
Особенности изготовления сварочного полуавтомата
Изготовление инверторного типа полуавтомата представляется довольно трудной в реализации задачей, поскольку от владельца потребуется самостоятельно создать устройство подачи проволоки.
Материалы
 Если владелец полон решимости добиться своего, то ему помимо схемы необходимо подготовить инструменты и материалы, полный список которых включает следующие:
Если владелец полон решимости добиться своего, то ему помимо схемы необходимо подготовить инструменты и материалы, полный список которых включает следующие:
- трансформатор, обеспечивающий ток от 150 А;
- механизм, обеспечивающий подачу проволоки;
- гибкий рукав, посредством которого подается газ;
- бобина с проволокой;
- устройство управления.
Механизм подачи является очень важным компонентом сварочного оборудования, поскольку именно благодаря ему будет обеспечиваться подача проволоки в зону сварки при помощи рукава.
Особого внимания заслуживает скорость подачи проволоки для сварки, которая должна поступать в том же темпе, что и процесс плавления расходника. Именно скорость подачи проволоки во многом влияет на то, насколько качественно будет создан шов. По этой причине желательно включить в систему для сварки такой прибор, как регулятор скорости. Благодаря ему будет возможность выполнять сварку из любой проволоки вне зависимости от материала изготовления и диаметра.
Чаще всего для создания сварного шва применяют проволоку диаметром от 0,8 до 1,6 мм. Она должна быть размещена на бобине, после чего уже производится заправка инвертора для сварки. Желательно сделать так, чтобы электродная проволока поступала к горелке в автоматическом режиме. Благодаря этому можно ускорить процесс сварки.
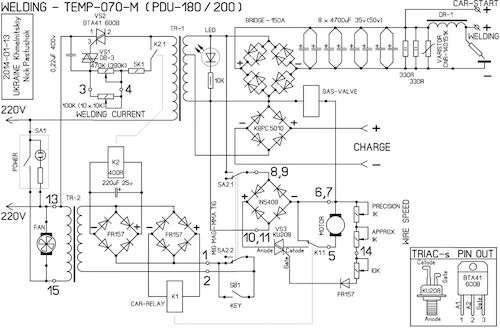
Прибор, который контролирует работу инверторного полуавтомата, оснащен регулятором для стабилизации тока. Для обеспечения нужной величины тока в системе предусмотрена электрическая микросхема, представленная микроконтроллером, функционирующим в режиме широтно-импульсного модулятора. Важным параметром является коэффициент заполнения, который влияет на напряжение, создаваемое на обкладках конденсатора. А тот при этом определяет электрическую силу, демонстрируемую сварочной дугой.
Виды сварочных шлангов
В зависимости от класса используемого сварочного оборудования порядок транспортировки и организация подачи проволоки и смеси газов может существенно различаться.
Наряду с традиционным одноканальным способом типовые рукава (шланги) могут функционировать и по принципу параллельной подачи, при которой в одном коаксиальном кабеле обустраивается сразу несколько каналов.
Понятно, что такое устройство канала подачи компонентов и оснастки востребовано лишь при работе в режиме электросварки.
Во внутренних пространствах многоканального рукава могут прокладываться следующие элементы подачи:
- «плюс» подводящего кабеля, питающий сварочную дугу и идущий от трансформатора или инвертора (он заканчивается на токовом наконечнике, размещённом в газовой горелке);
- присадочная проволока, подаваемая под усилием по отдельному каналу;
- защитный газ с аргоновой составляющей, поступающий непосредственно в горелку и необходимый для ограничения доступа кислорода из внешнего окружения при работе с цветными металлами.
Помимо этого в таком сварочном рукаве могут прокладываться два специальных тонких провода, подключаемых к пусковой кнопке сварочного управляющего пульта.
Электрическая составляющая
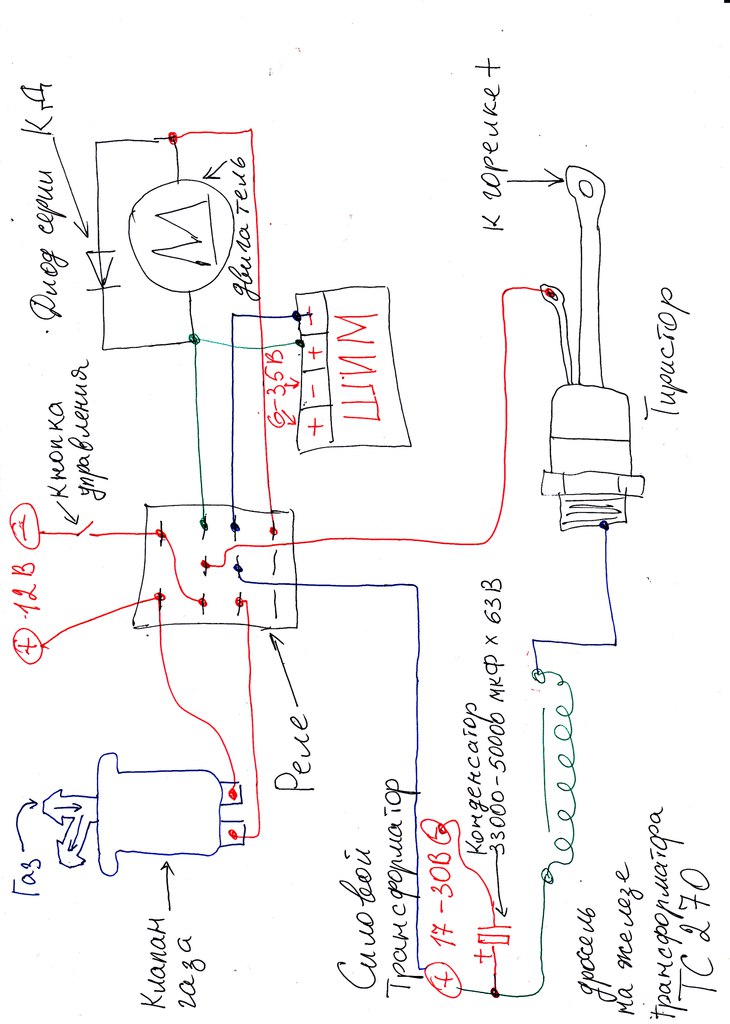
Для работы полуавтомата, переделанного из сварочного инвертора, необходимо обеспечить правильную электрическую цепочку. Для этого понадобятся:
- пара автомобильных реле;
- ШИМ-регулятор для мотора;
- диод;
- конденсатор с транзистором;
- провода;
- автомобильный электромагнитный клапан холостого хода (самыми подходящими считаются ВАЗовские модели).
