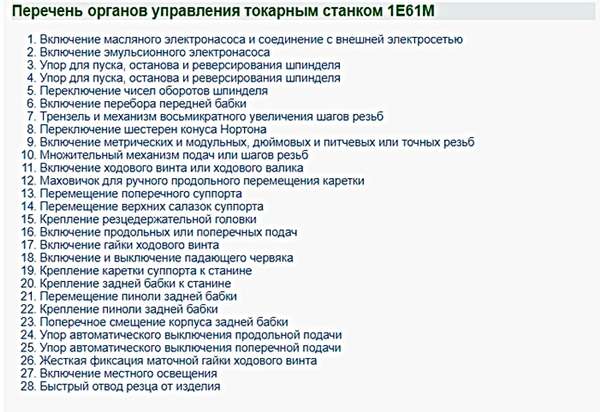
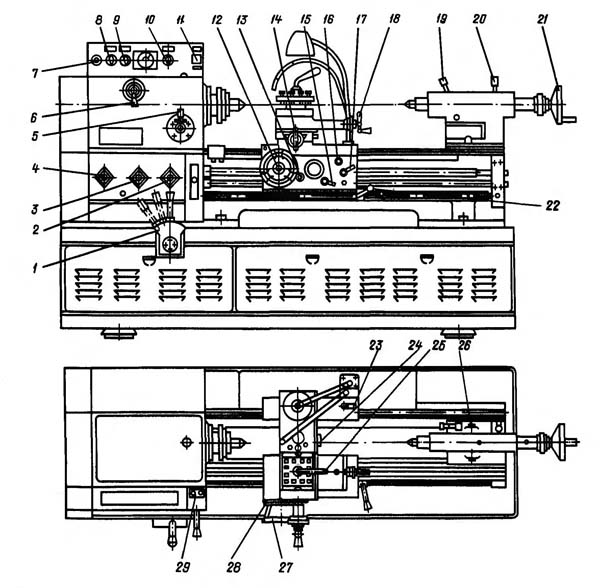
3 Сборочные узлы агрегата
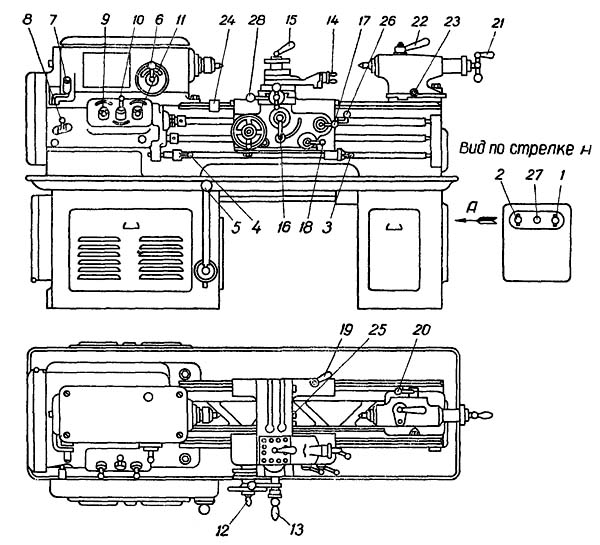
Станок состоит из следующих узлов:
- Тумба. Она сделана в монолитной форме, предназначена для монтажа станины. В правой части тумбы находится насос охлаждающего механизма и емкость для эмульсии, в центральной – двигатель основного перемещения, в левой – бак для смазочного состава и редуктор.
- Станина. Имеет диагональные ребра, коробчатую конфигурацию, одну плоскую и три призматические направляющие. По двум средним передвигается задняя бабка, по крайним – каретка. Точность агрегата остается неизменной долгое время в процессе эксплуатации и длительно сохраняет свою износостойкость за счет того, что задняя направляющая (призматическая) выполнена меньшего размера по сравнению с передней.
- Задняя бабка. К станине данный узел станка крепится через тягу, особый зажим (эксцентриковый) и специальный прихват при помощи рукоятки. Вращая винты, оператор установки передвигает корпус бабки в поперечном направлении.
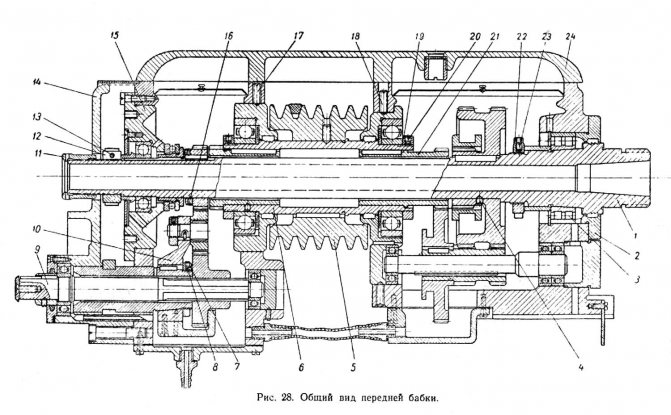
- Шпиндельная бабка. В ней устанавливается трензель и перебор. Монтируется шпиндель на двух опорах: упорный и радиально-упорный подшипник сзади, роликовый двухрядный подшипник спереди. В корпусе рассматриваемого узла находится приемный шкив. Клиновые ремни не натягивают шпиндель, так как располагается он на шарикоподшипниках в количестве двух штук.
- Фартук. В этой части станка установлен блокирующий механизм, не позволяющий включать одновременно подачи от ходового валика и ходового винта. Сама же конструкция фартука сделана так, чтобы он мог функционировать по упорам.
