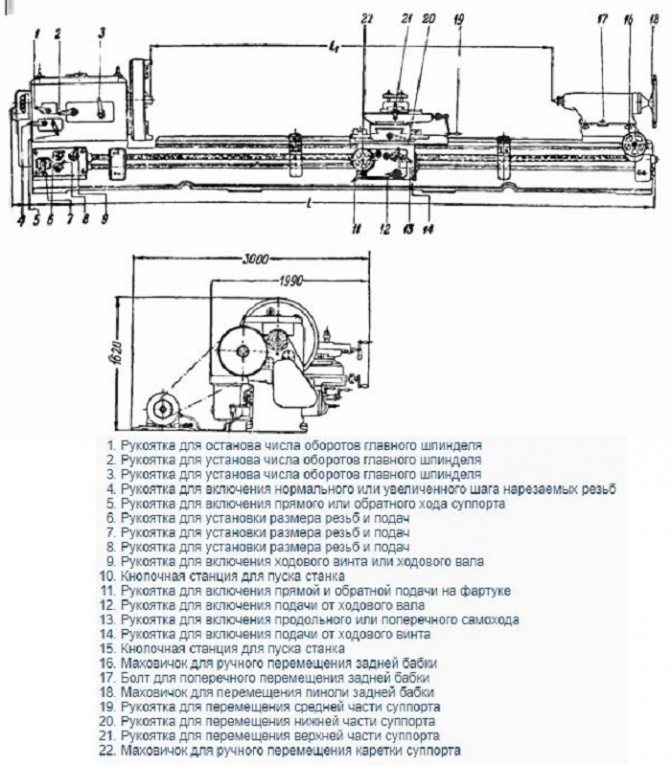
Управление токарно-винторезным станком ДИП-300 (1д63а)
Коробка скоростей
В зависимости от положения работающего пуск, остановка и перемена направления вращения шпинделя про изводится рукояткой 11 у передней бабки или рукояткой 17 у фартука. Эти рукоятки управляют двухсторонней фрикционной пластинчатой муфтой и тормозом, находящимися внутри коробки скоростей. Тормоз действует автоматически в среднем выключенном положении муфты, обеспечивая быструю остановку механизма коробки скоростей и шпинделя. При перестановке указанных рукояток в одно из крайних положений нужно, не торопясь, переводить их до среднего положения, а затем энергично ставить в нужное крайнее положение.
Рукоятки 1, 2 и 5 для изменения скорости вращения шпинделя нужно переставлять только на тихом ходу или при остановленном станке.
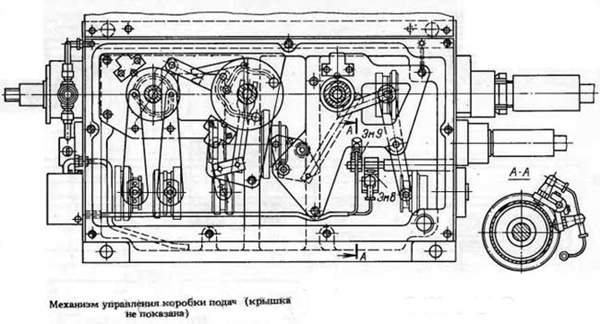
Коробка подач
Подачи и резьбы устанавливаются рукоятками 6(А), 7(В), 9(С) и переключателем конуса Нортон 8 согласно таблицы, находящейся на крышке коробки по дач. Включение ходового винта или ходового валика производится рукояткой 10(Д). Для непосредственной передачи вращения от гитары на ходовой винт, коробку подач выключают рукояткой 6(А), а рукоятку 7(В) ставят в среднее положение. Это бывает необходимо при нарезании резьб повышенной точности или со специальным шагом с помощью особого на бора сменных шестерен гитары. Переставлять рукоятки коробки подач можно только на тихом ходу.
Фартук и суппорт
Включение и выключение механизмов подачи суппорта производится рукояткой 14 падающего червяка, находящегося внутри фартука. Ручная подача суппорта осуществляется при помощи рукояток 18 и 20.
Автоматическое выключение продольной и поперечной подачи суппорта осуществляется при помощи механизма падающего червяка в момент перегрузки под действием большого усилия резания, или других сопротивлений (упор на станине) вдоль направления подачи. Этим механизмом станок предохраняется от поломки и создается возможность получения точных размеров изделия при работе по упору. Для этой цели предусмотрена передача вращения червяку и червячному колесу от валика червяка через сидящую на валике муфту, сцепляющуюся своими винтовыми выступами на горце с такими же выступами червяка под действием нажатия пружины. При увеличении сопротивления в системе передач суппорта и фартука, доходящего до величины, на которое не рассчитано отрегулированное нажатие пружины на муфту, валик червяка, продолжая вращаться, заставит муфту посредством винтовых выступов червяка отжиматься от него и сжимать пружину.
При этом движении муфты по валику она поворачивает рычаг с рукояткой 14, поддерживающий червяк в поднятом положении и зацепленным червячной шестерней; червяк па дает и выходит из зацепления с шестерней. Для включения подачи червяк вводится в зацепление с шестерней поднятием его с помощью рукоятки 14.
При закреплении резцедержательной головки суппорта рукояткой 19 необходимо следить, чтобы фиксирующий штифт входил в отверстие на нижней плоскости головки. Этот штифт вынимать не следует, так как при помощи его достигается правильная установка головки. Для закрепления суппорта на станине при поперечной обточке или обточке верхней части суппорта необходимо затянуть прижимную планку направляющих станины болтом с выступающей квадратной головкой на перед ней части каретки с правой стороны.
Задняя бабка
Поперечное перемещение корпуса задней бабки по мостику, необходимое при точении конусных изделий, осуществляется при помощи 2-х винтов 1 с передней и задней стороны в нижней части корпуса. После ослабления винта 2, прижимающего поперечную переднюю направляющую плоскость паза корпуса к выступу мостика, ослабляется винт с той стороны, куда нужно переместить бабку, и затягивается противоположный винт 1. Винт 2 после окончания установки снова затягивается. Установка центра бабки точно по центру шпинделя производится путем совмещения рисок на платиках «К», расположенных с задней стороны мостика и корпуса бабки. По отношению к мостику смещение бабки воз можно на 10 — 15 мм. Для перемещения пиноли задней бабки необходимо предварительно рукояткой 21 (см. схему управления) освобождать прижим, которым пиноль закрепляется при работе в центрах.
Упор, перестанавливаемый и закрепляемый на станине, предусмотрен для обточки изделия на определенную длину при продольном точении путем автоматического выключения подачи при соприкосновении с упором каретки. Упор устанавливается на направляющих станины в начале на — глаз и укрепляется винтом прихвата, а затем винтом регулировки производится точная установка.
Источник