2 Распространенные модели
Среди широко распространенных во времена СССР радиально-сверлильных агрегатов, используемых на производственных предприятиях и по сей день, выделим следующие модели оборудования:
- ГС535;
- 2К550;
- 2Л53;
- 2Н55.
Радиально сверлильный станок ГС545 способен рассверливать отверстия в любой пространственной ориентации, это сравнительно малогбаритная переносная конструкция весом в 1.36 тон и размером 180*925*2260 см. Агрегат имеет следующие технические характеристики:
- максимальный диаметр сверления — 45 мм;
- вылет шпинделя — от 320 до 1100 мм;
- количество рабочих подач — 4 шт;
- наибольшее усилие подачи — 12 кН;
- мощность главного привода — 3000 Вт;
- обороты шпинделя — от 45 до 2000 об/мин.
ГС545
Современным аналогом модели ГС545 является радиально сверлильный станок 2К250, обладающий схожими функциональными возможностями. Агрегат рассверливает отверстия диаметром до 50 мм, мощность движка в нем увеличена до 4000 Вт, а усилие подачи — до 20 кН.
Среди крупногабаритного оборудования выделим радиально сверлильный станок 2А554, способны сверлить отверстия диаметром до 63 мм. Данная установка весит 4 тонны, она может работать с деталями размером до 125*160*160 см. 2А554 оснащен движком на 5500 Вт, выдающем до 2000 об/мин. Число подач — 24 шт.
Распространенным агрегатом компактного типа является радиально сверлильный станок MetalMaster TDR 20 — это китаец, весящий 354 кг и имеющий скромные габариты — 88*50*106 мм. Рассмотрим технические характеристики данной модели:
- максимальный диаметр сверления — 20 мм;
- вылет шпинделя — до 370 мм;
- мощность главного привода — 750 Вт;
- обороты шпинделя — от 210 до 2000 об/мин.
Среднерыночная стоимость TDR 20 составляет 195 тыс. рублей, по соотношению цена/качество это одна из лучших моделей в своем классе.
MetalMaster TDR 20
В отдельную категорию отнесем радиально-сверлильное оборудование с ЧПУ, используемое в серийном производстве. Система ЧПУ (числовое программное управление) позволяет полностью автоматизировать работу оборудования, увеличив тем самым его продуктивность и точность обработки деталей.
Роль оператора в управлении агрегатами с ЧПУ сводится к минимуму, работу станка контролирует программа, задающая периодичность и траекторию движения рабочего инструмента. В отечественной промышленности наиболее распространенной моделью сверлильного оборудования с ЧПУ является станок 2Р135Ф2 производства Стерлитамакского станкостроительного завода.
Также отметим такой агрегат как настольный миниатюрный сверлильный станок радиолюбителя, предназначенный для сверления электрических плат. Проверенные модели- 5166А (отечественный), ZJ-3104 и BG-5158 (китайцы).
2.1 Типичные неисправности
Всевозможные неисправности, возникающие в процессе использования сверлильных агрегатов, не являются редкостью, поскольку на производстве такие станки эксплуатируются в условиях тяжелой беспрерывной работы. Наиболее продуктивными, но вместе с тем самими подверженными разным видам повреждений, являются станки с гидравлическим приводом серии 2Н55.
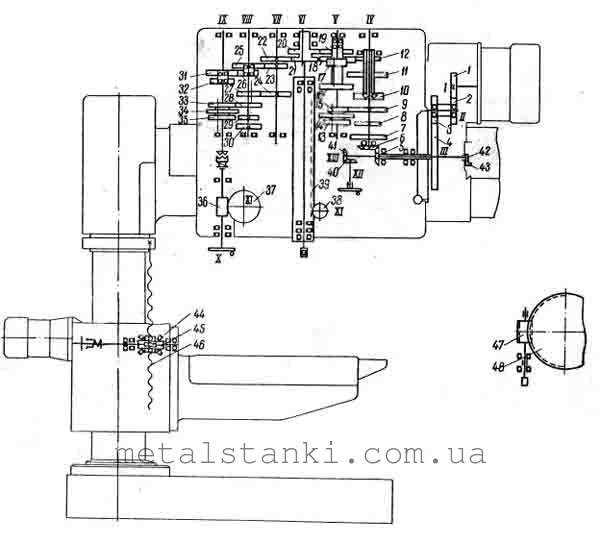
Схематическое дополнение к таблице
Предлагаем вашему вниманию перечень типовых неисправностей и способы их решения.
| Проблема | Причина | Способ ремонта |
| Нет давления в гидроприводе зажима колонны | Сломался насос (№19) либо клапан (№18) | Замена предохранительного клапана либо насоса целиком |
| Нет давления в гидроприводе сверлильной головки | Сломался клапан (№9 или 10) либо насос (№1) | Замена неисправных узлов |
| Не происходит отжим/зажим колонны | Застрял распределитель (№17) либо сломалась пружина его золотника | Пружина заменяется, промывается золотник, также нужно проверить плунжер-рейку (№8) |
| Не происходит отжим/зажим сверлильной головки | Заклинил поршень (№7 ( | Узел разбирается и промывается |
| Не регулируются скорости подачи | Заблокирован золотник распределителя (№2) либо застрял плунжер преселектора (№15) | Узлы разбираются и промываются, после чего выполняется притирка золотника/плунжера |
| Не регулируется муфта сцепления | Заклинил золотник (№1) или поршень (№4) | Разборка, промывка, притирка |
| Тормоз шпинделя не функционирует | Заклинил плунжер (№6) | Разборка и промывка |
Устранение серьезных повреждений и капитальный ремонт техники лучше доверить профильным специалистам. В плане ремонтопригодности значительно выигрывает советское оборудование, запчасти на которое доступны и дешевы.