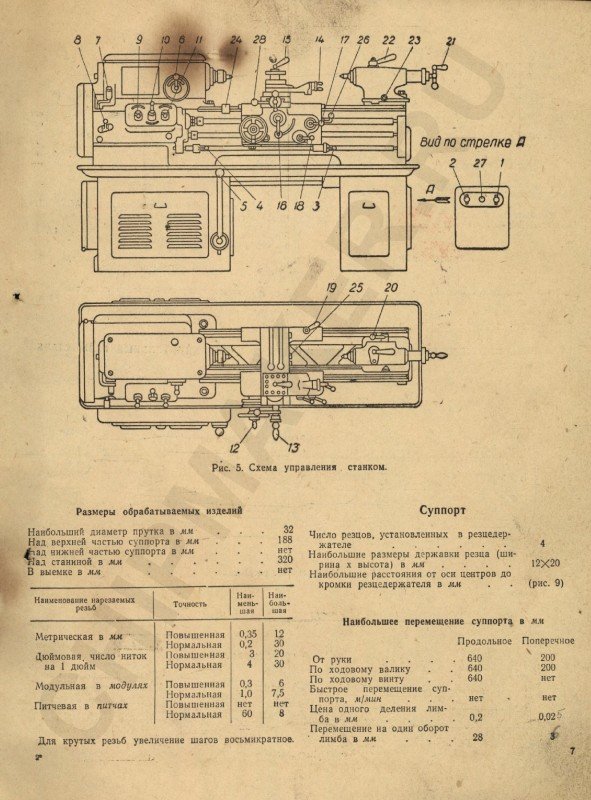
- Суппорт. В верхней его части, которая способна оборачиваться на 360 градусов, расположен резцедержатель (располагает восемью позициями). В данном держателе монтируется четыре отрезных резца (в специальные гнезда).
- Коробка подач. Движение на нее приходит с колес гитары, трензеля и шпинделя.
- Редуктор. Расположен на раме, находящейся на тумбе (на тыльной ее стороне). Для выполнения натяжения ремней редуктор перемещается вертикально.
- Система охлаждения. Из эмульсионной емкости жидкость для охлаждения поступает в область обработки детали. Операция стартует в момент нажатия рукоятки, предназначенной для включения электрического насоса. Его производительность составляет 22 литра охлаждающего состава в час.

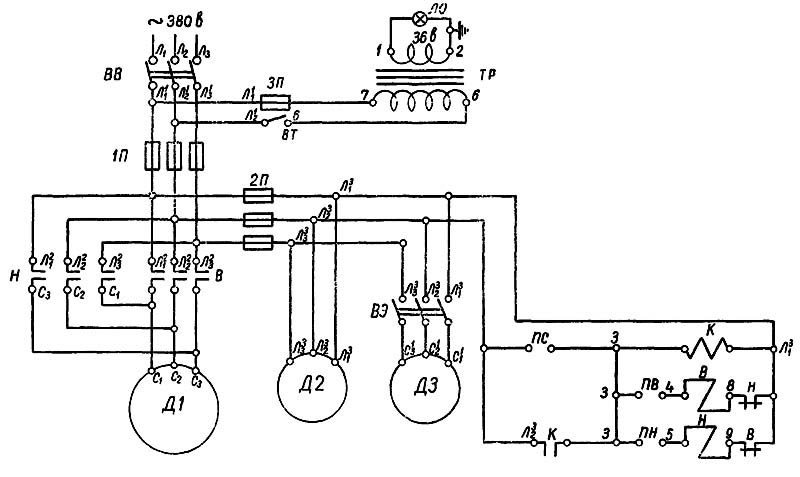
Отдельно скажем об электрическом оборудовании агрегата. Работает оно от переменного тока при напряжениях от 220 до 500 В (трехфазная силовая цепь), 24 В (освещение и цепь постоянного тока), 110 В (цепь управления). В задней части шпиндельной бабке имеется электрошкаф. Питание к нему подводится через специальное отверстие проводами для заземления и линейных цепей. Диаметр проводов равняется 2,5 квадратным сантиметрам.
Отключение основного привода и ограничение движения каретки производится конечным выключателем, который размещается на станине сзади. Рабочее место токаря освещается светильником, устанавливаемым на суппорте на стойке гибкого вида. В целом электрооборудование станка отличается высоким уровнем надежности, но при условии, что токарь постоянно следит за состоянием релейных и пусковых агрегатов станка, а также проводит его регулярное техобслуживание.
Основные технические характеристики токарного станка 1Е61ПМ
Основные параметры согласно ГОСТ 440-71.