Для работы полуавтомата, переделанного из сварочного инвертора, необходимо обеспечить правильную электрическую цепочку
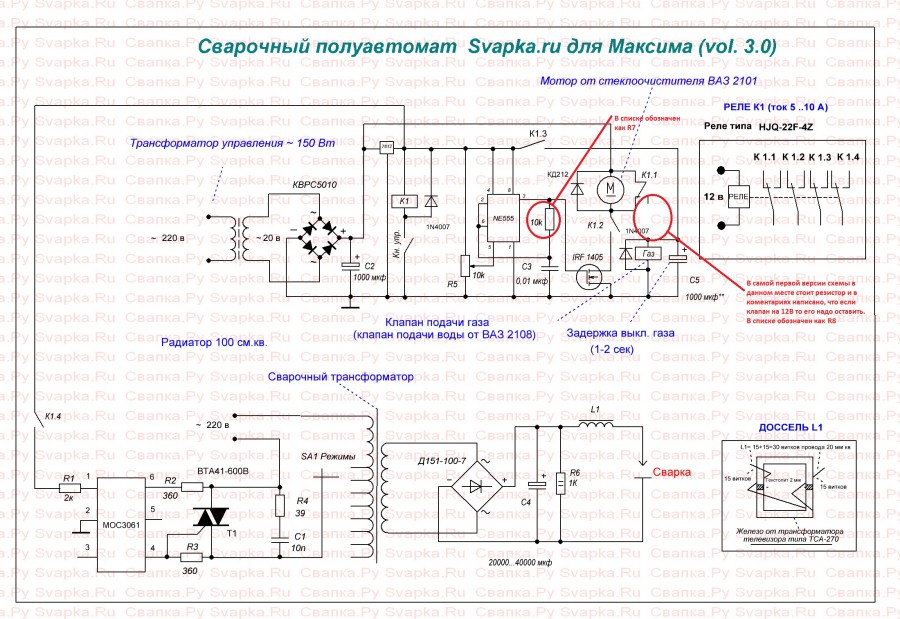
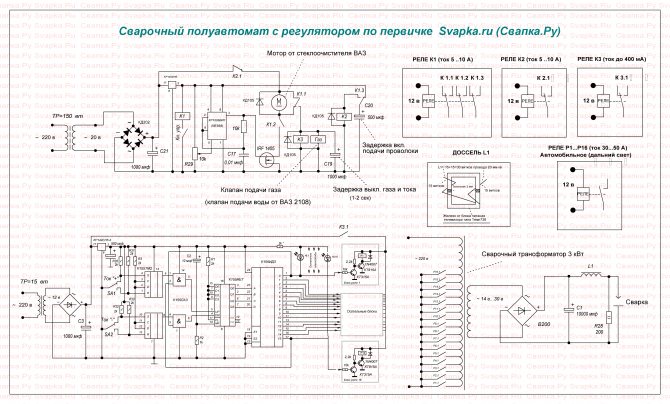
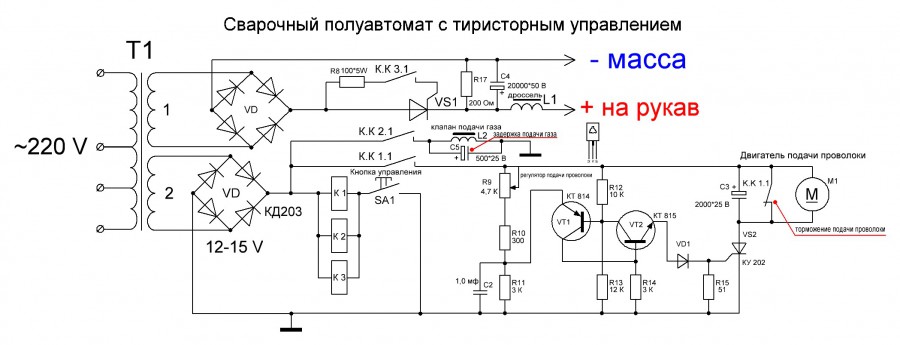
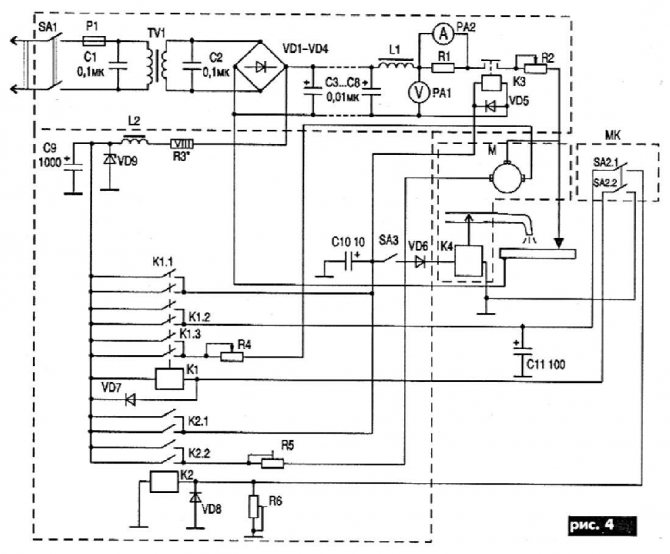
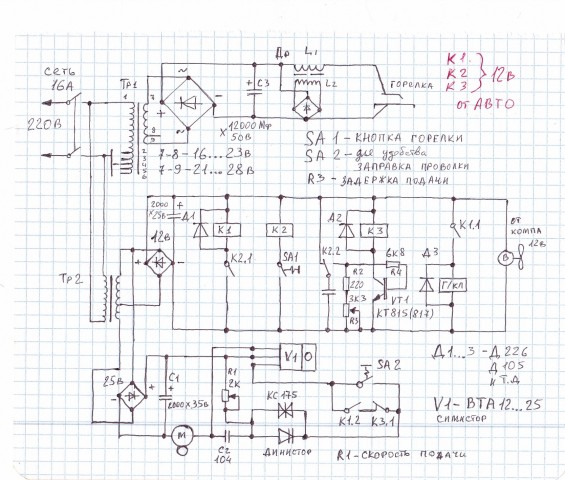
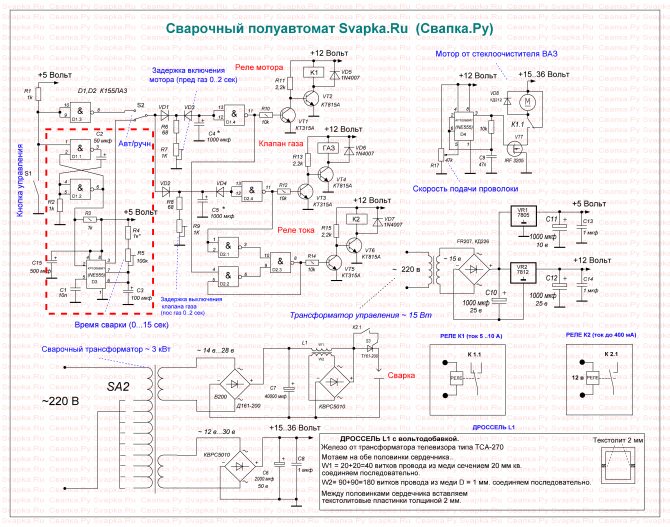
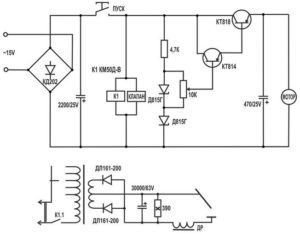
Электрическая схема управления сварочным полуавтоматом осуществляется в такой последовательности:
- При воздействии на кнопку горелки срабатывают оба реле.
- Посредством первого реле запускается клапан подачи газа.
- Второе реле работает параллельно с конденсатором и запускает подачу проволоки с задержкой.
- При помощи дополнительной кнопки, в обход реле, обеспечивающего подачу газа, осуществляется протяжка проволоки.
- К электромагнитному клапану подключается диод – это необходимо для снятия самоиндукции.
- Для того чтобы горелку можно было подключить к силовому кабелю от инвертора, рядом с евро разъемом устанавливают быстросъемный разъем и подключают его к горелке.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.


Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.
Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.
Вольт-амперная характеристика сварочного инвертора
Техника безопасности
Сварочные работы относятся к повышенной категории сложности. Чтобы не навредить здоровью сварщика, необходимо строго соблюдать некоторые меры безопасности:
- Яркий свет от электродуговой сварки пагубно влияет на зрение человека. Поэтому все сварочные работы нужно осуществлять в защитной маске.
- Для защиты от брызг расплавленного металла и ультрафиолетового излучения, которое негативно влияет на открытые участки кожи, обязательно необходимо надевать перчатки.
- Также работы нужно проводить в закрытой обуви, чтобы не попадал внутрь раскаленный металл.
- Одежда не должна быть изготовлена из синтетического материала, чтобы избежать ее расплавления при сварке.
- Помещение, где проводятся сварочные работы, необходимо оборудовать хорошей вентиляцией, чтобы не вдыхать вредные пары от сварки.
Чтобы создать самодельный сварочный полуавтомат, не понадобится наличие дорогостоящего оборудования и дефицитных деталей. Главное – иметь знания электротехники и умение проводить несложные столярные работы, и, при желании, у вас появится в хозяйстве незаменимый помощник.
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали своими руками, на индикаторе инвертора должно высветиться значение силы тока, равное 120 А. Если все сделать правильно, то так оно и произойдет. Однако на индикаторе инвертора могут высветиться восьмерки. Причиной этого чаще всего является недостаточное напряжение в сварочных проводах. Лучше сразу найти причину такой неисправности и оперативно устранить ее.
Если же все сделано правильно, то индикатор корректно покажет силу сварочного тока, регулируемого при помощи специальных кнопок. Интервал регулировки рабочего тока, который обеспечивают сварочные инверторы, находится в пределах 20–160 А.
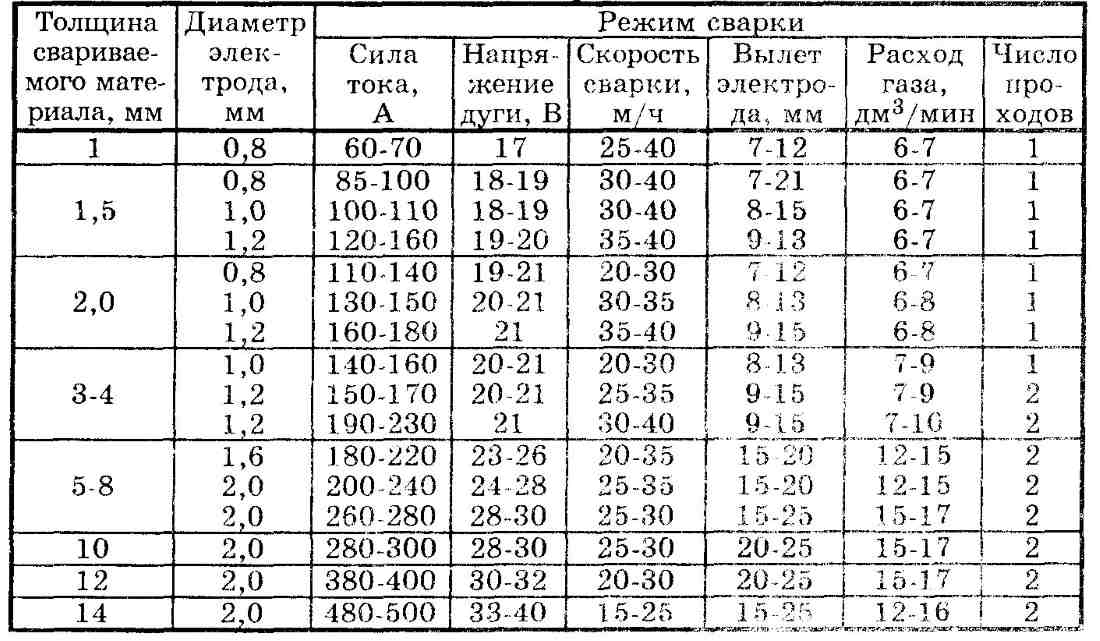
Ориентировочные режимы полуавтоматической сварки стыковых швов
Правила эксплуатации
Самодельный инверторный полуавтомат требует к себе несколько иного отношения, чем готовые приспособления
Важно знать, что воздействие пыли и грязи губительна для подобных устройств, поэтому, в зависимости от частоты эксплуатации, раз в 3-6 месяцев необходимо производить очистку конструкции. Кроме того, недопустимо использование сварочных полуавтоматов, изготовленных своими руками, при температуре ниже 15°С
Не подходят они и для профессиональной деятельности – в этом случае оптимальным вариантом будет приобретение заводского изделия. Но для применения в домашних условиях такой агрегат станет отличным подспорьем.