Оглавление
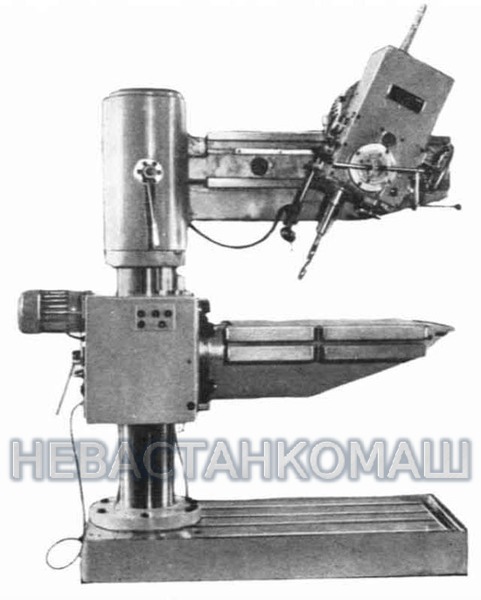
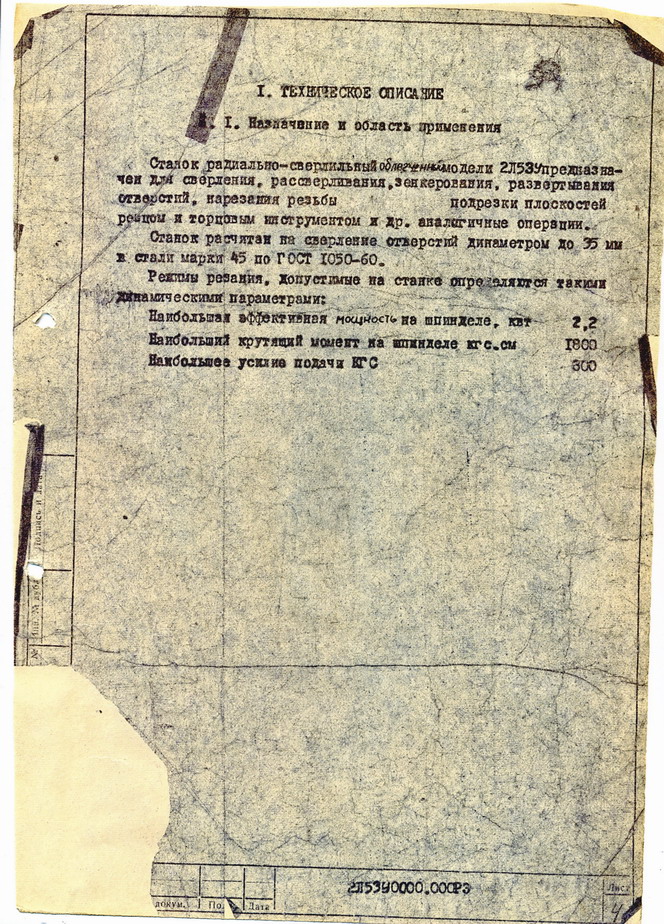
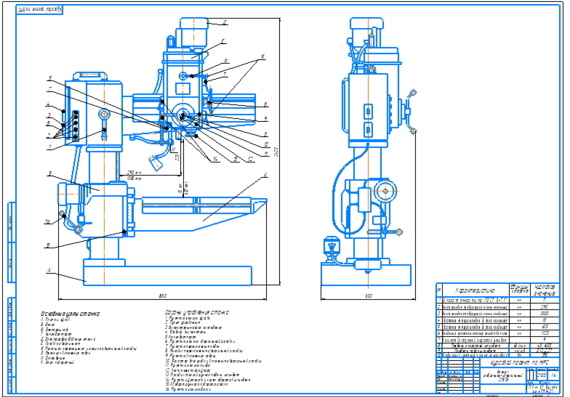
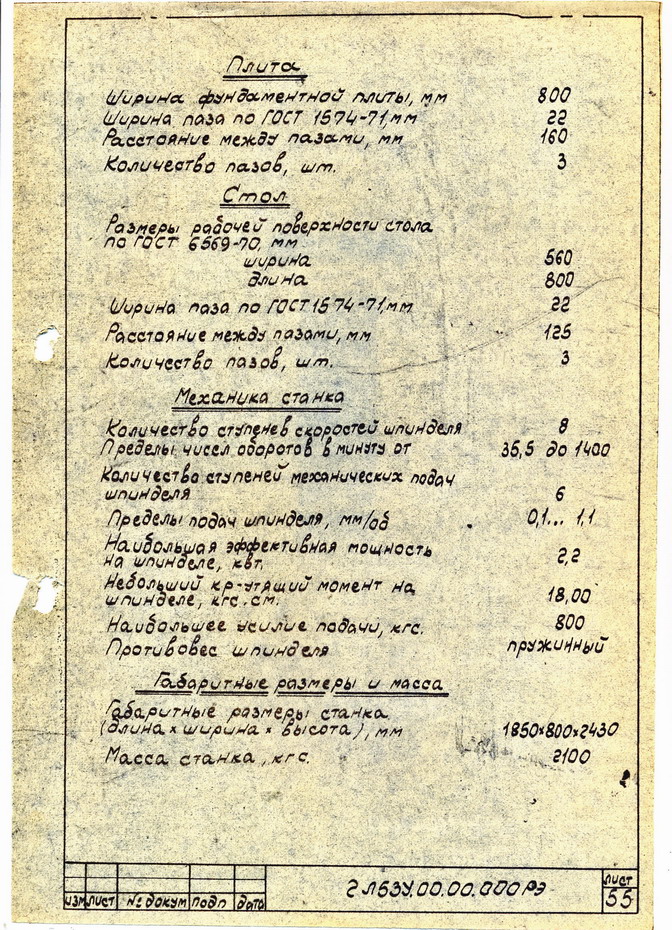
Радиально сверлильный станок 2л53 предназначен для выполнения сверлильных операций с максимальным диаметром сверления 35 мм. Кроме этого на станке можно выполнять и другие операции, такие как рассверливание, зенкерование, развертывание.
Станок оснащается приспособлениями и специальным инструментом, что позволяет расширить область применения и увеличить производительность труда.
