
Назначение
Данные станки можно назвать довольно универсальными за счёт множества материалов обработки и сфер применения. Гидроабразивная резка имеет очень высокую точность – до 0,001 мм, а поэтому преимущественно задействуется в научных и производственных отраслях. В авиастроении этот тип станков позволяет работать с такими материалами, как титан и углепластик, которые требуют определенных условий обработки. В зоне реза температура не превышает 90 градусов, что не способствует изменению структуры заготовок, поэтому гидроабразивный процесс широко применяется для нарезки металла самых разных типов и характеристик.

Например, резка замороженных брикетов и заготовок осуществляется только водой, но принцип работы тот же, лишь без подводки песка. Универсальность гидроабразивных изделий дает возможность задействовать технологию для обработки камня, плитки, керамогранита и прочих строительных материалов.


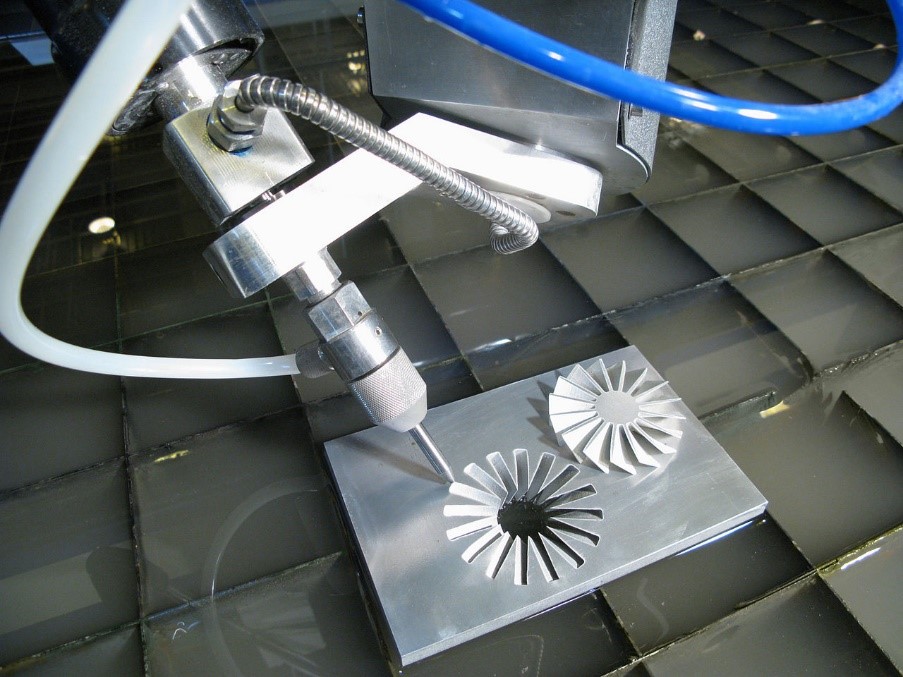
При этом стоит отметить, что высокая точность используется не только для аккуратного нарезания заготовок, но и для создания сложных по исполнению фигур, воспроизведение которых другими инструментами требует больше усилий. Среди прочих областей применения можно выделить деревообработку, стекольное производство, создание различных инструментов, прочных пластмассовых заготовок и многое другое. Рабочий диапазон гидроабразивных станков, действительно, крайне широк, так как резка происходит гладко, эффективно и не приспособлена только к определенному материалу.

Все больше крупных предприятий использует эти станки не только за счет их универсальности, но и из-за простоты эксплуатации. Небольшие производственные отходы, отсутствие пыли и грязи, высокая скорость применения, быстрое изменение специализации оборудования и множество других преимуществ делают эти станки предпочтительными к использованию во многих отраслях.


