
3 Газовая сварка – основные техники и тонкости процесса
Данный вариант соединения профильных изделий менее распространен, чем рассмотренный выше, так как шов, получаемый в процессе сваривания, характеризуется недостаточно качественными механическими свойствами. При газовой сварке кромки разогреваются в газокислородном пламени, после чего происходит заполнение зазора между трубами. Как и при использовании дуговой методики, кромки необходимо очистить от грязи, а затем сделать их скос (если стенки имеют толщину от 3,5 мм и выше).
Для этого вида сварочных мероприятий обычно используют кислород или ацетилен. Газовая сварка рекомендована для соединения трубных изделий, имеющих стенки малой толщины. Решив применять именно газосварочное оборудование, не забудьте запастись специальной сварочной проволокой, чей состав идентичен составу свариваемой трубы, а также флюсом, которые требуется для уменьшения окисления металла. Флюс предохраняет металл от агрессивного влияния воздуха, создавая на поверхности расплава тонкую пленку.

Существуют две техники выполнения сварки с применением газового аппарата:
- Шов делается слева направо. Данная схема гарантирует минимальный расход газа и высокую продуктивность работ. Суть ее состоит в том, что присадка направляется за горелкой с пламенем, воздействующей на сваренный участок шва. Техника подходит для труб со стенками более 5 мм.
- Шов справа налево. Схема обеспечивает аккуратный вид шва, рекомендована для тонкостенных труб. В этом случае присадочный материал идет перед горелкой, которая нацеливается на кромки изделий.

Контактная сварка отлично демонстрирует себя в любых монтажных и погодных условиях, после нее получается очень качественный и стабильный шов, но выполнять эту процедуру могут исключительно подготовленные специалисты. В домашних условиях использовать ее практически нереально. Поэтому описывать подробно контактную сварку мы не будем. Скажем лишь то, что ее принцип основывается на нагревании электротоком профильных труб без применения каких-либо специальных присадок.
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.

Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие. Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Подготовительные работы и разработка чертежа
Понятно, что всякая работа начинается с подготовительных мероприятий. При строительстве, первое что необходимо выполнить – это разработать детальный чертеж. По нему можно будет рассчитать количество требуемого материала. За основу можно взять готовые проекты, которые есть на различных Интернет-ресурсах в свободном доступе, либо сделать свой, исходя из предпочтений







Важно выполнять замеры точно в миллиметрах, это позволит избежать ошибок при создании конструкции
Чертеж не только поможет произвести изготовление калитки из профильной трубы быстрее и проще, но и даст возможность сэкономить средства. Правильно разработанная схема ясно показывает, сколько материала уйдет на изготовление конструкции из профильной трубы, и не нужно будет покупать лишнее. Так же наличие подробной схемы сокращает время на изготовление калитки из профтрубы.
Далее можно посмотреть несколько вариантов схем для изготовления данной постройки. Они могут стать основой для будущего строения, к которой можно добавить свои детали. В этом вопросе все зависит от личных предпочтений, и чертеж может быть дополнен другими элементами.
Когда схематическая разработка калитки из профильной трубы сделана, следует подготовить металлический трубопрокат к работе. Если это не новые изделия, то их следует очистить от коррозийных образований шлифовочным диском.
Если это новые изделия без ржавчины, то перед тем, как сварить, их необходимо обезжирить простым растворителем, которым разбавляют краску.
Затем трубопрокат для калитки из профильной трубы режут кусками намеченной длины. Для входного отверстия прямоугольной формы металлический проф материал рекомендуют резать парами. Так заготовки для строения из профильной трубы будут иметь одинаковую длину.
Размеры и форма
Для сплошной калитки в качестве столбов берут профилированную трубу сечением 60*60*3 мм. При этом стенки лучше выбрать потолще, так как это скажется на долговечности конструкции. Для рамы обычно используется прямоугольная труба 40*20*2,5 мм. Прочности этой трубы достаточно для средних ветровых нагрузок. При небольших ветровых нагрузках можно стенку взять 2 мм, но варить будет сложнее. Все что тоньше 2,5-3 мм сваривать надо в особом режиме и это далеко не просто. Если ветра более сильные, можно или увеличить толщину стенки, или использовать прокат большего сечения: 40*30 или 40*40, даже 40*60.
