
Особенности эксплуатации
При эксплуатации направляющие металлорежущего токарного станка должны подвергаться регулярному осмотру с целью исключения неисправностей его отдельных элементов. Их износ повлечет за собой образование люфта и снижение точности обработки детали и заготовки.
Они должны быть чистыми, своевременно смазаны техническим маслом. При возникновении необходимости их следует заменить на новые, выполнив
Особое внимание в ходе эксплуатации станка ТВ-6 следует:
- обращать на клиноременные передачи приводного механизма, у которых возникает ослабление ремней. Их необходимо периодически проверять, чтобы натяжение на одну ветку ремня соответствовало требуемому – 10 кг;
- устранять вибрации шпинделя, подтягивая гайкой шпиндельный узел. Если мера не приносит желаемых результатов, то нужно заменить подшипники;
- регулировкой гаек, шлифовкой торцов колец аннулировать незначительные зазоры, возникающие в ходе обработки деталей.

Технические характеристики и габаритные параметры
Еще один плюс агрегата ТВ-320 в его небольших размерах. Это позволяет использовать оборудование даже в цехах малой площади. Масса станка –2 900 кг. Габариты по длине, ширине, высоте в см 180х95х120.
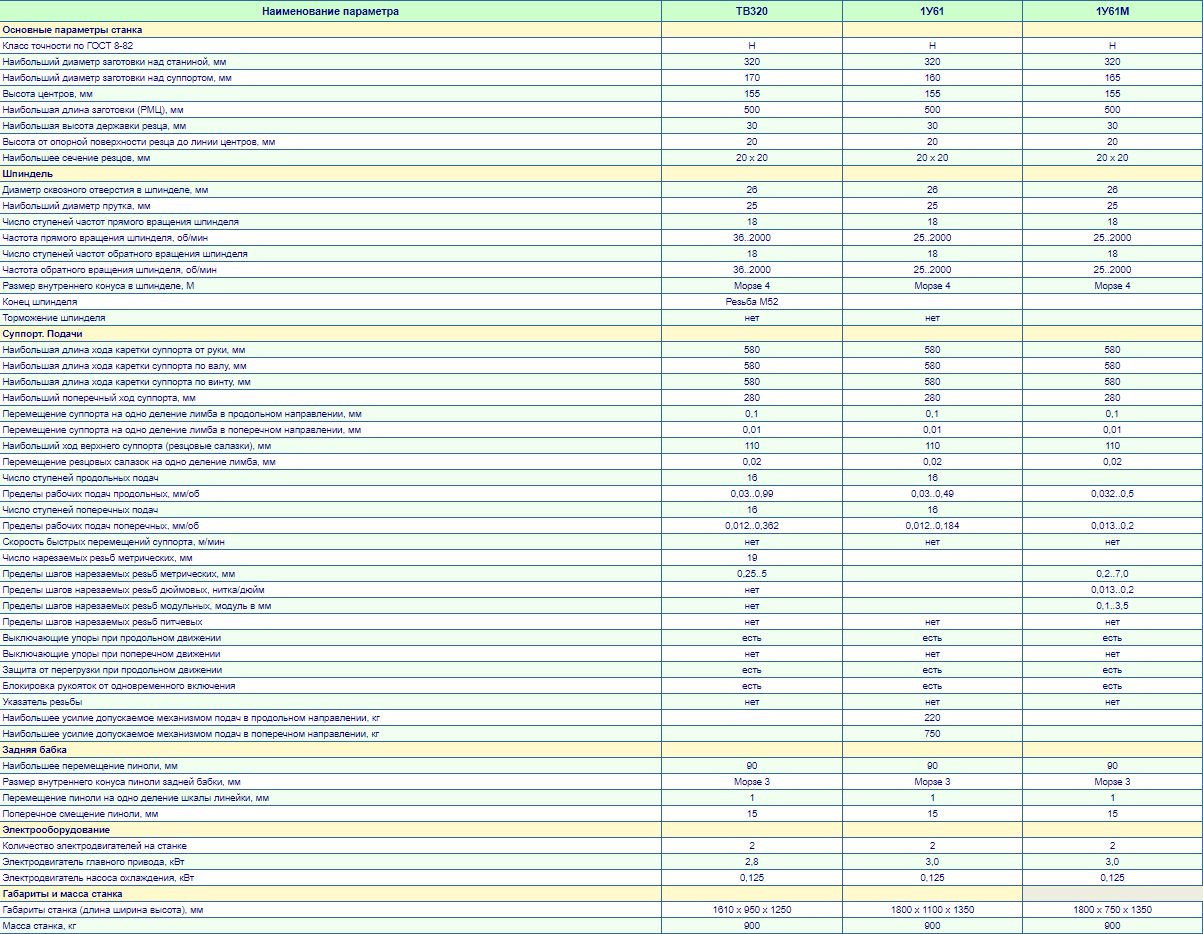
Главный привод станка – электродвигатель с мощностью 3 кВт и номинальным числом оборотов 1430 об/мин.
Основные технические характеристики:
- передняя бабка переключается в диапазоне 18 скоростей;
- пиноль задней бабки можно переместить на 90 мм;
- для закрепления задней бабки используется гайка;
- прутовая заготовка может иметь наибольший диаметр – 25 мм;
- у блока подач 16 ступеней регулировки в продольном и поперечном направлениях;
- длина заготовки при ее обточке имеет ограничения – 50 см;
- диаметр посадки в шпинделе – 26 мм;
- наибольший размер поперечного движения у суппорта – 28 см;
- продольный максимум хода суппорта – 58 см;
- количество оборотов в минуту на шпинделе – 36-2000 об/мин.
На агрегате отсутствует система торможения шпинделя.
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.

Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.

При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно! Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность
Конструкция станка ТВ-320
Основными элементами конструкции являются:
- Коробка скоростей.
- Коробка подач.
- Передний узел.
- Задний узел.
- Привод подач.
- Фартук.
- Привод охлаждающей системы.
- Каретка резцедержателя.
Устройство станины
Рабочая основа устройства – коробчатая отливка из чугуна – располагает на себе все прочие составляющие токарно-винторезного агрегата. Внутри основы находятся специальные ребра, расположенные по диагонали, которые увеличивают ее жесткость.

Основа установлена на двух чугунных тумбах, а в ее верхней части располагаются четыре направляющих – три треугольные и одна плоская. По двум призматическим направляющим перемещается устройство резцедержателя, а по призматической и плоской – задний узел.
Левая опорная стойка станины содержит:
- коробку скоростей;
- электрооборудование, размещенное в шкафу;
- электродвигатель главного привода;
- емкость для охладительной жидкости.