| Наименование параметра | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | В | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 170 | 170 |
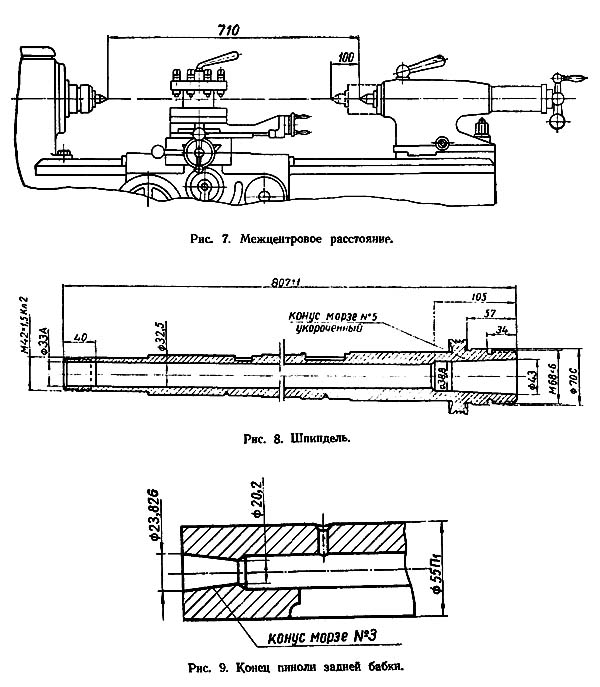
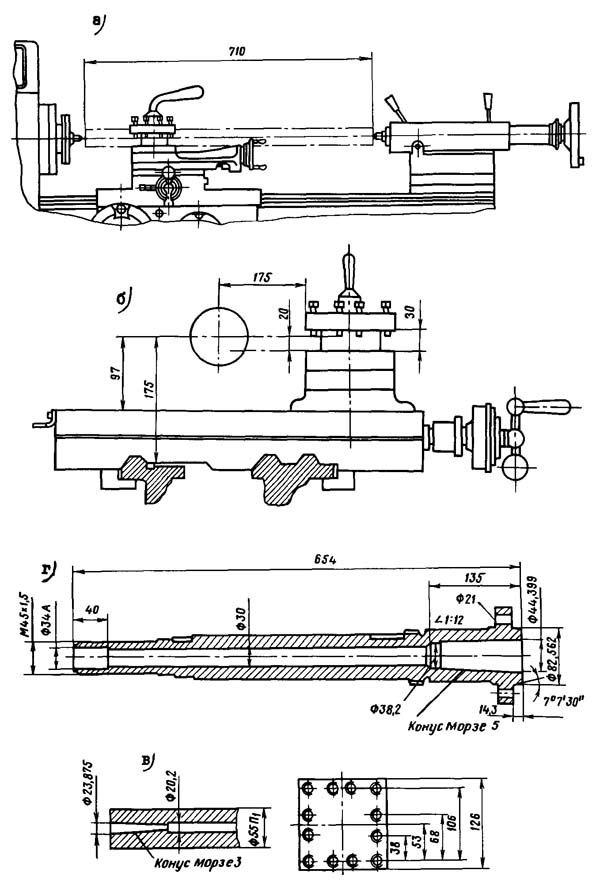
| Наибольшая длина устанавливаемой детали РМЦ, мм | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 175 | 175 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых/ обратных скоростей шпинделя | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | 5К | 5К | |
| Торможение шпинделя | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть |
| Подачи | |||
| Наибольшая длина хода суппорта (каретки) – продольное перемещение, мм | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,1 | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Количество подач продольных/ поперечных суппорта | 21 | 40 | |
| Пределы подач продольных, мм | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 35 | |
| Количество нарезаемых резьб модульных, мм | 19 | 31 | |
| Количество нарезаемых резьб дюймовых, мм | 15 | 26 | |
| Пределы шагов метрических резьб, мм | 0,35..12 | 0,1..56 | 0,1..56 |
| Пределы шагов модульных резьб, модуль | 0,3..6 | 0,1..28 | 0,1..28 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 20..3,0 | 30..3,0 | 60..3,0 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 | 20 | 20 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 0,05 | 0,05 |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||
| Электрооборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | 0,18 |
| Габариты и масса станка | |||
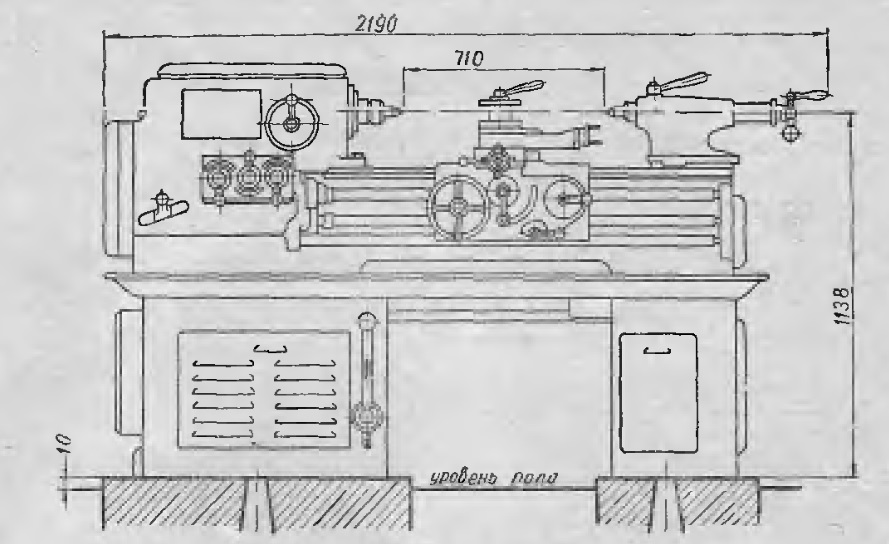
| Габариты станка (длина ширина высота), мм | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1650 | 1670 | 1810 |
Связанные ссылки. Дополнительная информация
Общие сведения об оборудовании.
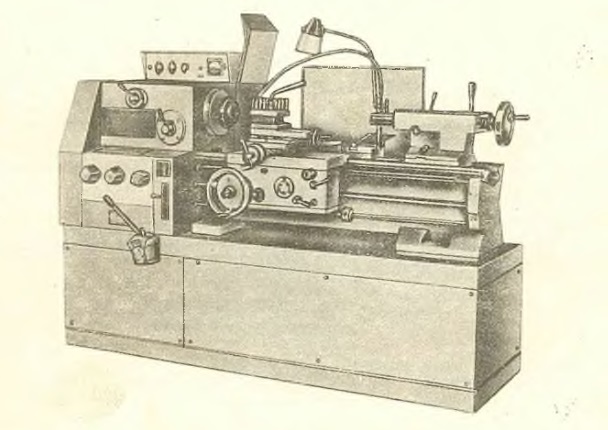
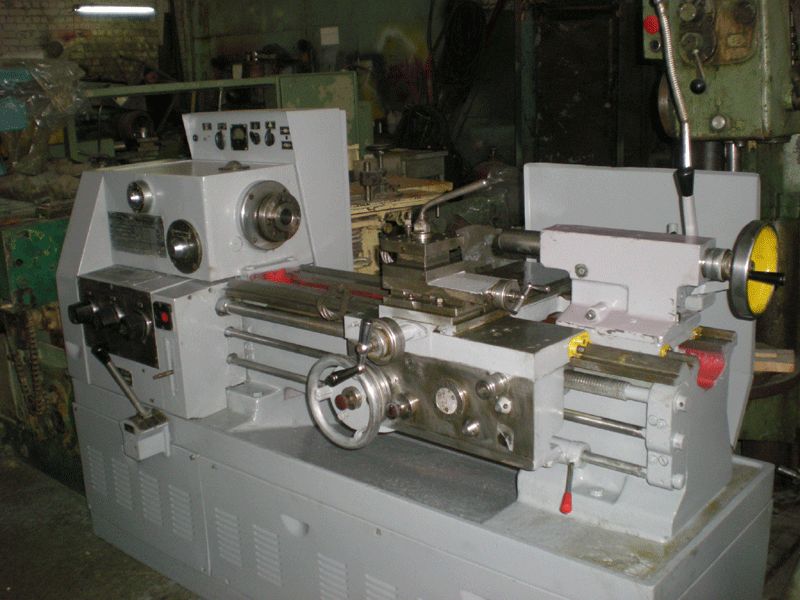
Станок токарно-винторезный 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб.