Калитка — устройство, размеры
Высота калитки с верхней перекладиной обычно около двух метров, без перекладины — от 1,2 м. Низкие обычно делают во внутренних заборах, разграничивающих участок или в полупрозрачных невысоких оградах. Для глухих высоких заборов из профлиста, древесины, плоского шифера более характерна высота на уровне забора. Ширина калитки — минимальная 90 см, оптимальная 100-110 см. Эти размеры основаны из практических соображений, так как зимой или осенью проходить в верхней одежде в узкую калитку с шириной 70-75 см будет неудобно, а также будет трудно пронести при необходимости какие-то крупные вещи.
Ещё стоит поговорить о том, на какую глубину закапывать столбы. Стандартное решение — на 15-20 см ниже глубины промерзания. Исходя из этого значения и прибавив к нему высоту калитки, изготавливают опоры.
Дополнительные укосины увеличивают жесткость
Лопатой или при помощи бура в земле делают яму, на дно которой засыпают ведро щебня средней фракции. Потом устанавливается столб, выставляется вертикально, засыпается щебнем (можно битым кирпичом) и заливается бетонным раствором. Когда раствор наберет не менее 50% прочности (через 7 дней при температуре +20°C), можно крепить каркас калитки.
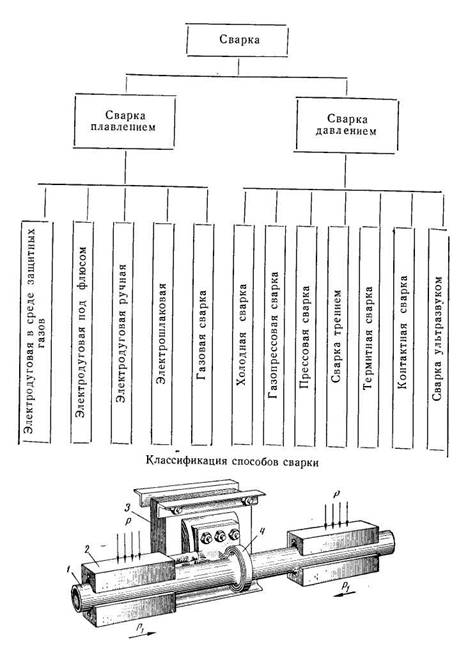
Основные методы сварки труб
Существует ряд методов соединения профильного трубного проката сваркой. Среди методов сварки, что используются в современной практике, выделяют:
Ручную дуговую
Данный метод имеет широкое распространение за счет простоты технологии, высокого качества швов, возможности простой обработки труднодоступных труб, а также доступности оборудования и расходных материалов.
Такая технология идеально подходит для сварки практически любых толщин и сечений. В случае, когда толщина трубы превышает 4 миллиметра, металлопрокат необходимо предварительно подготовить перед сваркой. Весть процесс подготовки заключается в зачистке и обезжиривании торцов.
Газовую
Технология подразумевает нагрев места сварки с последующей подачей присадок, которые при плавке заполняют место сварки. При толщине металлопроката менее 4 мм допустимо не формировать сварную кромку.
Существует 2 основные методики газовой сварки:
- Правый метод, который заключается в перемещении присадки непосредственно за горелкой. Среди плюсов метода выделяют хороший обзор рабочей зоны и максимальный прогрев кромки. Метод применим для металлопроката с толщиной более 5 мм.
- Левый метод представляет обратную технологию, где присадка подается впереди самой горелки. Такой подход является оптимальным для тонкостенного металлопроката.
Контактную
Данная технология ориентирована на производственный сектор, а ее применение в бытовых условиях практически невозможно за счет высокой стоимости оборудования и технологической сложности процесса сваривания.
Сварка проводится без применения присадок и заключается в равномерном давлении электродов при одинаковой силе пропускаемого тока. К достоинствам метода относят высокую точность стыковых соединений и монолитность итоговой конструкции.
Особенности сварки тонкого металла инвертором — правила и советы
В настоящее время инверторные сварочные аппараты являются одними из самых доступных. Именно их чаще всего используют в домашних целях для выполнения небольшого объема работ. Но нередко при недостаточном опыте мастера сталкиваются со множественными проблемами – начиная от прожига заготовки и заканчивая недостаточно прочным швом.
Наиболее трудоемкой является сварка тонкого металла — наши советы для начинающих помогут избежать самых распространенных ошибок.
Прежде всего необходимо внимательно изучить возможности конкретной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого можно определить режим работы аппарата для сварки металла конкретной толщины.