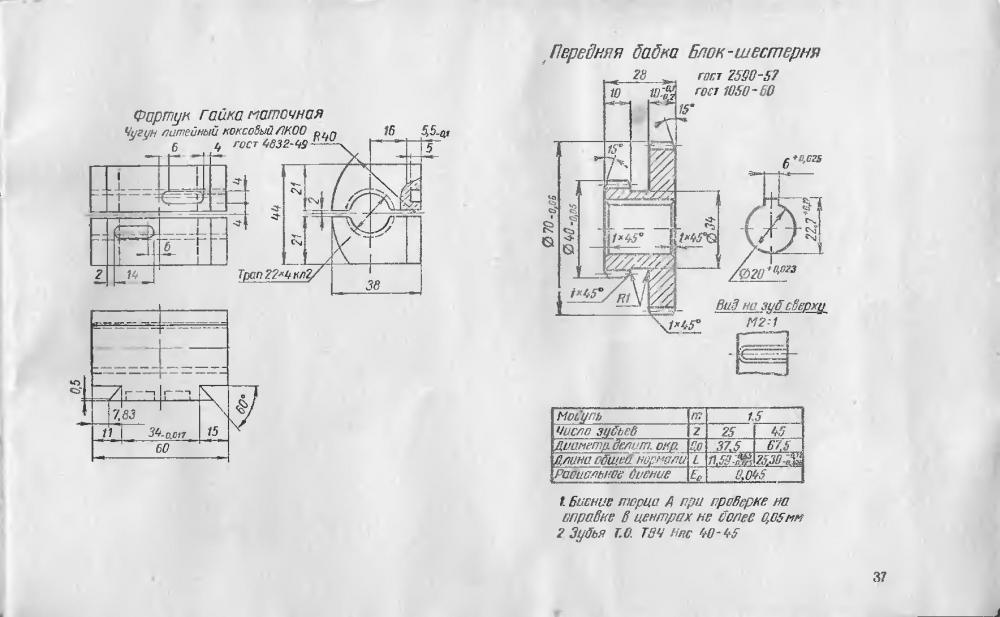
Передняя и задняя бабка
Передний шпиндельный узел изготовлен из литого чугуна и состоит из таких механизмов: перебора скоростей, расположенного в передней части узла, и привода, осуществляющего прямое и обратное вращение.
Главный рабочий вал установки представляет собой пустую трубу с конусной шейкой на переднем конце. Шпиндель установлен на двух опорах, в которых установлены подшипники: скольжения – в передней; радиально-упорный – в задней. Большая часть вибрационного воздействия во время работы приходится на упорный подшипник.
Узел главного вала и его элементы имеют такие характеристики, соответствие которым необходимо:
- Продольный зазор между частями опор – 0,01-0,015 мм.
- Биение в продольном направлении – не превышающее 0,01 мм.
- Диаметральный зазор между валом и подшипником – 0,015-0,03 мм.
В переднем узле располагается и механизм изменения направления подач (не вносящий изменений в параметры вращения). Он находится в левой части узла. Специальными гайками регулируются подшипники качения переднего узла.
Задний узел устройства в осевом направлении перемещается исключительно посредством ручного воздействия. Он предназначен для удержания конца длинных болванок во время проведения токарных работ и для фиксации резцов. Фиксируется узел на рабочей основе токарно-винторезной установки эксцентриковым механизмом.
Перемещение заднего узла возможно в двух направлениях – продольном и поперечном – благодаря чему осуществляется работа с заготовками конических форм. Осевое передвижение заднего узла вдоль направляющих основы осуществляется благодаря вращающемуся от маховика винту, соединенному с гайкой.
Внутри заднего узла передвигается пиноль, которая устанавливается в определенное положение двумя зажимами, связанными с рычагом управления.
Модернизация
Производитель выпускал две вариации токарного станка ТВ-320. Она была в базовой комплектации, а второй вариант отличался повышенной точностью.




ТВ-320
Это стандартный станок классической вариации. Он снабжен стандартными узлами для любого токарного станка и имеет класс точности Н.
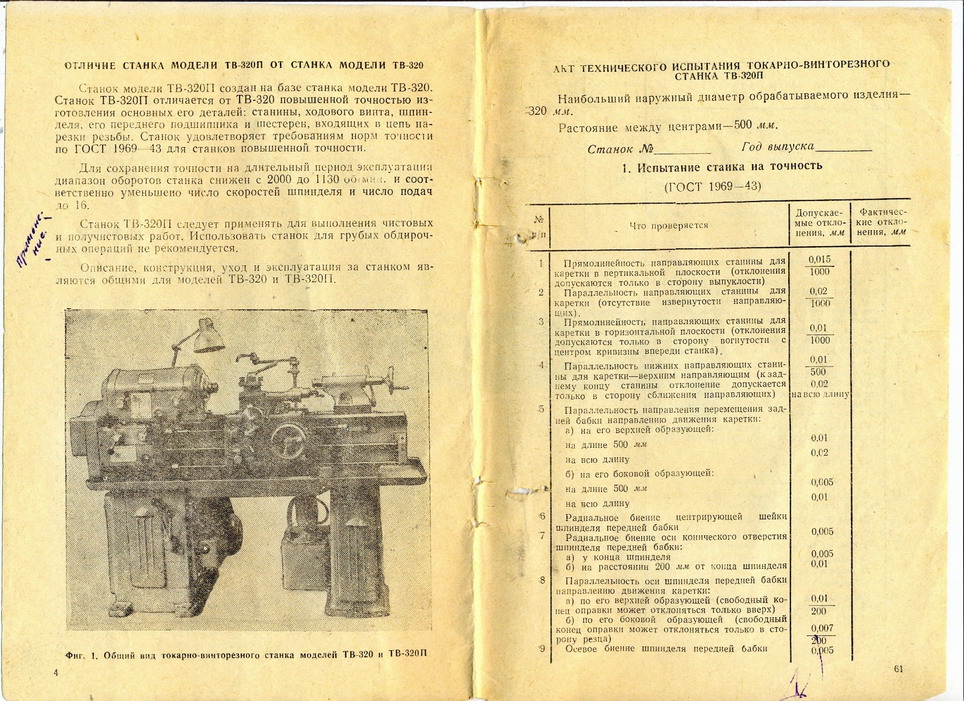
ТВ-320П
Отличается от классической модели повышенной точностью обработки заготовок. При его изготовлении к основным узлам, таким, как ходовой винт, шпиндель, передний подшипник, зубчатые колеса, все, что входит в кинематическую схему, предъявляются особые повышенные требования по точности обработки.