В описании технических характеристик токарно-винторезных станков модели С1Е61ВМ приводятся следующие параметры:
– Наибольший диаметр обрабатываемого изделия над станиной;– Наибольший диаметр обрабатываемого изделия над суппортом;– Наибольшая длина обрабатываемого изделия;– Центр в шпинделе;– Конец шпинделя;– Количество скоростей шпинделя прямого и обратного вращения;– Пределы частоты вращения шпинделя;– Количество продольных и поперечных подач шпинделя;– Пределы подач;– Количество нарезаемых резьб;– Пределы шагов нарезаемых резьб;– Габаритные размеры станка (длина ширина высота);– Масса станка (с электрооборудованием);– Число резцов, установленных в резцовой головке;– Наибольшее продольное перемещение;– Наибольшее поперечное перемещение;– Продольное перемещение на одно деление лимба;– Продольное перемещение на один оборот лимба;– Поперечное перемещение на одно деление лимба;– Поперечное перемещение на один оборот лимба;– Число резцовых головок в суппорте;– Наибольший угол поворота;– Цена одного деления шкалы и др.;
В описании технических характеристик электрооборудования приводятся следующие параметры:– Электродвигатель главного привода;– Мощность;– Частота вращения;– Подача;– Тип фильтра;– Электронасос системы охлаждения и др.;
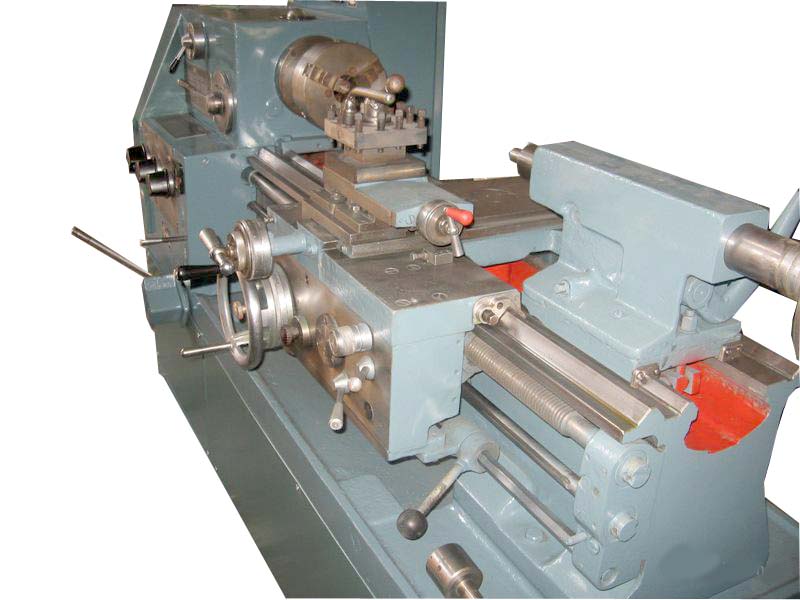
Устройство данных моделей
Компоновка станков С1Е61ПМ и 1Т61М схожа с теми, что у оборудования токарно-винторезной группы. К ее особенностям можно отнести нижеприведенные моменты:
- Станина. Для точного позиционирования всех узлов относительно друг друга используется жесткая основа. Уделяется довольно много внимания точности позиционирования всех элементов.
- Передняя бабка. Для передачи вращения устанавливается шкив, связанный со шпинделем. Основное вращение создает индивидуальный электрический двигатель. Исключить вероятность перегрева двигателя в случае заклинивания механизма решили при помощи клиноременной передачи. Она также применяется для изменения количества оборотов. Шпиндельная бабка характеризуется наличием шести скоростей переключения передачи. При этом регулировка происходит за счет перемещения блока-шестерни. Наличие большого количества трущихся элементов определяет то, что для снижения степени износа установлен насос для подачи смазки. Он работает также от основного привода.
- Суппорт. Продольное и поперечное передвижение суппорта осуществляется механическим способом. Для этого установили коробку передач и фартук с валиком. При необходимости может применяться ручной привод, представленный шестернями и маховиком. Также имеется и быстрая подача, которая нужна для смены положения суппорта.
- Задняя бабка. Она используется для существенного повышения точности резания. При установке требующейся оснастки можно провести фиксацию заготовки по второму торцу, за счет чего снизить вибрацию.
- Салазки для перемещения подвижных элементов. Они изготавливаются при применении нержавеющей стали с высокой прочностью и надежностью. Для того чтобы перемещение основных элементов проходило без сопротивления на салазки подается смазочная жидкость.
- Блоки управления представлены различными рукоятками и клавишами, а также лимбами.
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
Допустимый люфт шпинделя
Допустимый люфт шпинделя определяется по характеристикам установочного места и работающих в конструкции подшипников. Рекомендуемый согласно классу точности зазор по посадке составляет 0,005 мм. Предварительный натяг подшипников регулируется гайкой. Изменение посадочного зазора регулируется разъемным регулировочным кольцом. Его шлифуют до достижения нужного показателя, затем устанавливают и окончательно затягивают подшипник второй настроечной гайкой. Начинать работу по регулировке зазоров нужно с внутреннего кольца, которое должно быть прошлифовано по эталонному калибру КП-75.




