
Самостоятельное изготовление стола для сварки
Проблема самостоятельного изготовления стола для сварки состоит в том, что на данный момент мало информации о таких конструкциях. Если брать за основу модели, которые изготавливаются для промышленных целей, то их чертежи довольно сложны, а многие функции невозможно использовать. Простой чертеж является альтернативой промышленным, его можно самостоятельно улучшить и доработать.
Необходимые инструменты и материалы
Чтобы создать комфортные условия для проведения сварочных работ, рекомендуется приобрести набор инструментов с функциями надежного крепления свариваемых деталей и возможностью быстро изменять их пространственное положение. Они должны быть прочными и стойкими к резким переменам температуры.
К таким инструментам можно отнести струбцины и зажимы, при помощи которых заготовки можно крепить к рабочему столу или между собой. Магнитное основание служит для фиксации мелких деталей, которые другими приспособлениями закрепить невозможно.
Определение размеров и заготовка деталей
В качестве примера можно использовать конструкцию, изготовленную из стального уголка и профилированных труб. Естественно, что изготавливать можно с другими размерами, материалами и изменять геометрические формы.
Столешница
Из сплошного полотна столешницу делать не рекомендуется. Поверхность лучше сварить из профильной трубы с размерами по периметру 60 × 40 × 2 мм. Внутренняя решетка варится из профиля, имеющего сечение 30 × 30 × 1,2 мм.
С помощью болгарки нарезаются заготовки труб.
Зачищаются торцы.
В первую очередь монтируется наружная рама. Внутренний профиль вырезается по проему рамы и вставляется в ее середину на расстоянии около 40 мм, после сварные швы зачищаются при помощи болгарки.
Ножки
Четыре ножки вырезаются из трубы диаметром 50 мм. Их длина составляет около 760 мм.
Вырезанные стойки свариваются по углам крышки.
При приваривании ножек к крышке важно не допускать их перекоса. Они должны монтироваться с рамой четко под углом 90 градусов
Для обеспечения такого ровного угла, необходимо использовать угольник и рулетку.
Дополнительный пояс жесткости каркаса
После приваривания ножек к столешнице для увеличения жесткости конструкции дополнительно делается обвязка. Для этого на высоте 200−300 миллиметров ножки свариваются при помощи уголка сечением 40 × 40 миллиметров.
Уголок приваривается плоской стороной вниз. В середину уголка можно уложить полку из толстой фанеры или ДСП для хранения сварочного аппарата и инструмента.
Изготовление и монтаж ручки для переноса
Для удобства перестановки на другое место столик можно снабдить ручками. Они изготавливаются из круглого прута диаметром 14 миллиметров, имеют форму «П» и привариваются с двух сторон столешницы.
Колеса для передвижения
Стол желательно снабдить колесиками для удобства перемещения. Если изделие будет стационарным, то средства передвижения лучше не использовать, потому что при работе конструкция будет неустойчива. Придется снабжать колеса тормозами.
Ниша под инструменты
Инструменты хранятся в специальном ящике, который может быть выполнен из листового металла или ДСП. Лучше всего изготовить отдельную тумбочку с несколькими полками, на которых и размещается инструмент.
Защитный кожух
Защитный кожух предназначен для того, чтобы не допустить брызг металла, разлетающихся при сварке. Каркас делается из уголка, а короб — из тонкого металла. Он крепится к верхней плоскости штифтами. При работе с деталями, которые выступают за габариты стола, защитный кожух снимают.
Снизу можно приварить ванночку с невысокими бортиками для окалины. Ее устанавливают с наклоном, чтобы окалина постепенно собиралась к нижнему краю.
Посмотрите видео, где показан процесс изготовления полупрофессионального сварочного стола.
Необходимые инструменты
 Уважающий себя домашний мастер имеет свой собственный набор инструментов для выполнения работ. Практика изготовления сварочных столов многими исполнителями позволяет сделать акцент на следующих инструментах:
Уважающий себя домашний мастер имеет свой собственный набор инструментов для выполнения работ. Практика изготовления сварочных столов многими исполнителями позволяет сделать акцент на следующих инструментах:
- использовать в работе можно инверторный сварочный аппарат, так как для полуавтомата нужна дорогая сварочная проволока;
- набор приспособлений из струбцин, зажимов и упоров разных типоразмеров, которые являются также оснасткой к сварочному столу;
- болгарка с набором дисков;
- слесарный инструмент: тиски, молотки, зубило, пассатижи и другие;
- электрическая дрель с набором сверл;
- набор метчиков;
- ручная ножовка по металлу;
- измерительные инструменты (рулетка, угольники, уровень и другие);
- разметочный инструмент.
Инструкция по изготовлению сварочного стола
Теперь, когда получилось найти размер и собран инвентарь, пришло время сделать сварочный стол своими руками.
Заготовка и раскрой
Чтобы работать было удобнее, лучше заранее напилить все нужные детали, а затем собрать, как конструктов. Здесь будут приведены ориентировочные размеры, которые можно взять за основу или изменить, сохранив пропорции.
Болгаркой или ножовой по металлу нарезаем:
- 4 уголка. Необходимо сечение 2,5х2,5 сантиметра и длина 46. Торцы подрезаются под 45 градусов – это будут боковинки полки.
- 2 полки. Понадобится стальной лист (лучше брать оцинковку или нержавейку) с толщиной 0,3 сантиметра. Нужны 2 одинаковые полки с размерами 45х77. Так делают в промышленных моделях. Но так как это «домашний» стол из профильной трубы, который собирается своими руками, этим параметром можно пренебречь. Подойдет ОСБ или фанера.
- 4 ножки. Часто для ножек берут уголки, но лучше взять профильную трубу. Конструкция будет прочной, но куда легче.Квадратную трубку 3х2 нарезаем на 4 отрезка по 76 сантиметров.
- Стороны каркасов. Из тех же уголков делаем 4 стороны каркаса с длиной 76 сантиметров. Торцы подрезаем под 45 градусов.
- Каркас столешницы. Из профильной трубы 6х25 нужно сделать 2 метровых отрезка и еще 2 по 72 сантиметра.
- Столешница. Понадобится 8 профилей 4х24 длинной 72 сантиметра.
- Колесики. Можно купить в любом строительном магазине. 2 колесика со стопором и 2 без.
- Пояс жесткости. 4 уголка 3х3.
Изготовление столешницы
Здесь очень поможет сварочный магнит. У него есть угол 90 градусов, поэтому работа упростится в разы. Сначала нужно сварить каркас столешницы, причем сделать это под прямым углом.
После необходимо замерить угол. Если везде 90 градусов, то можно варить основное – профили столешницы. Трубы нужно приварить параллельно боковым частям каркаса, а между ними оставить небольшой зазор. Прибегнув к расчетам, получится общее свободное расстояние в 28 сантиметров. Если разделить это число на 8, получится 3,5 сантиметра, которые нужно оставить между профилями.