Особенности конструкции
Фото станка ТВ 320
- Токарный станок ТВ 320 получил классическую конструкцию. Все узлы и агрегаты располагаются согласно стандартной схеме;
- При этом станок отличается оригинальной системой быстрого точения заготовок;
- Другая особенность станка заключается в смене подачи без необходимости останавливать оборудование;
- Основное оборудование расположено на станине. Сама станина изготовлена из высококачественного чугуна;
- Станина стала весомой причиной повышенной устойчивости агрегата;
- Характеристики конструкции токарно-винторезного станка также минимизируют ремонт, возникающий в результате нестабильной работы узлов;
- Конструкция позволяет токарно-винторезному станку ТВ 320 иметь повышенный запас прочности.
ТВ 320 — это токарно-винторезный станок, который относится к классу оборудования с повышенной точностью обработки деталей. Соответствующие характеристики были достигнуты, в том числе, и за счет конструктивных особенностей.
Среди основных нюансов конструкции, которые имеет станок, стоит выделить основные.
- Устройство токарно-винторезного станка позволяет использовать два резца. Конструкцию суппорта разработали таким образом, чтобы он мог менять положение держателя резца в оба направления. Одновременно с этим суппорт может располагаться за осевой линией центров станка.
- Дополнительное оснащение токарно-винторезного станка. Конструкцией станка предусмотрена возможность устанавливать вспомогательные агрегаты. С их помощью осуществляется обработка на токарных узлах, фиксируя заготовки в патронах, центрах или цанговых зажимах ТВ 320.
- Токарные патроны могут иметь диаметр 150 и 120 миллиметров. Чтобы предоставить такую особенность, конструкцией предусмотрели наличие трех болтов на чугунной планшайбе. С их помощью выполняется жесткая фиксация.
- Чтобы снизить трение, инженеры использовали подшипники скольжения на основе бронзы.
- ТВ 320 оснастили автономной масляной станцией. Для ее работы имеется отдельный электрический двигатель.
Ориентировочная цена данного токарно-винторезного станка составляет от 10 тысяч долларов на вторичном рынке. Некоторые продавцы просят около 500 тысяч рублей за данный агрегат. Приобретать его или нет, дело лично каждого.
Но перед покупкой вам следует знать про его относительно важный недостаток — дефицит запчастей. Чтобы выполнить ремонт, потребуются соответствующие запчасти. Если сам ремонт выполнить не сложно, то отыскать детали — проблема. Для этого рекомендуется обращаться на старые производственные базы или искать комплектующие на специализированных форумах.
При этом важный плюс ТВ 320 заключается в том, что при грамотном уходе и соответствующей эксплуатации ремонт потребуется не скоро. Только периодическая профилактика, для которой искать редкие запчасти не придется.
https://youtube.com/watch?v=GD55JhY_d_4
Описание комбинированного токарно-винторезного станка 1Д95
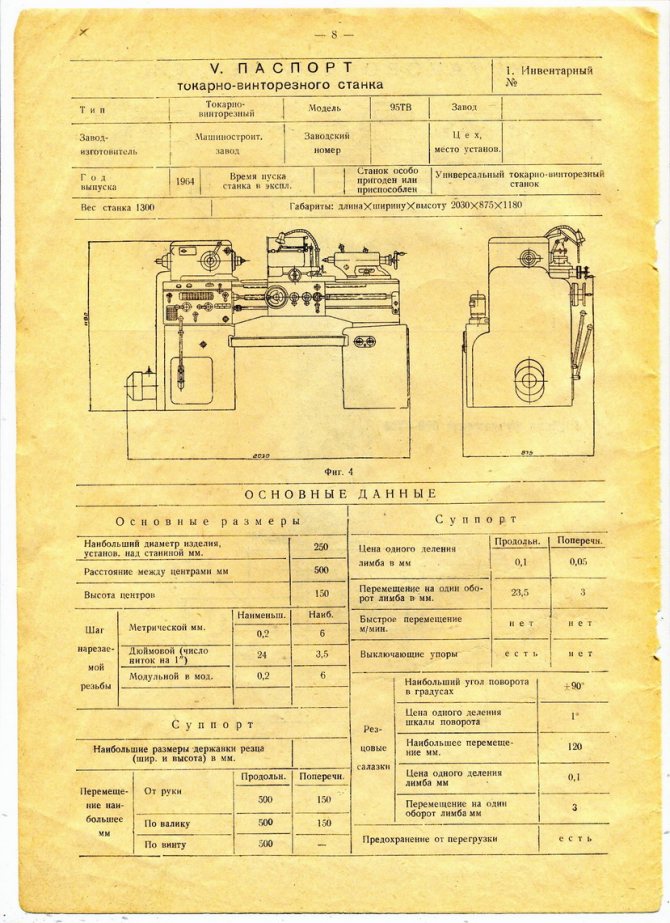
Комбинированный станок с переменной высотой центров от 235 до 355 мм выполняется с расстоянием между центрами 1000 мм.
Станина станка коробчатой формы с поперечными ребрами имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя — перемещения задней бабки.



Станина устанавливается на две пустотелые тумбы. В левой тумбе смонтирован электродвигатель главного движения.
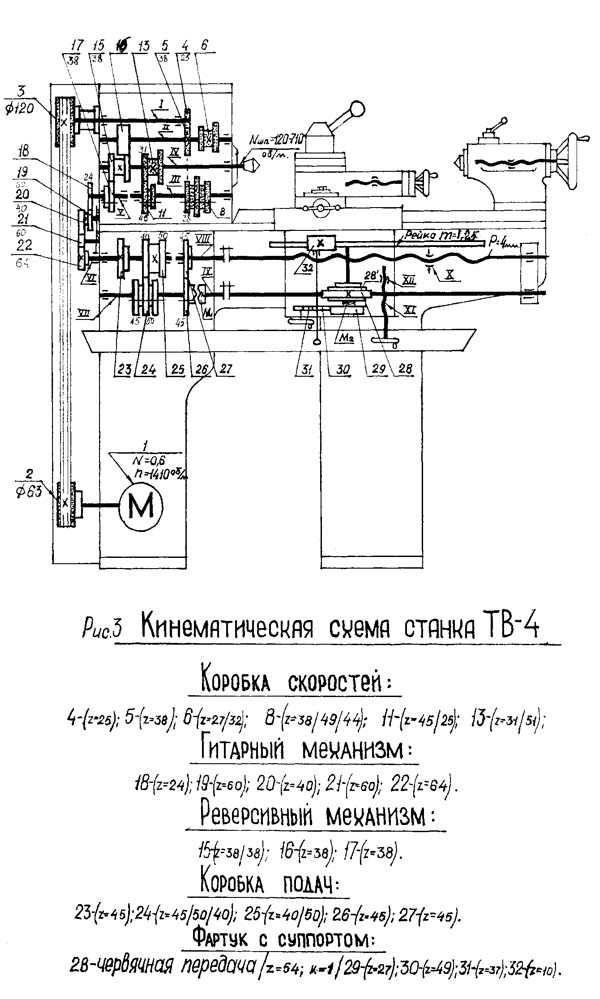
Коробка скоростей крепится и может передвигаться по вертикальным направляющим стойки, прикрепленной к левой головной части станины. Движение коробки скоростей передается от индивидуального электромотора, помещенного в левой тумбе станка, через клиноременную передачу.
