
Ход и шаг
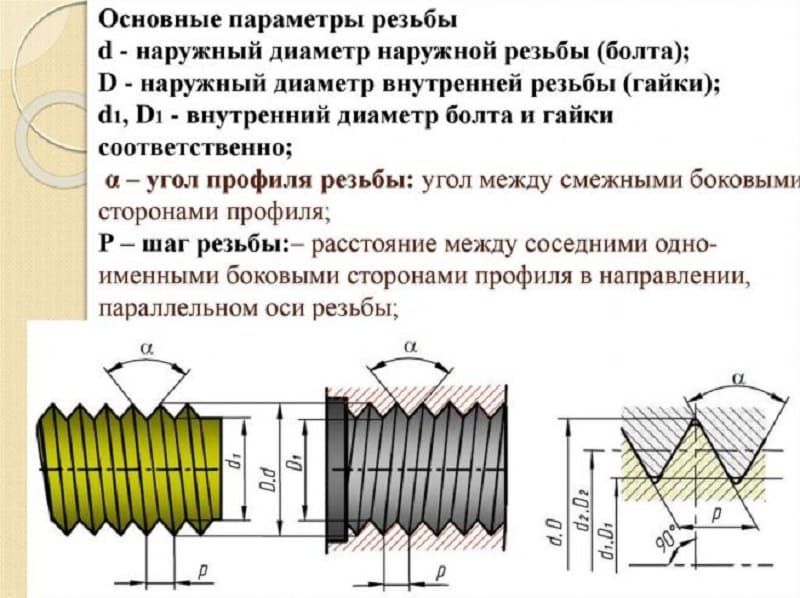
Важными резьбовыми элементами являются:
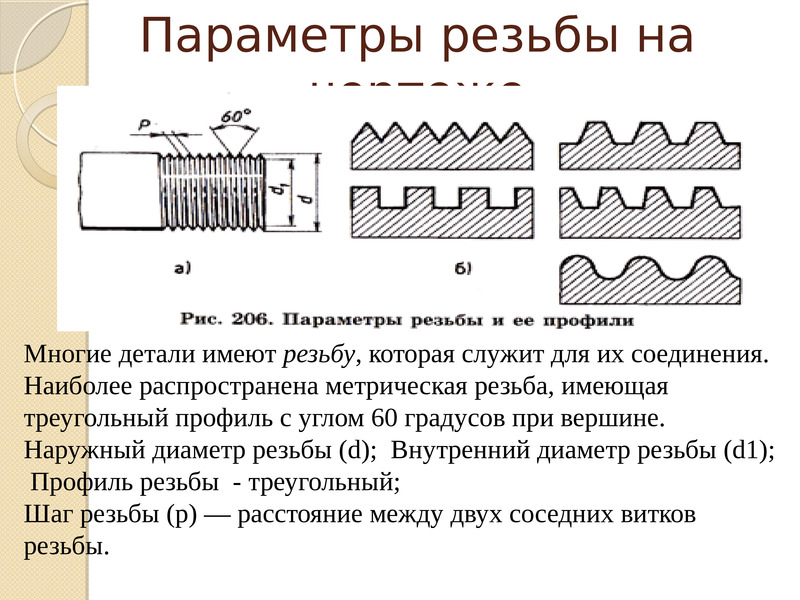
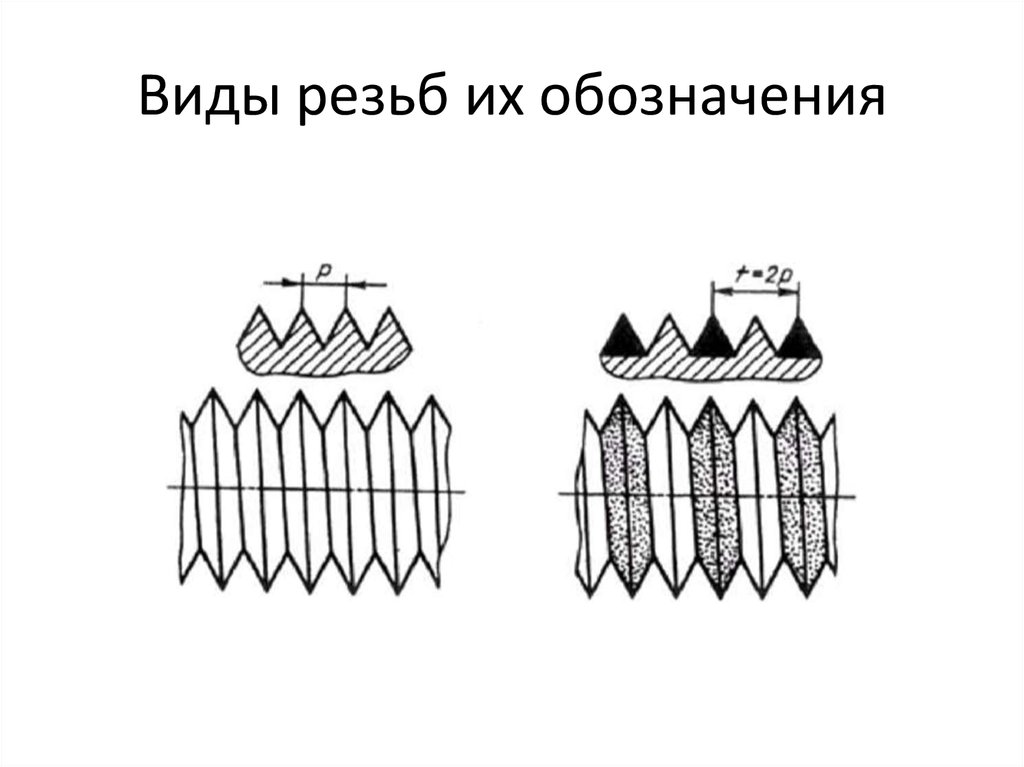
- Шаг.Этот параметр представляет собой расстояние, на котором расположены одноименные точки профиля в направлении, параллельном оси. Это участок, который разделяет одноименные точки на двух соседних витках. Обозначается буквой «Р». Исходя из размера диаметра изделия, используются соединения с шагами:
- крупным (основным);
- мелким.
Для изделий диаметром менее 68 мм применяются резьбы с крупными и мелкими шагами. Только с мелкими шагами нарезаются резьбы на изделия диаметром более 68 мм.
- Ход резьбы.Под этим определением следует понимать отрезок, длиной равной расстоянию по направлению, параллельному оси резьбы, между двумя одинаковыми точками на рядом расположенных витках одного захода. Обозначается Ph. Он равен у:
- однозаходной – шагу, т.е. Ph=P;
- многозаходной – произведению количества заходов на длину шага, т.е. Ph=nP.
Шаг указывается на маркировке, также его можно определить из параметрических таблиц. Крупные шаги, они являются основными, на маркировке не указываются. Также шаг определяется путем:
- измерения резьбовыми калибрами (резьбомерами);
- сопоставления резьб различных деталей между собой;
- ввинчивания во внутреннюю резьбу наружной, при этом не должно быть сопротивления ввинчиванию;
- измерения с помощью штангенциркуля хода и деления полученного значения на число заходов.
Для измерения шага рекомендуется использовать болт, а не гайку, потому что есть возможность контролировать процесс измерений визуально. Цель определения шага – правильный выбор инструмента для нарезания или сверла под отверстие для резьбы.
Изготовление внутренней резьбы
Для производства внутренней нарезки – применяют инструмент (резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики), выпускаемый на серийных инструментальных заводах. Изготовление специального режущего инструмента осуществляют в инструментальных цехах крупных производственных объединений.
Самый распространенный способ это нарезание с помощью метчиков. Резьбу можно нарезать в ручную и на станках разного типа. В серийном производстве применяют автоматы для нарезания в гайках, примером такого оборудования может стать станок МН 63. Его применяют для нарезания резьбы от М12 до М20 с разными шагами. В качестве режущего инструмента применяют метчики с изогнутым хвостовиком. Мощность установленного двигателя позволяет обрабатывать и цветные металлы, и высоколегированные стали.
В условиях массового производства гаек применяют так называемые автоматы для накатки. Они сконструированы таким образом, что позволяют выполнять нарезку на гайках разного размера от М5 до М60 с разной производительностью, от нескольких до десятков штук в минуту, и назначения, например, предназначенных для фиксации анкеров.
Для нарезания в корпусных деталях применяют многошпиндельные агрегаты, позволяющие обрабатывать несколько отверстий сразу. Подобное оборудование применяют при обработке двигательных установок для автомобильной и тракторной техники.
Нарезание внутренней резьбы это довольно тяжелый процесс, во время которого и инструмент, заготовка испытывают серьезные нагрузки, приводящие к повышению температуры. Для этого применяют смазывающе – охлаждающие жидкости (СОЖ).
При ручном получении применяют, например, касторовое масло.
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Это интересно: Как правильно высверлить сломанный болт — видео, фото
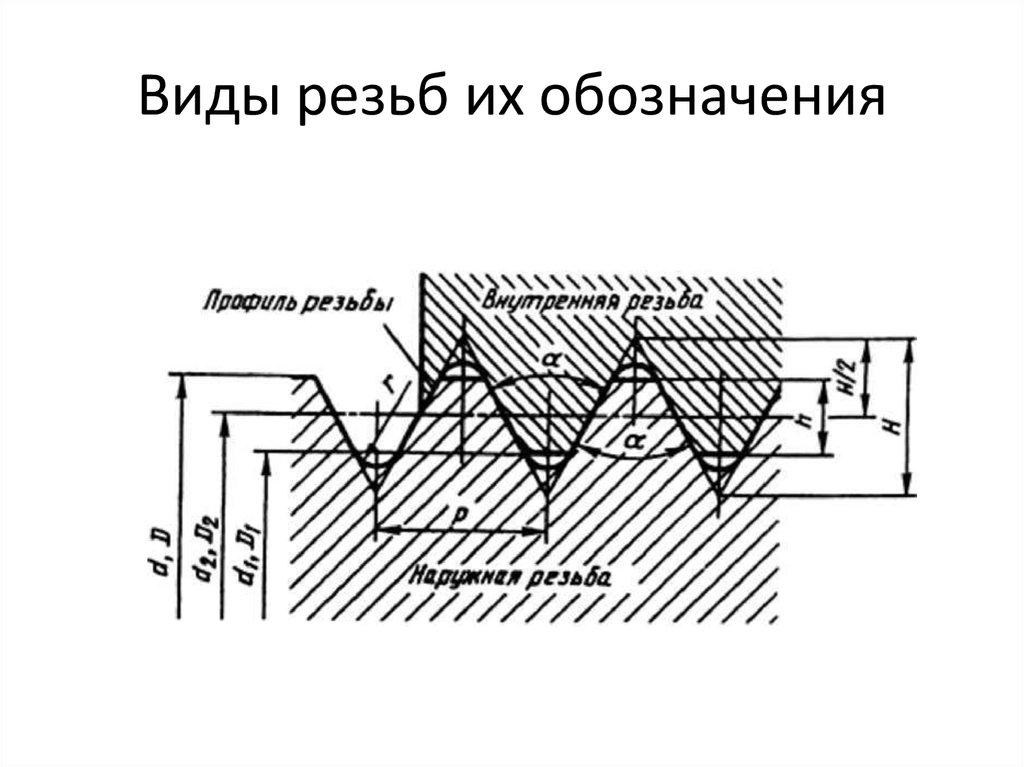
Диаметры резьбы
Это важнейший параметр, которым определяется метрическая резьба. Некоторые сведения отражены в таблице.