Изготовление ножек для стола
Чтобы сварочный стол из профильной трубы не шатался, необходимо правильно сварить ножки. Сложного здесь ничего нет, если вы сделали подрезку под 45 градусов. Прихватываем ножки с каркасу с помощью магнитов и угольником добиваемся прямого угла. После ставятся несколько сварных точек.
Теперь еще раз нужно проверить, получилось ли добиться 90 градусов. Если конструкцию не повело (при сварке шов тянет на себя, поэтому могут быть отклонения), стык полностью заваривается и зачищается.
В принципе, если устойчивости добиться не получилось, можно прибегнуть к другой хитрости: к нижнему торцу ножек приваривается толстый квадрат из стального листа. Но это подойдет на случай, если перемещаться сварочный стол не будет.
Пояс жесткости сварочного стола
Стол для сварщика обязан быть устойчивым. Даже прочная сталь будет немного шататься, так как толщина шва тонкая.
Поэтому на каждой ножке нужно сделать отметку в 20-30 сантиметров от пола и приварить там уголок для пояса жесткости. Можно заменить его и на тонкую профильную трубу, чтобы облегчить конструкцию.
Колеса и ручка для перемещения
Стол для сварки, построенный своими руками будет удобнее, если добавить колесики. Причем не обычные мебельные. Они шатаются, быстро сломаются, а неровный пол «убьет» их всего за полгода.
Они бывают на винтовом соединении или сварном. Для первого к торцу приваривается ушко из профильной трубы. Там сверлятся отверстия и винты затягиваются гайками. Если перемещать его будут часто, желательно добавить стопорные шайбы. Колесики можно и приварить. В этом случае они будут несъемными.
Полка для инструментов
Здесь стоит воспользоваться пространством, которое образовалось в поясе жесткости. Можно просто положить туда лист и он никуда не денется. Его будут держать выступы уголка.
Покраска стола
Почти весь металлопрокат делается из нелегированного чермета, который быстро ржавеет. Чтобы привести его в «товарный» вид, нужно действовать по инструкции:
- С металла сбивается вся ржавчина. Можно натереть профили преобразователем ржавчины или воспользоваться наждачкой.
- Теперь абразивом с зернистостью 360 нужно хорошенько натереть все части стола. Так краска лучше пристанет. Если есть доступ к пескоструйной машине – подойдет и она.
- Пришло время грунтовки. Можно взять любую по металлу. Кстати, некоторые грунты можно наносить на ржавчину. В этом случае можно не зачищать.
- Для покраски подойдет любая жаропрочная эмаль. Наносить нужно из краскопульта или аэрозоля.
Требования к самодельным столам
Перед началом работы по монтажу сварочного стола следует учесть основные требования, которые касаются изготовления. Например, должна быть предусмотрена возможность заземления сварочного оборудования. Данное условие является наиболее важным.
А также следует помнить, что стол для сварщика изготавливают только из безопасных и негорючих материалов, которые, кроме того, должны обладать достаточно хорошей устойчивостью к низким температурным режимам.
Прочность изделия тоже играет важную роль. Стол должен выдерживать нагрузку от 100 до 150 кг. Обязательно наличие специальной вытяжки. На одной из боковых сторон конструкции нужно разместить небольшой вентилятор для отвода с места работы вредных испарений, образующихся в процессе сварки.