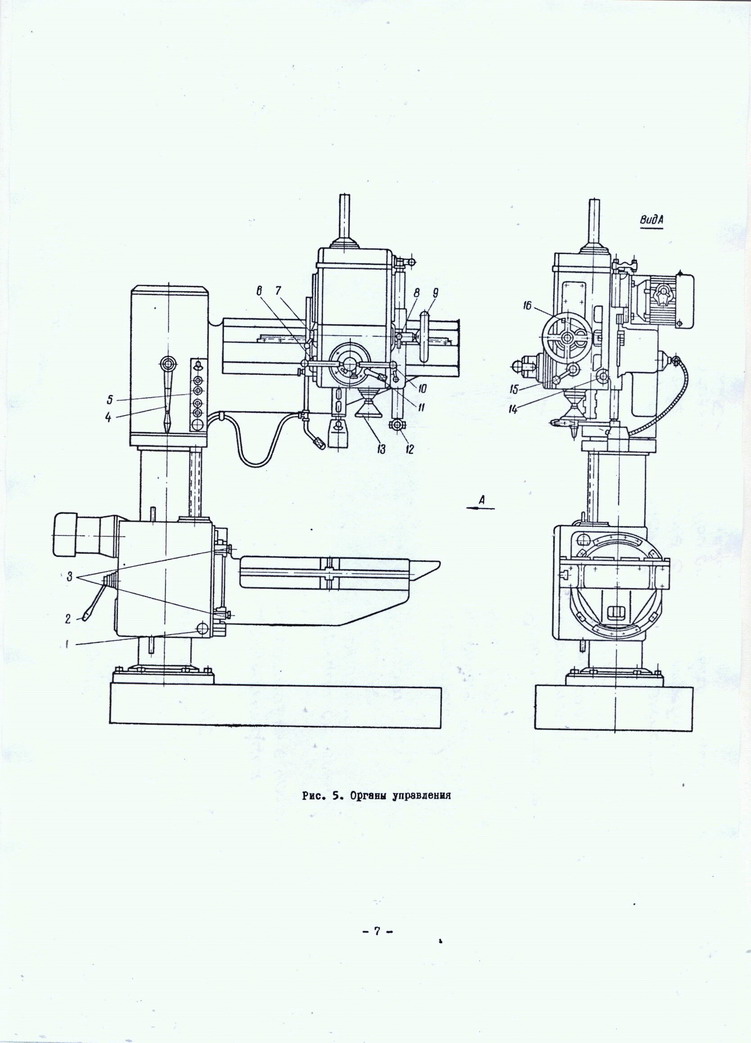
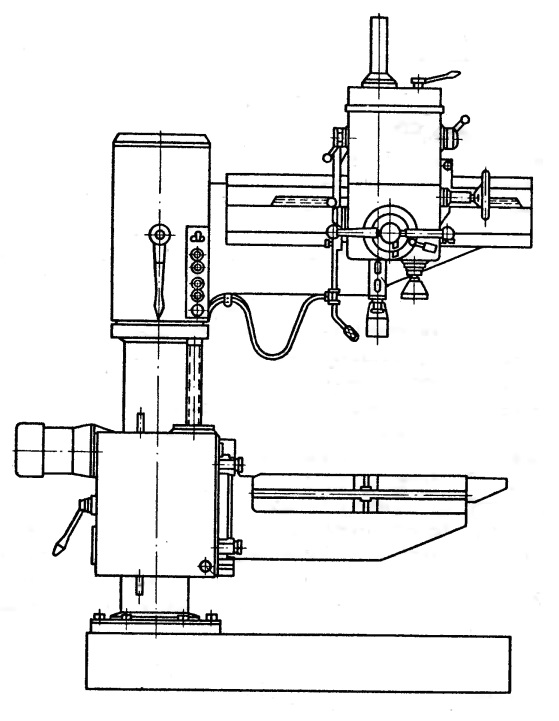
Органы управления радиально-сверлильного станка 2Л53
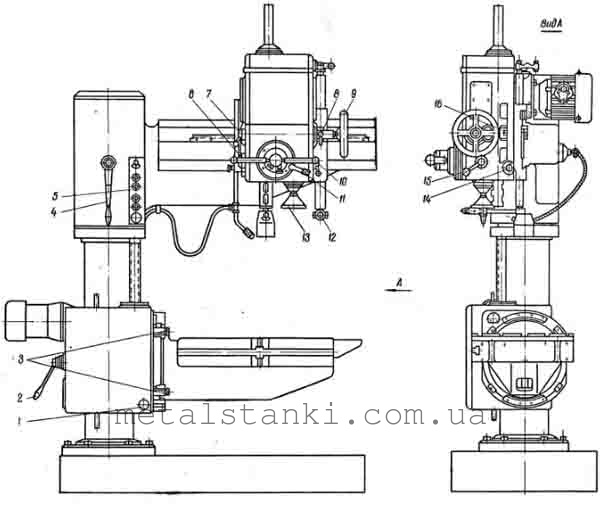
- Ручной поворот стола;
- Зажим бочки на колоне;
- Гайки зажима поворотного стола;
- Зажим рукава на колоне;
- Электрическая кнопочная станция;
- Ручка набора скоростей;
- Ручка переключения скоростей;
- Ручка переключения подач;
- Перемещения сверлильной головки по рукаву;
- Ручка включения подач;
- Зажим лимба механизма подач;
- Зажим сверлильной головки на рукаве;
- Тонкая ручная подача шпинделя;
- Поворот шпиндельной головки;
- Ручка набора подач;
- Зажим сверлильной головки
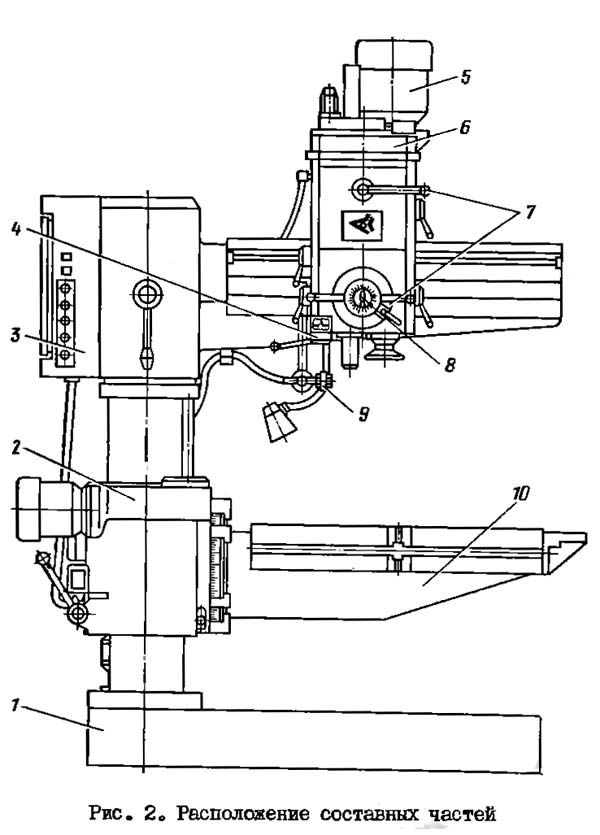
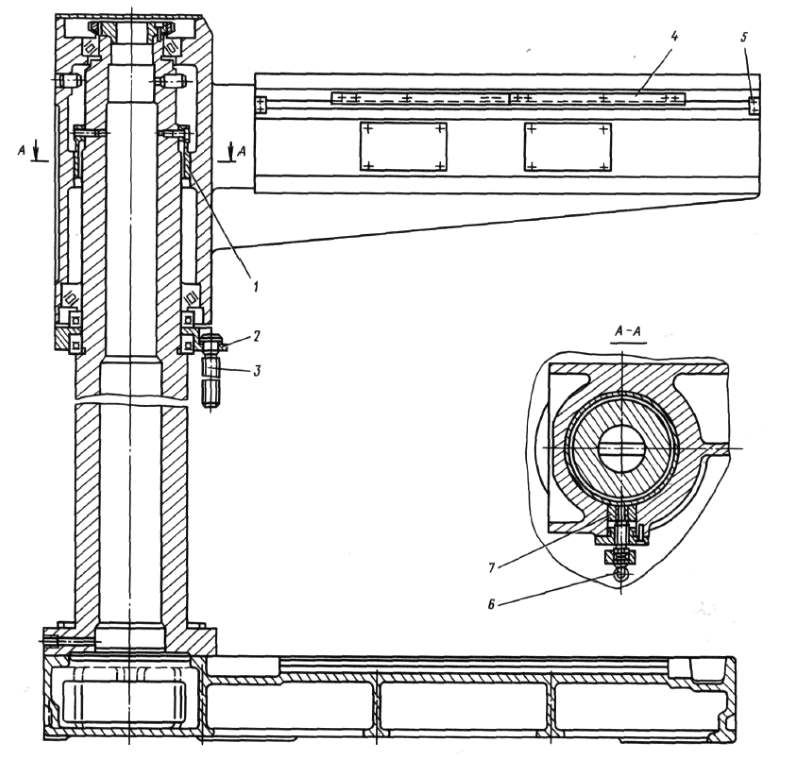
Устройство радиально-сверлильного станка 2Л53
Радиально сверлильный станок 2л53 состоит из следующих узлов:
- Рукав и плита;
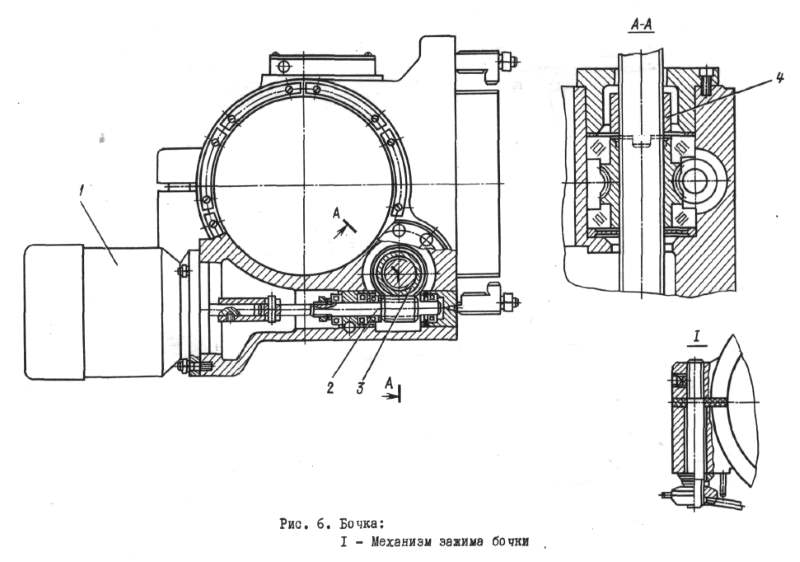
- Бочка;
- Сверлильная головка;
- Механизм включения подачи;
- Салазки;
- Поворотный стол;
- Система охлаждения;
- Резьбонарезная головка;
- Электрооборудование, для монтажа которого требуется частный электрик
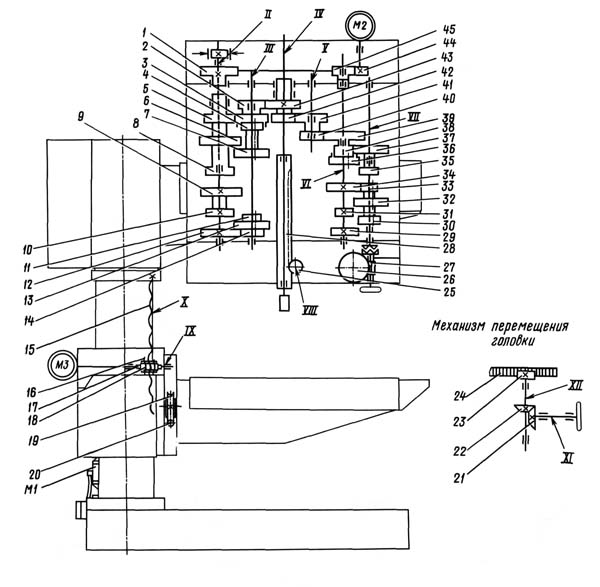