| № | Вид диаметра | Обозначение | Описание |
| Наружная | |||
| 1 | наружный | D | соответствует диаметру цилиндра, который условно описывается по вершинам (выступам) |
| 2 | внутренний | D1 | это диаметр цилиндра, условно описанного вокруг впадин |
| Внутренняя | |||
| 1 | наружный | d | соответствует диаметру цилиндра, который условно описывается по впадинам |
| 2 | внутренний | d1 | это диаметр цилиндра, условно описанного вокруг вершин (выступов) |
Кроме того рассматриваемый тип крепежного соединения определяется диаметрами:
- Средний (D2 – для наружной; d2 – для внутренней) – диаметр условного цилиндра, расположенного соосно с резьбой, все образующие которого пересекаются с ее профилем так, что получающиеся при пересечении с резьбовой канавкой отрезки, равняются половине ее номинального шага.
- Номинальный – это диаметр, используемый при обозначении на чертежах, в справочных материалах и другой документации; он характеризует ее размеры. Его величина равна величине наружного диаметра.
В ГОСТ 24705-2004 приведены стандартизированные значения перечисленных диаметров.
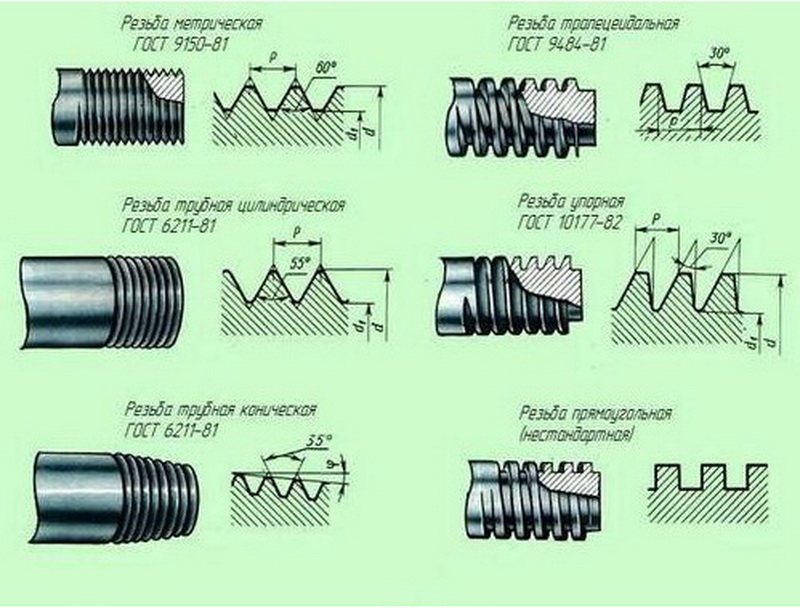
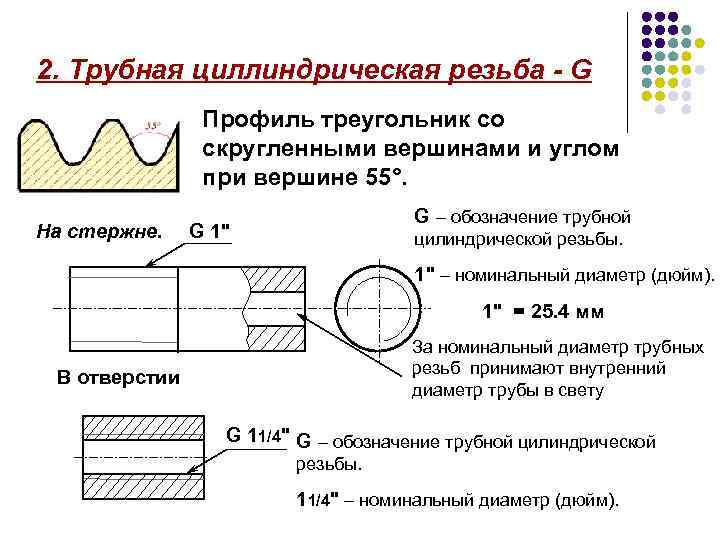
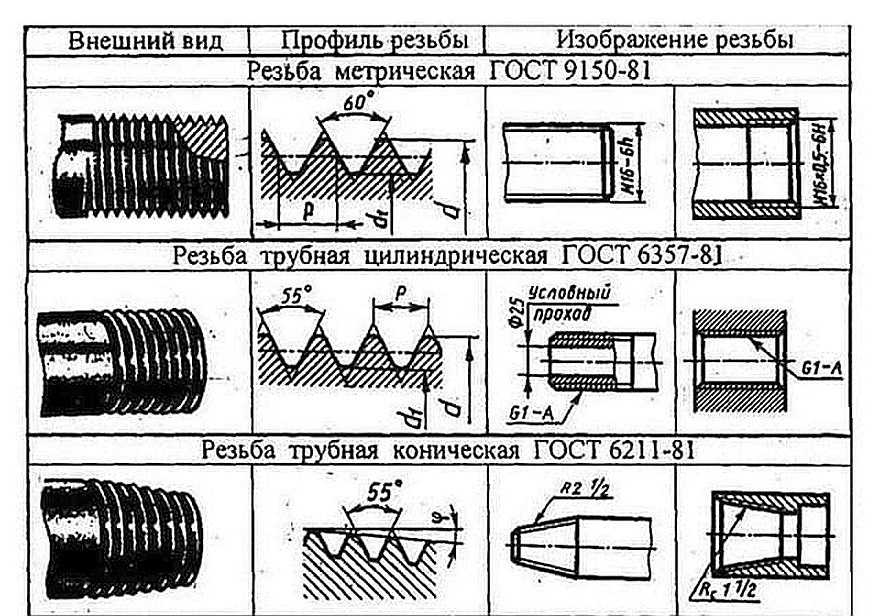
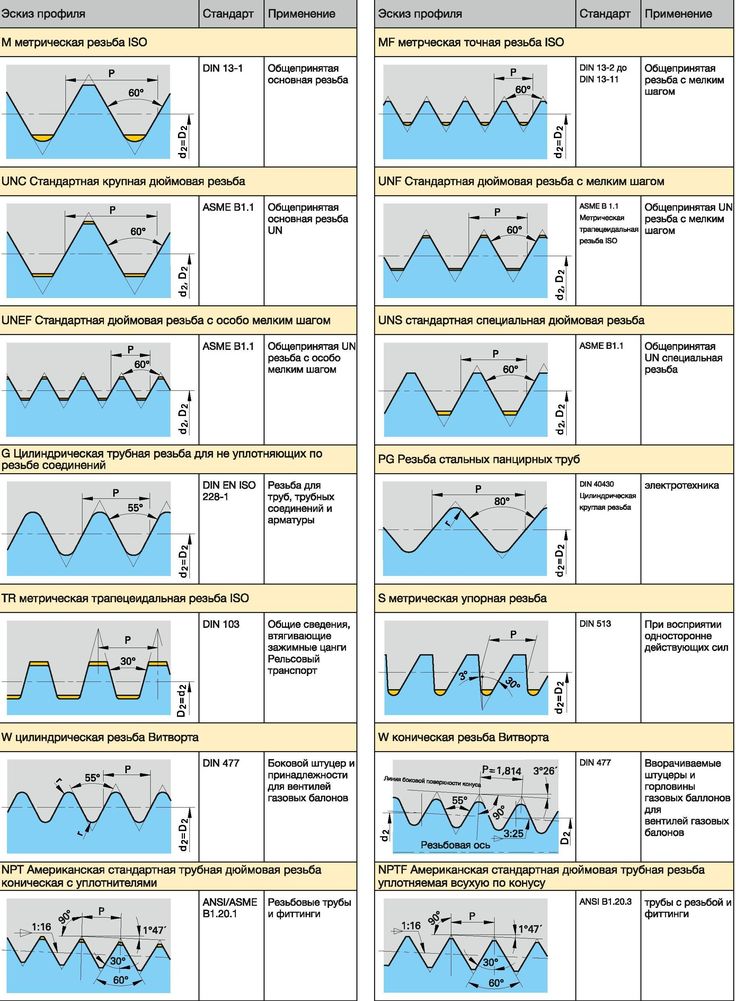
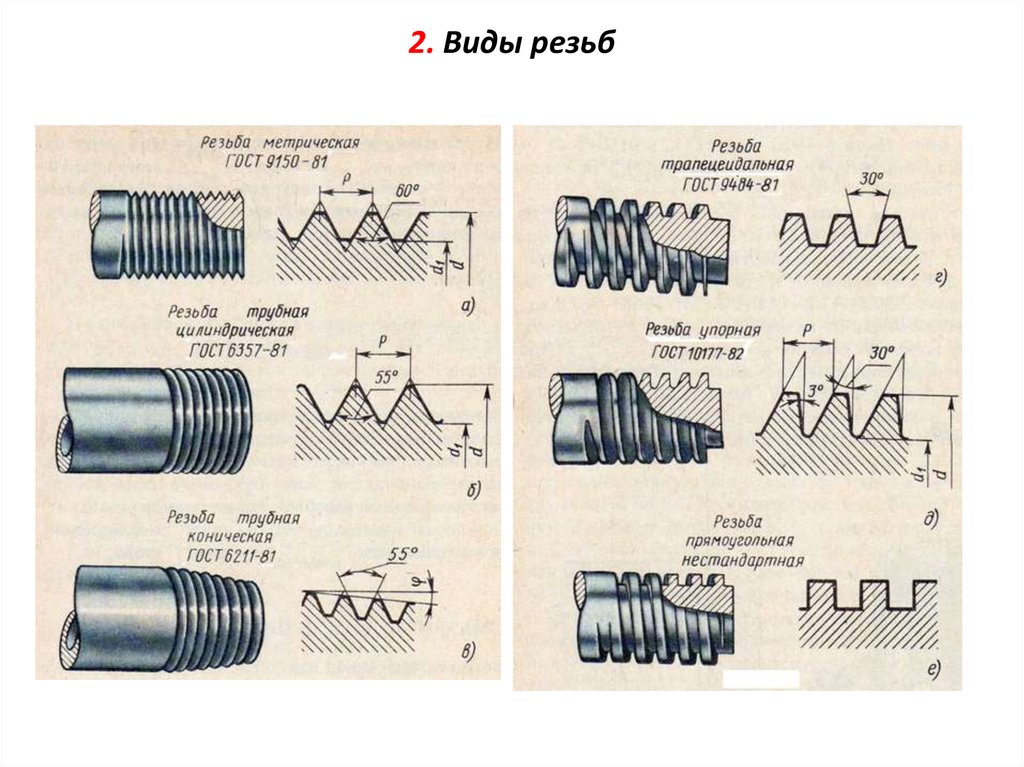
Трубная цилиндрическая, трубная коническая и коническая дюймовая
Трубная цилиндрическая резьба нашла свое применение при сооружении трубопроводов. Производители выпускают изделия, на которых наносят резьбу от 1/16 до 6 дюймов. При этом, на один дюйм может быть нанесено до 28 до 11 ниток резьбы.