Стол должен быть оснащен поддоном. Его располагают под столешницей. А нужен он для того, чтобы в нём скапливался мусор, образующийся в процессе сварочных работ. Конструкция должна предусмотривать место для хранения необходимых инструментов и материалов. Еще одним требованием для стола является наличие точечного и достаточно яркого освещения.

Самостоятельное изготовление стола для сварки
Проблема самостоятельного изготовления стола для сварки состоит в том, что на данный момент мало информации о таких конструкциях. Если брать за основу модели, которые изготавливаются для промышленных целей, то их чертежи довольно сложны, а многие функции невозможно использовать. Простой чертеж является альтернативой промышленным, его можно самостоятельно улучшить и доработать.
Необходимые инструменты и материалы
Чтобы создать комфортные условия для проведения сварочных работ, рекомендуется приобрести набор инструментов с функциями надежного крепления свариваемых деталей и возможностью быстро изменять их пространственное положение. Они должны быть прочными и стойкими к резким переменам температуры.
К таким инструментам можно отнести струбцины и зажимы, при помощи которых заготовки можно крепить к рабочему столу или между собой. Магнитное основание служит для фиксации мелких деталей, которые другими приспособлениями закрепить невозможно.
Определение размеров и заготовка деталей
В качестве примера можно использовать конструкцию, изготовленную из стального уголка и профилированных труб. Естественно, что изготавливать можно с другими размерами, материалами и изменять геометрические формы.