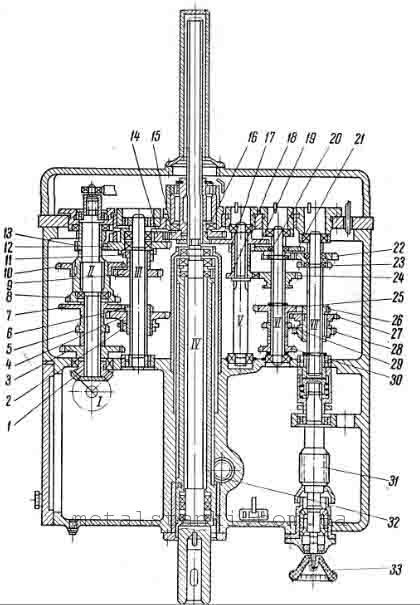
Сверлильная головка радиально-сверлильного станка 2Л53
Сверлильная головка радиально сверлильного станка изготовлена из чугунной отливки, в которую монтируется коробка скоростей и коробка подач.
Коробка скоростей обеспечивает шпинделю восемь скоростей. Через коническую передачу 1, вал 2 получает крутящий момент от горизонтального вала 1.Шестерни 3, 5 и 7 передают крутящий момент валу 3. Вал 3 будет получать разный крутящий момент в зависимости от того, какие из пар шестерен 2 и 3, 4 и 5 или 6 и 7 будут в зацеплении. На валу 3 расположенный подвижный блок обеспечивающий включение колес 8 и 9, 10 и 11 или 11 и 12, что дает возможность получить на шпиндели восемь скоростей с диапазоном от 35,5….1400 об/мин.
Вал 5 коробки подач получает вращение через шестерни 16 и 19. При включении шестерен 18 и 24 и 25,29 и 30 крутящий момент передается на вал 7.Вал получает три разные скорости, в зависимости от того, какая из пар шестерен 25 и 26, 27 и 29 или 28 и 30 будет в зацеплении.
Переключение скоростей коробки подач и коробки скоростей осуществляется при помощи рукояток, расположенных в корпусе сверлильной головки.