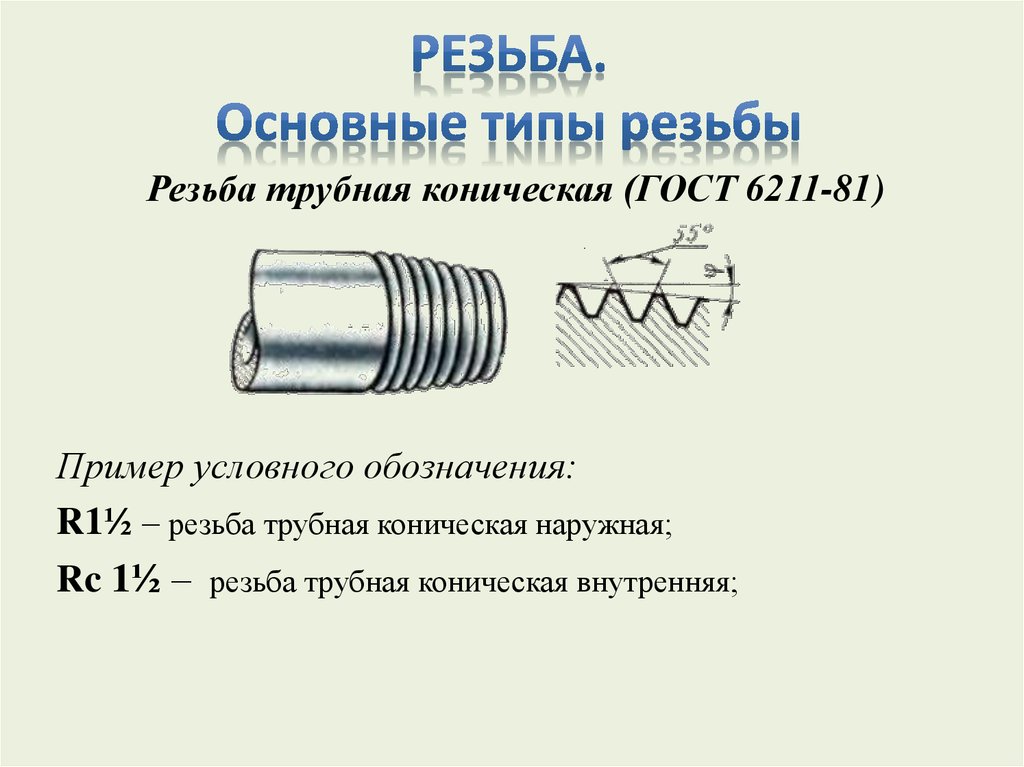
Трубная коническая резьба
Она этого вида применяется как крепежно-уплотняющая. Требования к ней определены в ГОСТ 6211-81. В этом документе говорится о том, что профиль должен соответствовать дюймовому профилю. Ее изготавливают на конусе с углом 1:16.
В основании лежит угол в 55⁰.
Она обеспечивает герметичность соединения без применения, каких либо дополнительных приспособлений (шайб, герметиков и пр.). Использование этого вида соединения резко снижает время на сборку/разборку соединения. Ее можно встретить в системах подачи масла, топлива, пара и пр.

Дюймовая коническая резьба
Ее чаще все применяют для соединения элементов, входящих в топливные, масляные и другие трубопроводы. Еще не так давно, она была стандартизирована на основании дюймовой системы мер.

Плашка дюймовая коническая
В основании лежит треугольник с углом в 60 ⁰. Но, в последние годы, на практике стали чаще использовать конический профиль изготовленный на основании метрической системы мер.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость.
Угол профиля определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
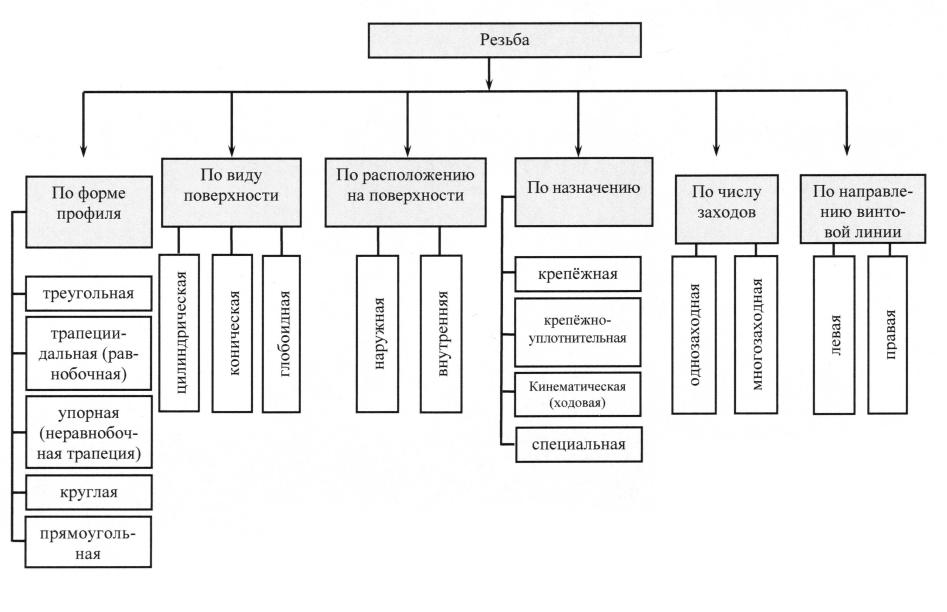
По назначению
Исходя из назначения, можно выделить следующие типы болтов:
- Лемешный – предназначен для крепления тяжелых подвесных конструкций. Исходя из названия можно понять, что он широко используется в сельском хозяйстве, обычно для крепления лемехов на почвообрабатывающую технику.
- Мебельный – отличается от других видов тем, что резьба нарезается не по всей длине стержня. Обычной целостной остается третья часть. Головка такого крепежа обычно гладкая, что необходимо для того, чтобы болт не выступал над поверхностью мебели. Несмотря на названия, такие элементы применяются и в других сферах, особенно часто в строительстве.
- Дорожный – широко распространённый при монтаже ограждений. Отличается полукруглой головкой, под которой расположен квадратный подголовок. Такая конструкция позволяет прочно фиксировать элементы ограждения к столбам. Применяется во всех сферах, где есть необходимость фиксации тонких листов металла, дерева, пластика и других материалов.
- Машиностроительный – наиболее распространенный тип болтов, который применяется машиностроительстве. Он отличается повышенными прочностными свойствами и устойчивостью к агрессивной внешней среды.
- Путевой – применяется в железнодорожной сфере, чаще всего для соединения отдельных частей рельс. Отличаются тем, что резьба может составлять меньше половины длины стержня.
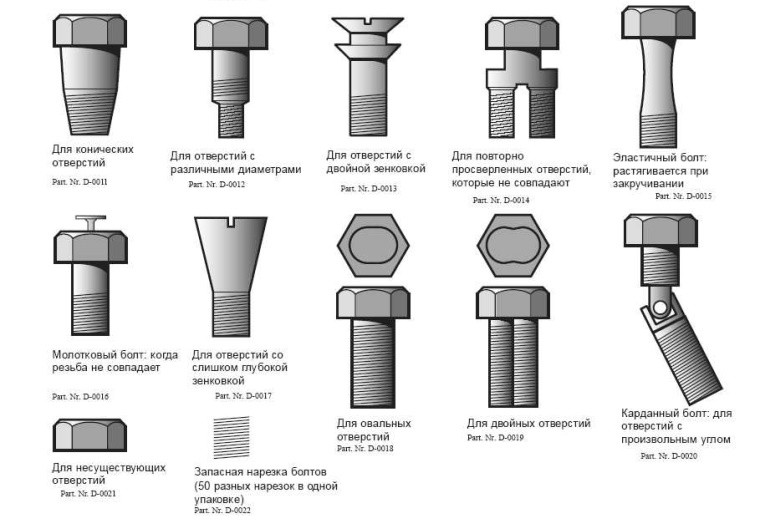
Понять к какому типу относиться метиз можно исходя из условного обозначения болтов.
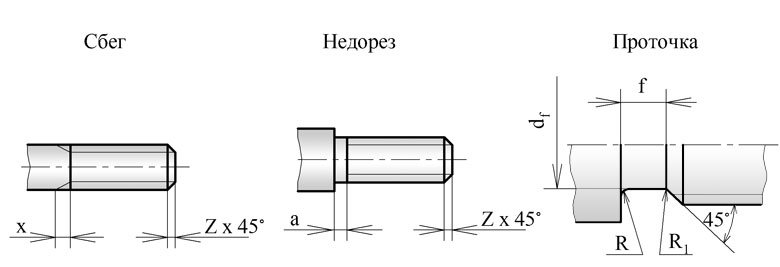
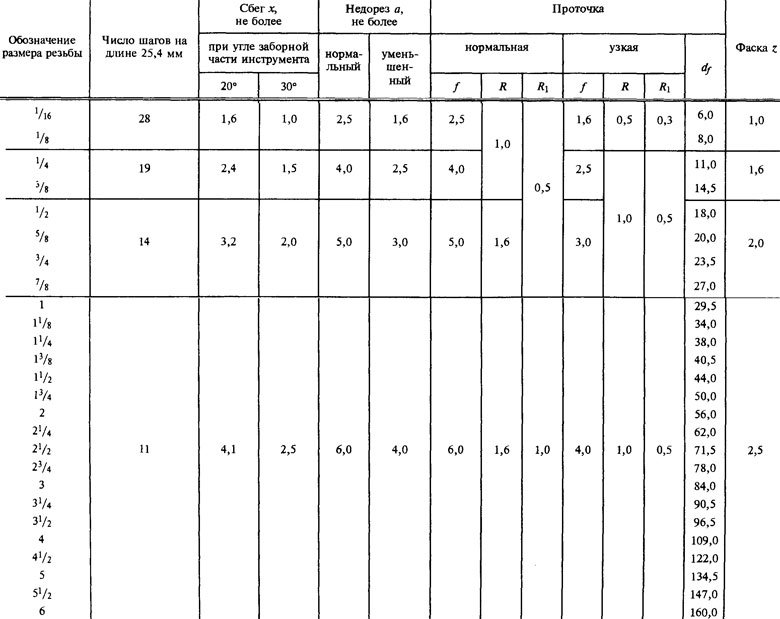
Конструктивные элементы трубной резьбы
Основными конструктивными элементами трубной резьбы являются:
- Сбег – участок с неполным профилем резьбы на переходе от резьбы к гладкой поверхности детали.