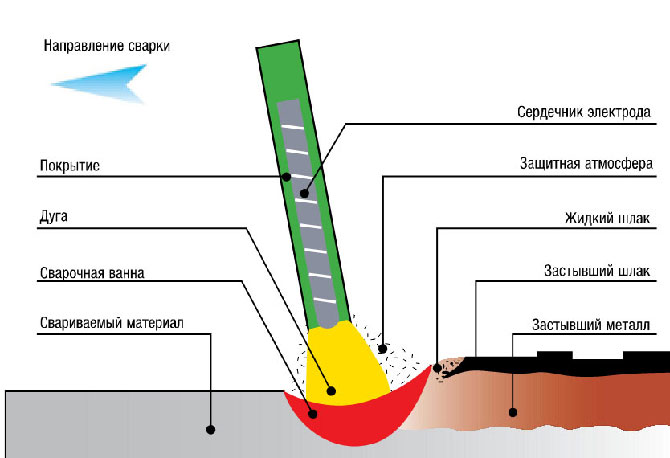
Общая схема формирования шва
Кроме вышеописанных параметров, нужно учитывать такие факторы:
- Технические характеристики свариваемого металла. От этого будет зависеть выбор марки электродов.
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указываются на упаковке.
- Подготовить место для проведения работ. Лучше всего выполнять их вне помещения, так как в процессе сварки будет выделяться газ.
Особое внимание нужно уделить марке электродов. Если необходимо варить низкоуглеродистые стали или металлы со средним содержанием этого компонента – выбираются углеродистые электроды
По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных сортов стали.
Советы
После подготовки рабочего места и металла можно начитать процесс сварки. Для создания комфортных условий рекомендуется использовать специальную маску сварщика «Хамелеон». С ее помощью можно контролировать качество шва без остановки процесса.
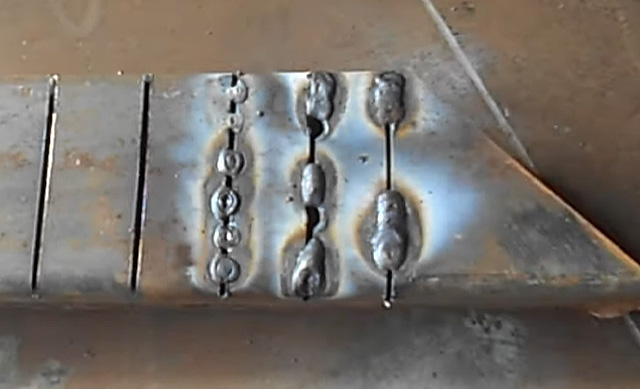
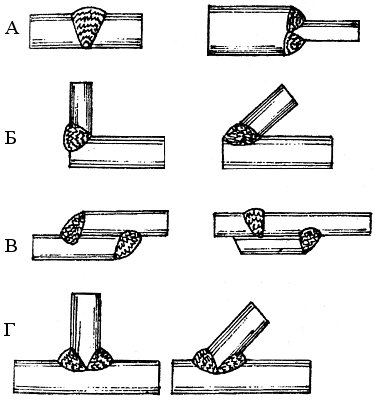
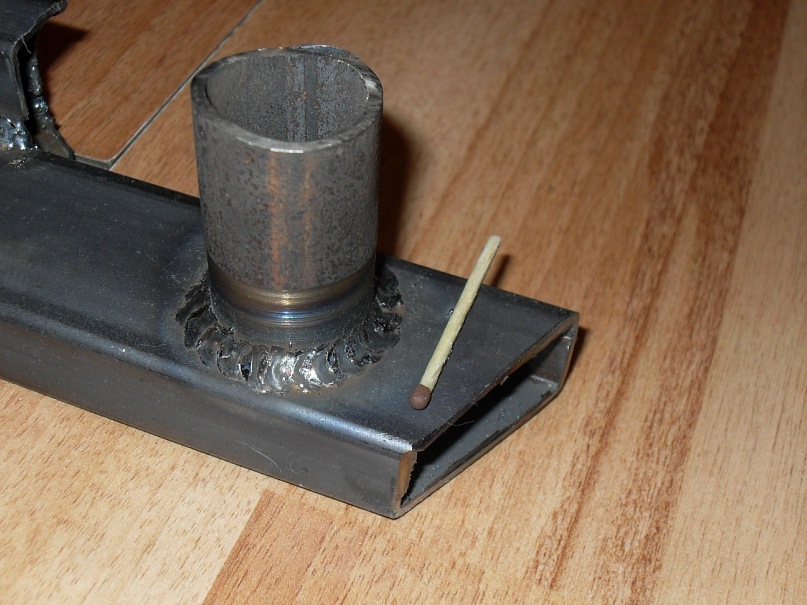
Качественное торцевое соединение
Металл должен располагаться на удобном от работника расстоянии. При надобности листы (деталь) фиксируются с помощью струбцин. Для лучшего качества сварного соединения рекомендуется выполнять рекомендации от профессионалов.