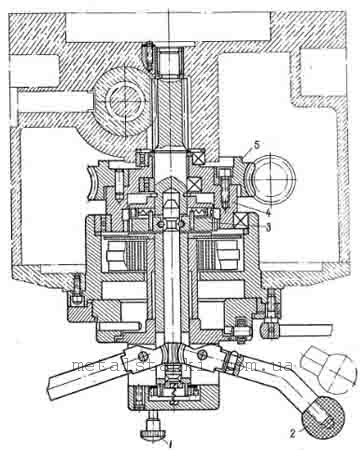
Механизм включения подач
Механизм включения подач предназначенный для механической и ручной (ускоренной) подачи шпинделя и расположенный в нижней части сверлильной головки.
Механическая подача осуществляется,рукояткой 2 в положение “ от себя”, тогда зубчатые пальцы 3 входят в зацепление с деталью 4, связанным с червячным колесом 5.
Ручная подача осуществляется рукояткой 1 в положение “на себя”.
Для стабильной глубины сверления при ручной подаче, служит упор 1.
Покупаем Платы
Покупаем по самым высоким ценам:
- Бытовая электроника (платы должны быть очищены от металла, пластика, трансформаторов больше 3 см в любой стороне и мониторных черных катушек)
- Материнские платы от ноутбуков и материнские платы до поколения Pentium 4 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены), вид.звук.сет.
- Материнские платы поколения Pentium 4 и выше. Socket: 423, mPGA 478, 775, 1155 (батарейки, элементы питания, металлические части, пластиковые крепления, радиаторы и др. должны быть удалены)
- Платы импортные (пластиковые, металлические и алюминиевые элементы должны быть удалены)
- Платы компьютерные комплектующие, оперативная память c жёлтой ламелью
- Платы с ценными радиодеталями (конденсаторы КМ, микросхемы (желтые), разъемы (желтые), транзисторы (желтые)) отечественного производства
- Платы сотовых телефонов (без корпуса и дисплея) поколение 2СИМ, сенсорные, смартфоны
- Платы сотовых телефонов (без корпуса и дисплея.) До поколения 2СИМ и сенсорных
- Платы управления военными и советскими приборами, производства СССР (пластиковые, металлические и алюминиевые элементы должны быть удалены) без ценных радиодеталей
- Срезка с плат (неликвиды переключателей, транзисторов, микросхем и т. д.)
Долбежные, строгальные, протяжные. Станки прочие. Группы 7, 8, 9
7210
продольно-строгальный Ø 900 х 1000, Минск7212 продольно-строгальный Ø 1120 х 1250, Минск7216 продольно-строгальный Ø 1400 х 1600, Минск
7Б35
поперечно-строгальный Оренбург7Д36 поперечно-строгальный Гомель7Д37 поперечно-строгальный Гомель7Е35 поперечно-строгальный Оренбург7М36 поперечно-строгальный Гомель736 поперечно-строгальный Оренбург737 поперечно-строгальный Гомель7303 поперечно-строгальный Оренбург7305 поперечно-строгальный Оренбург7307 поперечно-строгальный Оренбург7307Г поперечно-строгальный Оренбург7307Д, 7310д поперечно-строгальный Гомель
7А412
долбежный Ø 360, Саракташ7А420 долбежный Ø 500, Саракташ749 поперечно-строгальный Оренбург7402 долбежный Оренбург, Баку7430 долбежный Ø 650, Гомель7Д430 долбежный Ø 630, Гомель7М430 долбежный Ø 630, Гомель7403, 7405 – долбежный Ø 630, Гомель7417 долбежный ОренбургГД200 долбежный Ø 500, ГомельГД320 долбежный Ø 770, ГомельГД500 долбежный Ø 940, Гомель
7А510
протяжной 98 кН, Минск7А534 протяжной 250 кН, Минск7Б55 протяжной 100 кН, Минск7Б56 протяжной 200 кН, Минск7523 протяжной 100 кН, Минск7534 протяжной 250 кН, Минск
8А531
ленточнопильный вертикальный Майкоп8Б72 ножовочно-отрезной Ø 250 Краснодар8В66 автомат отрезной круглопильный Ø 280, Минск8В66а автомат отрезной круглопильный Ø 280, Минск8Г240 абразивно отрезной Ø 608Г662 автомат отрезной круглопильный Ø 280, Минск8Г663 автомат отрезной круглопильный Ø 285, Минск872А ножовочно-отрезной Ø 250 Краснодар872М ножовочно-отрезной Ø 250 Краснодар8725 ножовочно-отрезной Ø 250 ОренбургН-1 ножовочно-отрезной Ø 250 Каунас
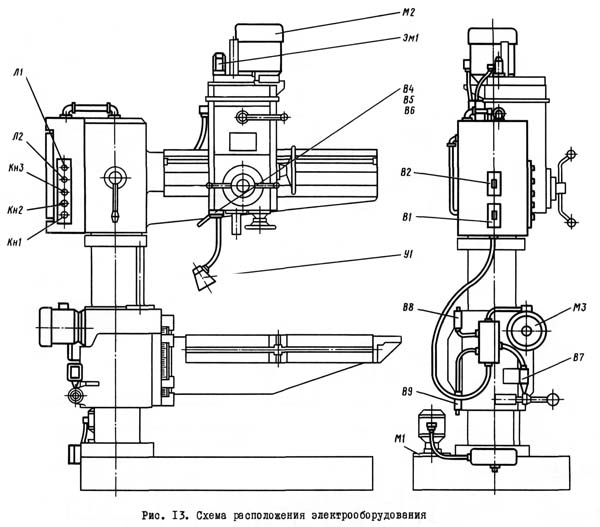
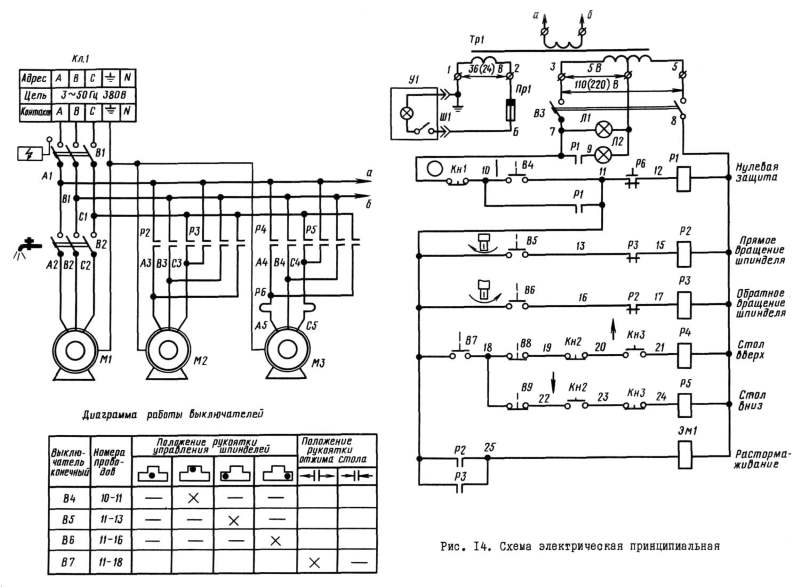
Электрооборудование станка 2Л53У. Общие сведения
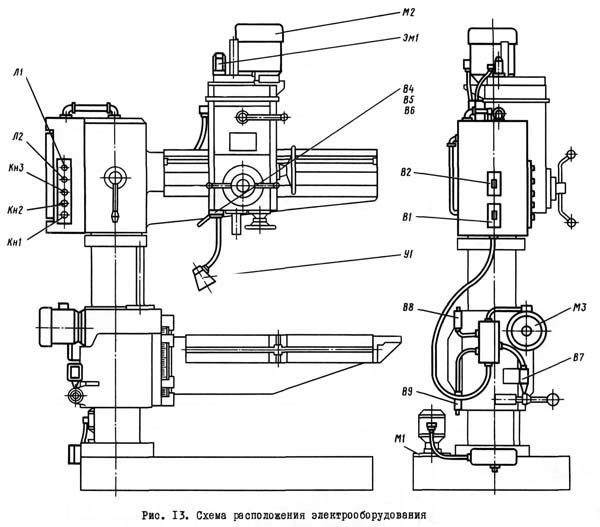
Расположение электрооборудования на станке 2л53у
Электрооборудование станка рассчитано на питание от сети трехфазного переменного тока напряжением:
- силовая цепь ~ 50 Гц, 380 В
- цепь управления ~ 50 Гц, 110 В
- цепь местного освещения ~ 50 Гц, 24 В
- цепь сигнализации ~ 50 Гц, 5 В
Станок оборудован тремя электродвигателями.