- Недорез – участок без резьбы или с неполным профилем резьбы, обусловленный технологией изготовления резьбы.
- Проточка – элемент, позволяющий устранить недорез резьбы за счет уменьшения наружного диаметра цилиндрической поверхности, расположенной за наружной резьбой, или за счет увеличения внутреннего диаметра цилиндрической поверхности, расположенной за внутренней резьбой.
- Фаска – скос на торцевой поверхности детали, упрощающий сборку резьбового соединения.
Размеры сбегов, недорезов, проточек для наружных трубных резьб
На рисунке показаны конструктивные элементы наружной трубной резьбы.
Размеры конструктивных элементов – сбегов, недорезов, проточек, представлены в таблице.
Размеры конструктивных элементов внутренних трубных резьб
Основные элементы внутренней трубной резьбы показаны на рисунке.

Размеры конструктивных элементов внутренней резьбы представлены в таблице.

Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
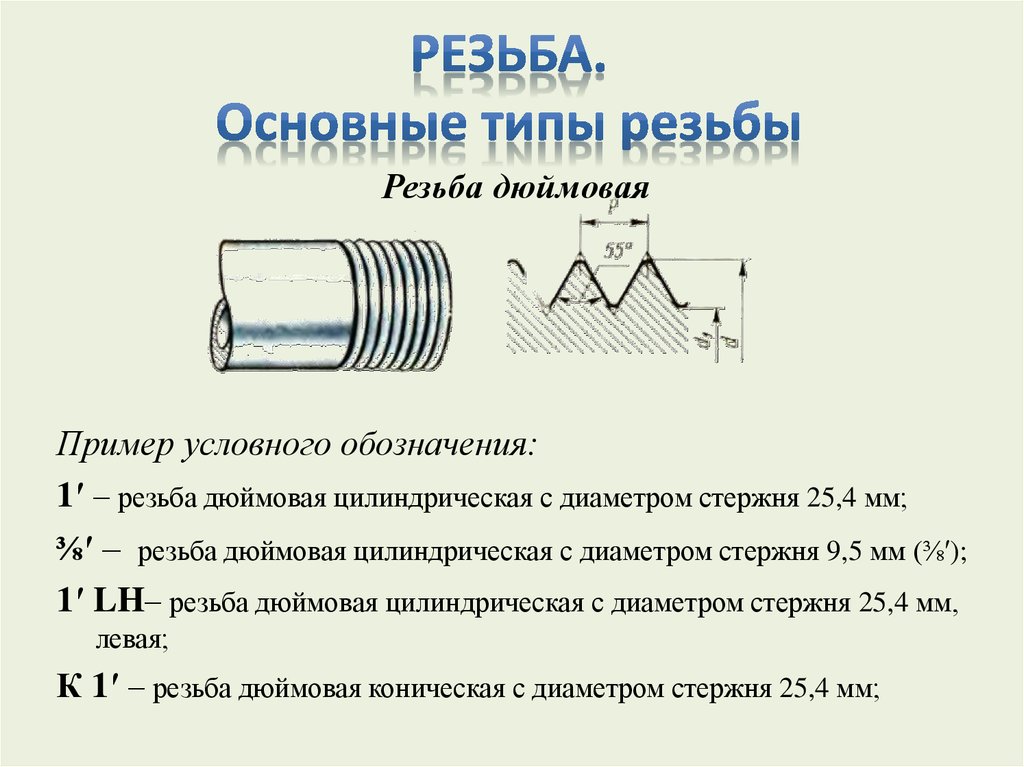
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.

Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
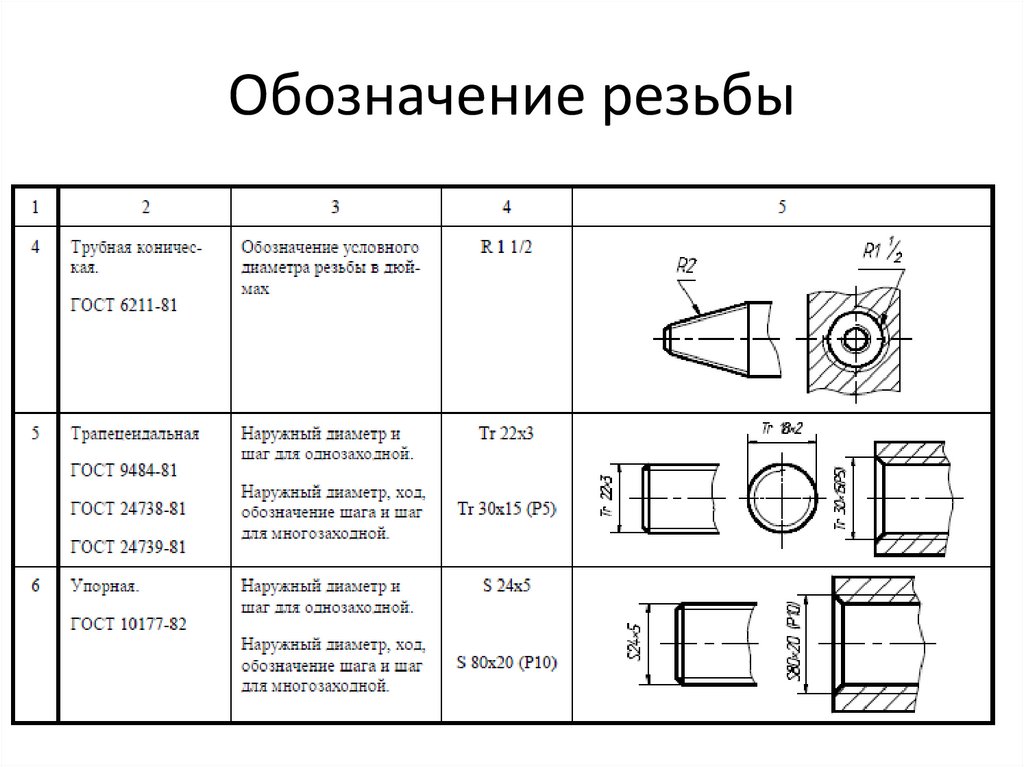
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.
Поля допусков
Поля допусков на метрический резьбовой элемент могут относиться к одному из трех типов:
- точные (с такими полями допуска выполняется резьба, к точности которой предъявляются высокие требования);
- средние (группа полей допуска для резьбы общего назначения);
- грубые (с такими полями допуска выполняют резьбонарезание на горячекатаных прутках и в глубоких глухих отверстиях).
Свинчиваемость деталей в резьбовом соединении обеспечивается допусками
Поля допусков на резьбы выбираются из специальных таблиц, при этом надо придерживаться следующих рекомендаций:
- в первую очередь выбираются поля допусков, выделенные жирным шрифтом;
- во вторую – поля допусков, значения которых вписаны в таблицу светлым шрифтом;
- в третью – поля допусков, значения которых указаны в круглых скобках;
- в четвертую (для крепежных изделий коммерческого назначения) – поля допусков, значения которых содержатся в квадратных скобках.
В отдельных случаях разрешается использовать поля допусков, образованные отсутствующими в таблицах сочетаниями d2 и d. Допуски и предельные отклонения на резьбу, на которую впоследствии будет наноситься покрытие, учитываются по отношению к размерам резьбового изделия, пока еще не обработанного с помощью такого покрытия.
Способы стопорения резьбовых соединений.
Существует большое число способов стопорения или предохранения против самоотвинчивания.
Они сводятся к следующему:
1. Повышение трения в резьбе или на торце гайки (контр-гайки, пружинные шайбы).
2. Жесткое соединение гайки со стержнем винта (корончатые гайки или применение проволоки)
Жесткое соединение гайки или головки винта с деталью (например, рис. 1.6.

Сообщить, что на очередном занятии контрольные вопросы будут по темам «Введение» и «Основы конструирования и расчета деталей машин», а решение задач – по теме «Резьбовые соединения».