Электроды следует подключить к положительной клемме. Таким образом на поверхность металла не будет оказываться избыточная термическая нагрузка. Используя такое подключение, можно получить качественный широкий шов с неглубокой проплавкой.
Положение
Сварка внахлест
Во время выполнения работ место сварки должно быть в зоне видимости. Независимо от направления, угол наклона электрода составляет 30-35° относительно шва. Так можно контролировать состояние металла и газовой ванны. Следует опасаться вытекания расплавленной массы из области сварки.
Сначала электрод подносится к материалу, но не касается его. По мере образования расплавленной капли можно начинать движение фиксирующей рукоятью вдоль шва. Рекомендуется сначала «набить руку» на ненужных кусках металла аналогичной толщины, а затем приступать непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение делается внахлест.
Теплоотвод
Одной из самых распространенных ошибок неопытного сварщика является перегрев стали. В особенности это актуально для тонкостенных деталей и листов. Поэтому нужно организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди
Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла, не образуя зазоры
Это лишь небольшая часть профессиональных «хитростей». Для создания по-настоящему надежного и качественного шва в тонкостенном металле необходимы две составляющие – хороший инвертор и опыт. Последний приходит со временем, и чем больший объем работ выполняется – тем быстрее можно научиться делать хороший сварной шов.
ismith.ru
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.

Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.

До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.






Методы сварки тонкостенных металлических конструкций
Решая, как сварить две трубы, необходимо помнить, что способов может быть несколько. Следует выбрать наиболее подходящий для определенного вида труб. Для выполнения дуговой сварки необходим хотя бы минимальный опыт. Если его нет, то такой вариант при отличном его качестве будет слишком трудным. В данном случае надо сначала потренироваться, правильно выбрать электроды. Если планируется сварка металла с толщиной в 1,5 мм, то электрод надо брать на 2 мм, реже 3 мм. В любом случае дуговая сварка подходит для труб лучше всего.

Контактная электрическая сварка.
Если металл очень толстый, то лучше всего применять непрерывный метод сварки при токе в 40-60 А
Важно следить, чтобы металл не прорезался, а именно проваривался. Быстро вести электрод не следует, так как качество шва будет низким
Прерывистая точечная сварка применяется для тонкого металла, но важно постоянно следить за свариванием, так как стенка трубы легко проваривается насквозь, а этого допускать нельзя.
Как сварить две трубы? Для тонких труб можно воспользоваться полуавтоматом, он работает с малой силой тока, обеспечивает отличное соединение при небольшом усилии. Нужно постоянно следить за тем, какая сила тока подается на рабочую поверхность. Можно делать непрерывный или точечный шов, режим для этого переключать не надо.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Способы сварки
Профессионалы хорошо знают, как варить профильную трубу разными методами. Поэтому они быстро и качественно выполняют поставленные задачи.
Сварка ручным дуговым способом
Этот метод часто используют специалисты. Данный способ прост в исполнении. Он позволяет получить качественный шов при использовании доступного оборудования.
Шов после сварки ручным дуговым способомИсточник content.foto.my.mail.ru
Для выполнения процесса специалисты используют инверторный или трансформаторный сварочный аппарат. Для повышения удобства проведения работ дополнительно могут применяться разные приспособления. Одними из них являются магнитные угольники. С их помощью удобнее сваривать трубные заготовки под нужным углом.
Нередко специалисты также используют центраторы. С их помощью удается быстро совместить оси деталей, когда они соединяются торцами. Применяются внешние и внутренние центраторы. Одной из разновидностей являются струбцины, позволяющие жестко закрепить изделия на ровной поверхности.
Ручная дуговая сварка используется для соединения профилированных трубных деталей с разными размерами сечения и толщиной стенок. Если профтрубы изготовлены из металла толще 4 мм, тогда их торцы предварительно зачищают, а потом обезжиривают.