Создание механизма подачи проволоки
Этот блок нужен для равномерного введения расходного материала в сварочную ванну. Проволоку подбирают с учетом типа соединяемых металлов, результата работ. Механизм подачи должен адаптироваться под любые виды и размеры расходного материала. Готовое устройство приобретают в магазине электротоваров.
Допускается изготовление узла своими руками из таких подручных средств:
- мотора от автомобильных «дворников»;
- прижимного вала с пружиной;
- 3 подшипников;
- металлических пластин шириной 1 см.
Все детали устанавливают на текстолитовую подставку толщиной 5 мм. Проволоку вставляют между валом и подшипником. Место вывода присадочного материала сопоставляют с креплением конца шлага, используемого для впуска газа.
Провод накручивают на катушку равномерно, от этого зависит прочность сварных соединений. Катушку устанавливают на опору и закрепляют. При работе проволока разматывается и поступает в шов. Такой механизм облегчает и ускоряет процесс сварки.
Подготовка трансформатора
Трансформатор составляет пара катушек с обмоткой из изолированной проволоки, одна обвивка – первичная, иная – вторичная.Для переделки инверторного прибора изменяется только вторичная катушка. Ее нужно переделать для сокращения вольтажа и повышения силы тока. Для этого снимается имеющаяся обвивка и наматывается новая из покрытого изоляцией кабеля.
Демонтаж производится как можно аккуратнее чтобы не повредить нужную обмотку, витки должны ложиться вплотную.
Число и толщину витков можно определить на специализированных онлайн-сервисов.
По завершении укладки провода обмотки покрываются изолирующим материалом.
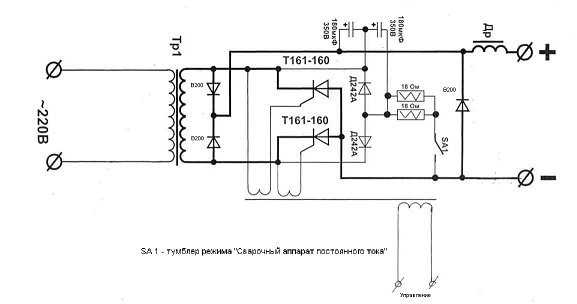
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.

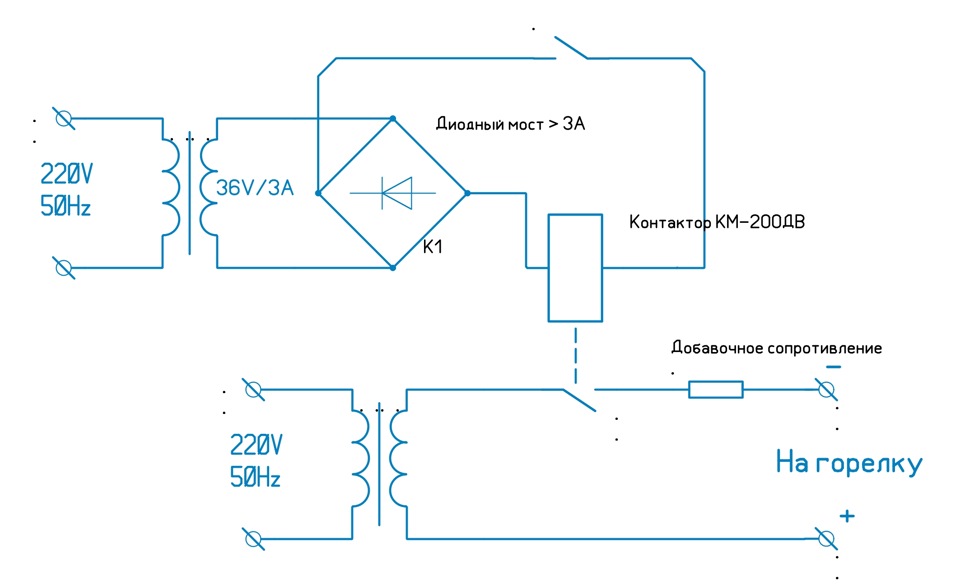
Диодный мост
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.
Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
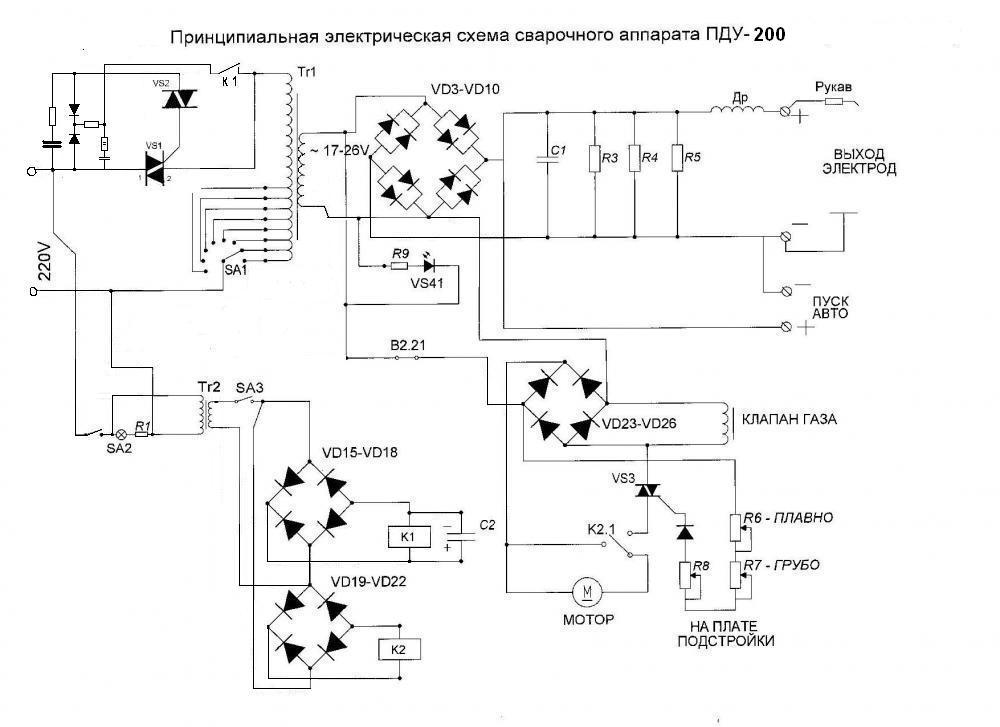
Сборка выпрямителя на основе диодного моста
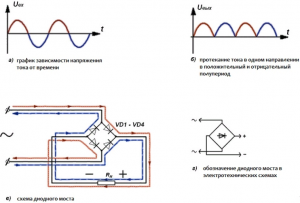 Схема диодного моста
Схема диодного моста
Изготовление самодельного полуавтомата, запитанного на бытовую сеть переменного тока, требует установки диодного моста. Комплектация устройством выпрямления вторичного напряжения однофазного трансформатора графически выглядит как симметричный перенос нижних синусоид относительно оси абсцисс в верхние квадранты системы координат.
После выпрямляющего устройства пульсация напряжения достигает 100 Гц. Дважды за период неконтролируемое падение напряжения с максимума до нулевого значения не способно поддерживать стабильное горение и розжиг сварочной дуги. Этот изъян устраняет фильтр, устройство, призванное сгладить скачки пульсации напряжения.
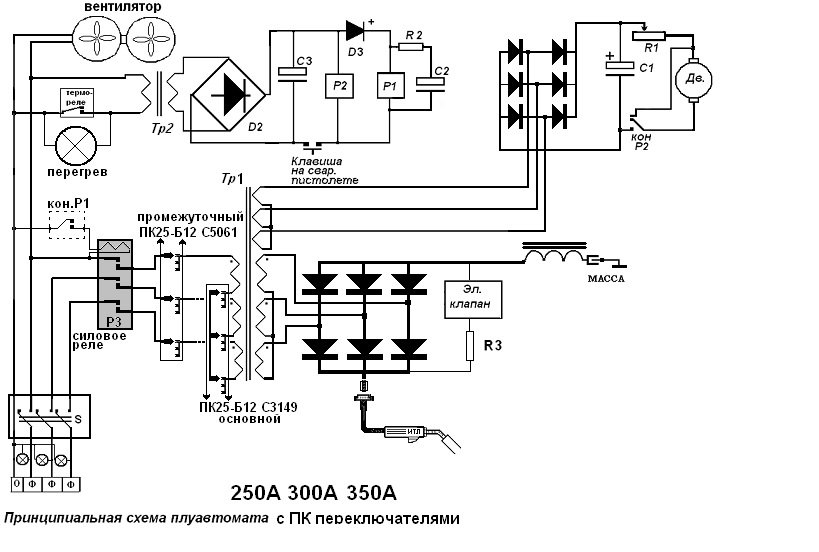
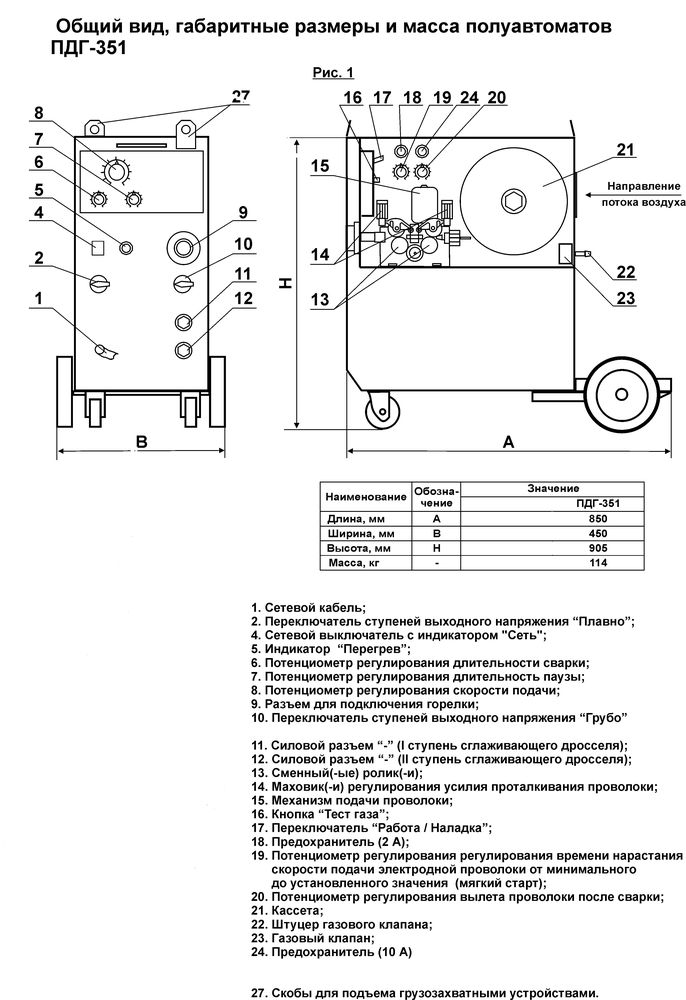
Устройство самодельного сварочного полуавтомата
Принцип функционирования инверторного устройства сводится к следующему действию: вначале ток подается на выпрямитель, затем его пульсирующее напряжение сглаживает фильтр, на выходе получается постоянный ток.