Панель управления, вводной выключатель BI и выключатель насоса охлаждения В2 смонтированы на электрошкафу.
На бочке находятся конечные выключатели ограничения перемещения бочки со столом В8, В9 и конечный выключатель В7, сблокированный с рукояткой зажима бочки. На сверлильной головке размещен копандоаппарат, состоящий из трех микровыключателей:
- В4 — включение станка, подготовка его к работе;
- В5 — прямое вращение шпинделя;
- В6 — обратное вращение шпинделя.
Ввод питания в станок должен быть осуществлен проводом марки ПГВ, сечением 1,5 черного цвета для линейных проводов и зелено-желтого цвета — для заземления.
Лампочка с белым плафоном Л1 на пульте управления сигнализирует о том, что станок под напряжением; лампочка Л2 с зеленым плафоном загорается после подъема рукоятки командоаппарата и сигнализирует о том, что станок готов к работе.
В рабочей зоне станка установлен светильник местного освещения Y1.
в Китае 4-осевой фрезерный станок с ЧПУ
Китай 4-осевой фрезерный станок с ЧПУ
Описание продукта

1.Принятие передовой промышленной системы числового управления, дружественный человеко-машинный интерфейс, простота в эксплуатации и надежная работа.


2.Подходит для обработки профилей из алюминиевого сплава, композитных профилей из алюминия и дерева, медных профилей и других легких сплавов, а также профилей из U-ПВХ.
3.90 ° ~ 0 ° ~ 90 ° 4-осевая одновременная обработка.
4. Набор зажимных профилей завершает фрезерование, сверление, снятие фаски, нарезку канавок и другую многофункциональную прецизионную обработку.
5. Высокопрочные сварные конструкции используются для обеспечения высокой жесткости и высокой устойчивости машины после термического старения.
6.Импортированные высокоточные линейные направляющие, шарико-винтовые, реечные и импортированные серводвигатели обеспечивают плавное движение и высокую точность позиционирования и обработки.
7. Примите высококачественный импортированный высокоскоростной электрический шпиндель с автоматической сменой инструмента, чтобы обеспечить стабильность обработки, стабильный шум вращения и сильную режущую способность.
8. Двойной стол может обрабатывать два или два профиля одновременно, интерактивная подача и отсутствие помех.

модель | HN-1325 |
X, Y, Z рабочий ход | 1300 * 2500 * 500 мм |
Мощность шпинделя | шпиндель с воздушным охлаждением 6000 кВт |
способ передачи | вращение рейки XY винт оси Z |
винтовая штанга | шлифовальный винт Тайвань TBI |
редуктор | Германия Высокоточная винтовая стойка Henry |
900 9 9005
сервомотор
Япония Yaskawa Servo Motor
90 034
Повторяемость
± 0.05mm
Максимальная скорость холостого хода
30 метров / минуту
Максимальная скорость обработки
15 метров / минуту
Основная функция
Деревянная форма скульптурный пенопласт
Общий вес
2500 кг
Рабочее напряжение
AC380V ± 30 В, 50 Гц
Шпиндель
3.0KW
Водяное охлаждение (0-24000 об / мин).
Принадлежности для продуктов
Упаковка и отгрузка
Информация о компании
Шаньдунская честная компания по производству оборудования находится в провинции Цзинань, Шэньдун накопил много сил, укрепил командное сотрудничество, обучил и внедрил талантливого человека высокого класса, ориентированного на людей, призвал персонал продолжать технические инновации, наконец, создал профессиональную команду, строгий менеджмент, кропотливая работа, высокое качество обслуживания ,Сосредоточиться на создании фирменного оборудования с ЧПУ. Мы придерживаемся духа «инновации, толерантности, учимся друг у друга», в дизайне оборудования будет западная строгая и восточная мягкая комбинация, в качестве оборудования сформировалась уникальная, неординарная индивидуальность и стиль. Больше внимания к деталям, точность изготовления, строгий контроль каждого процесса делают наше оборудование более качественным.






Сертификаты
Посещение клиента
FAQ
1.Какая ваша цена?
Пришлите мне необходимую информацию, и вы получите лучшую цену в Китае. Цена конкурентоспособна во всем мире.
2. Работал ли я когда-либо раньше с такими машинами?
У нас есть дружественные путеводители на английском и видео для вас. Мы также можем связаться с вами по электронной почте скайп / телефон / анагер онлайн
Будут ли документы отправлены вместе после доставки?
Да, мы отправим вам квитанцию коммерческого счета-фактуры вместе с документом, который вы хотите после доставки
Где находится ваш завод? Я хотел бы проверить это
Наш завод находится в Цзинане, провинция Шаньдун.Вы можете прилететь в аэропорт Цзинань Яоцян. Мы отправим наших сотрудников, чтобы они вас забрали.
В дизайне и технологии достигнуты большие успехи. Мы предоставляем нашим клиентам постоянный сервис.