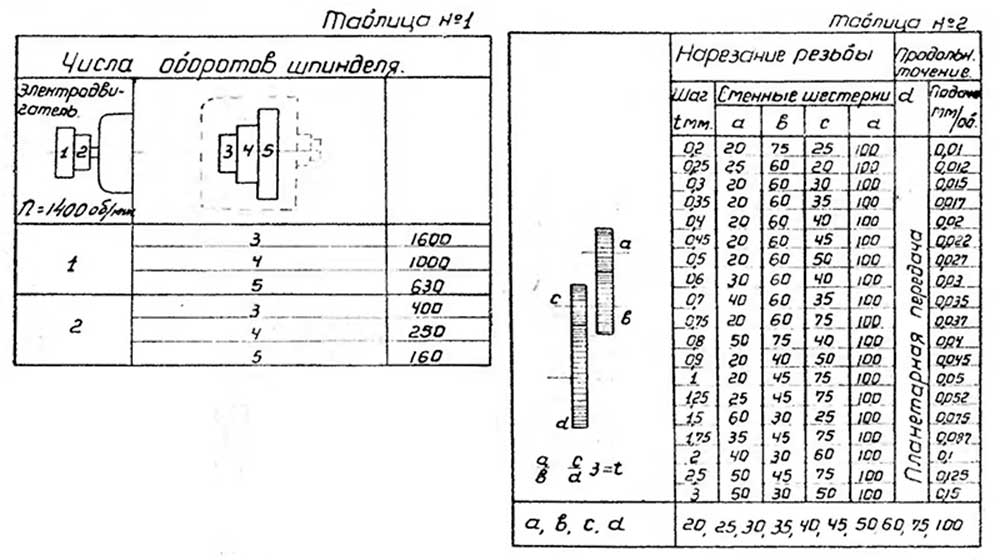
Внутри коробки движение идет через валик фрикциона и шестеренный механизм к шпинделю и цепи подач. Переключением соответствующих рукояток коробки скоростей предоставляется возможность получить 6 различных скоростей вращения шпинделя при прямом вращении электродвигателя и 6 скоростей при обратном вращении.
Все шестерни выполнены из углеродистой стали с соответствующей термообработкой. Во избежание поломки зубцов шестерен не следует производить изменение скорости шпинделя на ходу. Пуск, останов и включение обратного хода производится рукояткой 14 (см. схему управления), управляющей фрикционной пластической муфтой.
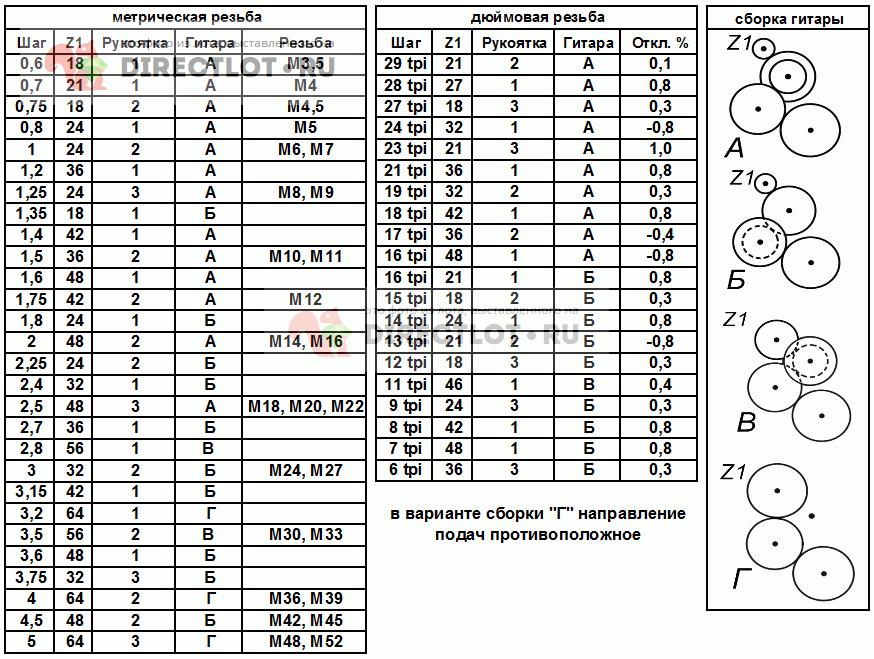
Коробка подачи получает движение от коробки скоростей через сменные шестерни приклона. Механизм коробки подач дает возможность получить необходимые подачи и следующие виды резьб:
- метрические
- дюймовые
- модульные
- питчевые
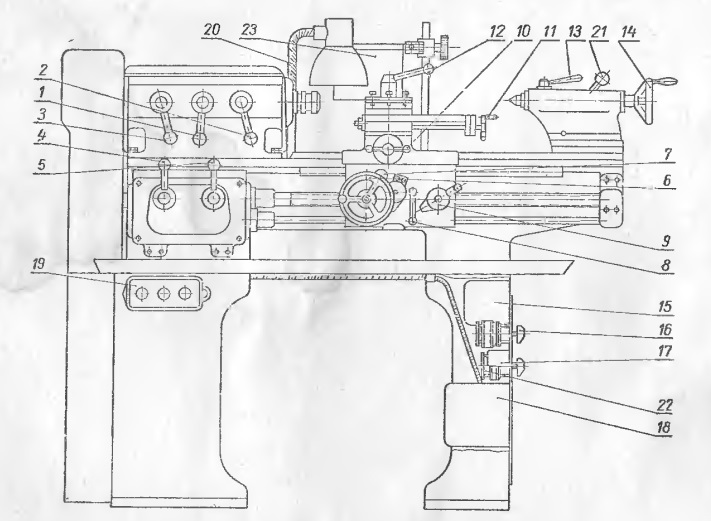
Получение необходимых подач и резьб достигается переключением соответствующих рукояток коробки подач согласно таблицы, укрепленной на щитке коробки подач. Фартук снабжен 2-мя фрикционными муфтами, позволяющими осуществлять ход суппорта в продольном и поперечном направлениях. Фрикционные муфты дают возможность автоматически отключать подачу при перегрузках. Управление перемещением каретки и нижней части суппорта осуществляется рукоятками 25—29 (см. схему управления фиг. 3).