Столешница
Из сплошного полотна столешницу делать не рекомендуется. Поверхность лучше сварить из профильной трубы с размерами по периметру 60 × 40 × 2 мм. Внутренняя решетка варится из профиля, имеющего сечение 30 × 30 × 1,2 мм.
С помощью болгарки нарезаются заготовки труб.
Зачищаются торцы.
В первую очередь монтируется наружная рама. Внутренний профиль вырезается по проему рамы и вставляется в ее середину на расстоянии около 40 мм, после сварные швы зачищаются при помощи болгарки.
Ножки
Четыре ножки вырезаются из трубы диаметром 50 мм. Их длина составляет около 760 мм.
Вырезанные стойки свариваются по углам крышки.
При приваривании ножек к крышке важно не допускать их перекоса. Они должны монтироваться с рамой четко под углом 90 градусов
Для обеспечения такого ровного угла, необходимо использовать угольник и рулетку.
Дополнительный пояс жесткости каркаса
После приваривания ножек к столешнице для увеличения жесткости конструкции дополнительно делается обвязка. Для этого на высоте 200−300 миллиметров ножки свариваются при помощи уголка сечением 40 × 40 миллиметров.
Уголок приваривается плоской стороной вниз. В середину уголка можно уложить полку из толстой фанеры или ДСП для хранения сварочного аппарата и инструмента.
Изготовление и монтаж ручки для переноса
Для удобства перестановки на другое место столик можно снабдить ручками. Они изготавливаются из круглого прута диаметром 14 миллиметров, имеют форму «П» и привариваются с двух сторон столешницы.
Колеса для передвижения
Стол желательно снабдить колесиками для удобства перемещения. Если изделие будет стационарным, то средства передвижения лучше не использовать, потому что при работе конструкция будет неустойчива. Придется снабжать колеса тормозами.
Ниша под инструменты
Инструменты хранятся в специальном ящике, который может быть выполнен из листового металла или ДСП. Лучше всего изготовить отдельную тумбочку с несколькими полками, на которых и размещается инструмент.
Защитный кожух
Защитный кожух предназначен для того, чтобы не допустить брызг металла, разлетающихся при сварке. Каркас делается из уголка, а короб — из тонкого металла. Он крепится к верхней плоскости штифтами. При работе с деталями, которые выступают за габариты стола, защитный кожух снимают.
Снизу можно приварить ванночку с невысокими бортиками для окалины. Ее устанавливают с наклоном, чтобы окалина постепенно собиралась к нижнему краю.
Посмотрите видео, где показан процесс изготовления полупрофессионального сварочного стола.
Простая и полупрофессиональная модели столов
Основой простого варианта служит жесткая столешница, к которой крепятся вертикальные стойки. Снизу на высоте 20 см от уровня пола к ножкам привариваются поперечное усиление. К основной раме приваривается столешница, в которой предусмотрены пазы для струбцин и кронштейн сварочного кабеля. Ниже рабочего горизонта крепится горизонтальный лист, который будет служить в качестве поддона для сбора мусора. В боковой части стола можно предусмотреть набор вертикальных полок для комплектующих и расходников. Здесь же ставится емкость с водой.
Полупрофессиональный стол сварщика комплектуется дополнительным оборудованием. Благодаря более широкой оснастке сварщик сможет выполнять и другие операции: сверление, шлифование, фрезерование и т.д. Системы, обеспечивающие принудительную циркуляцию воздуха, тоже могут встраиваться в стол. Опорные стойки конструкции крепятся к столу, а столешница делается вращающейся. Это обеспечивает максимум удобства и высокую устойчивость стола при работе с тяжелыми заготовками. Комплектацией предусмотрены тиски и дополнительные струбцины. Инвертор устанавливается на отдельной поворотной площадке.