1 2А135 – назначение и сфера использования агрегата
Как и многие другие станки для сверления, интересующая нас установка дает возможность осуществлять различные процедуры, включая и следующие:
- зенкерование;
- нарезание при помощи метчиков резьб;
- зенкование;
- подрезание торцов заготовок;
- развертывание отверстий.
Станки серии «А» отличаются тем, что они дают возможность осуществлять рабочие операции на наиболее рациональных режимах обработки деталей. Достигается это за счет высоких пределов подач шпинделя и чисел оборотов агрегатов. Такое оборудование в большинстве случаев эксплуатируется в инструментальных цехах, а также на ремонтных участках производственных предприятий. Стоит отметить – рассматриваемый станок также может использоваться и в массовом производстве, но при условии монтажа на него дополнительных приспособлений.
По ГОСТ 15150–69 станок 2А135 относят к четвертой категории размещения. Он позволяет выполнять обработку заготовок из разных по своим характеристикам материалов. При этом детали могут иметь широкий диапазон геометрических параметров. Обработка изделий производится режущими приспособлениями, сделанными из:
- быстрорежущих сталей;
- высоколегированных сталей;
- твердых сплавов.
При ручном управлении рабочими циклами шпиндель на агрегате подается механически. Данная особенность имеет большое значение для мелкосерийных компаний. А вот когда шпиндель подается вручную, на станке допускается при помощи машинных метчиков нарезать резьбу, так как двигатель агрегата оснащен реверсным механизмом.
Рассматриваемая нами универсальная установка для выполнения сверлильных работ имеет множество аналогов. Так, Стерлитамакский завод выпустил на ее основе ряд станков, включая 2С125-04, 2Н132, 2170М, 2С132ЦП, 2С170, 2С125-01, 2С50, 2С132Л, 2С125, 2170, 2С132. Да и зарубежные предприятия изготовили широкий спектр качественно сверлильного оборудования на базе описываемого агрегата:
- болгарский «Zmm Metalik AD» – PK032 и РК050;
- украинский «Веркон» – КА-232;
- гомельский РУП – 2Т150, 2ТС140 и 2Т140.
Настройка и наладка радиально-сверлильного станка 2Н55
Обрабатываемая деталь, в зависимости от ее габаритных размеров, крепится на плите или на столе станка. Крепление детали должно быть надежным, так как во время сверления деталь может провернуться и вызвать травму рабочего и повреждение станка.
В соответствии с выполняемой на станке операцией подбирается и устанавливается в шпиндель вспомогательный и режущий инструменты. При последовательной работе несколькими инструментами пользуются быстросменным патроном. 6 случае нарезания резьбы обязательно устанавливают предохранительный патрон.
При работе тяжелым инструментом следует отрегулировать пружину противовеса. Регулировка противовеса производится в нижнем положении шпинделя.
Рукав устанавливают на такой высоте, чтобы обработка велась при минимально выдвинутой пиноли шпинделя.
При выборе режимов резания следует иметь в виду динамические параметры станка (см.раздел “Краткая инструкция по использованию станков”).
Однако, выбор режимов, превосходящих указанные параметры, не приведет к разрушению деталей станка, так как его силовые узлы снабжены предохранительными устройствами, защищающими механизмы станка от перегрузки. При срабатывании предохранителей нужно снизить режимы.
Набор скоростей и подач производят следующим образом:
Случай 1 – шпиндель не работает, рукоятка управления фрикционной муфтой находится в среднем фиксированном положении. Поворачивают рукоятку набора скоростей или подач до совмещения нужной цифры на рукоятке с указательной рейкой. При этом на пульте загорается сигнальная лампа с надписью “набор режимов”. После того, как лампа погаснет, включают вращение шпинделя рукояткой управления фрикционной муфтой.






Направление вращения шпинделя, соответствующее положению рукоятки, обозначено стрелкой на табличке у рукоятки.
Механическая подача включается движением рукоятки 19 (см. рис. 15) вверх. Перед включением рукоятки управления фрикционной муфтой рукоятка 19 должна быть опущена.
Случай 2 – шпиндель работает, рукоятка управления фрикционной муфтой в одном из крайних положений» Поворачивают рукоятку набора в нужное положение, после того, как погаснет сигнальная лампа “набор режимов”, рукоятку управления фрикционной муфтой переводят в среднее фиксированное положение, затем снова включают рукоятку управления фрикционной муфтой,
В процессе работы механическую подачу можно включать и выключать рукоятками 25 (см. рис. 16). Включая механическую подачу рукоятками 25, перемещают их от себя.
Расположение основных частей сверлильного станка 2Н125
Расположение основных узлов сверлильного станка 2Н125
Обозначение основных частей сверлильного станка 2Н125
- Привод сверлильного станка — 2Н125.21.000
- Коробка скоростей станка — 2Н125.20.000
- Насос плунжерный масляный — 2Н125.24.000 для станка 2Н125
- Насос плунжерный масляный — 2Н135.24.000
- Коробка подач — 2Н125.30.000
- Колонна, стол, плита — 2Н125.10.000
- Механизм управления скоростями и подачами — 2Н125.25.000
- Электрошкаф — 2Н125.72.000
- Электрооборудование — 2Н125.94.000
- Шпиндель в сборе — 2Н125.50.000
- Система охлаждения станка — 2Н125.80.000
- Сверлильная головка — 2Н125.40.000
1 Назначение, функциональные возможности
Радиально сверлильные станки широко используются как в массовом, так и в единичном производстве для формирования отверстий в деталях из металла, чугуна и цветных сплавов. Основным движением в оборудовании данного класса является вращательное движение рабочего инструмента — сверла, и его возвратно-поступательная подача.
Радиальные агрегаты ориентированы на работу с крупногабаритными деталями, непригодными для рассверливания на обычных вертикальных станках из-за трудоемкости перемещения заготовки по рабочему столу. В отличие от стандартного оборудования, в радиальных механизмах зафиксированная на плоскости стола деталь остается неподвижной, а в требуемое положение перемещается шпиндель с рабочим инструментом.

Станок 2К550
От типа смонтированного на шпиндель рабочего инструмента непосредственно зависят функциональные возможности агрегата. Так, современные радиально сверлильные станки способы выполнять следующие операции:
- сверление;
- зенкерование;
- зенкование;
- развертывание;
- растачивание;
- подрезка торцов;
- нарезание резьбы (метрическая, дюймовая)
Ключевыми характеристиками оборудования являются три параметра: максимальный диаметр сверления, вылет шпинделя по отношению к станине и размеры рабочего стола, последние 2 определяют размеры деталей, которые может обрабатывать конкретный агрегат.