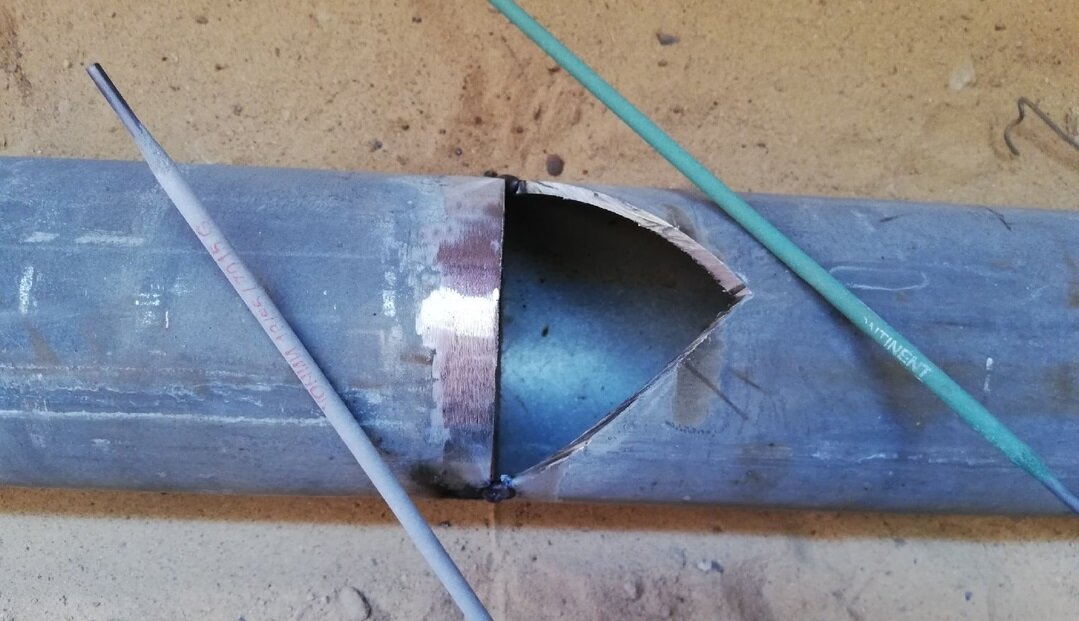
Кроме того, необходимо еще знать, какими электродами варить профильную трубу, чтобы получить прочное соединение. Если толщина стенок не превышает 4 мм, тогда применяют стержни, у которых диаметр составляет от 2 до 3 мм. При этом сила тока на сварочном аппарате устанавливается в пределах от 50 А до 60 А.
Сварочные электроды 2.5 ммИсточник main-cdn.goods.ru
Электродуговой сварочный процесс в защитном газе
Соединение профтрубы таким способом выполняется при использовании неплавящихся электродов. Метод применяется для сварки тонкостенных деталей, которые предварительно очищаются и обезжириваются.
Для правильного выполнения процесса нужно тоже знать, какими электродами варить профильную трубу 2 мм. При соединении такого проката применяют вольфрамовые прутки. Их диаметр должен быть 1 мм. Если же у металлопроката толщина стенки превышает 2 мм, тогда используют электроды, у которых размер сечения составляет 1,6 мм.





Правильно выбирать также нужно диаметр сварочной проволоки. Эта ее характеристика тоже зависит от толщины металла. Если она составляет 1 мм, тогда применяют проволоку диаметром от 1 мм до 1,5 мм. Когда толщина стенки профтрубы равна 2 мм – используют проволоку, у которой размер сечения составляет от 2 мм до 2,5 мм.
Сварочная проволока для профтрубыИсточник tck-market.ru
При выполнении самого процесса профессионалы удерживают электрод на минимальном расстоянии от места сварки. Это позволяет создать максимально короткую дугу, что улучшает проваривание и повышает качество сварного соединения. Электрод перемещают только в направлении шва. При этом не совершают поперечных движений.
Важно также правильно устанавливать силу тока, когда выполняется электродуговая сварка профиля в защитном газе. Ее величина должна составлять 50-120 А
На выбор значения влияет толщина металла.
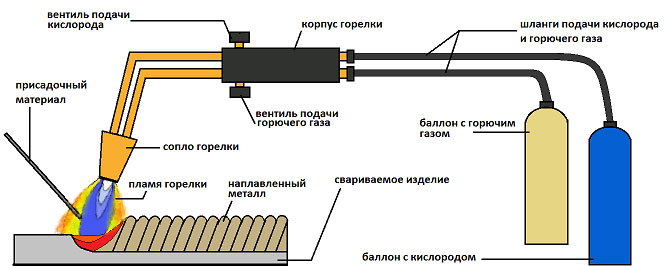
При выполнении электродугового сварочного процесса в защитном газе специалисты используют:
- блок и трансформаторный или инверторный источник питания;
- газовую горелку;
- баллон с газом;
- специальные резиновые шланги;
- редуктор.