Посредством транзисторов, постоянный ток вновь преобразовывается в переменный, но имеет частоту не 50 Гц, а 20 Гц и выше.
За счет этого самодельные сварочные полуавтоматы могут конкурировать с другим подобным типом оборудования.
ВАЖНО ЗНАТЬ: Советы по выбору сварочной маски Хамелеон
Но ремонт первых считается трудным, так как в системе задействовано несколько сложных электросхем.
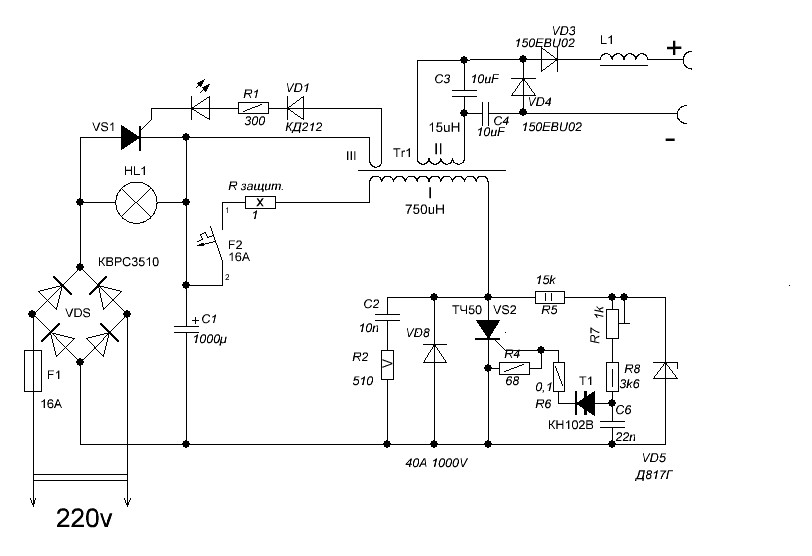
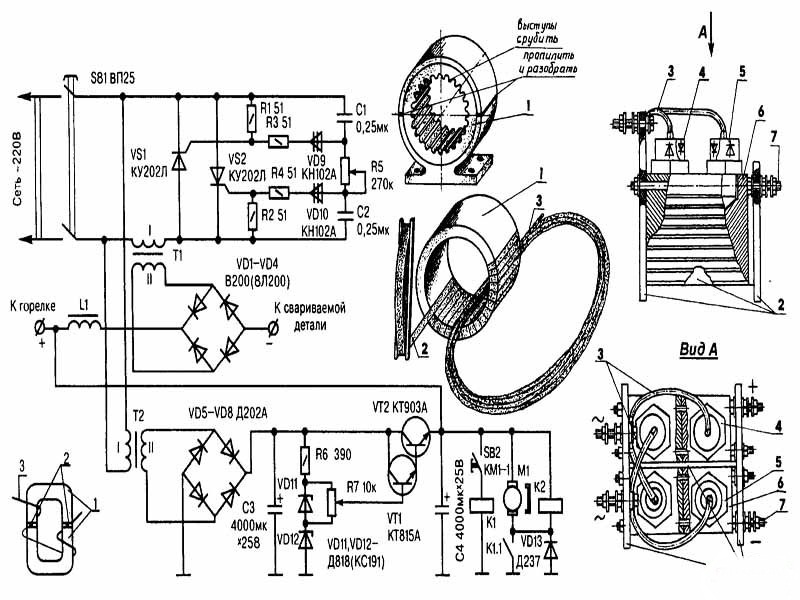
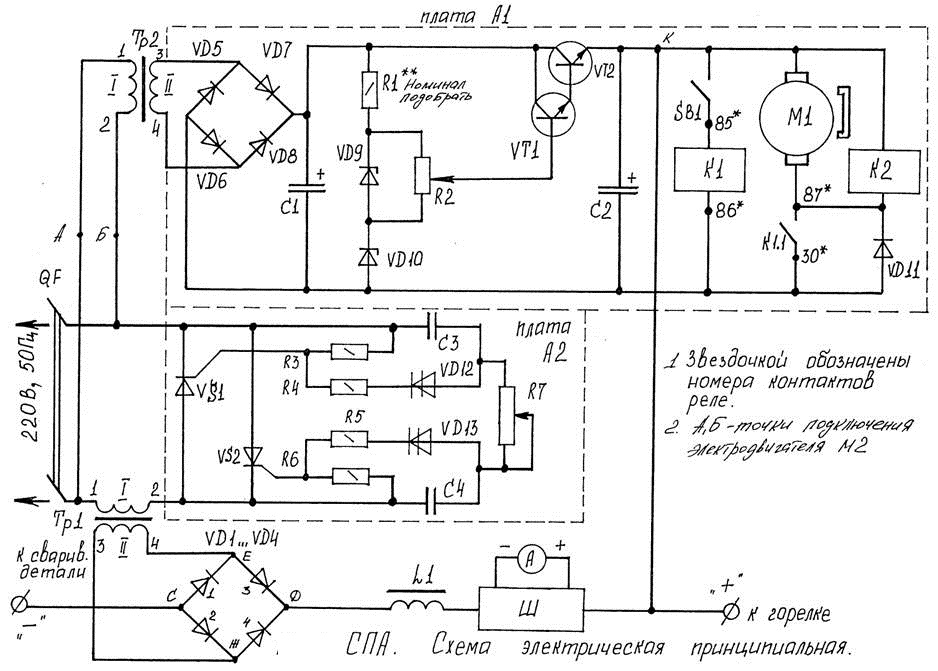
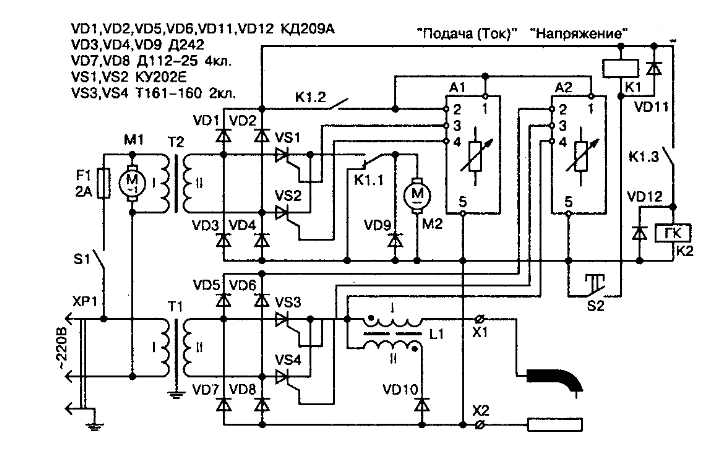
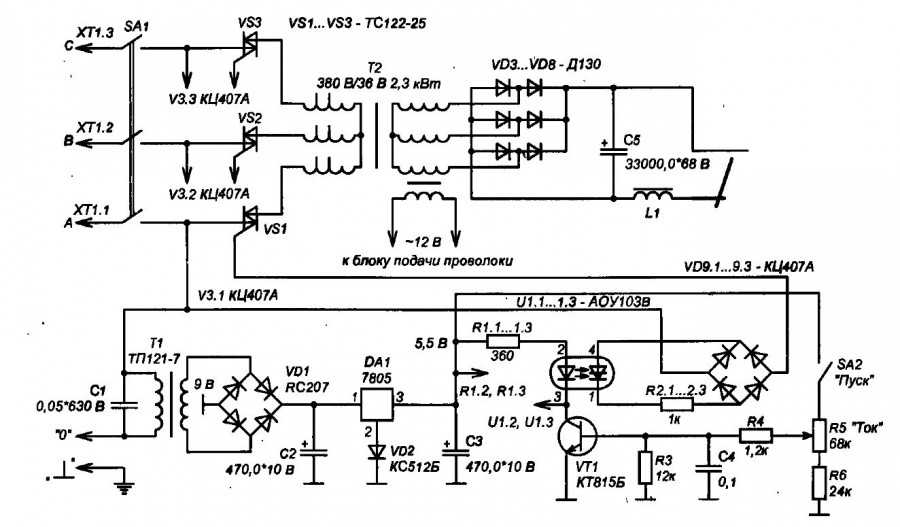
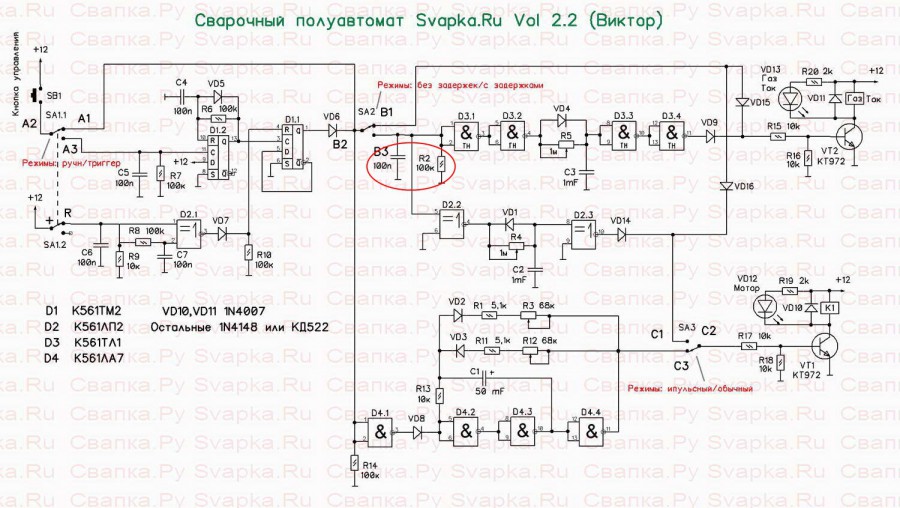
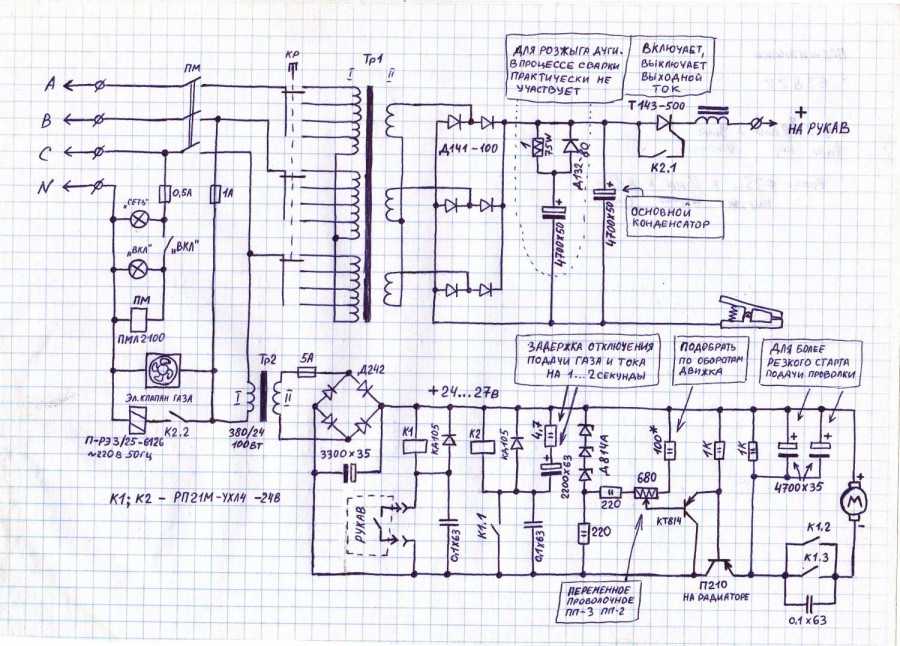
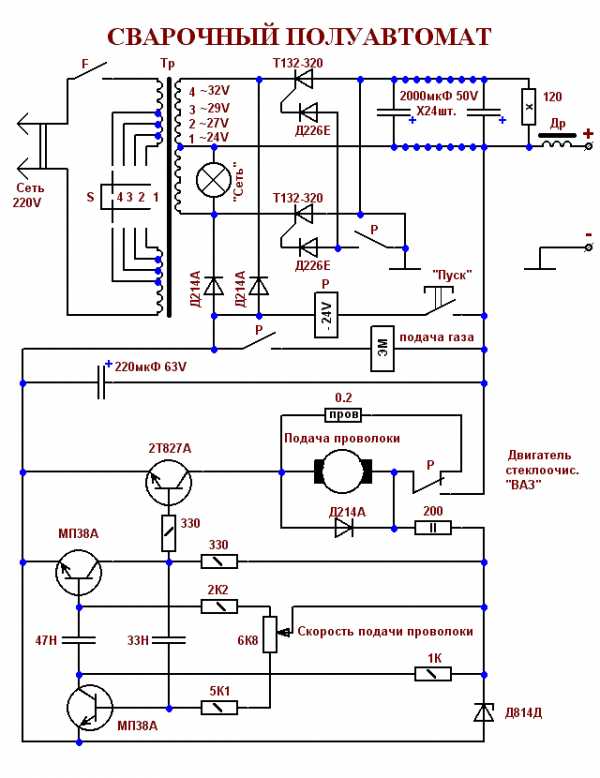
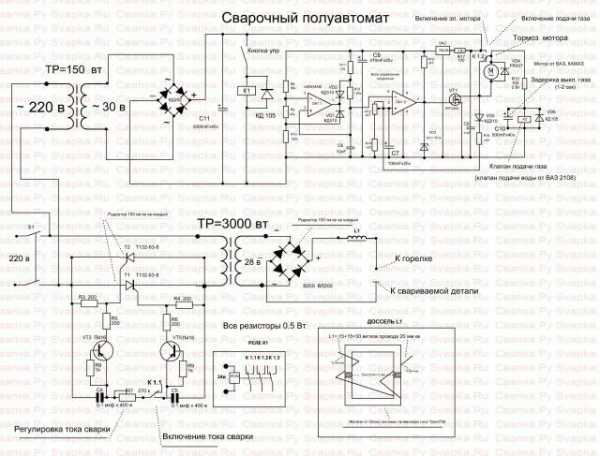
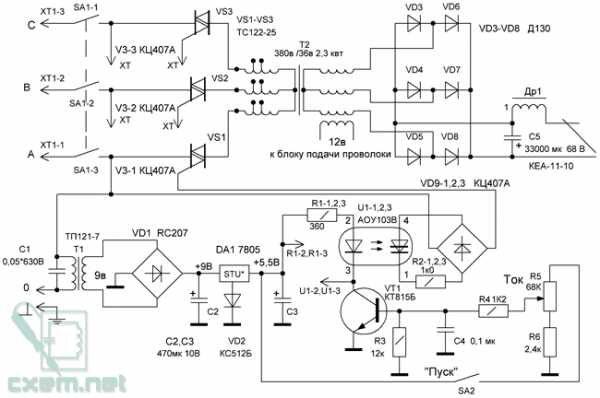
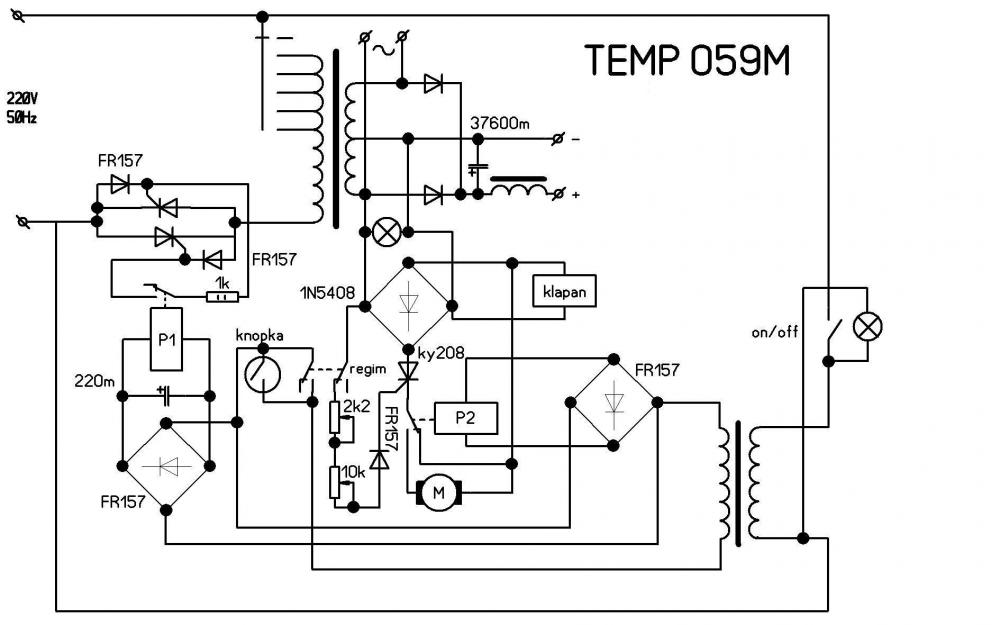