Делаем кованый столик
Столик из кованого металла со стеклянной столешницей
Мебель с коваными ножками всегда красива и эффектна. Она используется как декоративное украшение помещения или садового участка. Яркая окраска придает мебели игривости, а сдержанная черная, белая или металлическая – деловой стиль, дороговизну и эстетичность.
Ковка – это воздействие на горячий металл при помощи молота и наковальни или загибание холодного металла при помощи молотка и приспособлений из приваренных к ровной поверхности круглых шпилек.
Горячая ковка дает немыслимый полет фантазии и может удовлетворить даже самые смелые задумки, потому что она более точная. Холодная ковка выглядит менее эстетичной.
Для того чтобы сделать ковку, нужно иметь специальный инструмент для загибания металлических прутов. Если такой инструмент имеется в вашем арсенале домашнего мастера, то с ковкой не будет никаких проблем. Если же вы далеки от этого, но хотите изготовить металлический столик с коваными ножками или элементами, то лучше ковку металла лучше будет заказать у профессионалов.
Этапы изготовления
Процесс сварки элементов художественной ковки
- Металл очищается от ржавчины и грязи с помощью стальной щётки. Затем делается трафарет. Создать гнутые ножки можно самостоятельно, если не использовать слишком затейливые трафареты. Для этого используется любое листовое дерево. Рисунок делаем в масштабе 1:1.
- Привариваем две шпильки (крепеж в виде стержня с резьбой) на расстоянии около 2-3 см друг от друга. Между этими шпильками просовывается металлопрофиль или металлопрокат. При помощи силового воздействия и молотка металл гнется в нужных местах. При этом результат сгибания необходимо сверять с трафаретом. Если этого не делать, то нельзя будет добиться симметрии ножек.
Примите к седению: для того чтобы узнать размеры металла, который потребуется для изготовления вензелей, можно использовать обычную веревку, которая не растягивается. Веревкой измеряется каждый виток и его размер переносится на металл
- Собираем все металлические части по нарисованному трафарету и срезаем лишнее. Свариваем изделия сначала с одной стороны, а затем с другой. Сварку нужно производить аккуратно, чтобы не образовались сварочные наросты. Металлической щеткой зачищаем всю конструкцию.
- Готовые элементы ковки также аккуратно привариваем к гнутому металлу. Снова зачищаем все щеткой.
- Белой грунтовкой по металлу проходим по всем частям ножек для стола. Светлый цвет поможет не пропустить ни одного миллиметра при окраске металла.
- Окраска проводится валиком или неширокой кистью. Кованые ножки чаще всего окрашиваются в белый, черный, бронзовые, золотистые или серебряные цвета.
- Столешница из дерева крепится к кованым ножкам при помощи шурупов. В каркасе стола делаются отверстия, которые чуть больше по диаметру, чем шурупы, затем закрепляется поверхность стола.
Совет от редакции: чтобы скрыть место крепления столешницы и ножек стола можно использовать металлические уголки. Для этого, в металле делаются небольшие отверстия под болты. Уголки соединяются со столешницей при помощи саморезов.
Крепление ножек к столешнице полностью зависит от того, какие именно ножки делаются под столик – их размер, форма, количество кованых элементов и их расположение. Если брать стеклянную столешницу, то она крепится при помощи УФ – клея или специальных резиновых присосок. Металлическая столешница аккуратно приваривается с обратной стороны, зачищается, грунтуется и окрашивается.
Стол со столешницей из камня подойдет для установки на улице, например в дачной беседке, и в помещении. Лучше использовать гранит – он более прочный и износостойкий, чем другие камни (например, часто используемый для столов мрамор).

Металлический стол со столешницей из камня — прекрасное решение для улицы
Возможно, Вас также заинтересует статья как сделать стол для циркулярной пилы. Подробную инструкцию по изготовлению теннисного стола содержит следующая статья.
Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
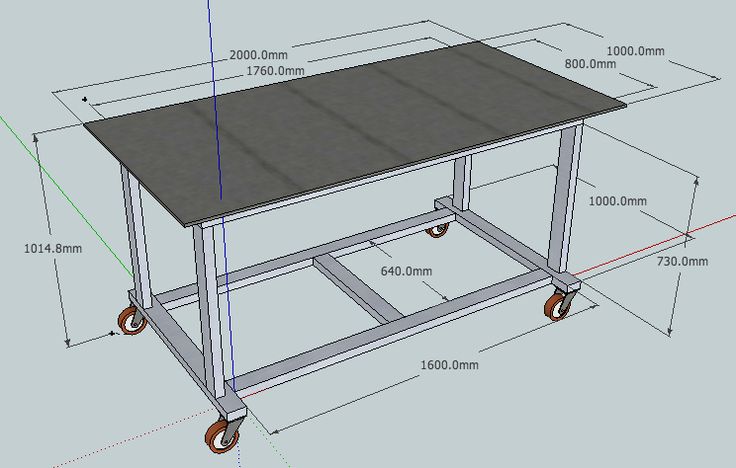
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной. Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические)
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.
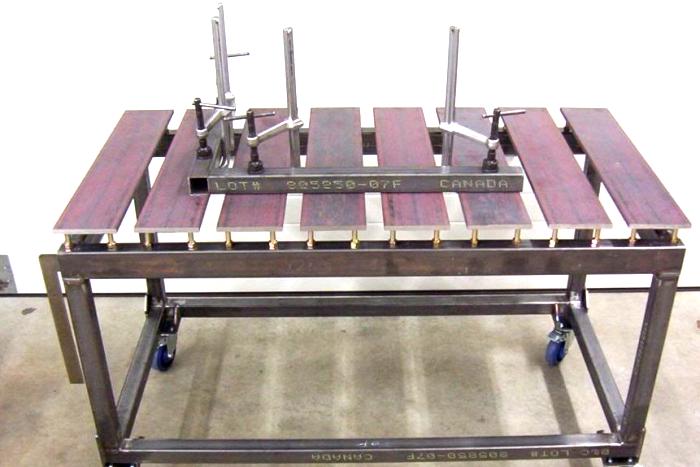
Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.