Оборудование для электродугового сварочного процессаИсточник 8.allegroimg.com
При завершении электродугового сварочного процесса сначала уменьшают напряжение. При этом газ перекрывают не сразу, а только по истечении 15 секунд после отключения тока.
Газовая сварка
При использовании этого способа сварочных работ сначала выполняют нагрев места, где соединяются два отрезка трубы. Потом в эту рабочую зону осуществляют подачу присадочного материала. В результате происходит его расплавление и заполнение зазора.
Газовая сварка профтрубы может выполняться правым или левым способом. Во время реализации первого варианта присадочный материал перемещается за газовой горелкой. Данная техника отличается тем, что место соединения хорошо прогревается. При этом сварщику ничто не закрывает обзор. Он хорошо видит рабочую зону. Поэтому удается снизить расход газа и увеличить производительность. Технология в основном применяется при сваривании профтруб со стенками толщиной более 5 мм.
Технологические особенности газовой сваркиИсточник ds02.infourok.ru
Вторая разновидность техники используется, когда осуществляется сварка тонкостенного металлопроката. Левый способ отличается тем, что присадочная проволока перемещается впереди газовой горелки.
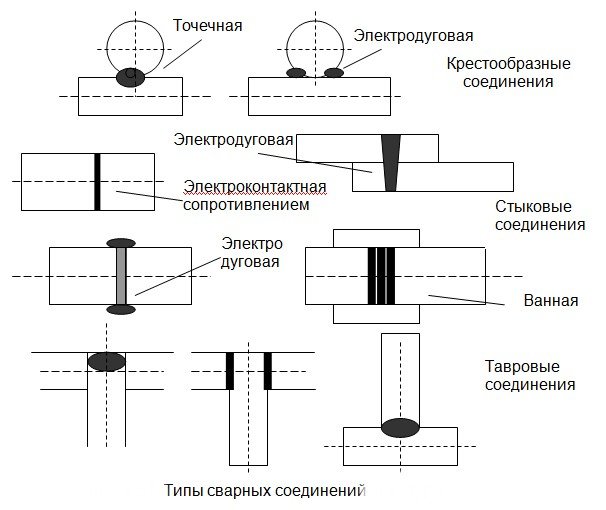
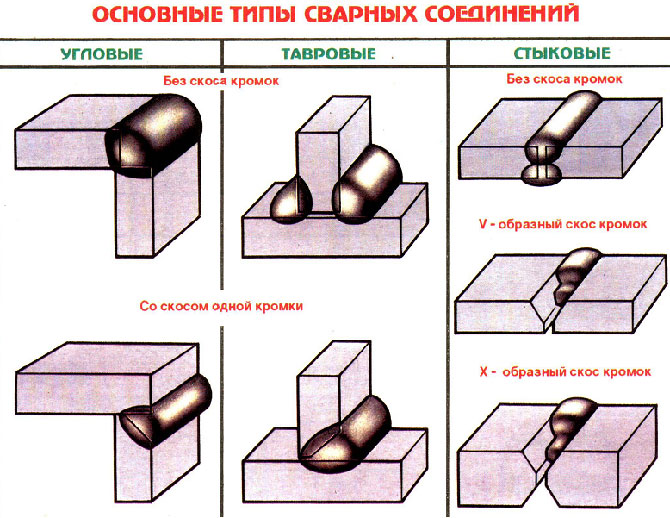
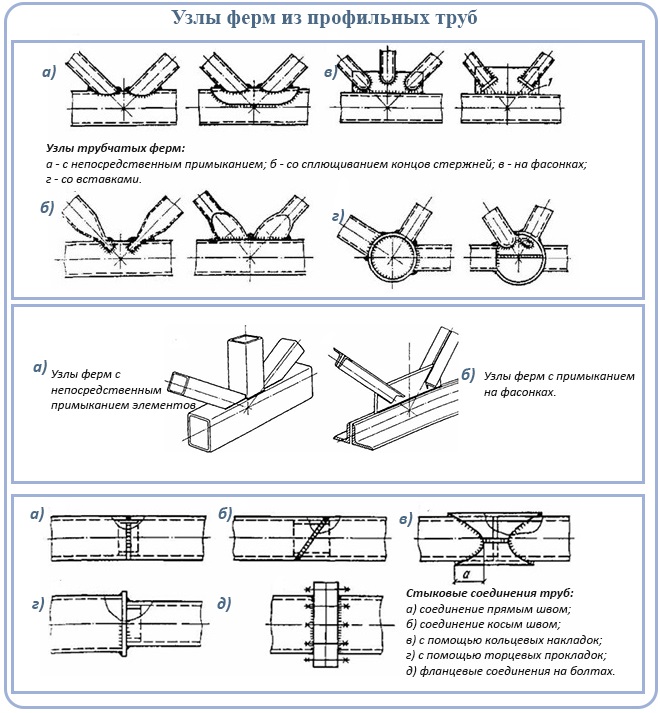
Виды сварочных работ для соединения профильных труб
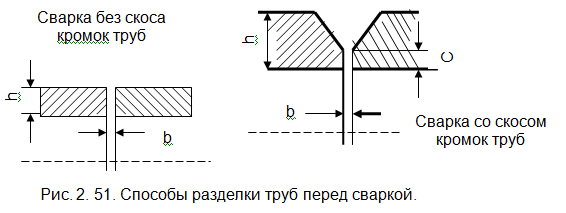
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
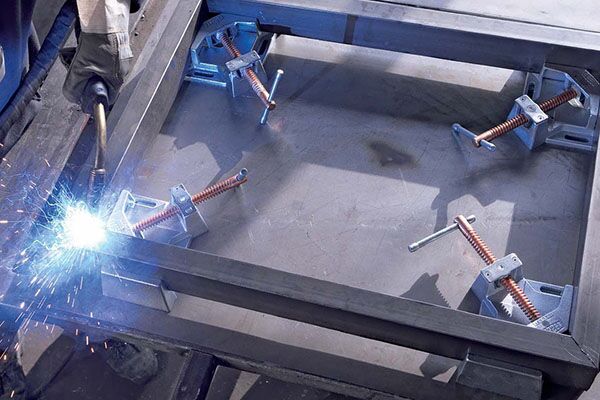
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
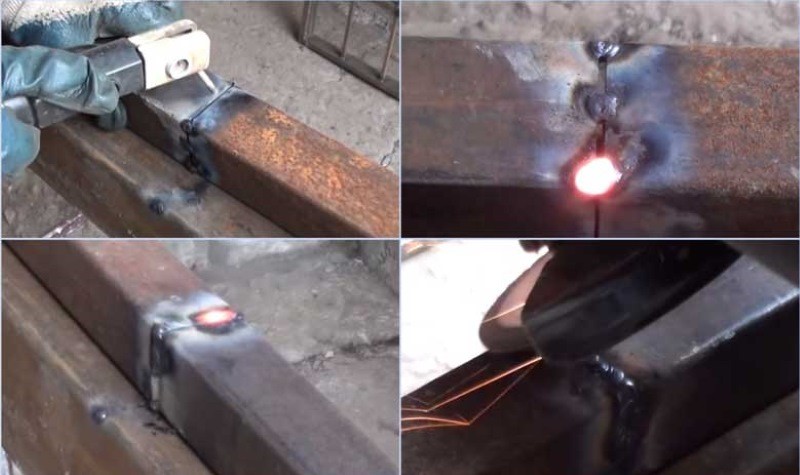
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.
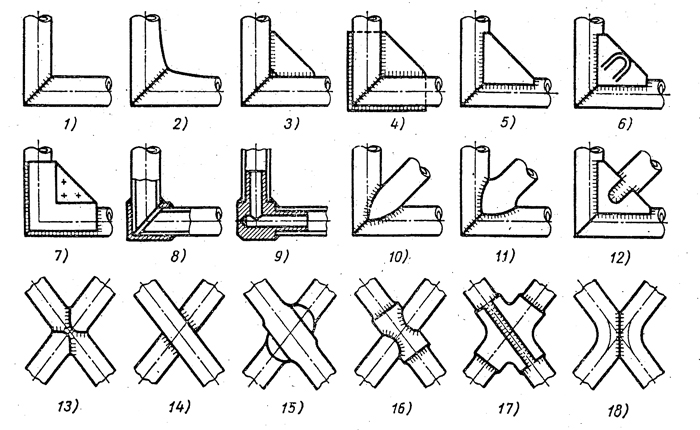
Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.






Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
https://youtube.com/watch?v=7_k6hZ0SyPo
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
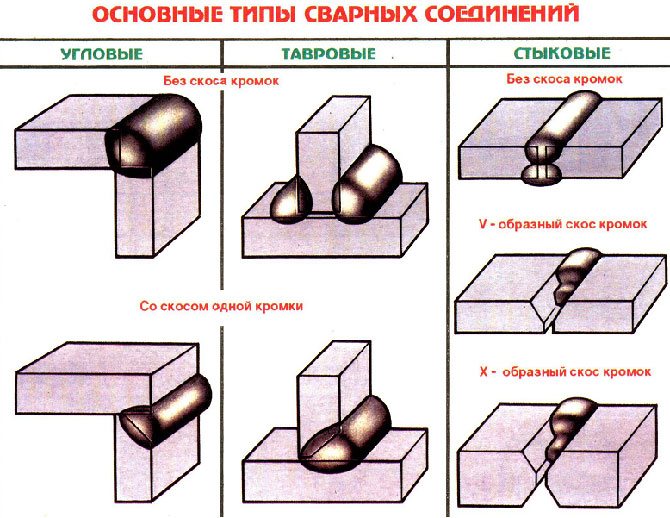
Какими должны быть швы?

Электрическая сварка труб.
Трубы варят с соблюдением условий и требований, удобства работы
Важно предусмотреть, каким будет движение дуги, в каком направлении начать работу. Следует сразу определить направление и величину дуги
Если она будет длинной, то металл во время плавления окислится, начнет азотироваться, а по рабочей поверхности разбрызгаются капли. Шов при этом получается не столь хорошего качества, он становится пористым, для водопровода он совершенно не подходит.
При проведении сварочных работ надо учесть, что движение дуги может осуществляться по трем направлениям:
- Движение поступательное по оси электрода. В данном случае дуга сварки поддерживается в оптимальном состоянии, качество шва получается отличное. В пространстве между электродом и сварочной ванной наблюдаются именно те условия, которые необходимы для обеспечения быстрой и качественной работы. Электрод во время сварки надо постоянно перемещать вдоль его оси, чтобы расстояние сохранялось одинаковое, а длина дуги была постоянной.
- Если перемещение продольное, то по оси сварочного образующегося шва будет появляться валик нитевидной формы. Толщина образующегося шва будет зависеть от скорости движения электрода. Валик имеет ширину, которая примерно на 2-3 мм больше, чем диаметр используемого электрода. Сам валик является сварным швов, но он узкий, его недостаточно для создания прочного соединения, когда соединяются два отрезка трубы. Чтобы сделать шов более прочным и широким, во время движения необходимо электрод перемещать таким образом, чтобы он двигался еще и по горизонтали, т.е. поперек будущего шва.
- Поперечное движение тоже применяется во время сварки. Требуется выполнять возвратно-поступательные движения колебательного типа. Ширина движений для каждого отдельного случая различна, она определяется в индивидуальном порядке. На ширину шага оказывают влияние различные факторы. Это размер, положение будущего шва, характеристика материалов, которые свариваются, требования, которые предъявляются к соединению. Электросварка обычно обеспечивает ширину шва 1,5-5 раз больше, чем диаметр электрода.
Когда выбирается направление движения, необходимо учитывать, что две трубы должны иметь кромки. Они полностью проплавляются, шов должен получиться прочным и надежным, чтобы он смог выдержать планируемые нагрузки.
Удаление шлака
После того как соединение между двумя трубами закончено, необходимо дать шву остыть, потом можно осмотреть его состояние. По большей части требуется его зачистка от образовавшегося шлака. Он образуется в процессе сваривания, когда флюс на электроде сгорает. Проверить это не так сложно, после остывания надо постучать по шву молотком. Если шлак есть, то он отлетит, под ним откроется блестящий и чистый шов, остающийся после электросварки. Чтобы не повредить соединение и трубы, лучше сначала потренироваться на небольших участках, имеющих длину в 2-3 см. Если все получается чисто и аккуратно, то можно начинать работы по свариванию трубопровода из металла.
Электросварка не так сложна, как это может показаться, но важно правильно соблюдать все этапы и требования. Следует выбрать только качественное оборудование и прочие инструменты
После этого выбирается тип самой сварки и шва. Не стоит забывать про использование средств защиты рук, лица и глаз.