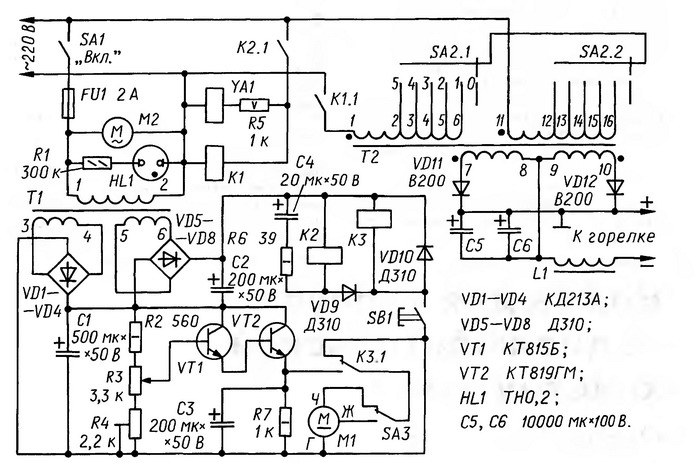
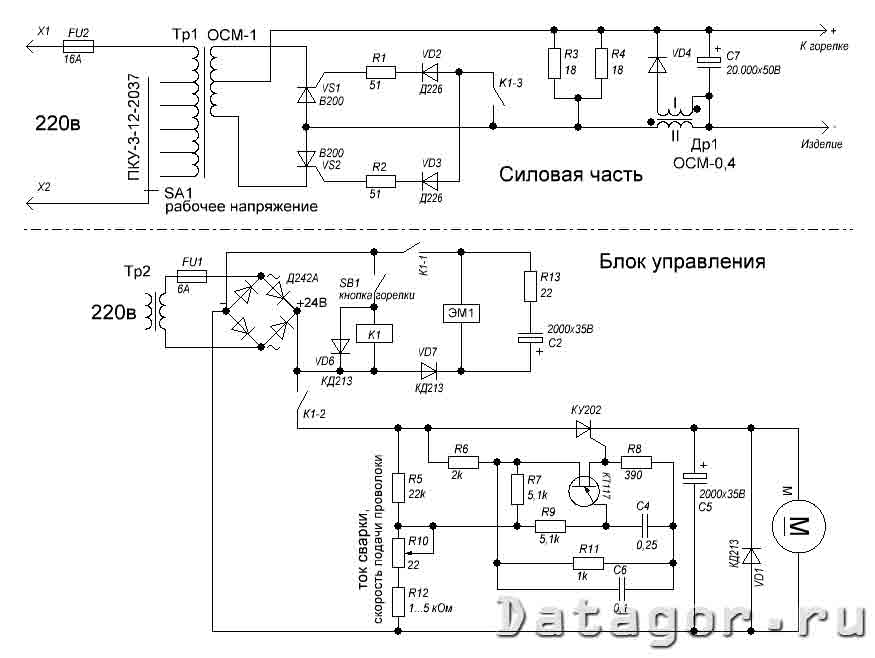
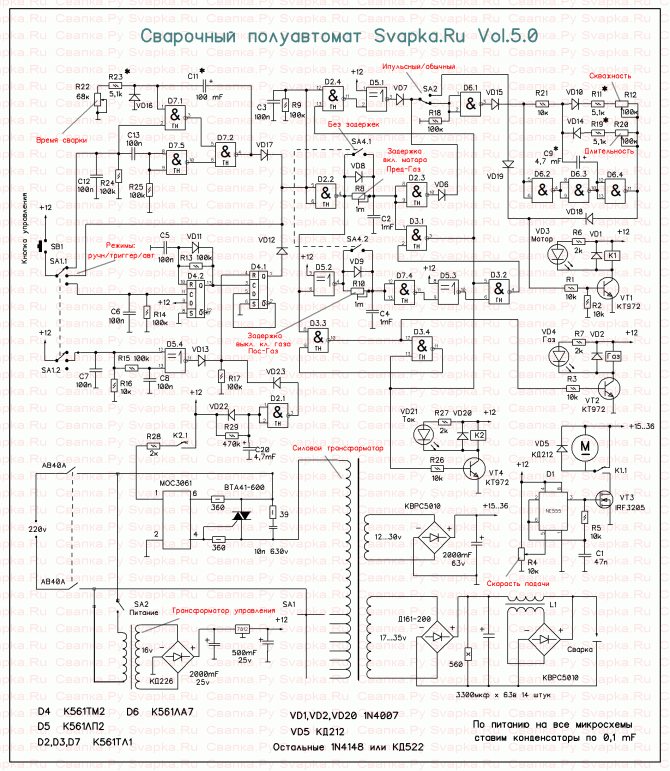
Принципиальная схема сварочного полуавтомата инверторного типа может выглядеть следующим образом.
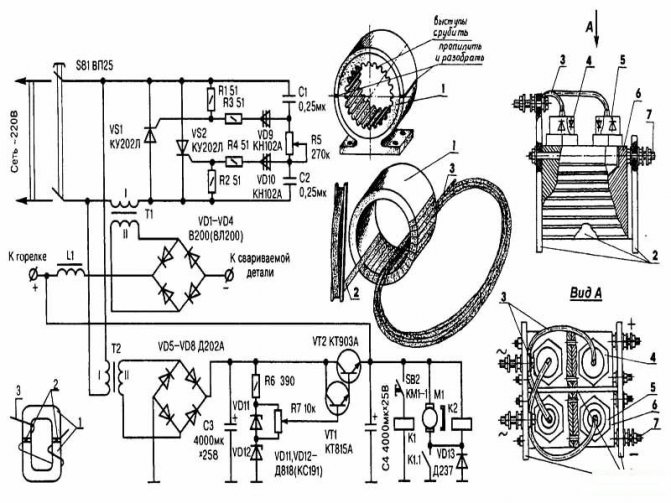
а — дроссель; б — сварочный трансформатор; в — выпрямитель; 1 — магнитопроводы; 2 — текстолит (у трансформатора — изоляционная лента); 3 — провод или шина; 4 — диод ВЛ200 (2 шт.); 5 — диод В200 (2 шт.); 6 — секция из сдвоенных радиаторов (2 шт.); 7 — шпилька с гайками и шайбами (4 компл.)

Так как принцип функционирования инвертора основывается на изменении переменного тока, а не на применении частотного преобразователя ЭДС, устройство сварочного полуавтомата получает компактные размеры и легкий вес.