Допуск биения шпинделя и патрона
При установке на конус шпинделя патрон может создавать люфт по трем схемам:
- боковой из-за неточного позиционирования;
- боковой из-за неравномерного прижима кулачков;
- торцевой из-за недостатков фланцев и посадки на шпиндель.
Допуск биения патрона в сумме с конструкционным биением шпинделя должен быть как можно меньше. Для класса точности Н — предел составляет 50 мкм. Чтобы добиться необходимой точности, нужно проводит расточку кулачков, обработку посадочного конуса, центровку и тщательную регулировку как шпинделя, так и отдельно блока патрона.
Конструкция токарно-винторезного станка 1В61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей обеспечивает 8 скоростей вращения шпинделя (32—1200 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками.
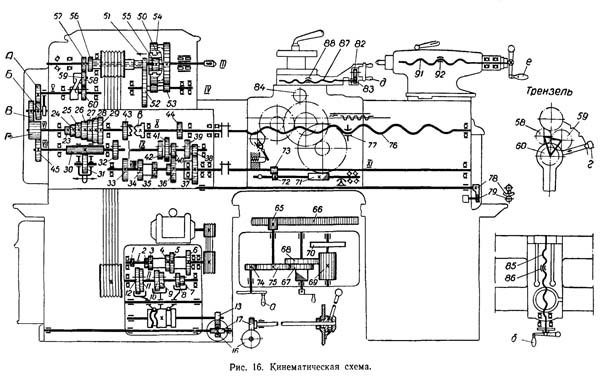
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку.
Чертеж коробки подач токарно-винторезного станка 1В61
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
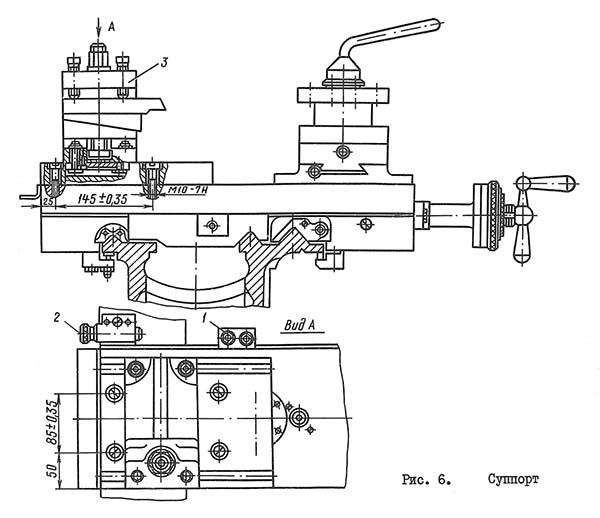
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
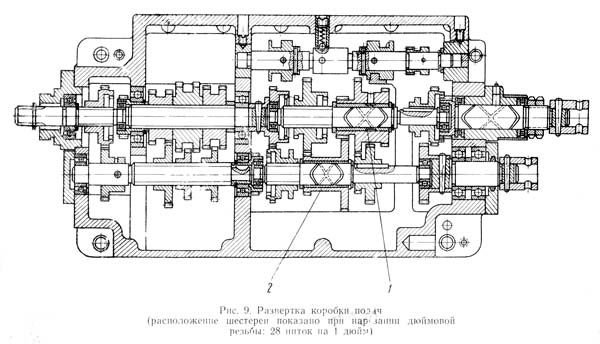
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.






Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта”. При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5
При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме

Чертеж суппорта токарно-винторезного станка 1В61
Фартук токарно-винторезного станка 1В61
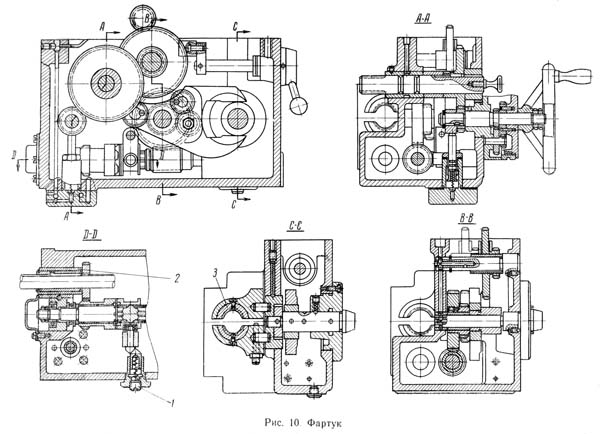
Чертеж фартука токарно-винторезного станка 1В61

Фото фартука токарно-винторезного станка 1В61
Фартук передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Технические параметры модели 1Е61М
Для токарного промышленного оборудования применяются некоторые критерии исходя из которых определяются условия эксплуатации конкретного станка. Для описываемой нами модели подобными критериями выступают:
- максимально допустимая длина подлежащей обработке заготовки;
- максимально допустимые обороты шпинделя в пределах минуты;
- наибольший диаметр подлежащей обработке детали.
Рассматриваемая нами модель способна обрабатывать заготовки максимальной длиной до 710 и наибольшим диаметром относительно суппорта 320 миллиметров. Количество оборотов шпинделя регулируется соответствующим переключателем в пределах от 35 до 1335 в минуту.
Характеристики токарного станка 1М61
Ниже приведено несколько таблиц с параметрами рассматриваемого агрегата.