Механизма быстрого автоматического перемещения суппорта фартук не имеет. Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика. Верхнее положение рукоятки 32 соответствует выключенному положению гайки ходового винта и дает возможность рукоятке 30 включать продольные и поперечные подачи. Нижнее положение рукоятки 32 соответствует включенному положению гайки ходового винта.
На оси XXIX смонтирован лимб продольной подачи с ценой деления 1 мм.
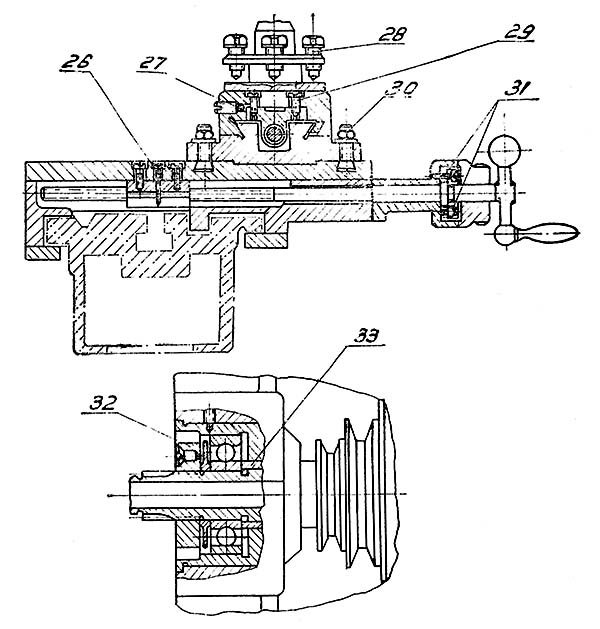
Суппорт, благодаря крестовой конструкции, имеет возможность перемещаться в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Оба эти перемещения могут быть осуществлены как от механического привода с реверсом, так и от руки. Кроме того верхняя часть суппорта, несущая на себе 4-х гранную резцовую головку имеет независимое ручное продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 45° в ту и другую сторону. Задняя бабка крепится к задней стойке, по которой она может перемещаться в вертикальной плоскости. Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
При точении конуса корпус задней бабки перемещается в поперечном направлении.
Сверлильный агрегат установлен на стойке передней бабки, имеет отдельный привод и может работать независимо от токарно-фрезерного агрегата.
Для получения необходимого числа оборотов сверла нужно установить клиновой ремень на соответствующую ступень шкива, согласно таблицы и рукоятку 18 (фиг. 3) переместить в нужное положение.
Охлаждение
Подача охлаждающей жидкости из эмульсионного бака, расположенного под корытом к месту резания осуществляется электронасосом, производительностью 22 л в минуту.
Патроны
Станок снабжен 3-х кулачковым самоцентрирующим патроном диаметром 250 мм; 4-х кулачковым патроном и поводковой планшайбой. Патроны, посредством фланцев, и поводковая планшайба навертываются на резьбу шпинделя до упора.
Технические характеристики универсального токарного станка 1м63мф101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
|---|---|---|---|
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 12,5..160022,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,0250,026-0,380,028-0,34 | 0,06-1,40,024-0,5180,019-0,434 | 0,06-1,40,024-0,5180,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,20,039..1,180,336..1,0 | 0,24-5,60,096-2,0720,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |


Особенности станины токарного агрегата ТВ-320
Вся конструктивная оснастка станка располагается на чугунном основании, которое имеет коробчатую конфигурацию. В верхнем участке главной опоры оборудования размещены 4 направляющие, три из которых призматические, а одна – плоская. Они установлены на двух чугунных стойках. По призматическим направляющим перемещается поддерживающий узел (суппорт) агрегата, а по остальным задняя бабка.
В левой тумбе опоры располагается блок скоростей токарного агрегата, отдел с электрооборудованием, электропривод, резервуар для охладителя.
Устройство шпиндельной бабки агрегата
Передний узел токарного станка ТВ-320 сделан из чугуна способом литья. В лицевой области токарного станка размещен узел перебора скоростных режимов, а в оборотной части – активный механизм блока подач, функционирующий в нескольких (прямое, обратное) направлениях.
Нагрузка реза, влияющая на шпиндельный механизм по его базисной точке, принимается упорным подшипником.
Компоненты шпиндельной системы должны обладать определенными свойствами:
- расстояние между звеньями заднего оплота – 0,01– 0,015 мм;
- промежуток промеж подшипника и полого вала в поперечном направлении – 0,015–0,03 мм.
Узел агрегата, посредством которого осуществляется изменение подачи, располагается в левой области шпиндельной бабки. Регулировка подшипников качения этого узла выполняется с помощью индивидуальных гаек.


Механический держатель для резцов (суппорт агрегата)
Предназначение поддерживающего узла в токарном станке заключается в решение двух дилемм:
- на приспособление можно закрепить режущий инструментарий;
- передвижение токарного реза в продольном и поперечном направлениях.
Продольное передвижение бывает ручным либо механическим. Внутри конструкции предусмотрены два Т-образных паза для монтажа добавочного реза. Перпендикулярное передвижение осуществляет каретка из резцовых салазок, а уровень регулируется посредством двух упоров – шарикового и поперечного вида.
Назначение фартука токарного агрегата
Располагается с лицевой стороны. Специальная оснастка позволяет уберечь устройство от аварийной ситуации, когда происходит внезапный пуск рабочего ролика и винта.
Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
При появлении перегрузок в токарной системе во время обработки болванок срабатывает аварийное отключение подачи, которое называют устройством падающего червяка.