Но чтобы впоследствии сделать его ремонт, нужно обладать электротехническими знаниями, что и подтверждает схема сварочного полуавтомата.
Если электрическая сварка, выдающая ток в 160 Ампер, может весить до 19 кг, то инвертор с подобными техническими свойствами будет иметь массу вполовину меньше, и выдавать ток до 250 Ампер.
Как простое инверторное устройство, так и сварочный полуавтомат можно сделать самому.
Комплектуется сварочный инверторный полуавтомат, помимо источника питания: горелкой, устройством для подачи проволоки, гибким шлангом для подачи проволоки и подачи газа под давлением.
Собираем полуавтомат из сварочного инвертора
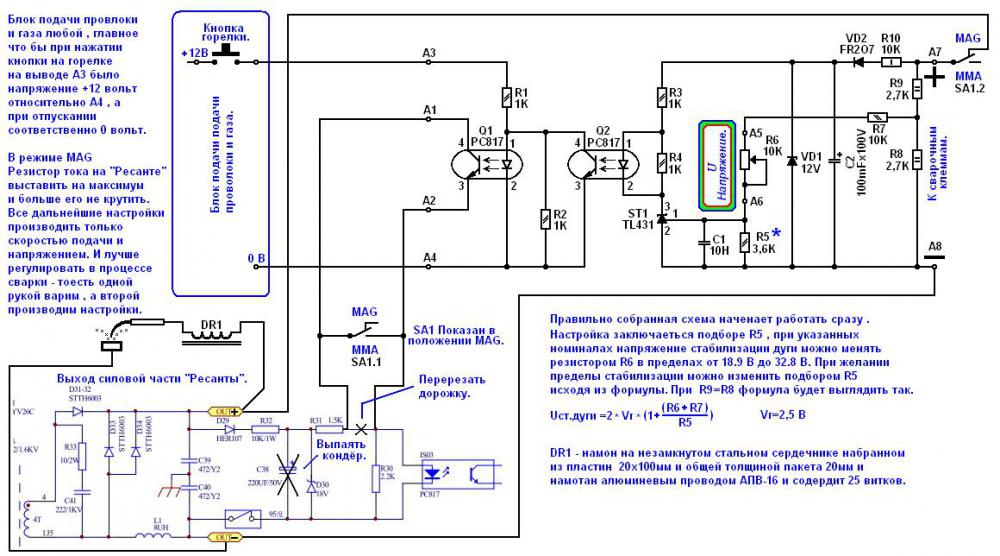
Полуавтомат не потребует кардинальных перемен сварочного устройства. Дополнительные узлы устанавливаются в отдельном корпусе. Электрическую часть инвертора режима ММА ждут доработки.