Размеры обрабатываемых заготовок:
| Наименование | Единица измерения | Параметры | Примечания |
| Категория точности (ГОСТ) | – | Н | _ |
| Максимальный диаметр обрабатываемой заготовки | мм | 320 | Над станиной |
| Аналогичный показатель | мм | 160 | Над суппортом |
| Длина изделия по максимуму | мм | 710 | 100 на новых модификациях |
| Резец по высоте | мм | 25 | – |
| Края фланцевого шпинделя | – | 6К | Согласно ГОСТ 12593-72 |
| Диаметр прутка, помещающегося в отверстие шпинделя | мм | 32 | – |
| Центр узла передней бабки | мм | – | ГОСТ 13214-67 |
| Число передач (продольных и поперечных) | шт | 17 | – |
Нарезаемые резьбы:
| Метрические | Модульные | Питчевые | Дюймовые |
| 13 мм с шаговым пределом 0,5-6,0 единиц | 10 мм с шагом от 0,25 до 3 мм | 16 позиций плюс питч от 7 до 96 мм | 16 вариантов с количеством ниток на дюйм 3,5/48 |
Шпиндель и дополнительные элементы токарного станка 1М61:
| Шпиндель | Резцовые салазки |
| Прямое вращение – 24 скорости | Максимальное перемещение – 120 мм |
| Обратные обороты – 24 передачи | Угол поворота по максимуму – -60/+45 градусов |
| Интенсивность прямого и обратного вращения – от 12,5 до 1600 оборотов в минуту | Цена одного деления – один градус |
| Продели в продольной конфигурации – 0,08-1,2 мм/об | Показатель на лимбе – 0,05 мм |
| Аналогичный показатель в поперечной продоле – 0,04-0,95 мм/об | – |
| Диаметр отверстия – 35 мм | – |
| Торможение – имеется | – |
Габаритные размеры: длина/ширина/высота – 2,055/1,095/1,45 м. Масса – 1,26 т.
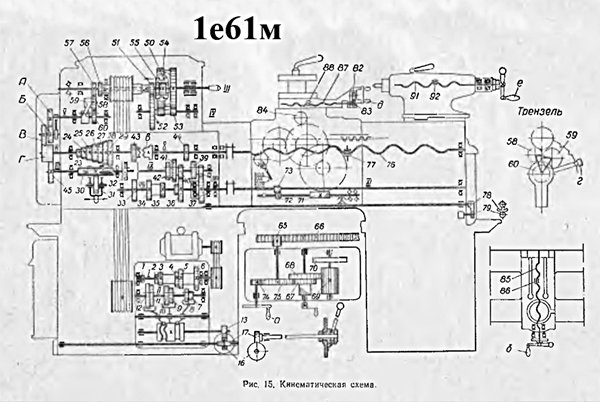
1 Особенности конструкции и функционирования токарной установки
Станок имеет группу точности «П», он оснащен автоматическим устройством переключения продольных движений суппорта на обратный и прямой ход. Привод агрегата производится от электрического двигателя.
Сначала движение получает суппорт, на который оно приходит через клиноременную передачу. Затем аналогичным способом движение передается бабке (шпиндельной), после чего его получает шпиндель (последняя операция осуществляется посредством зубчатых передач).

Установленная на станке коробка подач позволяет выполнять нарезание резьбы. Специальное звено в цепи подач увеличивает в восемь раз величины шагов резьб и подач. Находится оно в шпиндельной бабке на трензеле. Запуская это звено, оператор установки получает возможность нарезать с увеличенным шагом заданные резьбы. Также резьбы могут нарезаться в обход коробки подач посредством соединения зубчатых сменных колес с гитарой и ходовым винтом. Озвученная схема обеспечивает кратчайшую винторезную цепь.








Фартук универсального агрегата располагает устройством, которое при использовании неподвижных упоров может выключать без участия человека (автоматика) поперечную и продольную подачу. Кроме того, такое устройство не дает станку выйти из строя при существенных перегрузках.

Без смазочного состава шпиндельная бабка работать не может, так как отключение насоса смазки и привода основного двигателя блокированы друг с другом. За подвод к месту выполнения токарной операции жидкости для охлаждения и смазки отвечает электрический насос. Оператор запускает его специальной управляющей рукояткой по мере потребности.
Торможение шпинделя производится при помощи электромагнитной муфты, которая размещена в редукторе. Реверсирование основного двигателя станка является электрическим. Чтобы выполнить эту операцию, необходимо перевести в соответствующее положение рукоятку реверса.
1Е61ПМ, 1Е61ВМ Электрооборудование токарного станка

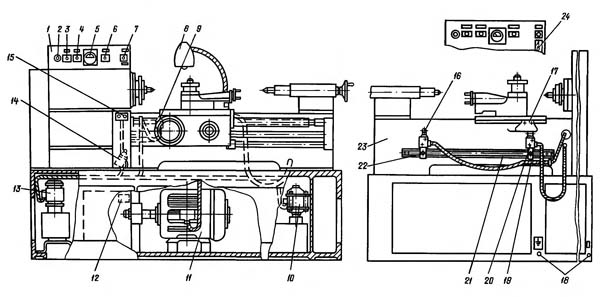
Расположение электрооборудования на токарном станке 1е61пм
Расположение электрооборудования токарного станка
- электрошкаф
- сигнальная лампа
- вводной выключатель
- переключатель частоты вращения электродвигателя главного привода
- амперметр, указывающий нагрузку
- выключатель электронасоса охлаждения
- тумблер включения тормоза
- лампа местного освещения
- конечный выключатель продольной подачи
- электронасос охлаждения
- электродвигатель главного привода
- электромагнитная муфта тормоза шпинделя
- электронасос смазки
- выключатель реверса шпинделя
- пост управления станком
- конечный выключатель автоматического реверсирования и блокировки
- упор
- болт заземления
- винт крепления установки конечного выключателя
- конечный выключатель автоматического реверсирования и блокировки
- штанга
- винт крепления установки конечного выключателя
- станина
- переключатель автоматического режима
Примечание. Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.

- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
1Е61МТ станок токарно-винторезный высокой точности. Назначение и область применения
Токарные станки моделей 1Е61МТ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61МТ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
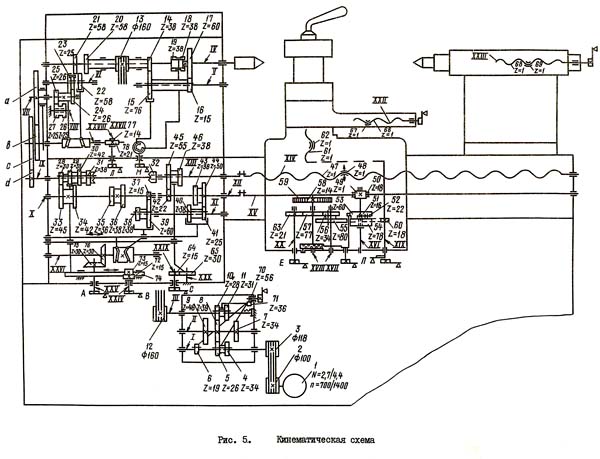
Описание конструкции токарно-винторезного станка
Привод станка 1Е61МТ осуществляется от индивидуального электродвигателя мощностью 4,5 кВт и числом оборотов в минуту 1335.
Клиноременной передачей движение передается на приемный шкив коробки скоростей. От коробки скоростей шестью клиновыми ремнями движение передается дальше, на шкив передней бабки, а затем при помощи зубчатой муфты — на шпиндель.
Нарезание резьб высокой точности обеспечивается возможностью соединения ходового винта непосредственно с соответствующим комплектом сменных шестерен на гитаре, минуя всю цепь коробки подач.
Станок также позволяет нарезать резьбы нормальной точности при помощи коробки подач.
Цепь подачи станка имеет звено увеличения шага, посредством которого достигается восьмикратное увеличение табличного значения подач и шагов резьб.
Включая звено увеличения шага, можно производить нарезку крутых резьб, прорезать всевозможные крутые спирали, нарезать многозаходные червяки и выполнять ряд специальных работ.
Фартук станка имеет механизм «падающего» червяка, автоматически выключающего продольную и поперечную подачи при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломок при перегрузке. Но при работе ходовым винтом пользоваться продольным упором недопустимо.
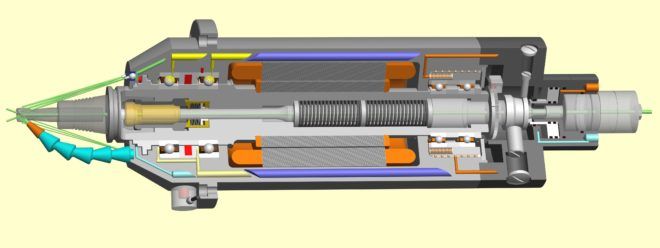
В средней части шпиндельной бабки помещен клиновой приводной шкив, смонтированный на двух шарикоподшипниках. Таким образом, шпиндель разгружен от натяжения клиновых ремней.







Смазка передней бабки автоматическая, от отдельного масляного насоса. Включение главного электродвигателя и включение масляного насоса сблокированы, чем исключена возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится электронасосом, включение которого осуществляется по мере надобности от отдельного выключателя.
Реверсирование главного движения станка — электрическое. Торможение вращения шпинделя производится противотоком в электродвигателе.
Применяемый на станке электродвигатель с повышенным скольжением обеспечивает повышение частоты реверсирования при нарезании резьб.
Производственные возможности станка значительно расширяются с помощью ряда дополнительных принадлежностей, прилагаемых к станку по особому заказу за отдельную плату.
Станок обеспечивает высокую точность при соблюдении следующих пунктов:
- Не допускать установку станка вблизи машин ударного действия и машин, вызывающих внешние вибрации.
- Станок должен быть установлен в чистом светлом помещении, но в то же время его следует предохранять от прямого солнечного света.
- Не допускать установку станка вблизи приборов отопления.
- Температура в помещении должна поддерживаться в пределах 18—20° С.
ТВ-01 — 1949 год, первая модель серии токарно-винторезных станков, Ø 340 х 1000 мм
ТВ-01М — токарно-винторезный станок
1Е61 — 1955 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
1Е61М — 1965 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61МТ — токарно-винторезный станок высокой точности, Ø 320 х 710
1Е61МТС — токарно-винторезный станок повышенной точности специализированный
1Е61ПМ, 1Е61ВМ — 1975 год, токарно-винторезный станок повышенной точности, Ø 320 х 710
1Е61ПМа — токарно-винторезный станок повышенной точности, Б/с главный привод, Ø 320 х 710
1Е61ПМФ3 — токарно-винторезный станок повышенной точности с ЧПУ «ФС-2К», Ø 250 х 630
с1Е61ПМ, с1Е61ВМ — токарно-винторезный станок повышенной точности специализированный, Ø 320 х 710
УТ16П, УТ16В — 1982 год, токарно-винторезный станок высокой точности, Ø 320 х 710 мм
УТ16ПМ, УТ16ВМ — 1987 год, токарно-винторезный станок повышенной точности, Ø 320 х 750 мм
УТ16ПМТ, УТ16ВМТ — 1987 год, токарно-винторезный станок повышенной точности, Б/с главный привод
УТ16Ф3 — 1983 год, токарно-винторезный станок с ЧПУ «Луч-2Т», Ø 200 х 630 мм
УТ16Д — токарно-винторезный станок повышенной точности
Б/с главный привод — бесступенчатый привод шпинделя на двигателе постоянного тока или тиристорном преобразавателе частоты.
Регулирование токарно-винторезного станка 1М61
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Регулирование подшипников шпинделя
При ремонте радиальный зазор переднего подшипника выбирается затягиванием гайки 2 (см.рис.6), которая после этого фиксируется контргайкой.
Гайка 3 предназначена для ослабления натяга подшипника. После регулирования гайка 3 фиксируется на прежнем месте.
Осевой люфт шпинделя регулируется гайкой 1. Затягиванием гайки 1 ликвидируются зазоры в коническом и упорном подшипниках. После регулирования гайка 1 фиксируется контргайкой.