Технология
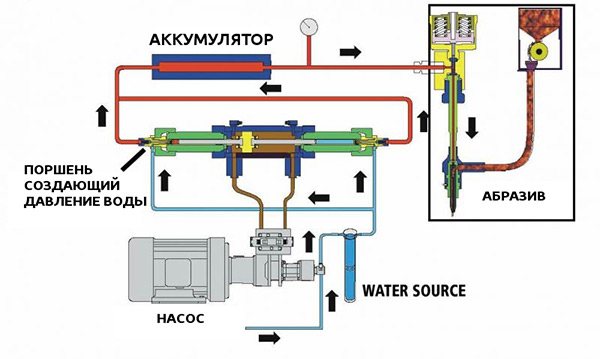
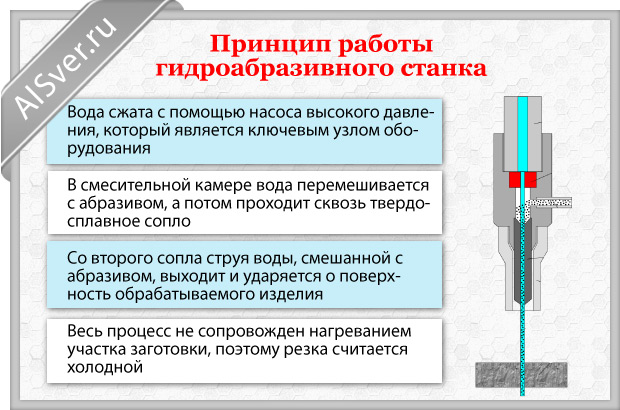
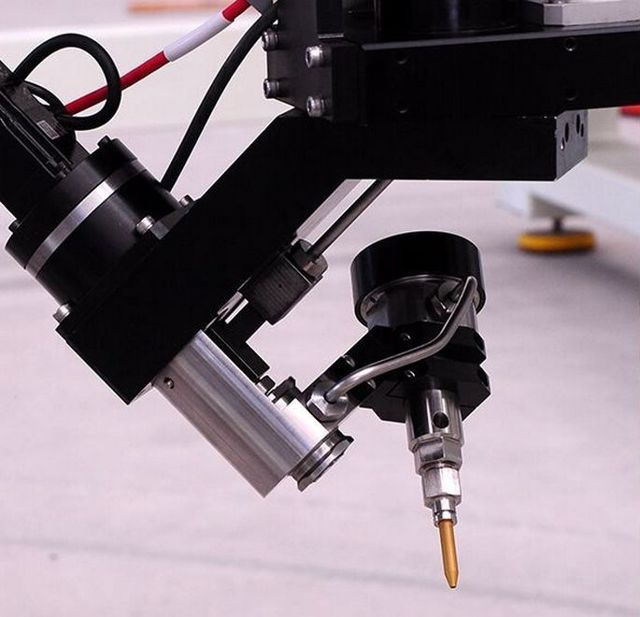
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением – от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.

После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
Устройство гидроабразивного станка
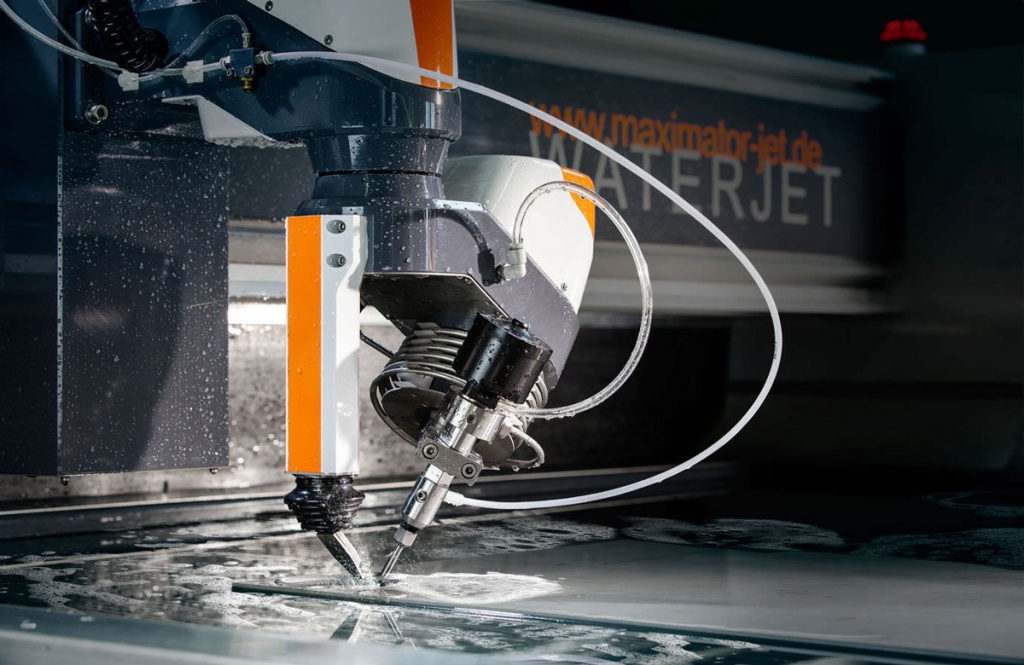
Гидроабразивный станок (возможна установка ЧПУ) для выполнения операций по резке материалов состоит из следующих агрегатов:

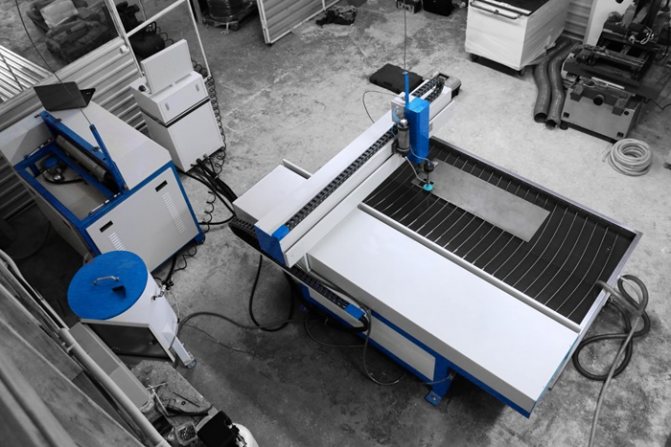
Рис. 2 Гидроабразивное оборудование (оснащенное системой ЧПУ).
- Насосной станции.
- Подводящего трубопровода.
- Стола координатного с охлаждающей ванной и системой приводов позиционирования головок.
- Головок режущих.
- Системного блока подачи рабочей смеси.
- Емкости сбора для воды.
- Блока управления операциями, ЧПУ.
Вода из системы водоснабжения подается в насос, где сжимается и под большим напором поступает к режущей головке по соединительному трубопроводу. Одновременно происходит смешивание абразивных компонентов и подача в специальную смесительную камеру с созданием запаса в мини бункере.