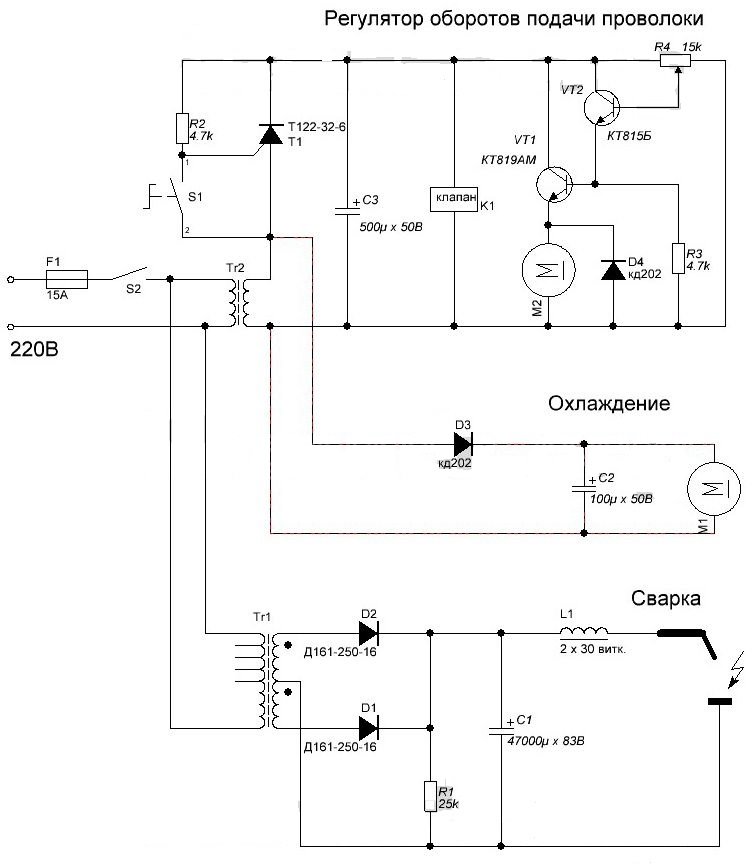
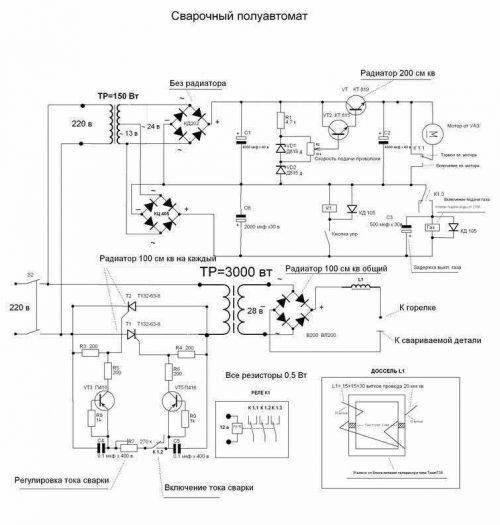
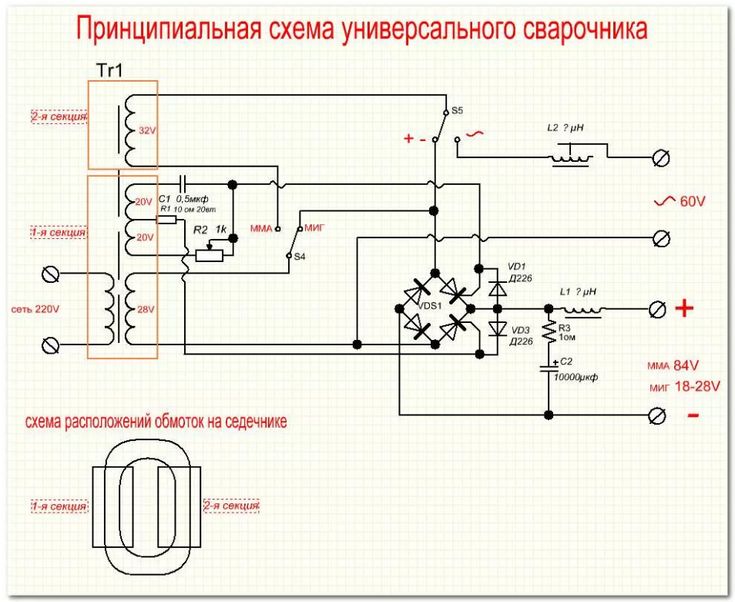
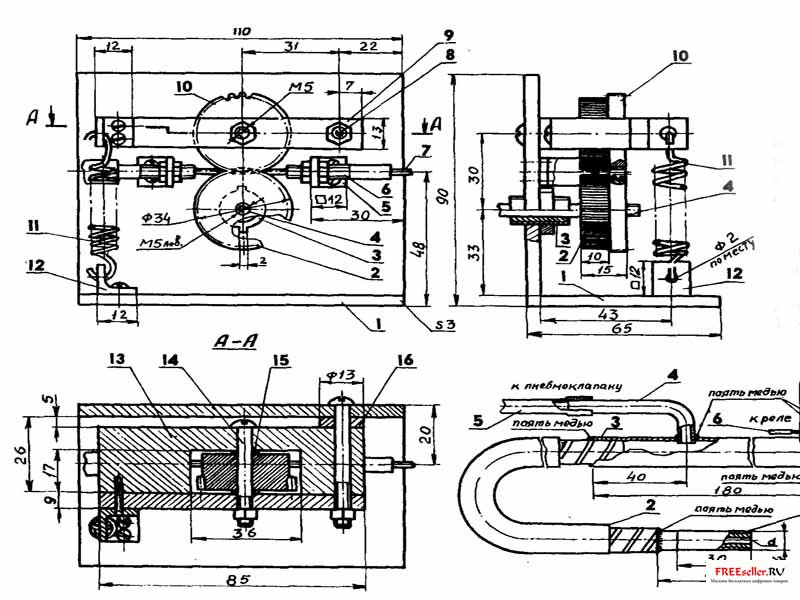
Чертеж сварочного полуавтомата
Хорошего качества шва не получим без изменения плавающей вольт-амперной характеристики на жёсткую, для поддержания на выходе постоянного напряжения. Перед шунтом управления сварочным током устанавливаем делитель напряжения из 2 постоянных резисторов.
Получим пропорции, привязанные к вольтажу, а не силе тока. Недостаток – возникает жёсткость сварочной дуги. Смягчим подключением в устройство переменного резистора к делителю на выходе из шунта.
Получим возможность регулировать жёсткость дуги как в профессиональных устройствах. Установим тумблер для переключения режимов ММА и MIG (сварочный полуавтомат). Иметь инвертор и полуавтомат под 1 кожухом кому не захочется?
Переделка инвертора
Чтобы изготовить полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить MMA инвертор к собранному корпусу – варить получится. Но при этом качество сварки будет далеким от заводского полуавтомата. Все дело в ВАХ – вольт-амперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика – аппарат поддерживает на выходе постоянное напряжение.
Поэтому, чтобы использовать свой инвертор как источник тока, нужно изменить его ВАХ (Вольт амперную характеристику). Для этого понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инверторе довольно просто. Для этого нужно поставить делитель напряжения перед шунтом, управляющим сварочным током. Для делителя используются постоянные резисторы. Теперь можно получать необходимые милливольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – дуга получается слишком жесткая. Чтобы ее смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматах. А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка MMA инвертора в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе, получается аппарат, не уступающий заводским по своим характеристикам. Но при этом значительно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Последовательность сборки самодельного полуавтомата
Подающий механизм
Согласно информации от мастеров-умельцев, одной из самых сложных задач при самостоятельном изготовлении сварочного аппарата полуавтоматического принципа действия является создание надежного и эффективного механизма подачи проволоки. В общем случае он представляет собой катушку, соединенную с валом маломощного электропривода посредством прижимного роликового устройства. Бывает достаточным применение электродвигателя, устанавливаемого на дворники ветрового стекла автомобиля. При выборе привода следует отдавать предпочтение двигателям одностороннего вращения.
Все элементы подающего механизма монтируются на толстостенной текстолитовой пластине (толщиной не менее 8-10 мм). Катушка фиксируется посредством одного-двух шарикоподшипников на валу соответствующего диаметра, закрепленного в корпусе. На вал электродвигателя насаживается ролик, который с двух сторон фиксируется шариковыми подшипниками. На выходе узла необходимо установить направляющую с диаметром отверстия чуть большим, нежели размер используемой проволоки.
Функционирование регулятора подачи проволоки осуществляется следующим образом:
Проволока со свободно закрепленной катушки протягивается через направляющий элемент и прижимается с оптимальным усилием одним из роликов. Усилие должно быть таковым, чтобы обеспечивалось протягивание сварочной проволоки без проскальзывания, но не чрезмерным, способным привести к увеличению механической нагрузки на электропривод, что может легко вывести его из строя. Для такого эффекта следует использовать пружину на регулируемом резьбовом соединении.
Схему управления подачей проволоки лучше всего реализовать посредством классического тиристорного блока с диодным мостом, рассчитанным на ток, превышающий значение в 10А. При прочих выполненных условиях данный узел способен подавать сварочную проволоку большинства типоразмеров, используемых при бытовой сварке (от 0.8 до 1.6 мм), причем скорость протяжки можно регулировать самому (в зависимости от диаметра расходного материала).
Доработка заводского инвертора
Переделка схемы сварочного полуавтомата из агрегата инверторного типа заключается в доработке его трансформатора. Для этого необходимо обмотать его первичную катушку полосой из тонкой меди в термоизоляционной обмотке. Обычный медный провод нельзя использовать в этих целях ввиду высоких температур, способных привести к повреждению ПВХ-изоляции.
Катушку вторичной цепи трансформатора также следует адаптировать под новые задачи, намотав для этого поверх существующей обмотки три слоя такой же проволоки, изолируемых между собой фторопластовой лентой. Для увеличения проводимости токов необходимо спаять между собой стандартные выводы катушки с дополнительными обмотками.
Горелка
Этот элемент для полуавтоматической сварки можно сделать самостоятельно. Но лучше воспользоваться готовыми заводскими решениями производителей данного оборудования, установив в самодельный сварочный аппарат стандартную горелку, оснащенную сварочными рукавами (для инертного газа и проволоки), поскольку этот узел является одним из самых ответственных за качество осуществляемых сварочных процессов.