Чрезмерное затягивание гайки 1 недопустимо. Шпиндель должен легко проворачиваться от руки.
Регулирование натяжениz ремней
При уменьшении крутящего момента шпинделя следует проверить натяжение ремней. Для изменения натяжения следует снять кожухи, ослабить четыре гайки на задней стенке левой тумбы, которыми закреплена подмоторная плита и, поддерживая электродвигатель, установить требуемое натяжение ремней.
Регулирование осевого люфта ходового винта
Осевой люфт ходового винта регулируется гайкой 1 (см.рис.7). Гайка 1 после затягивания фиксируется контргайкой. Чрезмерное затягивание гайки 1 недопустимо. Ходовой винт при раскрытой маточной гайке должен легко проворачиваться от руки.
Регулирование механизмов фартука
Усилие срабатывания предохранительной муфты 3 (см.рис.8) отрегулировано на заводе. Она предохраняет механизм станка от перегрузки при работе и встрече суппорта с жестким упором.
При необходимости можно произвести дополнительную регулировку предохранительной муфты, заворачивая винт 5 и тем самым постепенно увеличивать сжатие пружины 4.
Регулирование люфта корпуса маточной гайки в осевом направлении производится поджатием планки винтами, ввернутыми в правую торцовую стенку корпуса фартука. Б каждом отверстии находится по два винта: один рабочий и другой контровочный. При регулировке контровочный винт вывертывается.
При необходимости зазор маточной гайки регулируется винтом 6.
Винтом 9 регулируется усилие фиксации диска 8, удерживающее полугайки 7 в раскрытом положении.
Регулирование механизмов суппорта
Каретка прижимается к направляющим станины планками. Регулирование поджимающего усилия планок производится винтами 4 (см.рис.9).
Люфт нижних салазок направляющих каретки выбирается клином 3.
Люфт верхних салазок выбирается клином 7.
Четкость работы кулачковой муфты I резцедержателя регулируется винтами 2.
Устранение люфта винта поперечного перемещения суппорта производится затягиванием винта 5.
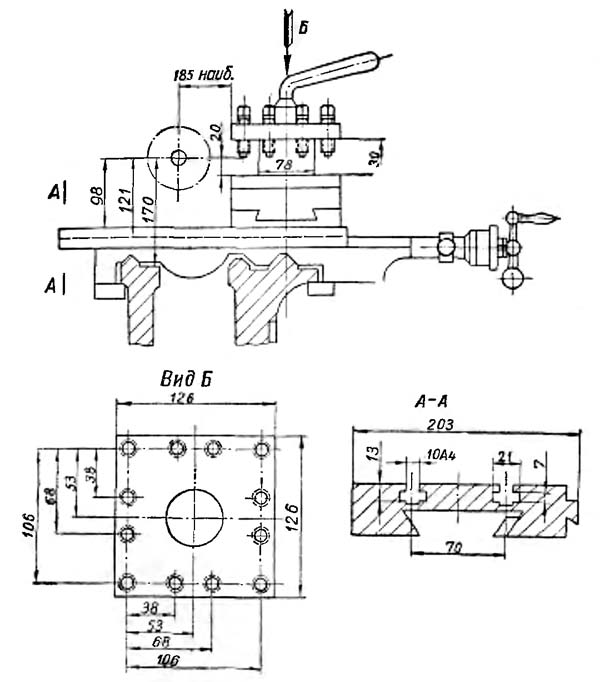
Регулирование рукоятки фиксации задней бабки
Рукоятка 17 (см.рис.3) может оказаться в положении, неудобном для фиксации задней бабки от перемещений. Для переустановки рукоятки следует отвернуть стопорный винт, расположенный сзади бабки, приподнять рукоятку, развернуть ее в нужное положение, опустить и зафиксировать.




Технические характеристики
Модификация 1Е61МТ занимает высокую позицию в списке лидирующих установок по многим показателям эффективности, но для массовой штамповки деталей она не годится.

Токарный станок 1е61мт
Перед началом работы на токарном устройстве необходимо сравнить допустимые параметры заготовок, основными из которых являются:
- Деталь должна проходить по своей длине.
- Основу операции составляет выбранный скоростной режим, проверяется соответствие необходимо для обработки частоты вращений.
- Производится сверка диаметра будущей резьбы.
При совпадении этих условий мастер переходит непосредственно к настройке станка.

Токарный станок 1Е61М обладает массой отличий от альтернативных моделей. Технические параметры винторезного оборудования:
- Мощность главного привода, обеспечивающего вращение – 4,5 кВт.
- Отдельный двигатель насоса охлаждения работает при 125 Вт, двигатель смазочного механизма также на 125 Вт.
- Допустимая высота центров составляет 170 мм.
- Диаметр использующихся прутков доходит до 32 мм.
- Число резцов в главном держателе равняется 4.
- Две резцовые головки – на передней части, вторая расположена на заднем участке.
- Довольно точные параметры смещения лимба – 0,2 мм по продольной направляющей, и 0,02 мм по поперечной.
- Частота вращений минимальная – 35, максимальна доходит до 1600 оборотов.
- Масса оборудования без дополнительного оснащения – 1650 кг.
Токарная модель дополнительно оборудована специальной защитной системой от чрезмерных перегрузок шпинделя.
Шпиндель токарного станка
При возникновении необходимости он автоматически блокируется либо постепенно останавливается.
Заключение
Первичная и текущая регулировка – операции, которые играют важную роль для стабильной работы всех составляющих, механизмов. Для каждой детали при этом используется отдельный инструмент, позволяющий добиться наилучших результатов. Остаётся только решить, какие параметры будут актуальными при той или иной ситуации.
Станки серии 1E61M до сих пор пользуются спросом не только у частных мастеров, но и на различных предприятиях. Это классический вариант, сохраняющий актуальность даже при появлении более современных аналогов. Учитывается и стоимость установки, которая остаётся доступной по всем параметрам.