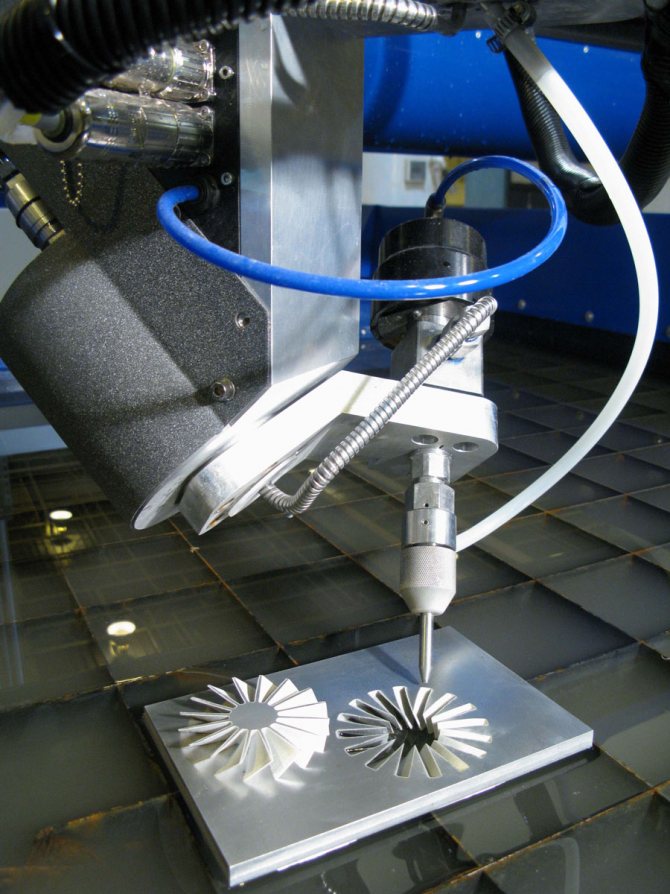





![Гидроабразивная резка металла своими руками [технология]](https://molibden-wolfram.ru/wp-content/uploads/b/b/c/bbc869325141269254dc6c8db86d9346.jpeg)
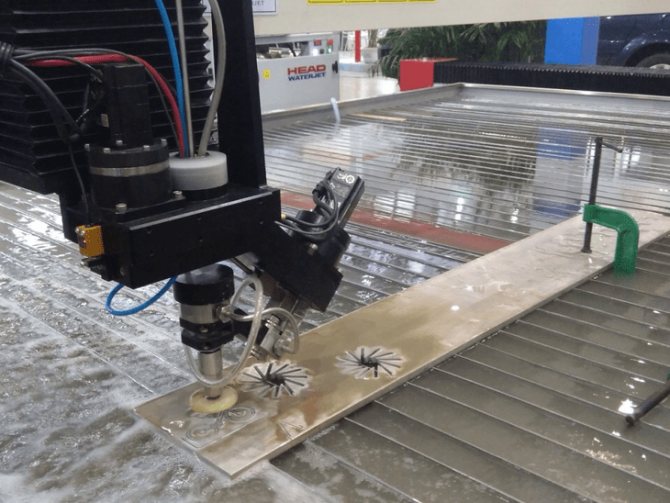
На координатном горизонтальном столе предварительно до начала операции резки с помощью зажимов производится фиксация заготовки и позиционирование режущих головок. В ходе процесса резки образуются отходы, состоящие из частиц материала, абразива и воды которые скапливаются в ванной.
Для осуществления высокой точности операции резки головки оснащаются механизмом координатной корректировки по 5 осям:
- X (движение вперед и назад);
- Y (смещение влево и право);
- Z(смещение вверх и вниз);
- A (смещение с изменением угла наклона);
- С (круговое движение вокруг оси Z).
Уровень воды в охлаждающей ванне регулируется в зависимости от протекающих процессов при резке заготовок. Излишки удаляются в накопительный бак, где производится очистка от частиц абразива и шлама.
Одним из основных узлов станка является водяной насос. В насосе применена плунжерная система позволяющая, сжимать воду до высокого давления.
Плунжерные насосы используются 2 типов:
- усиливающего (бустерные);
- прямого действия.
Насос прямого действия работает по принципу создания низкого давления в цилиндре, откуда вода поступает в насос высокого давления, где с помощью воздействия системы камер и 3 поршней создается необходимый напор воды. Насосы прямого действия имеют невысокую цену и высокий показатель КПД, достигающий 95%, что позволяет создавать требуемый напор воды в системе до 3800 атм.
Для создания рабочего давления требуемого для процесса резки от 4150 до 6000 бар применяются бустерные насосы. В усиливающих насосах необходимый напор воды создается в камере, где поршень приводится в движение поочередно поступающим маслом под давлением 207 атм. В результате осуществления процесса создается напор воды, превышающий в 20 раз давление масла (за счет разности площадей).
Для выравнивания напора воды в системе используется специальный блок аттенюатор, обеспечивающий непрерывность поступления жидкости под большим давлением.
Насосы мультипликаторного типа конструктивно имеют более сложное устройство и требуют принудительной системы охлаждения механизмов.
Для осуществления процесса резки требуется чистая вода без примесей, которую обеспечивает система подготовки воды, осуществляющая процессы, связанные со смягчением воды и удалением элементов: марганца, железа, кремния.
Для предотвращения столкновения режущих головок и достижения высокой точности при обработке заготовки на станке устанавливается специальная система останавливающая процесс при обнаружении неровной поверхности. На подающем трубопроводе устанавливается защита, подключенная к датчику. При столкновении датчик подает сигнал предупреждения, и резак прекращает свое движение.
Для регулирования глубины реза материала используется система постоянного контроля, позволяющая в автоматическом режиме поддерживать необходимый точный зазор между головкой и обрабатываемой заготовкой.
Расходные материалы
Основное сырье – это вода (чистая, прошедшая многоступенчатую фильтрацию, чтобы там не находилось примесей, которые могут вступить в реакцию с заготовкой) и абразивные частицы. Расход достаточно большой, при этом чем толще металл, тем больше расходников используется в секунду. Самое недорогой абразив – мелкий песок. Песчинки размером около 650 микрон эффективно справляются даже с тугоплавкими, высокопрочными сплавами. При этом имеют доступную стоимость. Также регулярно требуется проводить замену запчастей – трубок и шлангов, уплотнителей. Реже – мотора, резервуаров, сопел.
Какое давление нужно для резки металла водой под давлением
Минимальный напор – 1500 атмосфер, максимальный – 6000. Показатель настраивается в зависимости от плотности стали, от необходимой скорости работы. Делать это можно вручную или довериться умному блоку управления.
Предназначение
Станки для резки металла водой универсальны в применении, так как позволяют резать или раскраивать заготовки различной толщинФы, независимо от материала. Благодаря высокой точности позиционирования режущего инструмента можно формировать сложные линии разреза, а также экономить материал за счёт малого диаметра водяного потока.
Станки применяются для обработки таких материалов:
- металлы и сплавы на их основе, включая тугоплавкие;
- стекло: обычное, армированное, триплекс;
- пористые и композитные материалы или многослойные утеплители;
- керамические или гранитные изделия;
- бетон, пенобетон, железобетон;
- пластик.
Оборудование для выполнения гидроабразивной резки используется в следующих сферах:
- космическая отрасль производства;
- самолётостроение;
- изготовление инструментов;
- резка натурального либо искусственного камня;
- машиностроительная сфера.
Комплектующие
У гидроабразивных станков, как и у любых других, имеется основная комплектация и дополнительная. В первую входят такие комплектующие, как рабочий стол с рамой, порталом и ванной, а также насос высокого давления, блок управления и режущая голова с различными клапанами и дозаторами для регулировки струи. У некоторых производителей в базовой сборке могут быть предусмотрены различные функции, но это уже зависит от конкретной модели и не относится ко всей технике в целом.