1.2 Особенности конструкции
В зависимости от конструктивных особенностей все радиальные агрегаты классифицируются на три группы:
- универсальные (стационарные);
- переносные (используются для обработки крупногабаритных заготовок, к которым оборудование подается подъемным краном);
- самоходные (перемещаются на тележках по рельсовым путям, фиксируются на деталях посредством башмаков).
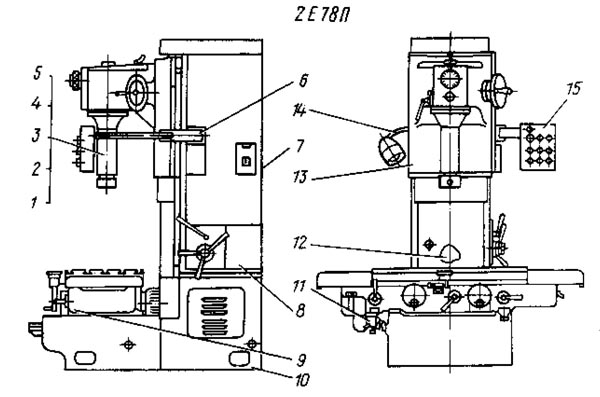
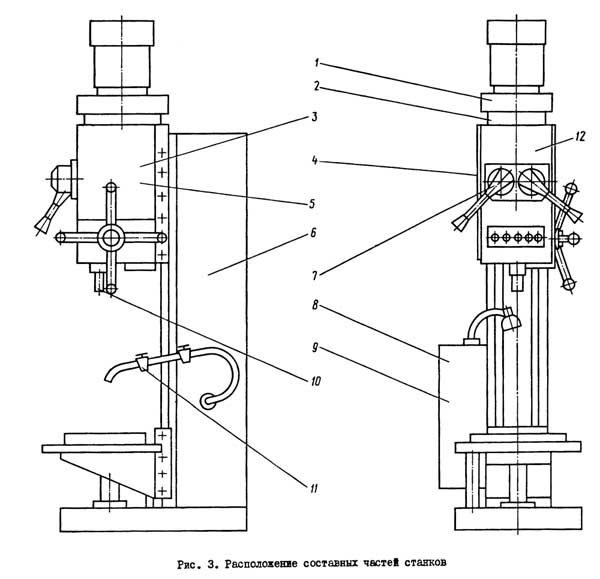
Схема конструкции радиального станка 2Е18П
Конструкция станка состоит из следующих узлов:
- Фундаментная плита.
- Несущая колонна.
- Гидрозажим.
- Поворотная гильза.
- Траверса.
- Сверлильная головка.
В процессе обработки сверлильная головка может перемещаться как вдоль направляющей траверсы, так и поворачиваться в пределах 360 благодаря перемещению поворотной гильзы. Сама деталь устанавливается на рабочем столе либо прямо на фундаментной плите (зависит от конструкции конкретного станка).
Колонна, монтирующаяся на фундаментной плите, выполняется из металлической трубы. На ее верхней части установлен механизм подъема, перемещающий траверсу в вертикальной плоскости. Сверлильная головка представляет собой отдельный конструктивный узел, состоящих из блока скоростей, механизма подачи и шпинделя.
Сверлильная головка в таком оборудовании имеет конструкцию, аналогичную вертикально-сверлильным агрегатам, однако она отличается повышенным числом подач и оборотов. Увеличенная скорость вращения шпинделя требует эффективной смазки, которая обеспечивается системой автоматической подачи СОЖ (резервуар с жидкостью, как правило, размещается внутри фундаментной плиты).
Крутящий момент на шпиндель сообщается от двигателя через коробку скоростей, состоящую из зубчатых колес. В качестве привода используются асинхронные двигатели, в одном станке может устанавливаться 3-8 моторов, каждый из которых отвечает за движения определенного узла конструкции. Для примера: распространенный станок 2А553 имеет 7 движков (электрическая схема демонстрирует расположение каждого из приводов):
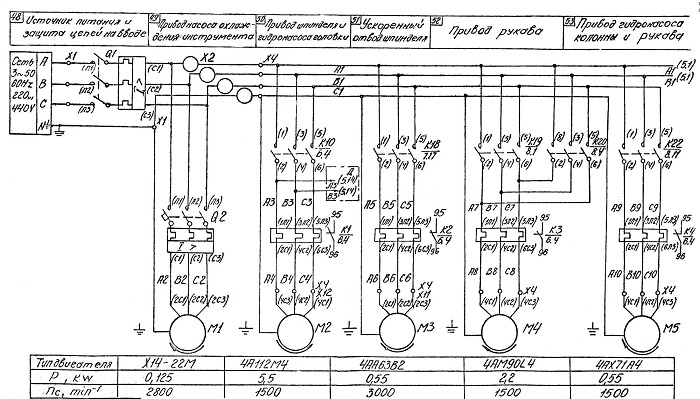
Электрическая схема станка 2А554
- M1 — двигатель насоса подачи СОЖ;
- M2 — двигатель шпинделя;
- M3 — двигатель ускоренного отвода шпинделя;
- M4 — двигатель траверсы;
- M5 — двигатель гидронасоса траверсы;
- M6 — двигатель набора скоростей;
- M7 — двигатель набора подач.
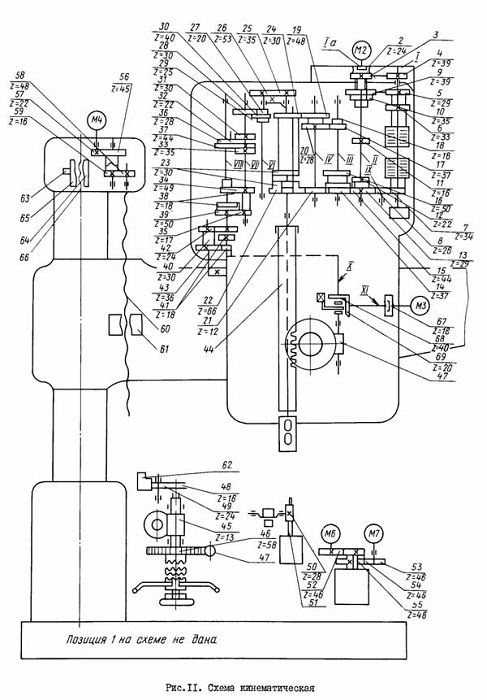
Кинематическая схема
Кинематическая схема данного станка, в свою очередь, состоит из 5-ти кинематических цепей: движения подачи, ускоренного перемещения шпинделя, вертикального движения траверсы, перемещения сверлильной головки по траверсе, вращения шпинделя.