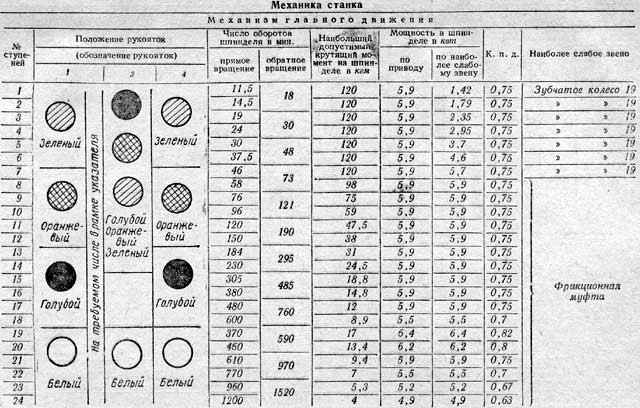
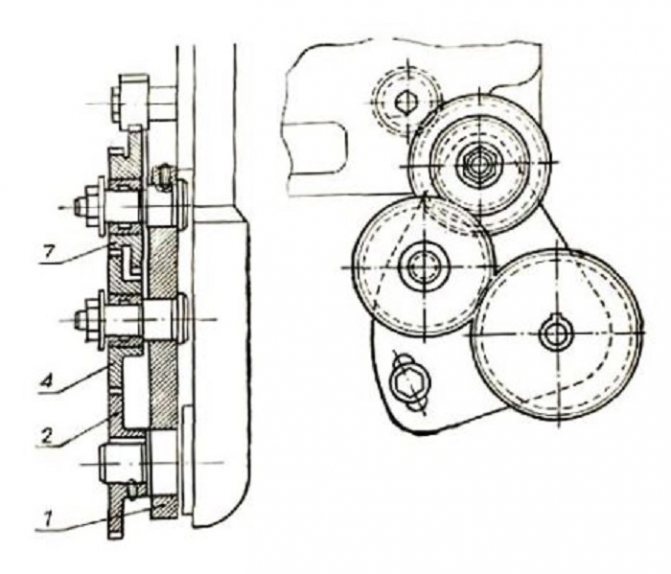
Функции блока оборотов агрегата
Через коробку скоростей передается вращательное действие от главного электродвигателя к шпиндельному механизму. На 3 валах блока имеется два коробки шестерен, которые обеспечивают девять скоростей вращения шпинделя. Можно контролировать натяжку ремней, передающих вращательные движения, посредством передвижения корпуса блока скоростей по особым пазам. Если возникает цель передвинуть коробку, то следует ослабить фиксирующие болты.
