
Как варить нержавейку самостоятельно?
Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной. Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя. Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.
К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.
Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали
Соединение деталей из нержавеющей стали выполняют так:
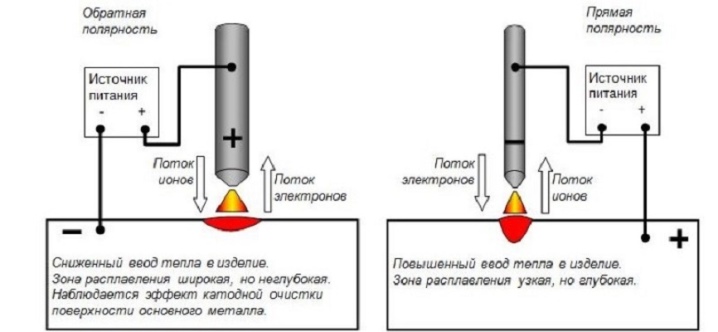
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Завершающий этап
Он сводится к освобождению места соединения от образовавшегося шлака, окалины.Первую помеху удаляют небольшим (шлакоотбойным) молотком. После освобождения шва от несовершенств обязательно проверяют качество работы. Если «непровары» все-таки обнаруживают, то стыки вырезают, а сварку повторяют. Окончательную зачистку шва производят металлической щеткой, доводочным кругом, шлифовальным валиком и т. д.
Работа со сварочным оборудованием совсем не проста. Еще труднее операция с нержавеющей сталью, а рассказать о ней с помощью букв нереально. Ошибки неминуемы, поэтому только многочисленные тренировки на «подопытном» материале, а также советы мастеров помогут понять, а затем досконально изучить технологию.
Чтобы увидеть и узнать, как варить нержавейку правильно, лучше всего уделить немного времени популярному видео:
Техника сварки ТИГ
При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу.
Сварка ТИГ выполняется “углом вперед” (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами
При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны
Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др.










Технология MIG/MAG сварки
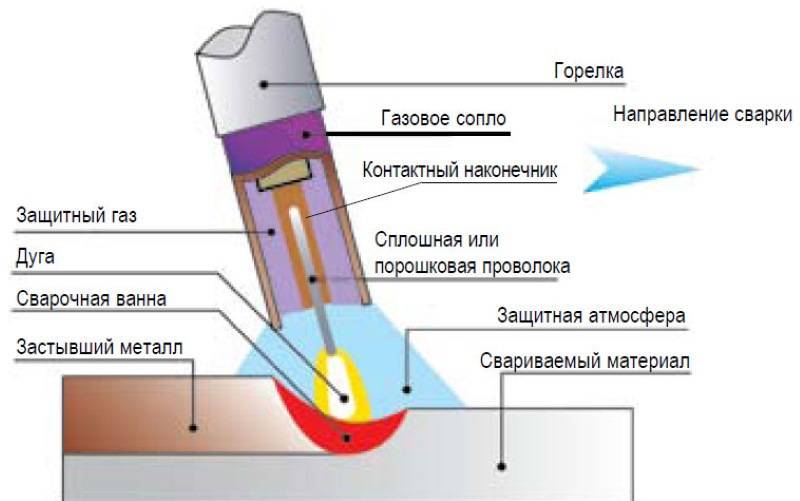
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.
Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.
Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
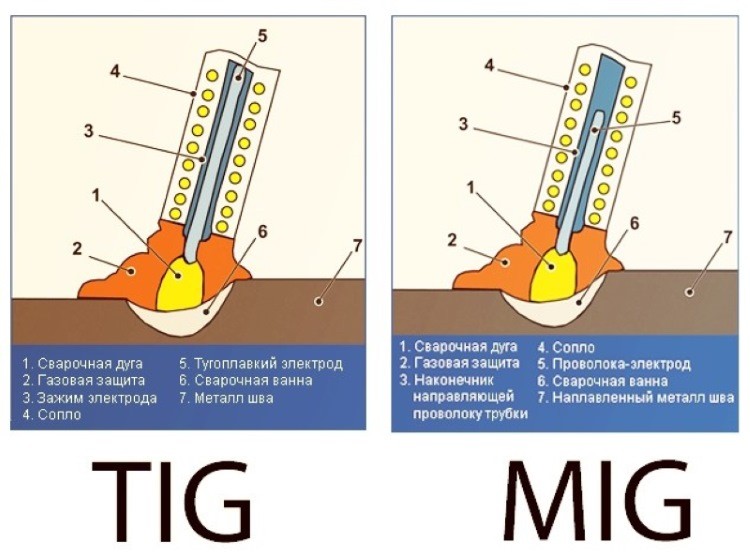
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.
В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Виды сварки
С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
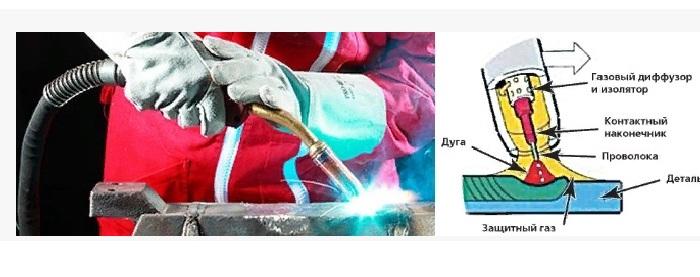
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.









Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.
Применяется для сплавки алюминия и тонкой листовой нержавейки.
Это интересно: Сварка нержавейки с черным металлом — технология, безопасность, трудности
Как приварить нержавейку к черному металлу: способы и порядок действий
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.
Оборудование
Варить нержавеющую сталь можно любым электрическим аппаратом. Подходят типы MIG, MMA, DC TIG, AC TIG. Однако в любом случае критическим моментом будет необходимость широко регулировать работу устройства. Важную роль играет возможность полноценно работать на более слабом, чем обычно, токе. В противном случае велик риск пережечь или даже прожечь материал.
Еще актуальны:
- пригодность для работы в прямой и обратной поляризации;
- опция перехода на переменный ток;
- возможность импульсных сварочных работ.

Лишь сравнительно немногие профессиональные сварочные аппараты обладают всем этим функционалом. О бытовом сегменте и говорить не приходится. Потому подобрать, действительно, подходящее устройство трудно.












В сварке нержавеющей стали по системе MMA используют «основные» либо «рутиловые» электроды. Их диаметр определяется толщиной соединяемого металла и его маркой. Отличным выбором окажется «Сварог PRO ARC». Альтернативами будут «ПАТОН ВДИ-200Р», «Сварог Tech ARC». Все подобные устройства могут:
- действовать при отрицательной температуре;
- варьировать ток от 30 до 180 А;
- взаимодействовать с электродами сечением до 4 мм;
- использовать функции горячего пуска, Arc Force, Anti-Stick.
Если говорить не про бытовую, а про профессиональную технику, то можно рекомендовать:
- Lincoln Electric;
- Kemppi Minarc;
- WM Pico 162.


Аргоновую сварку нержавейки в профессиональном и частично профессиональном режимах выполняют очень тщательно. Обычно для этой цели применяют устройства с функционалом SoftSwitch, которая уменьшает интенсивность тепловых потерь. А также полезны:
- подстройка баланса тока;
- пульсирующий режим;
- корректировка частот переменного тока.
Фундаментальную роль имеет опция MIX TIG. Такой параметр характерен для профессиональной и полупрофессиональной техники. Суть в том, что переменный ток сменяется постоянным и обратно. Первый ломает пленку оксидов, избавляя от перекала металла, а второй — отвечает за расплавление и сваривание.
Хорошими образцами такой техники являются:
- Aurora Ironman;
- Triton Alutig;
- Fubag Intig;
- Aurora Pro Inter;
- «Сварог PRO TIG».


Эти устройства из разных ценовых категорий. Однако качество работы у них примерно одинаково. Разница, если не считать мелких нюансов, касается времени беспрерывной работы и мощностных ограничений. Еще стоит учесть полуавтоматическую сварку нержавеющей стали электродами. Даже не слишком опытные специалисты могут взяться за такую работу и успешно довести ее до конца.
Однако в руках продвинутых исполнителей сварочные устройства MIG способны на истинные чудеса. Они справятся и с очень тонким листом, и с крупногабаритными конструкциями. Для работы с тонкими материалами полезна опция задания короткой дуги. Важны также режимы струйного переноса и импульсных включений. Часто применяется комбинация газа и монолитной проволоки из нержавеющего сплава.
Постепенно швы будут покрываться ржавым налетом. Рекомендуется выбирать устройства, которые рассчитаны на работу в аргоновой или аргоно-гелиевой атмосфере. Хорошим вариантом можно считать:
- «Сварог Easy Mig»;
- Brima;
- Kemppi Minarc Vig Evo 170;
- Lincoln Electric;
- Triton Mig 300;
- EWM Picomig;
- «Феб Норма».


Общая информация
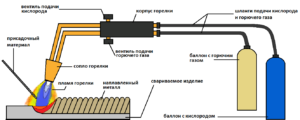
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.

Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.










Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.

Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.

Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Меры безопасности
Сварочные работы выполняются со строгим соблюдением правил техники безопасности:
- Никогда не применять неисправное оборудование. Проверять аппарат заранее, осматривать рабочие элементы, провода на наличие возможных пробоев.
- Электроды должны быть новыми, со сохранившимся рабочим слоем. Нельзя использовать треснутые стержни.
- Подготавливать рабочее место заранее. Убрать все горючие смеси подальше, очистить стол от ненужных предметов, которые могут помешать проведению сварочных работ.
- Сварка считается вредным технологическим процессом. Поэтому нужно использовать маску сварщика, защитный комбинезон, перчатки, прочную обувь.
- Под ноги положить резиновый коврик, чтобы исключить удары током.
- Помещение, в котором проводятся сварочные работы, должно быть оборудовано хорошей системой вентиляции.
- Для удобства желательно проводить работы на металлическом рабочем столе.
Работая с баллонами, наполненными инертными газами или кислородом, необходимо вытирать любые подтеки масла в рабочей зоне.
Любой сварщик знает, как сложно сваривать детали из нержавейки между собой. Процесс усложняется, если нужно соединить нержавеющую сталь с черным металлом. Поэтому необходимо точно определить компоненты материалов, подобрать электроды, рабочий режим аппарата. Во время рабочего процесса нужно учитывать советы профессионалов.
Сварка нержавеющей стали в аргоне
В защитной аргонной среде применяются вольфрамовые электроды. Это достаточно простой и в то же время высокотехнологичный метод, дающий возможность создавать надежные соединения даже в домашних условиях. Технология чаще всего востребована при монтаже трубопроводных коммуникаций, предназначенных для транспортировки различных жидкостей или газов. Она обладает некоторыми особенностями:
чтобы вольфрам не попадал в рабочую зону, дуга поджигается бесконтактным способом. В случаях, когда поджечь сварочную дугу на соединяемых деталях нельзя, то она разжигается в специальной угольной плите
После этого осторожно перемещается на стык;
данный способ одинаково хорошо работает как на переменном, так и на постоянном токе;
выбор режима работы зависит от толщины полок заготовок
К понятию «режима работы» в данном случае относится не только выбранные на сварочном оборудовании параметры, но и диаметр вольфрамового электрода и проволоки, которая используется в качестве присадки; скорость проведения сварочных работ, расход инертного газа и т.д.;
важно проверить перед началом работ уровень легирования присадочной проволоки и соединяемых элементов. У расходника это показатель должен быть выше;
при сваривании металла не следует делать электродом колебательных движений
В противном случае высока вероятность окисления металла и нарушения зоны сварки.
Касательно полуавтоматической сварки, то работа с ней практически ничем не отличается. Единственная разница состоит в том, что проволока в зону сварки подается автоматически. Благодаря этому, значительно быстрее протекают сварочные процессы. Благодаря применению полуавтоматических установок, можно реализовать разные способы соединения заготовок из нержавеющей стали. Некоторые из них:
- Метод струйного переноса. Благодаря технологии удается качественно соединить заготовки большой толщины.
- Сварка короткой дугой. Отлично подходит в случаях, когда требуется соединить детали небольшой толщины.
- Импульсная сварка. Наиболее выгодный со всех сторон вариант. Он наименее затратный и универсальный в плане сваривания заготовок разного размера.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.










Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Применение инертных газов
Сварка MIG (МИГ) – это международное обозначение сварочного процесса металлов в среде инертного газа. В качестве инертных газов используются аргон, гелий или их смеси.
Газ поддают из баллонов по шлангам высокого давления в горелку. Он вытесняет атмосферный воздух вокруг электрической дуги, благодаря чему исключается вредное воздействие кислорода на сварочное соединение.
Шов получается качественным и плотным, без пор. Недостатком МИГ сварки является высокая стоимость инертного газа. Аргон стоит в 45 раз, а гелий в 156 раз дороже углекислого газа.
 MAG cварка – это международное обозначение сварочного процесса в среде активного газа. В качестве активных газов наибольшее применение получили углекислый газ и азот. Их функция такая же, как и у инертных газов, – защита от кислорода атмосферы.
MAG cварка – это международное обозначение сварочного процесса в среде активного газа. В качестве активных газов наибольшее применение получили углекислый газ и азот. Их функция такая же, как и у инертных газов, – защита от кислорода атмосферы.
Углекислота в области сварки разлагается на кислород и оксид углерода, что приводит к вредным последствиям, типа пористости сварного шва. Чтобы это избежать, необходимо использовать электроды или присадочную проволоку с примесью марганца и кремния.
Они связывают освобождающийся кислород и раскисляют сварочную среду. Газы хранятся в баллонах высокого давления, для использования применяются понижающие редукторы. При использовании углекислого газа рекомендуется переворачивать баллон и выпускать пары воды, только затем начинать МАГ сварку.