Дата добавления: 2014-02-04; 9115; Опубликованный материал нарушает авторские права? | Защита персональных данных |
Не нашли то, что искали? Воспользуйтесь поиском:
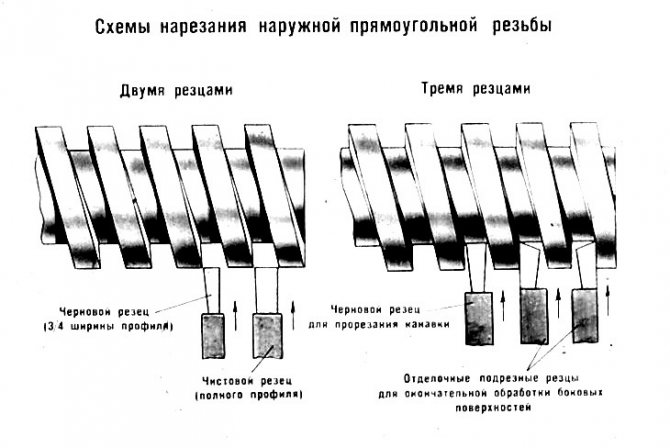
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
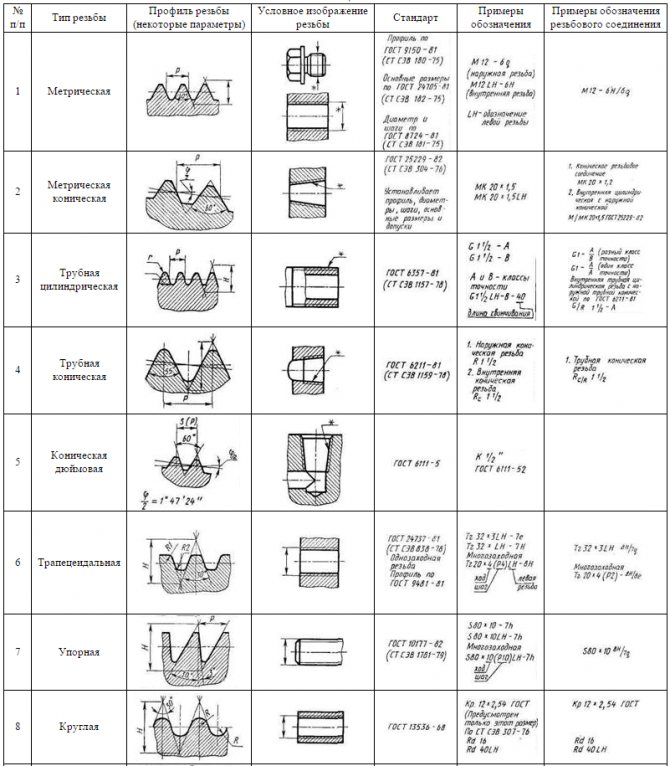
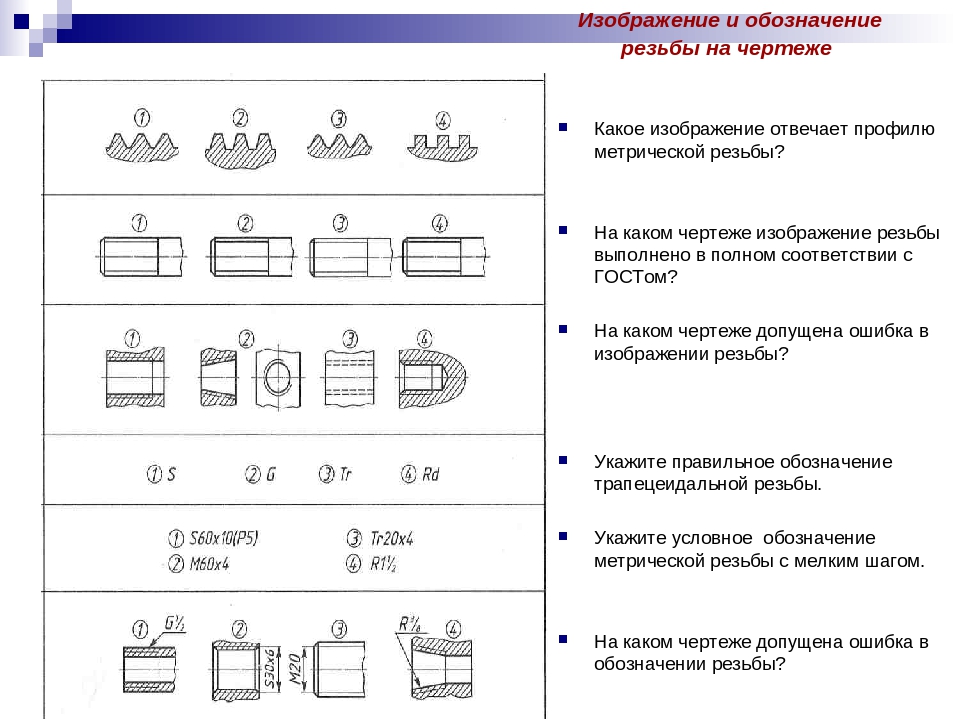
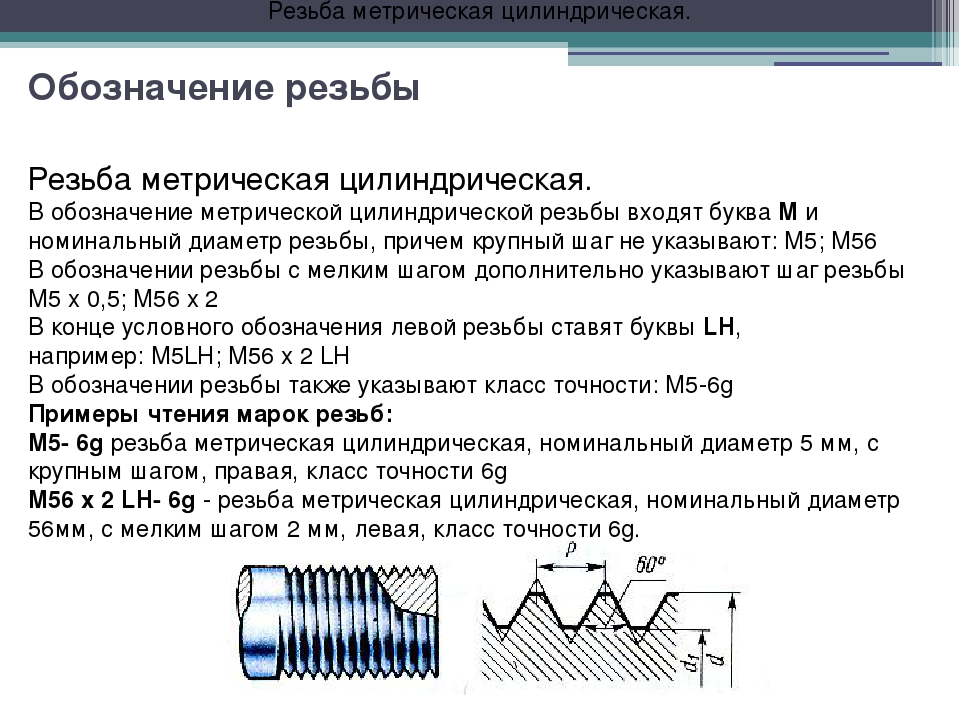
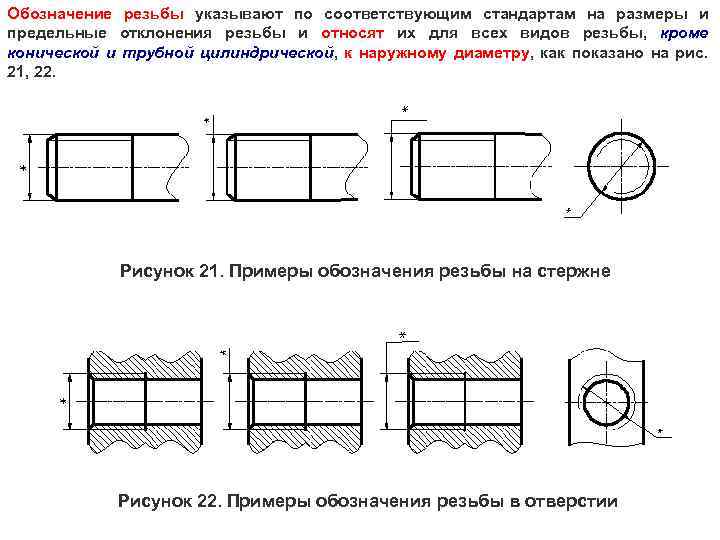
Принципы обозначения
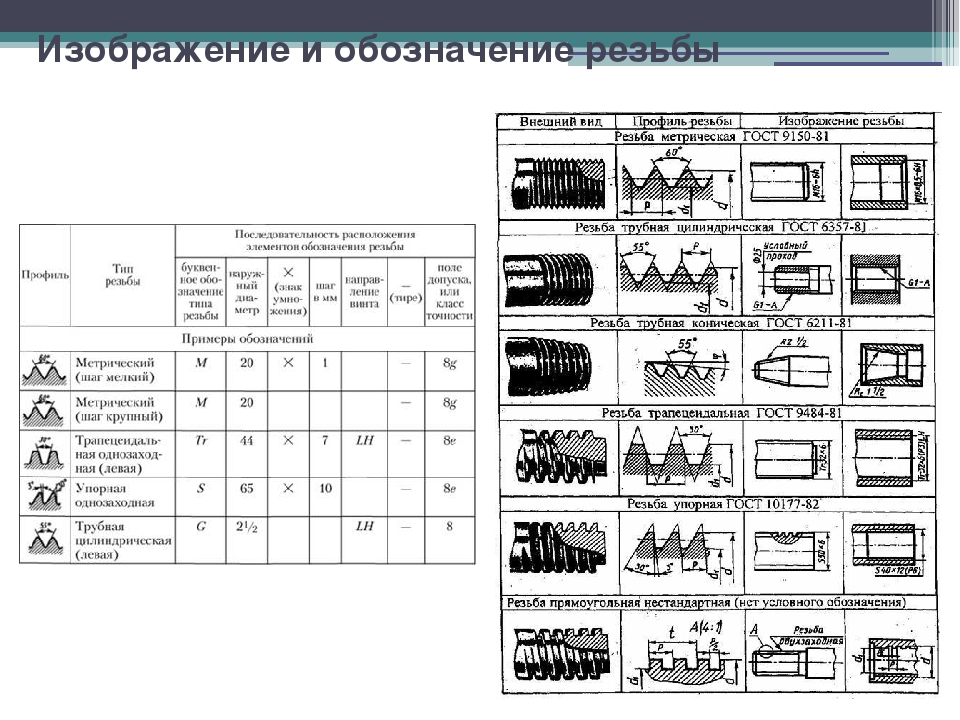
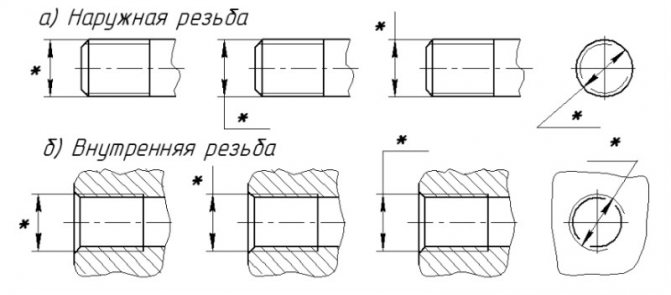
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
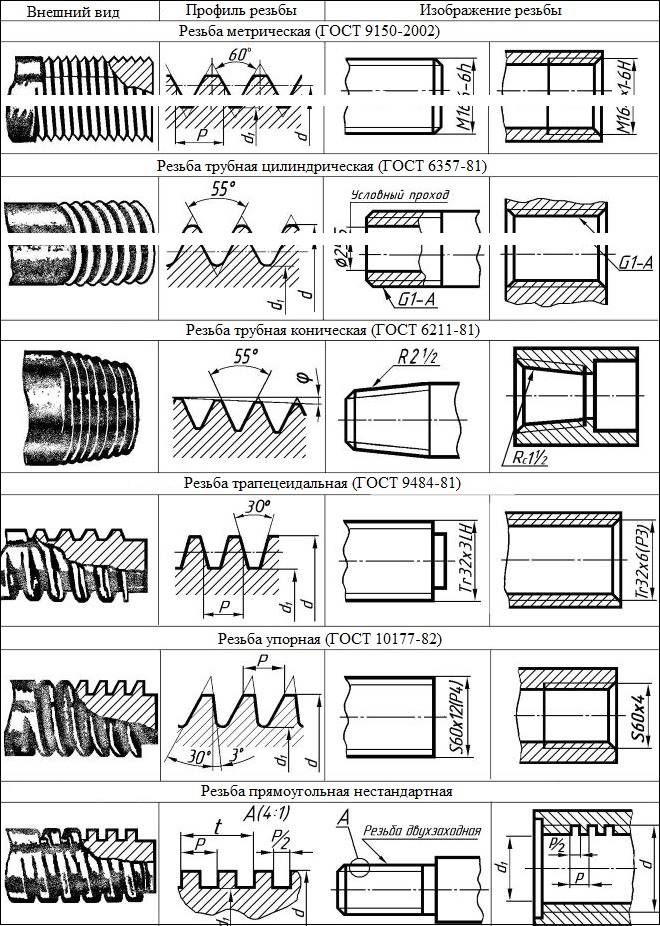
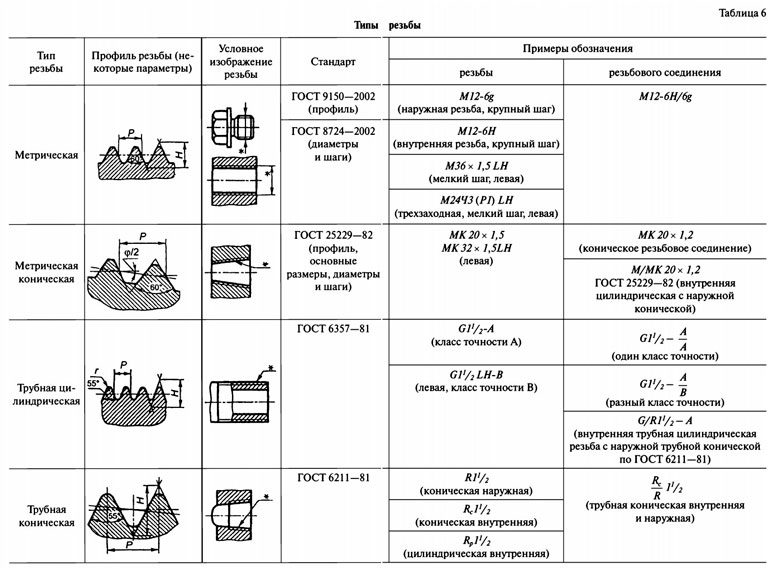
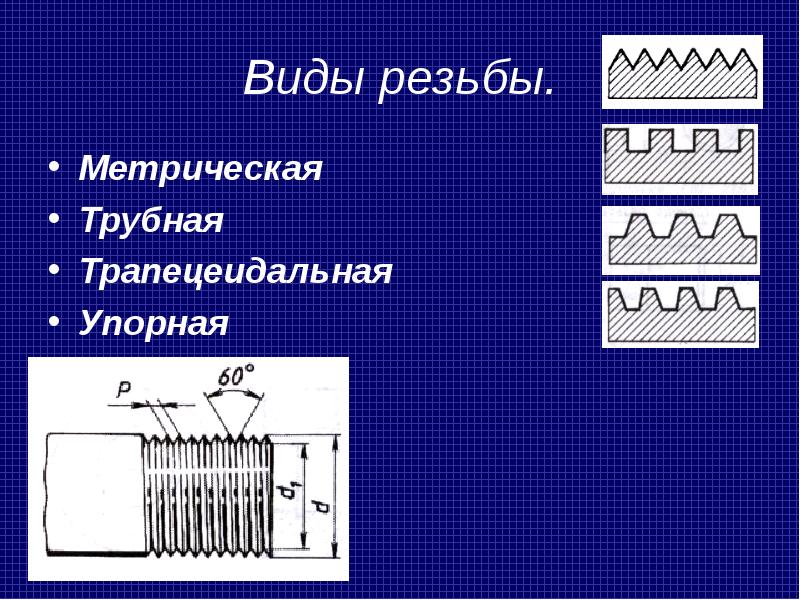
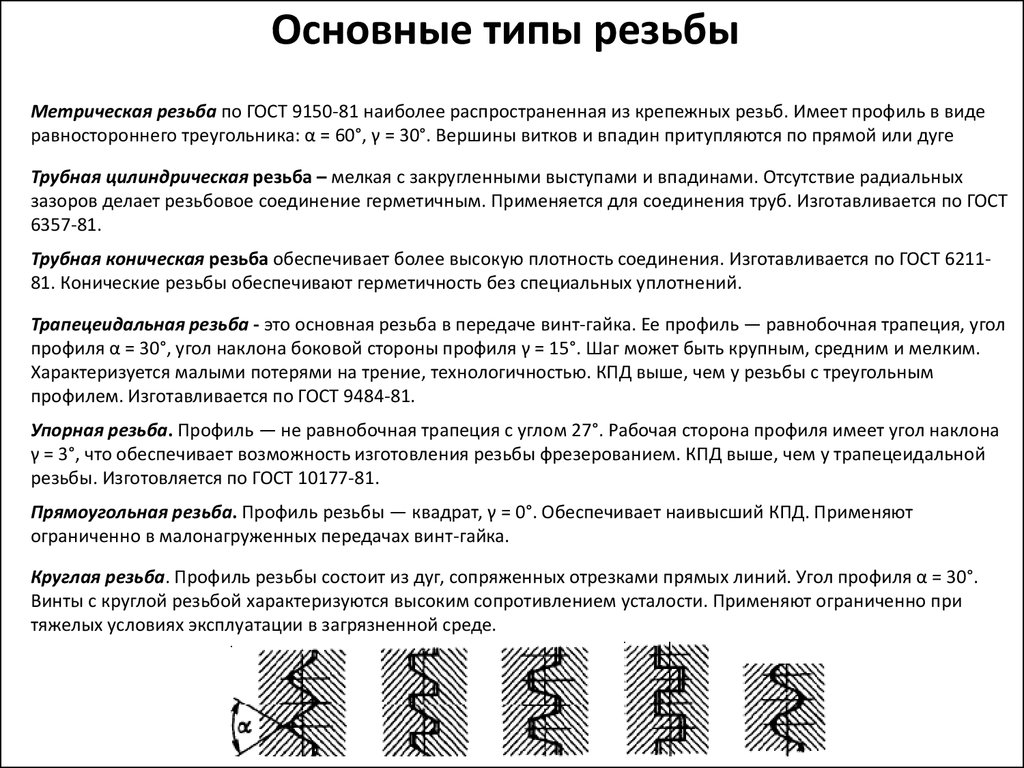
Наружный и внутренний виды резьбы
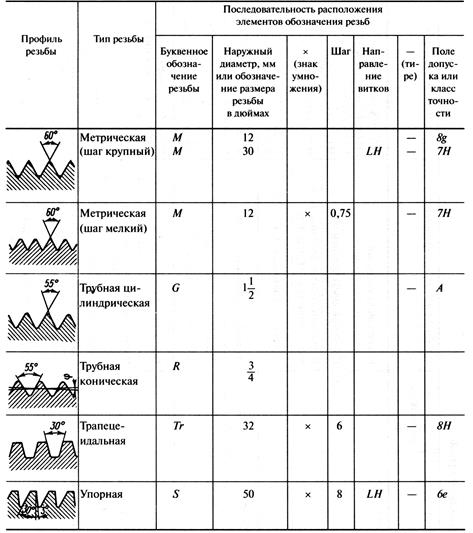
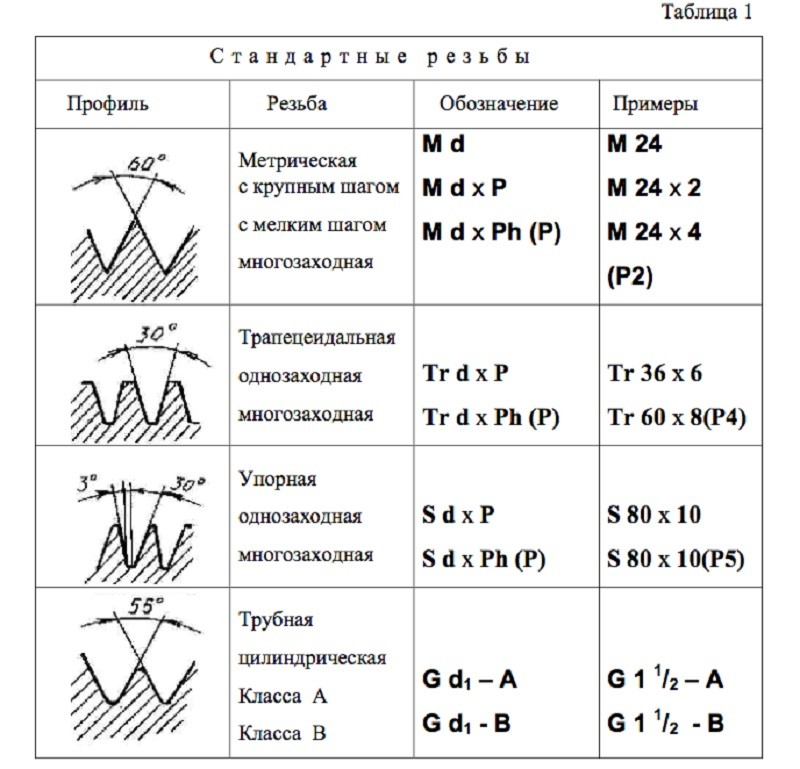
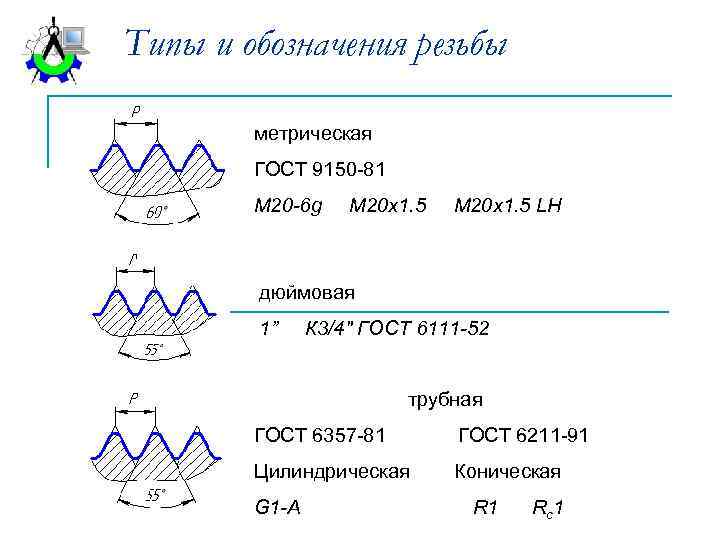
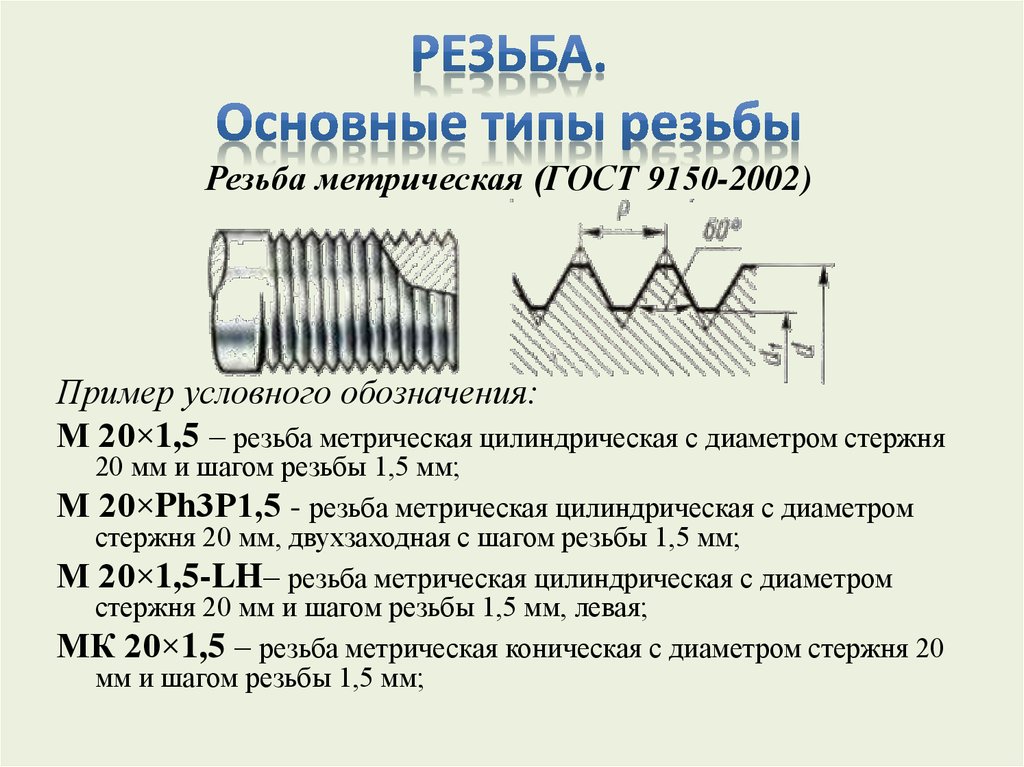
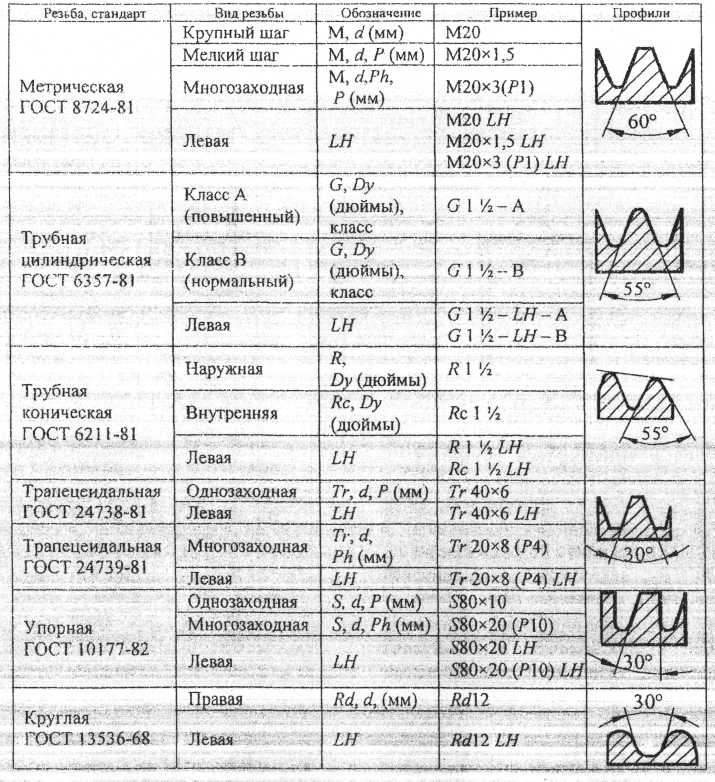
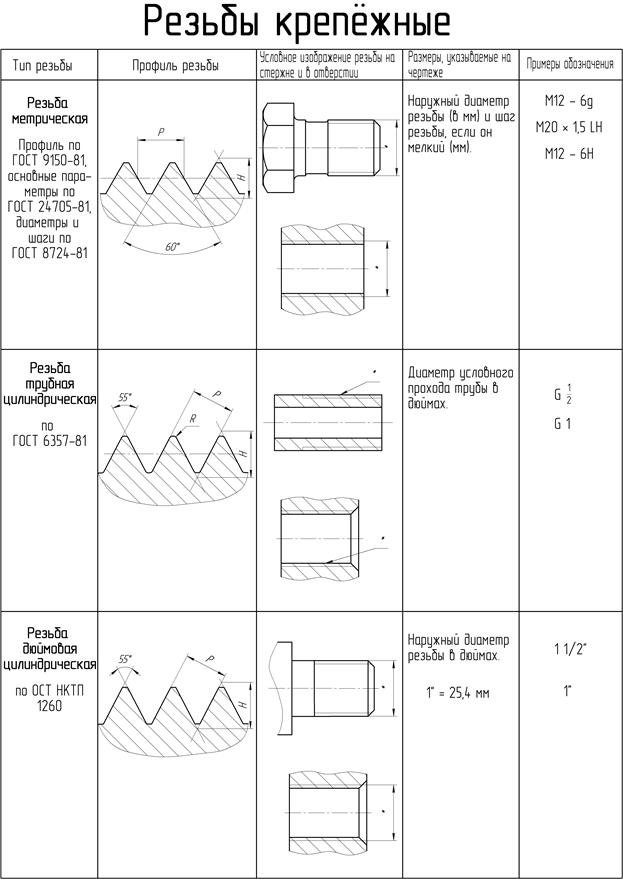
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
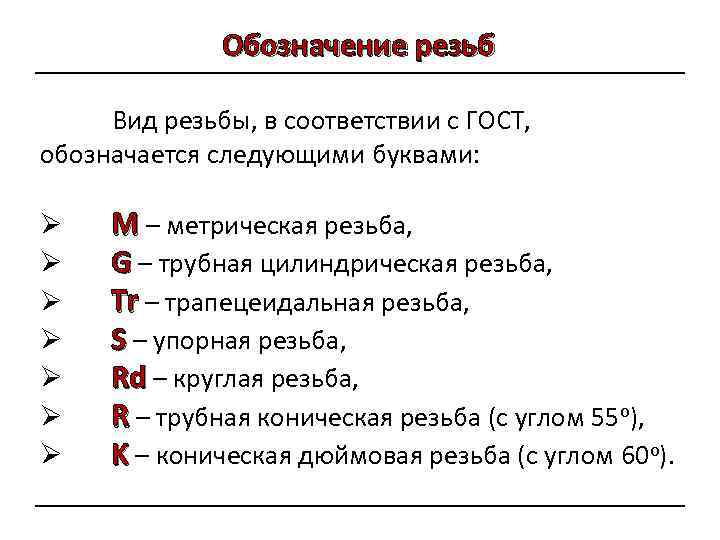
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
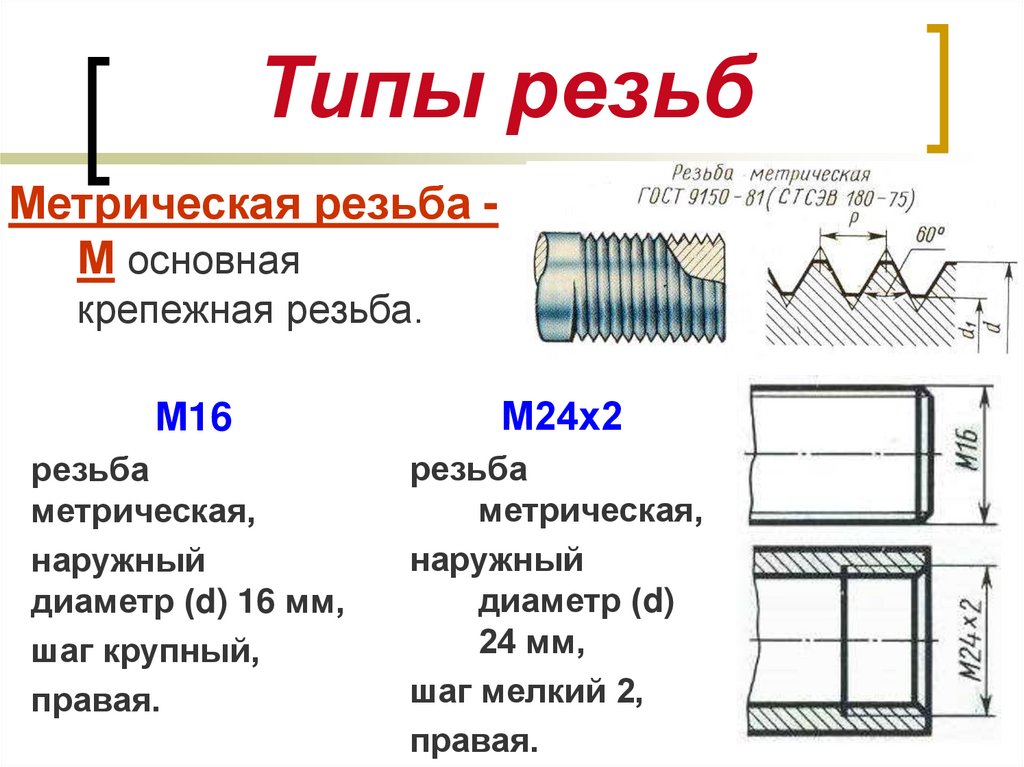
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )



Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
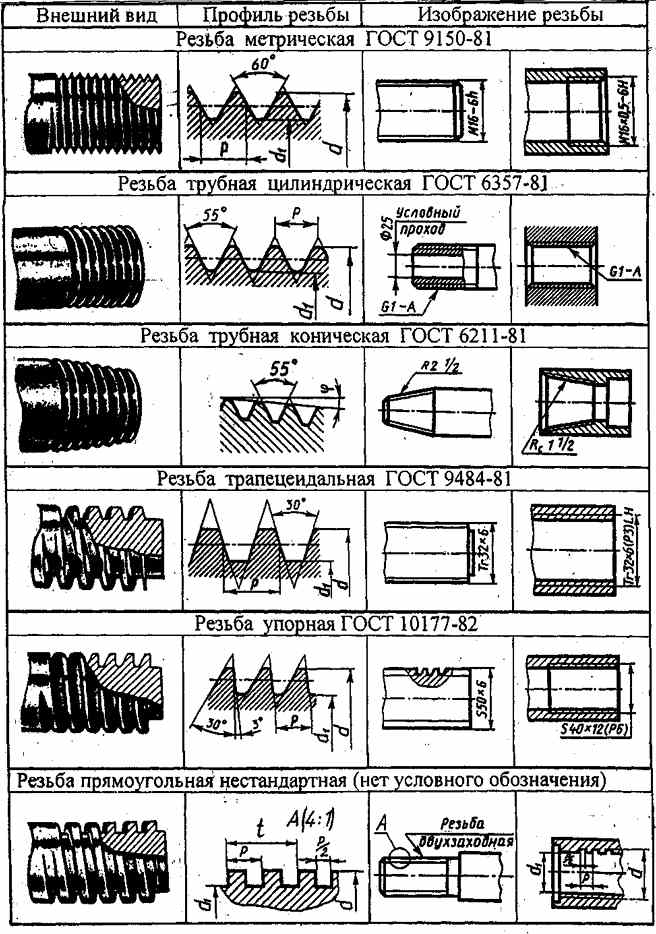
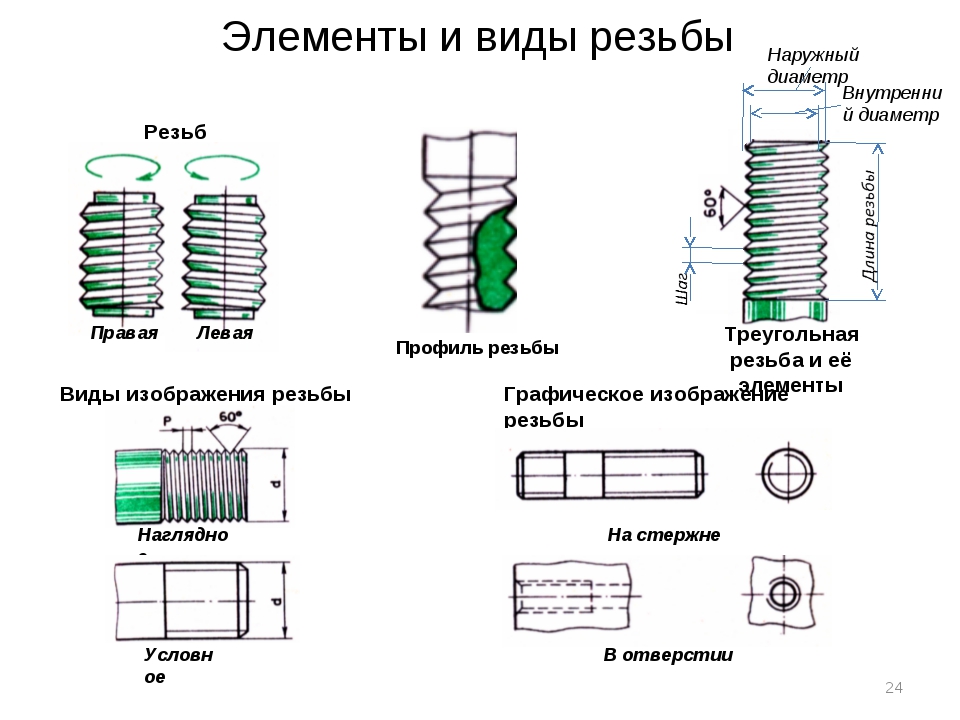
Элементы
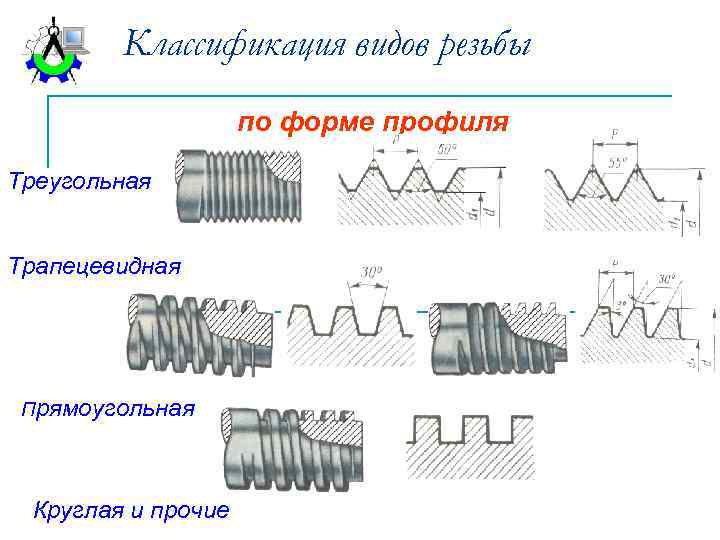
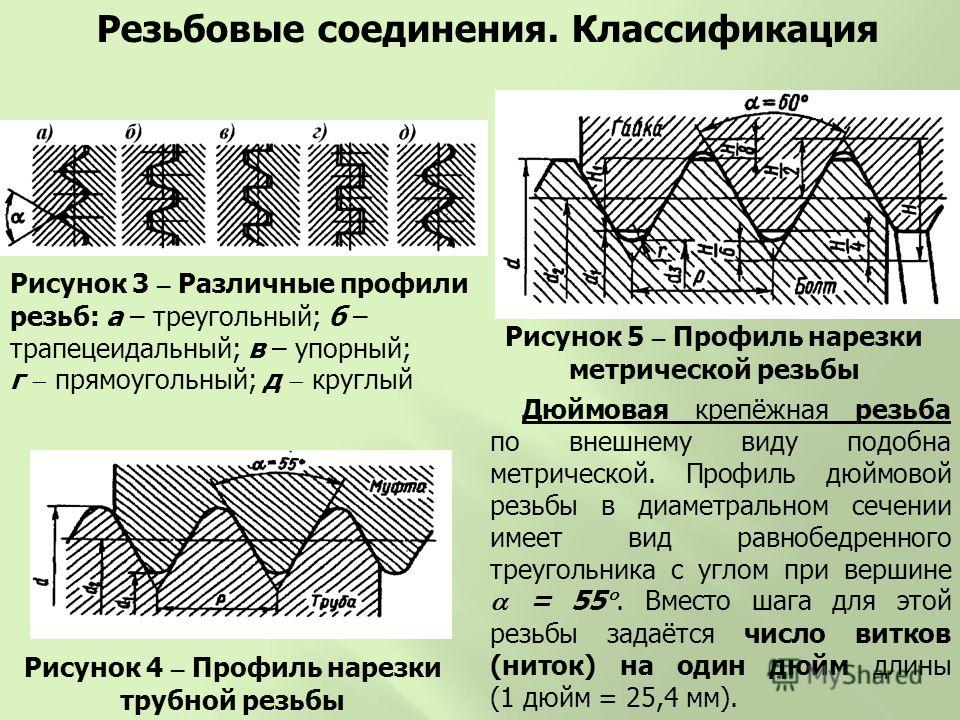
Профиль резьбы
— сечение по продольной оси резьбового крепежного элемента.
Виток резьбы
— часть резьбы, образующаяся при полном обороте профиля вокруг продольной оси резьбового элемента.
Угол профиля
— угол при вершине профиля резьбы, измеряемый в градусах.
Шаг резьбы
— расстояние вдоль оси резьбы между вершинами соседних витков.
Внешний диаметр резьбы
— размер резьбы, измеряемый у винтов по вершинам профиля резьбы, у гаек — по впадинам профиля резьбы. Под номинальным диаметром резьбы всегда понимается ее внешний диаметр.
Внутренний диаметр резьбы
— размер резьбы, измеряемый у винтов по впади- нам профиля резьбы, у гаек — по вершинам профиля резьбы.
Как выполнить чертеж по инженерной графике: тема 7 «Резьбовые изделия»
Часто студентам задают задание по инженерной графике из книги Фролова/Бубенникова 1990 года редакции, в теме №7 необходимо выполнить вот такой чертеж — «Резьбовые изделия».
Вот полное задание Вычертить: 1) болт, гайку, шайбу по их действительным размерам, которые следует взять из соответствующих стандартов;