Чтобы ролики легче претерпевали нагрузки, для этого в их основании размещены подшипники (шарикового и роликового типа), промежуток в которых контролируется особыми винтами и гайконарезными соединениями.
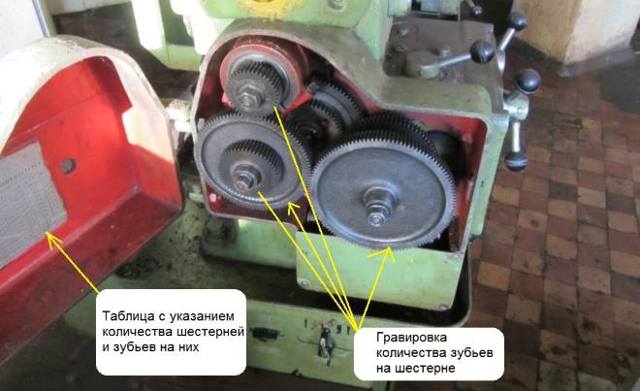
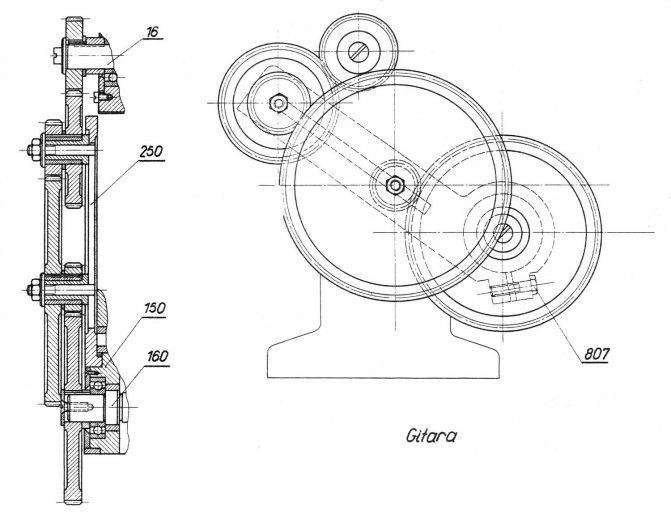
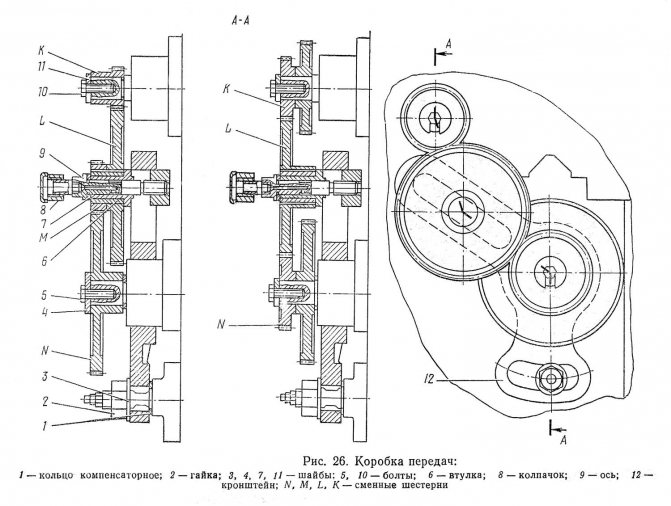
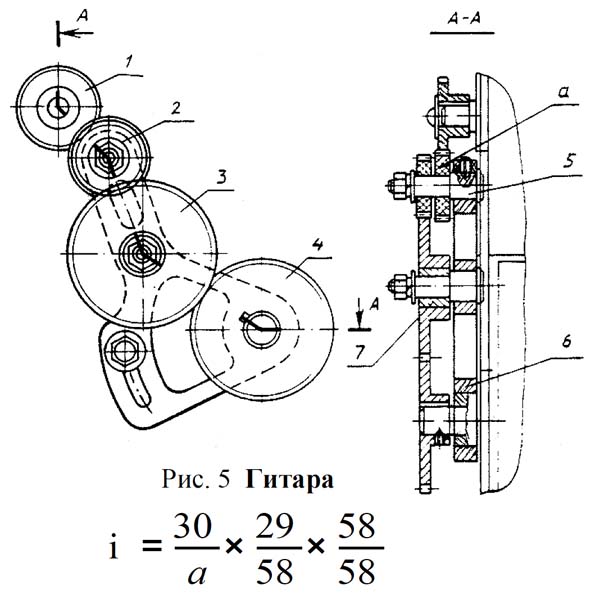
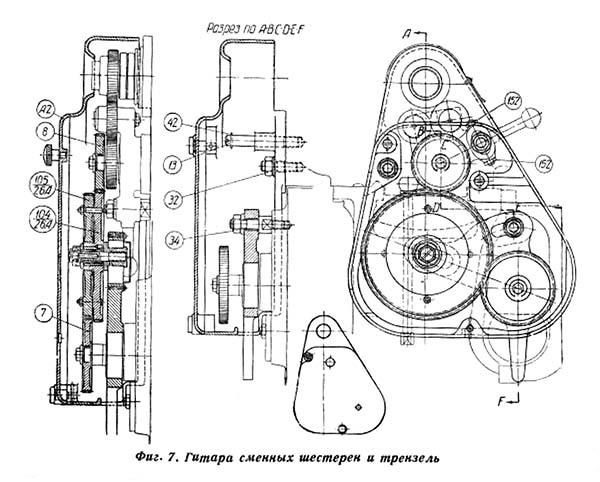
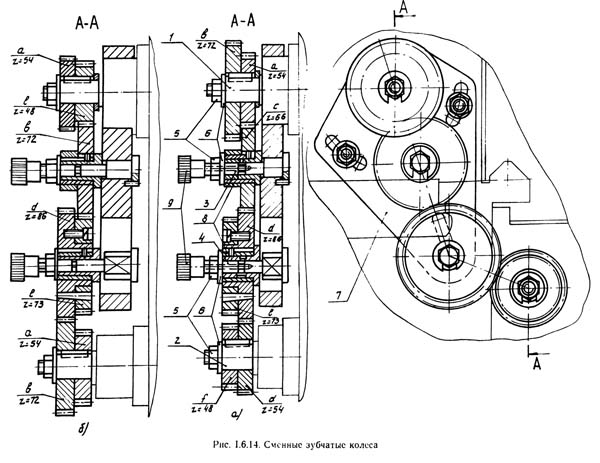
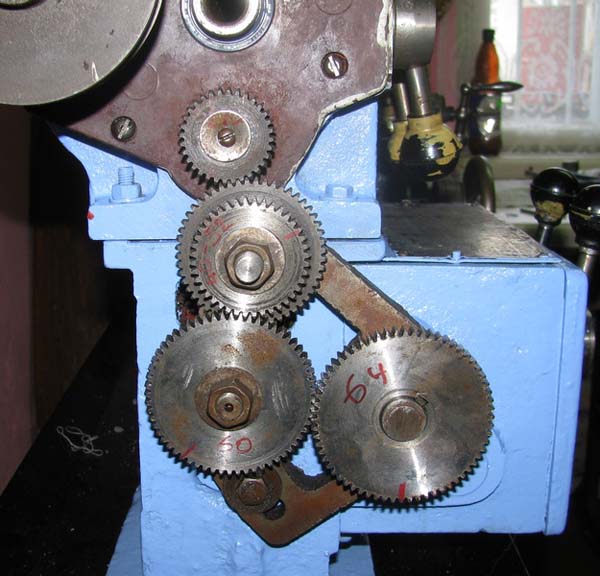
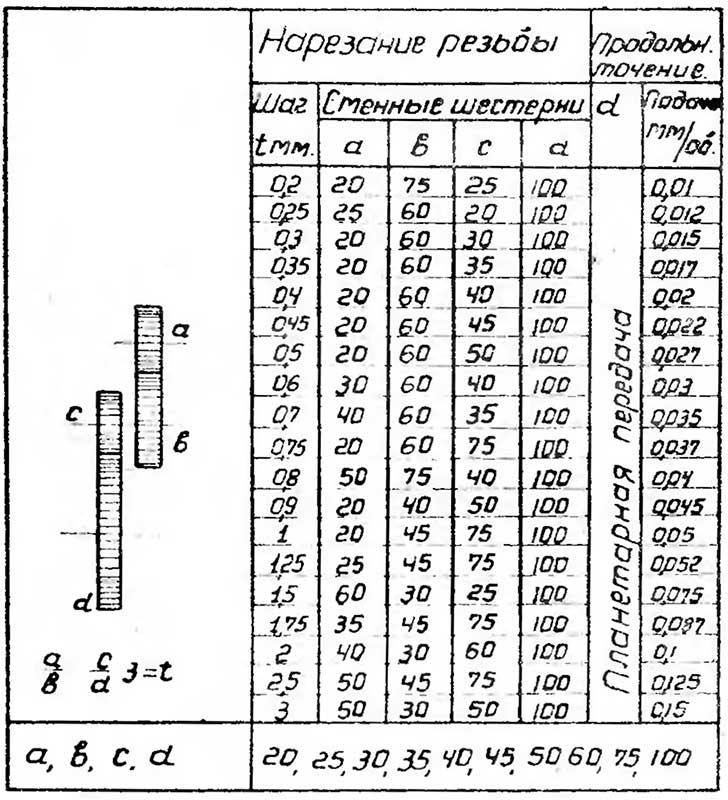
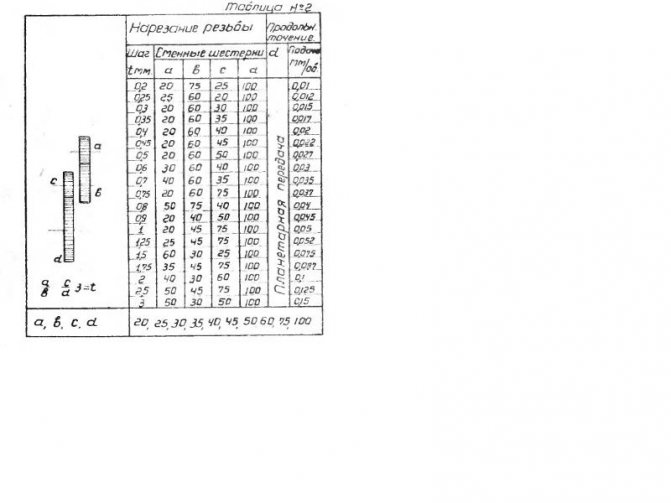
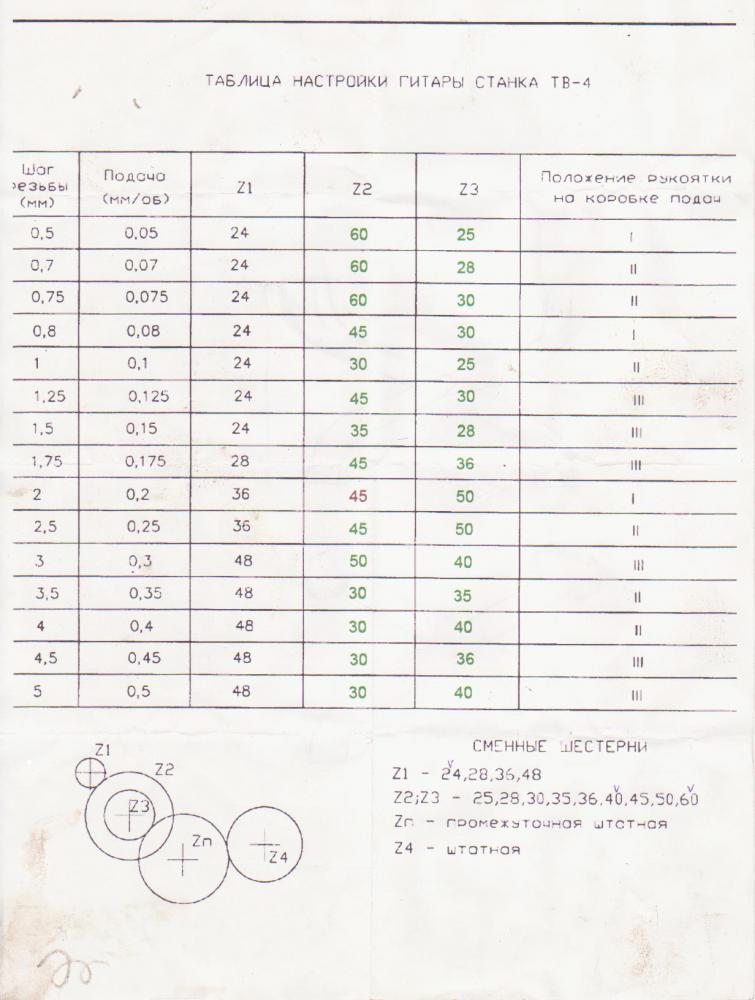
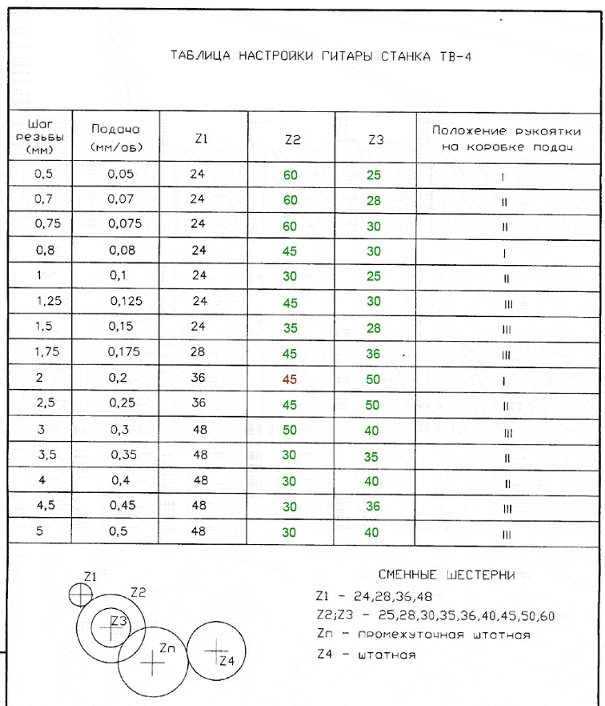
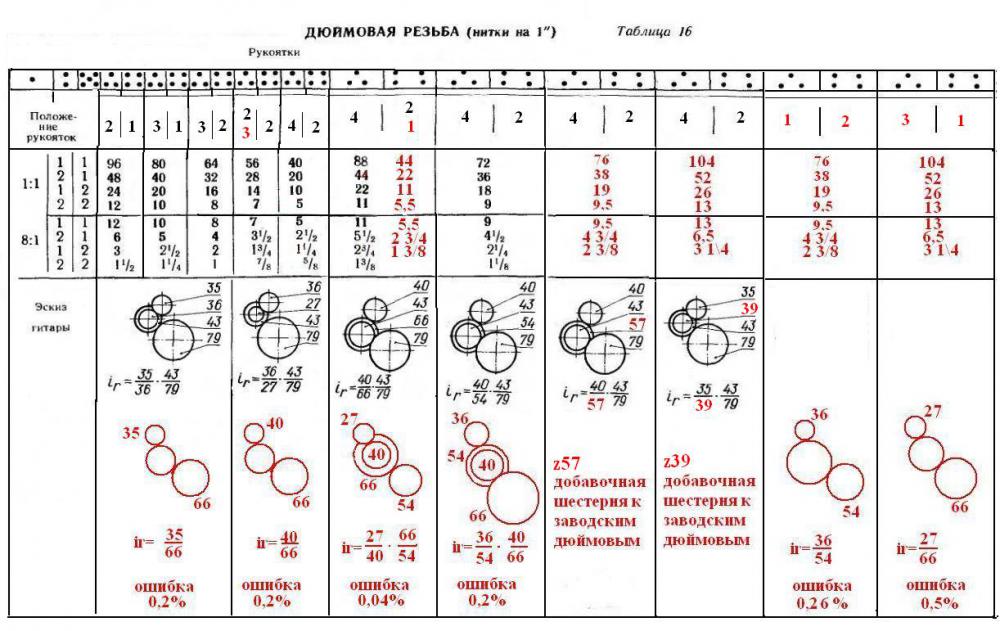
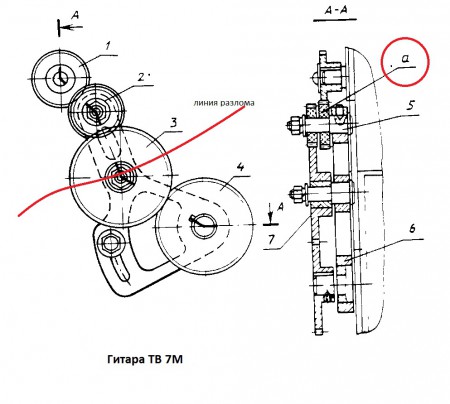
Типовая комплектация станка ТВ-320 предоставляет возможность наносить резьбу метрического типа. Чтобы нанести другой вид резьбы потребуется установка вспомогательных шестерен. Комплект специальных зубчатых колес подбирается на основании таблицы, расположенной на гитаре.
Устройство задней бабки агрегата
Если перемещать бабку в поперечном направлении, то можно обрабатывать детали с конусной поверхностью. В свою очередь, продольное передвижение регулируется винтом и соединительной гайкой. Винт вращается маховиком. За положение пиноли отвечают два клеммных сухаря, связанных с регулирующей рукоятью.