С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Необходимые материалы и инструменты
Для создания сварочного стола своими руками понадобятся стандартный набор инструментов и надежные материалы. Последние должны отвечать правилам противопожарной безопасности. Для работы подготавливают:
- аппарат для сварки;
- болгарку;
- пассатижи;
- рулетку;
- молоток;
- угольник.
Болгарку можно заменить ножовкой по металлу. Для прорисовки линий и отметок в комплект включают мел. Для изготовления полноценной модели понадобятся также струбцины, зажимы и магнитное основание для удержания мелких деталей.
Чтобы сварить стол из металла, необходим материал, не подвергающийся действию сварочного луча и выдерживающий большие весовые нагрузки. Раму делают из профиля размером 60 × 40 × 2 мм, а рабочую поверхность — из аналога с параметрами 30 × 30 × 1,2 мм. Для работы подходит также швеллер П-образной конфигурации. Для поддона заготавливают металлический лист.
Если ножки будут изготовлены из профильной трубы, ее следует подбирать по сечению. Оно должно быть минимум 60 × 60 × 2 мм. Для стоек подходит уголок 63 × 63 × 4 мм, а для обвязки ножек — уголок 30 × 30 или 40 × 40 мм. Если стол предполагается переставлять, также заготавливают колесики или ручки, для которых подойдут скобы или арматура. Для крючков понадобятся гвозди или проволока, для полки или тумбочки — фанера или ДСП.