А также немалое количество компаний предлагает для покупателей набор модификаций, чтобы сделать агрегат более специализированным для работы с определенными материалами. Весьма распространенной функцией является очистка воды. Популярность модификации связана с тем, что при контакте металлической заготовки с жидкостью в неё попадают крупные частицы, а сам материал может быть подвержен коррозии. Еще одной удобной функцией является система подачи абразивного материала через специальную емкость с пневматическим клапаном, куда и засыпается песок.


Функция контроля высоты дает возможность режущей голове избегать столкновений с заготовкой, что иногда случается, если обрабатываемый материал весьма высок. Система представляет собой датчик, дающий технике информацию о габаритах заготовки, чтобы рабочие узлы по своей траектории не соприкасались с изделием. Весьма популярной опцией является лазерное позиционирование. С помощью светодиода режущая голова устанавливается точно над местом, которое является начальной точкой реза.

Для наиболее востребованного производства компании оснащают станки дополнительным узлом в виде сверлильной головки. Если раскрой листов из вязкого или композитного материала сопровождается дефектами, то данная система гарантирует эффективность рабочего процесса.


Какое для этого используется оборудование?
Еще во времена Древнего Египта люди заметили, что вода способна кардинально изменять свойства тех материалов, которые подвергались ее воздействию в течение достаточно длительного времени. Даже твердые камни обкатывались до состояния гладких голышей, а на поверхности гранита и мрамора сравнительно быстро появлялись видимые углубления.
Впоследствии тот же принцип взяла на вооружение современная промышленность. Конечно, с древних пор существенно изменился порядок использования возможностей «оксида водорода»: во-первых, требуется обеспечить приемлемое давление воды, во-вторых – толщину и направление ее струи. Достигается это следующим образом:
- Специальный насос очень высокого давления не только аккумулирует некоторый запас жидкости, но и подает ее к обрабатываемому материалу. Именно от мощности этого механизма зависят толщина и плотность стали, которая может быть разрезана. К самому насосу вода подается из обычной системы водоснабжения, причем (для предотвращения перерывов) желательно осуществлять ее сразу из нескольких источников.
- За толщину струи отвечает специальный регулятор мощности. Скорость разрезания и толщина обрабатываемого материала зависят не только от его настроек, но и от характеристик используемого абразивного материала. Чтобы «разделывать» что-то более вязкое, приходится использовать трехфазный наполнитель, для простой же стали достаточно лишь воды и наполнителя, в роли которого, как мы уже неоднократно указывали, может быть использован самый обычный песок. Разумеется, что можно регулировать не только состав смеси… Какими еще параметрами характеризуется резка металла водой? Давление и скорость жидкости. Имейте в виду, что минимально приемлемая скорость воды должна достигать 1200 м/с при давлении около 4,7 т/см!
Как происходит сваривание деталей?
Газы, испаряющиеся при плавке металла и обмазке электрода, выталкивают жидкость из сварочной ванны — и в таком «окне» удается удержать дугу и сварить шов.
Особенности сварки под водой
- Швы получаются глубоко проплавленными. Это обеспечивается горением дуги в воздухе и давлением на него воды, что в конечном итоге создает давление также на рабочий металл
- Швы получаются грубыми — этому способствует наружное давление и быстрое охлаждение
- Газы, которые испаряются при работе, создают водную пену, а это мешает наблюдать за сварочной ванной. Также видимость зависит от чистоты воды. Если видимость малая, это чревато смещением центра шва.
- Сложность сварочных работ — в трудности попасть электродом точно в место соединения деталей. Сварщику приходится брать кончик электрода и направлять его в начало шва.
- При подводной сварке в отличие от наземных работ используются повышенные режимы тока. Это опасно, но так ускоряется охлаждение металла — а оно обеспечивает хорошую герметичность шва. Единственный минус — из-за быстрой кристаллизации шов получается нестойким к излому и ударам.
- Еще одна сложность — розжиг. Конструкции из металла, которые расположены в воде, часто подвергаются коррозии. А это затрудняет возбуждение дуги. В результате — сварщик практически ковыряет электродом по металлу (т.к. постукивать в жидкой среде просто не получится)
- Под водой тоже действует закон притяжения, поэтому вертикальные швы создаются сверху вниз. Единственное — горение дуги должно быть непрерывным, чтобы газовый пузырь был постоянно и можно было качественно сварить детали.
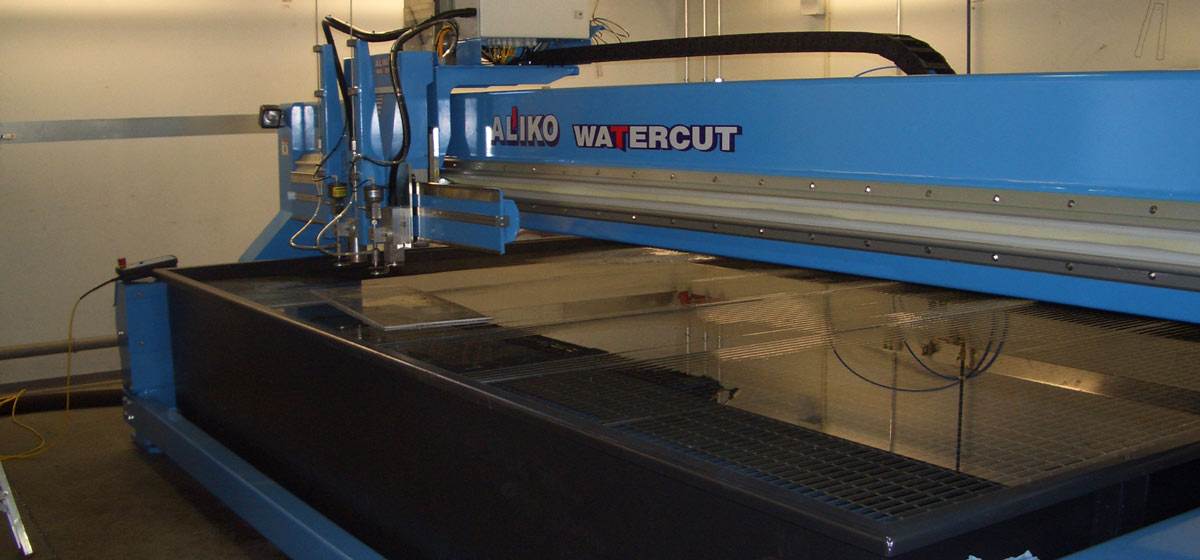
Гидроабразивный станок для резки — устройство