2) упрощенное изображение этих же деталей в сборе;
3) гнездо под резьбу, гнездо с резьбой, шпильку отдельно и шпильку в сборе с гайкой и шайбой по их действительным размерам, которые следует взять из соответствующих стандартов.
Пошаговое выполнение на примере 2-го варианта:
Инструменты для нарезания резьбы
Внутренняя резьба выполняется метчиком — винтом с продольными режущими кромками. Состоит из хвостовика для закрепления в воротке и рабочей части, осуществляющей нарезание резьбы. Условно подразделяются на два типа: ручные (слесарные) и машинные.

Слесарный набор для выполнения метрической резьбы комплектуется в зависимости от размера резьбы:
- одним метчиком (8–18 мм);
- двумя (6–24 мм) — черновым и чистовым;
- тремя метчиками (2–52 мм) — черновым, средним, чистовым.
Маркировка изделий наносится на хвостовике, где отображается размер резьбы (М10) и одна риска, если это черновой метчик, две — для углубления резьбы, три или без них — чистовой метчик. Иногда встречается обозначение цифрами 1, 2, 3.
Конструкция комбинированных метчиков представляет собой два участка с разной величиной режущих кромок, что позволяет экономить время. Режущая часть метчика может быть исполнена в форме конуса для сквозных или в виде цилиндра для глухих отверстий.
Перед нарезанием внутренней резьбы сверлится отверстие меньшего диаметра, значение которого находится в специальных таблицах. В процессе работы метчик держится строго перпендикулярно, в рабочую зону добавляется смазка. Через каждые 4–5 витков следует выкручивать метчик и удалять стружку, что удобно делать специальным ёршиком.



Наружная резьба выполняется в промышленных масштабах на токарных станках резцами или резьбонакатными устройствами, при разовых потребностях используют плашки:
- Цельные круглые — обеспечивают высокое качество, для работы закрепляются в держателе и фиксируются стопорными винтами.
- Разрезные — состоят из двух половинок, поэтому имеют меньшую жесткость, применяются для нетребовательных соединений.
- Раздвижные — используются в клуппах, позволяющих изготавливать трубную резьбу различного размера.
Для выполнения трубной резьбы выпускаются клуппы разных конструкций. В корпусе этих устройств размещаются подвижные режущие плашки, которые поворотом план-шайб устанавливаются на нужный диаметр резьбы. Инструменты комплектуются двумя наборами плашек для труб диаметром 15, 20 мм и 25, 32, 38, 50 мм. В стеснённых местах используется трещоточный клупп с храповым механизмом.