Сварочный аппарат

Болгарка

Пассатижи

Рулетка

Молоток

Угольник
Столешница сварочного стола
В основном сборочно-сварочные столы различаются по типу исполнения рабочей поверхности:
Пластины из серого литого чугуна
- Столешница выполнена из чугуна. Сварочный чугунный стол обеспечивает минимальную теплопроводность и высокую износостойкость. Недостатком сварочных чугунных столов является меньшая грузоподъёмность, более тяжёлый вес, возможность появления сколов и трещин от тяжелых предметов и при ударных нагрузках.
Нержавеющая сталь
Столешница выполнена из нержавеющей стали (твердость 266-380 НВ). Такая рабочая поверхность обеспечивает высокую прочность и коррозионную стойкость. Она идеально подходит для сварки изделий из нержавеющей стали, для пищевой промышленности и медицины.
Конструкционная сталь ST52
Столешница выполнена из конструкционной стали (твердость 128-163 НВ). Универсальные сварочные столы обычно имеют именно такую столешницу, так как рабочая поверхность из нержавеющей стали обладает высокой прочностью и идеально подходит для выполнения сварки. К тому же столы с рабочей поверхностью из конструкционной стали отличаются невысокой стоимостью.
Сталь с плазменным азотированием
Столешница с плазменным азотированием (твердость 600 и более НВ). Плазменное азотирование рабочей поверхности имеют профессиональные сварочные столы. Такое покрытие обеспечивает максимальную прочность и износоустойчивость, а также защиту от прилипания сварочных брызг и надежную коррозионную стойкость. Столы с плазменным азотированием применяются на крупных предприятиях по изготовлению металлоконструкций и различных технически сложных изделий.
Виды конструкций
Чтобы производить сварочные работы в домашних условиях, можно использовать два вида столов: обычный, предназначенный для сварки средней сложности, и сборочно-сварочный, на котором выполняются более сложные задачи.
По удобству использования столы должны отвечать следующим требованиям:
- высота должна находится в пределах в 70–85 см;
- минимальные габариты поверхности — 80 × 100 см;
- высота стола вместе с защитным экраном — не ниже 140 см.
Простой сварочный стол своими руками
Изделие должно быть прочным, легко собираться, конструкция должна быть удобной для работы сварщика. Жесткая рама варится из металла, состоит из четырех стоек и уголка, также это может быть профильная труба. На высоте примерно 20 см от пола стойки соединяются при помощи уголков, сверху привариваются к раме, на которой располагается металлическая столешница. На ней могут иметься пазы для того, чтобы крепить свариваемые заготовки.
На стальной раме желательно для сварочного провода приварить кронштейны, рекомендуется под столешницей разместить поддон для сборки окалины и пыли.
Сбоку можно расположить тумбу с несколькими отделениями для того, чтобы хранить различные инструменты. Рядом желательно расположить подставку для емкости с водой.
Полупрофессиональный
Стол для сварки своими руками полупрофессионального назначения имеет довольно сложную конструкцию с дополнительной комплектацией. Его схема практически не отличается от простого изделия, но на ней предусмотрена установка дополнительного оборудования для металлообрабатывающих операций: фрезеровки, сверления и т. д. Также она может иметь встроенную вентиляционную систему.
Для жесткости конструкции ножки стола часто прикрепляются к полу при помощи бетонной стяжки или анкерных болтов. Особенностью такой конструкции будет то, что в этом случае рабочую платформу можно поворачивать, благодаря этому сварщик может варить с одного места.
Сборочно-сварные конструкции комплектуются:
- слесарными тисками;
- струбцинами;
- поворотными приставками.
Защитные ширмы, вентиляционные воздуховоды и другие материалы облицовки рабочей зоны выполняются из негорючих материалов. Раньше для этого использовалась асбестовая ткань. В настоящее время применяются современные материалы: базальтокартон или суперсил.
Характеристики:
- Масса всей конструкции для жесткости должна иметь вес больше 180 килограмм.
- Рабочая зона должна освещаться без бликов, мешающие работе во время сварки.
- Конструкция должна снабжаться поворотным механизмом рабочей платформы и иметь встроенную вентиляцию.
#2
Отправлено 20 Март 2019 08:52
Так как я твой земляк, я только за обеими руками и присоединяюсь к задумке !))) DFX открывается автокадом или компасом?
Пошаговая инструкция по изготовлению столика-тележки для сварки
1. Изготовление верхней крышки стола. Металлический стол для сварочных работ оборудован решетчатой крышкой, которая изготовлена из профилированной трубы сечением 50х50 мм (для крайней рамки) и 30х30 мм для внутренней решетки. Труба нарезается по размеру болгаркой. Подготовленные элементы соединяются при помощи сварки. Внешний пояс крышки состоит из профиля 50х50 мм, который сварен в прямоугольник с учетом проектных размеров. Внутреннее пространство заполняется профилем 30х30 мм. Трубы привариваются через 30-50 мм, образуя решетку. Сварочные швы обязательно зачищаются болгаркой.








2. Изготовление ножек для стола. Ножки для сварочной тележки можно изготовить из круглой трубы сечением 25х25 мм или 30х30 мм. В случае отсутствия данных размеров допускается использование 20х20 мм. Материалы нарезаются по размеру (780 мм). Всего потребуется 4 металлических ножки. Нарезанные элементы привариваются к готовой крышке по четырем углам.