Станки данного типа имеют такие элементы:
- резервуар для воды (от 2 кубов);
- насос высокого давления;
- емкость с абразивом для смешивания с водой;
- трубки высокого давления;
- резак со сменными головками (форсунками);
- ванна с рабочим столом для закрепления заготовки, гашения струи и сбора воды (абразива);
- в промышленных станках – блок ЧПУ;
- в ручных станках – система управления резаком.
Гидроабразивная резка металла незаменима при обработке толстостенных заготовок. Получить действительно качественную линию среза возможно только таким методом. Применение гидравлической резки актуально при обработке камня и других материалов повышенной твердости. После резки, на всей линии, какой бы длинной она не была, не останется ни окалин, ни заусенец, сколов и никакой дополнительной обработки не требуется.
Не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки. Скорость резки не изменяется даже при обработке толстостенных заготовок.
Быстро оценив открывающиеся возможности в получении изделий различной геометрической формы, гидроабразивные станки снабдили ЧПУ. Ручные станки намного дешевле и позволяют сделать большинство простых деталей и заготовок несложной геометрической формы.
Как выбрать плиткорез недорогой, но хороший
В первую очередь рекомендуется определить назначение агрегата. От этого будет зависеть его стоимость и дальнейшие нюансы выбора.








Если вы хотите приобрести устройство для разового использования, то тогда лучше всего купить ручную механическую модель. Электронные аппараты стоят дороже, однако, за счет своих характеристик имеют множество преимуществ.
Рассмотрим, на какие факторы необходимо обращать внимание при выборе подобного агрегата:
Электрические параметры.
Перед приобретением устройства специалисты рекомендуют узнать, какое напряжение необходимо для его работы. Как правило, в домашних условиях нет возможности использовать модели, требующие показателя выше 220 В.
Мощность.
Второй важный критерий выбора, который тоже относится к электронным параметрам – мощность. Для работы с толстой керамической плиткой или же любым другим материалом потребуется применение более производительного устройства.
Минимальная мощность двигателя такого агрегата должна быть не менее 1500 Ватт. Такие модели оснащаются специальными алмазными дисками с диаметром 35 см (для увеличения глубины реза).