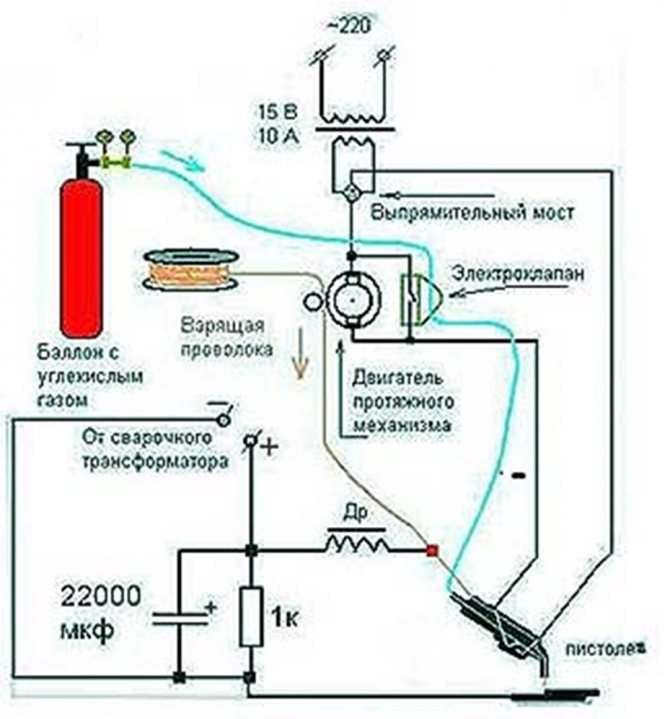
Баллон
Конечно, лучше использовать стандартный баллон с инертным газом, поскольку только такой продукт способен соответствовать всем требованиям безопасности. Однако подобные емкости чрезмерно громоздки и достаточно дороги, поэтому многие домашние умельцы нашли выход: для нечастой эксплуатации полуавтоматического сварочника в качестве баллона (только для углекислого газа) применяют огнетушитель, соединенный с редуктором с помощью специального резьбового переходника.
Из инвертора для ручной сварки
 Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.

Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
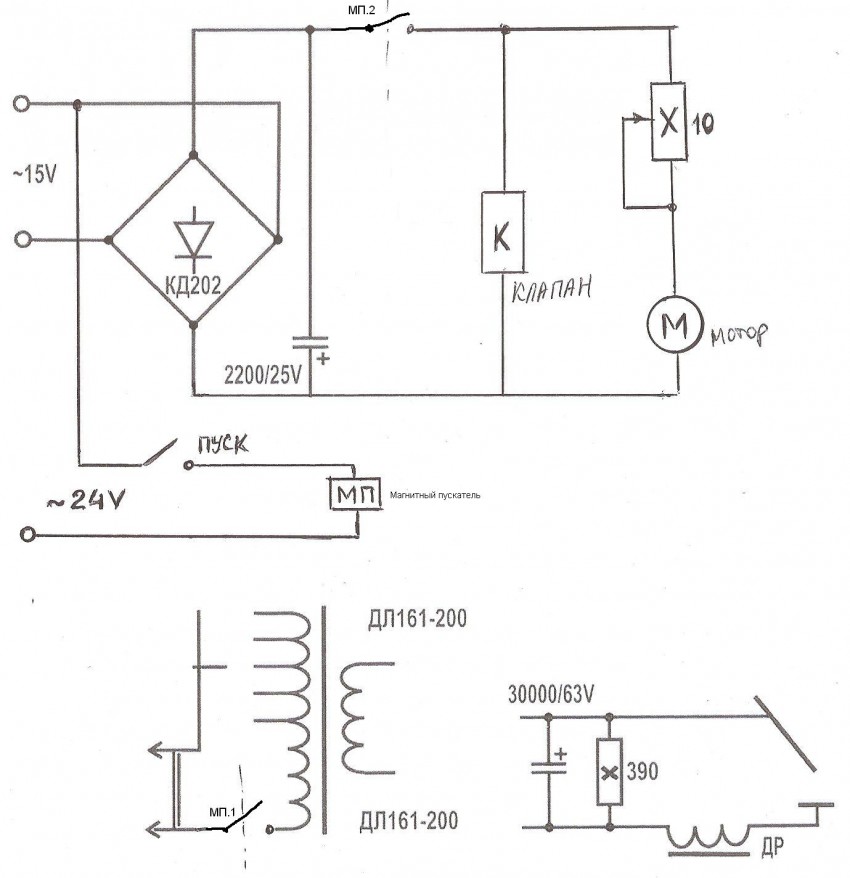
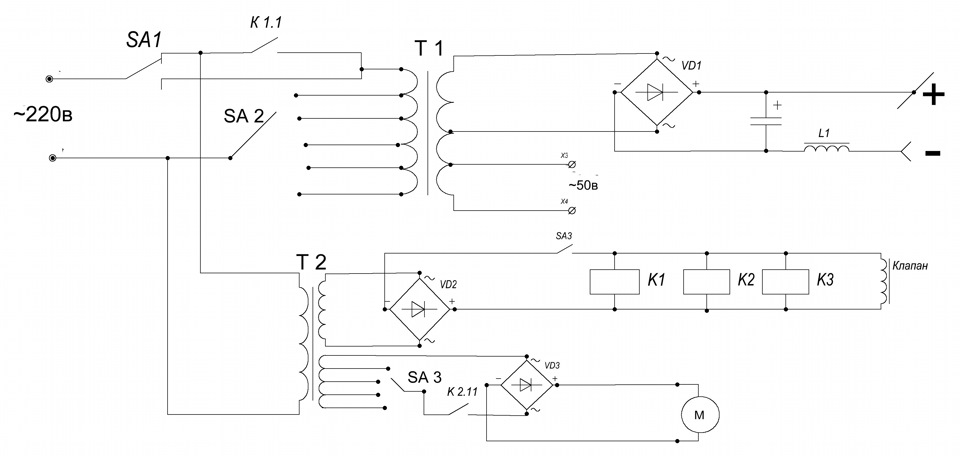
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.

Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Сварочный полуавтомат своими руками: как сделать, схема и все подробности
Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора.
Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно.
Схема изготовления самодельных инверторов достаточно проста
Важно учитывать для каких целей будет изготовлен аппарат
Существуют инверторы для:
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
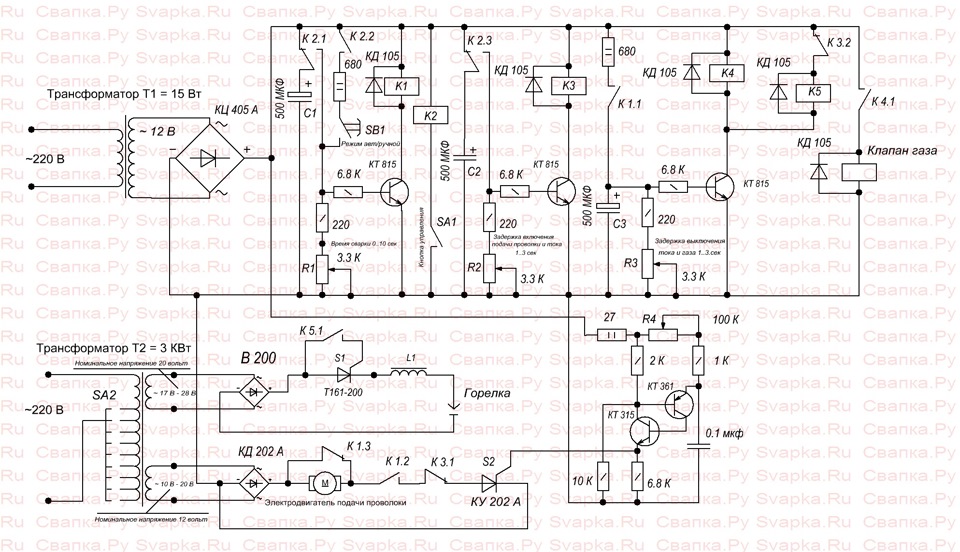
Схема инвертора:
Переделка сварочного инвертора в полуавтомат
Чтобы сделать полуавтомат из сварочного инвертора – необходимо подвергнуть устройство некоторым манипуляциям. Аппарат обматывают медной полосой с обмоткой из термической бумаги
Важно заметить, что обыкновенный толстый провод не подойдет. Он будет очень сильно нагреваться
Система охлаждения может не справиться с поставленной нагрузкой, что приведет к сильному перегреву устройства.
Вторичная обмотка должна состоять из стрех слоев жести. Каждый слой следует тщательно изолировать. Для этого используют фторопластовую ленту. Концы обмотки необходимо сделать спаянными между собой. Такая процедура позволяет повысить проводимость токов.



Осциллограмма сварочного напряжения и тока на обратной и прямой полярности:
Любой самодельный аппарат плохо воспринимает наличие грязи и пыли. Поэтому такие устройства следует чистить минимум раз в 4-6 месяцев. Интенсивность чистки должна зависеть от количества применений. В ином случае ежегодно придется проводить ремонт устройства.
Ориентировочные режимы сварки стыковых швов при помощи полуавтомата:
Главным преимущество таких аппаратов считается маленький вес. Также есть возможность использования как переменного, так и постоянного тока. Агрегаты могут сваривать цветные металлы, а также чугун. В недостаткам относится низкий температурный интервал. Сварочный полуавтомат своими руками нельзя использовать при температуре ниже 15°С.
Для профессионального сваривания и для широкого производства рекомендовано покупать готовые инверторы.