Важно! Во время сваривания ножек с крышкой важно контролировать перекос. Чтобы получить максимально устойчивый столик необходимо обеспечить ровные углы установки и расположение стоек
Рекомендуется пользоваться угольником и рулеткой.
3. Дополнительный пояс жесткости для стола. Металлическая тележка для сварочного аппарата должна быть максимально жесткой и прочной. Для этого необходимо изготовить дополнительный пояс жесткости, который будет расположен на высоте 200-300 мм от уровня пола по стойкам. Усилители изготавливаются из уголка 30х30 мм, который разворачивается острым углом наружу. Элементы привариваются по кругу, чтобы связать все 4 стойки. При необходимости можно дополнительно зачистить все сварочные швы.





4. Изготовление ручки для подъема и транспортировки. Рукоятка необходима, чтобы удобно транспортировать стол в любое указанное место. Для ручки можно использовать металлический пруток или арматуру сечением 8-10 мм
Важно изначально придать нужную форму для элемента. В дальнейшем, как видно на видео готовая рукоятка приваривается к несущей раме верхней крышки
Приваривать ручку необходимо снизу, чтобы в дальнейшем избежать неудобств в ходе эксплуатации столика.



5. Крючки для сварочного оборудования или кабелей. Боковые крюки необходимы для удобной фиксации толстого кабеля, держателей или хранения любого другого инструмента для сварки. Крючки можно изготовить из обыкновенного гвоздя 100-150 мм. Для этого достаточно придать нужную форму гвоздям и приварить их к несущим ножкам с наружной стороны.


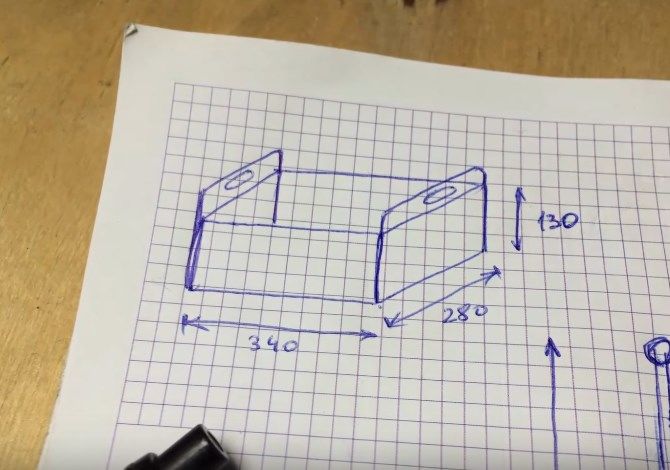
6. Колеса для перемещения. Колесики необходимы для более удобного передвижения столика в удобное место. Всего потребуется 2 колеса в сборе с крепежными механизмами. Наиболее предпочтительнее использовать небольшие детали от магазинной тележки или аналогичного оборудования. Перед установкой верхнюю часть фиксирующего механизма с гайкой следует прикрепить к стойкам при помощи сварки. Далее на приваренную гайку накручиваются колеса.
Важно! Приваривать крепежные гайки для колес следует с учетом горизонтали. Детали должны быть на одном уровне.. 7
Ниша для инструментов. Нишу следует изготавливать из фанеры, ДСП или ОСБ плиты. При необходимости можно использовать цельный лист металла. Материал нарезается по размеру при помощи лобзика и устанавливается на уголки в нижней части стола
7. Ниша для инструментов. Нишу следует изготавливать из фанеры, ДСП или ОСБ плиты. При необходимости можно использовать цельный лист металла. Материал нарезается по размеру при помощи лобзика и устанавливается на уголки в нижней части стола.



8. Защитный кожух от мусора и окалины. Для изготовления можно использовать обыкновенный лист металла любой толщины с загибом по краю. Предварительно к несущим ножкам приваривается металлический пруток 8-10 мм, при этом одна сторона должна быть выше другой, чтобы создать требуемый уклон. Вырезанный лист металла устанавливается на прутки.





Готовый стол можно покрасить обыкновенной малярной краской по металлу. При необходимости изготавливаются дополнительные ящики для инструментов из дерева.









Просмотреть детальные фото или инструкцию как сделать сварочный стол своими руками можно на нашем сайте.