В случае если вам необходим прибор для обработки керамической плитки средней толщины, то тогда его мощность должна быть от 800 до 1400 Ватт. Алмазный круг в таком случае будет иметь диаметр 25 см. Для резки стандартных керамических плиток подойдут и менее мощные устройства.
В случае необходимости можно купить электрический плиткорез с водяным охлаждением, который включает в себя защитную систему. В некоторых ручных моделях предусматривается механизм, которые не позволяет произвести непреднамеренный запуск.
На практике он выглядит довольно просто: две кнопки, на которые необходимо нажать одновременно, чтобы агрегат начал работать.
Обратите внимание! Прежде чем купить водяной плиткорез, внимательно осмотрите изоляцию токоведущих элементов. Стоит также учесть, что некоторые агрегаты требуют заземления
Параметры рабочего стола. Глубина реза выбирается, в зависимости от толщины плитки. Желательно подбирать модель, которая учитывает регуляцию режущего диска.










Стол в некоторых моделях, у которых мотор располагается снизу, имеет свойство наклоняться. Это необходимо для того, чтобы обрабатывать облицовочные изделия под определенным углом.

Специалисты советуют обратить внимание на качество основы агрегата (станины). Она должна быть изготовлена из прочного, устойчивого к коррозии, материала
От габаритов рабочей плоскости зависит то, какого размера плитку можно будет резать на ней. Поверхность хорошего электрического плиткореза должна иметь размер не менее 60х45 см.
Параметры подачи воды.
Устройства, в которых двигатель расположен снизу, укомплектовываются резервуаром, расположенным под рабочей поверхностью. Часть режущего круга при работе постоянно находится в нем и, таким образом, охлаждается. Мастера рекомендуют подбирать модель с емкостью среднего размера.
Агрегаты с верхним расположением двигателя имеют более сложную систему охлаждения. В таком случае вода из емкости поступает к режущей части посредством насоса
Перед тем как купить профессиональный электрический плиткорез с водяным охлаждением желательно обратить внимание на наличие фильтров для очистки жидкости
Они присутствуют далеко не везде. Мощность насосного устройства и другие параметры водного контура, как правило, указываются в соответствующей документации.
Области применения
Ракетостроение и самолетостроение — где требуется обработка углеродного волокна титановых сплавов и жаропрочных сплавов. Все области строительства. Гидроабразивные машины используются для резки железобетонных плит, камней, твердой напольной глины и фарфоровой плитки; для создания мозаики, уникальных панелей, инкрустаций из натурального гранита и мрамора. Обычная и фигурная резка камней природного и искусственного происхождения.
Резка стекла — усиленного, композитного и плексигласового. Деревообработка — структурная или художественная резка твердых пород дерева (например, дуб) ДСП панели или ламинит. Резка различных пластмасс — создание сложных форм и компонентов. Инструментальное производство – изготовление деталей требующих высокой точности для станков и производственного оборудования. Пищевая и легкая промышленность — резка замороженных брикетов и упругих материалов может производиться только водой и без абразивных материалов.
Эксплуатация
Установки для гидроабразивной резки необходимо эксплуатировать с учётом следующих правил:
- перед включением нужно убедиться в целостности всех механических узлов, электрокабелей, системы защиты, наличии щитов безопасности;
- работать только в климатических условиях, которые заявлены производителем как допустимые;
- контролировать давление смеси воды с абразивами для обеспечения качественной резки, а также предотвращения повреждений гидролинии, насоса;
- использовать только качественные комплектующие;
- своевременно выполнять техосмотры, обслуживания, ремонты;
- при замене сопла крепления затягивать так, чтобы не повредить его;
- использовать индивидуальные средства защиты для снижения вероятности травматизма оператора.
Многие производители предусматривают расширение функциональности станков. При необходимости можно устанавливать устройство удаления абразивов, насос мембранного типа для работы с агрессивными средами, погрузчик или кран-балку для транспортировки бака.
Станок гидроабразивной резки WTJ. Обзор.
Предназначение
Станки для резки металла водой универсальны в применении, так как позволяют резать или раскраивать заготовки различной толщинФы, независимо от материала. Благодаря высокой точности позиционирования режущего инструмента можно формировать сложные линии разреза, а также экономить материал за счёт малого диаметра водяного потока.



![Гидроабразивная резка металла своими руками [технология]](https://molibden-wolfram.ru/wp-content/uploads/7/6/0/760727f2e7c0c5ced7f6eb299e3cbfd5.jpeg)


Станки применяются для обработки таких материалов:
- металлы и сплавы на их основе, включая тугоплавкие;
- стекло: обычное, армированное, триплекс;
- пористые и композитные материалы или многослойные утеплители;
- керамические или гранитные изделия;
- бетон, пенобетон, железобетон;
- пластик.
Оборудование для выполнения гидроабразивной резки используется в следующих сферах:
- космическая отрасль производства;
- самолётостроение;
- изготовление инструментов;
- резка натурального либо искусственного камня;
- машиностроительная сфера.
Преимущества и недостатки метода
Преимущества гидроабразивной обработки:
- отсутствие нагрева;
- универсальность, позволяющая работать с самыми разными материалами;
- отсутствие необходимости дополнительной шлифовки кромок;
- высокая точность;
- скорость;
- экономичность;
- отсутствие механической нагрузки;
- безопасность;
- экологичность.
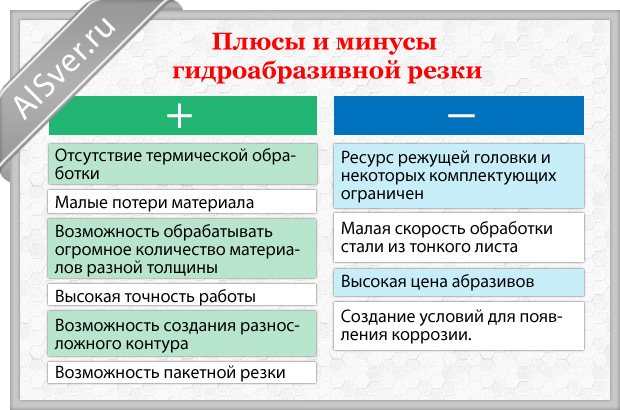
Недостатки гидроабразивного метода:
- эффект конусности, возникающий вследствие инерционности струи воды;
- невысокая рентабельность при раскрое тонких заготовок.
Благодаря тому, что преимуществ у этого метода гораздо больше, области его применения неуклонно расширяются.
Достоинства и недостатки станков для гидрорезки

Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Принцип работы и виды станков гидроабразивной резки
станок для гидроабразивной резки с ЧПУ
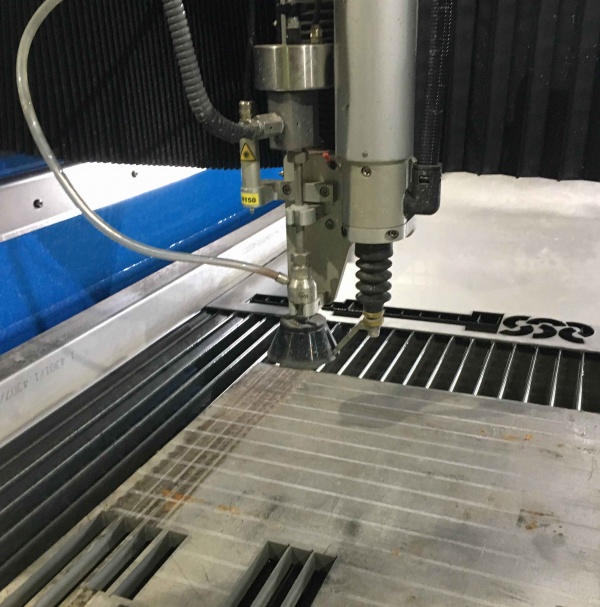
Станок гидроабразивной резки с ЧПУ работает следующим образом:
- насос подает волу в рабочую головку, здесь создается струя воды необходимого диаметра. Поступает в смеситель, где образуется водно-песчаная смесь, оттуда направляемая непосредственно в сопло. Диаметр сопла может быть от 1 до 5 мм;
- из сопла под давлением от 100 до 6000 бар выливается смесь, выбивающая частички материала. Скорость движения смеси в несколько раз превышает скорость звука. Головка поворачивается в большом диапазоне и контролируется автоматикой;
- происходит процесс искусственной эрозии, позволяющий работать с каменными плитами до 300 мм толщиной.
Обработка мягких материалов, например, древесины, резины, некоторых пластиков проводится без абразивных частиц, чистой водой. Сопло надевается сапфировое или рубиновое, а дюза должна быть минимального поперечника. Такие сопла служат дольше, ведь чистая вода более мягко воздействует на расходники.
Оборудование для гидроабразивной резки различается устройством, назначением, мощностью и стоимостью:
- станки с ЧПУ;
- портативные.
Станки с ЧПУ выполняют резку в соответствии с загруженными параметрами и чертежами. Они выполняют сложные фигурные изделия практически без вмешательства оператора. Производственные цеха обычно оснащаются таким оборудованием.





