
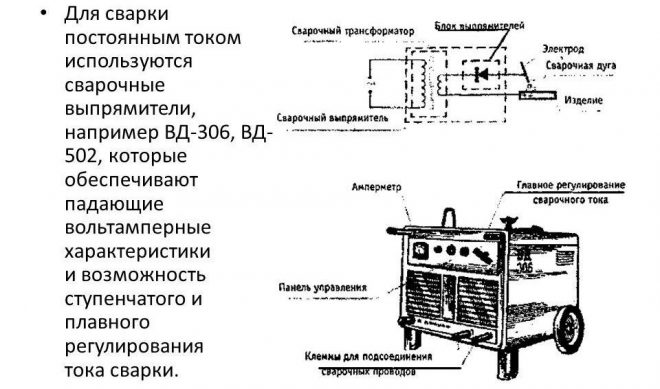
Классификация и маркировка
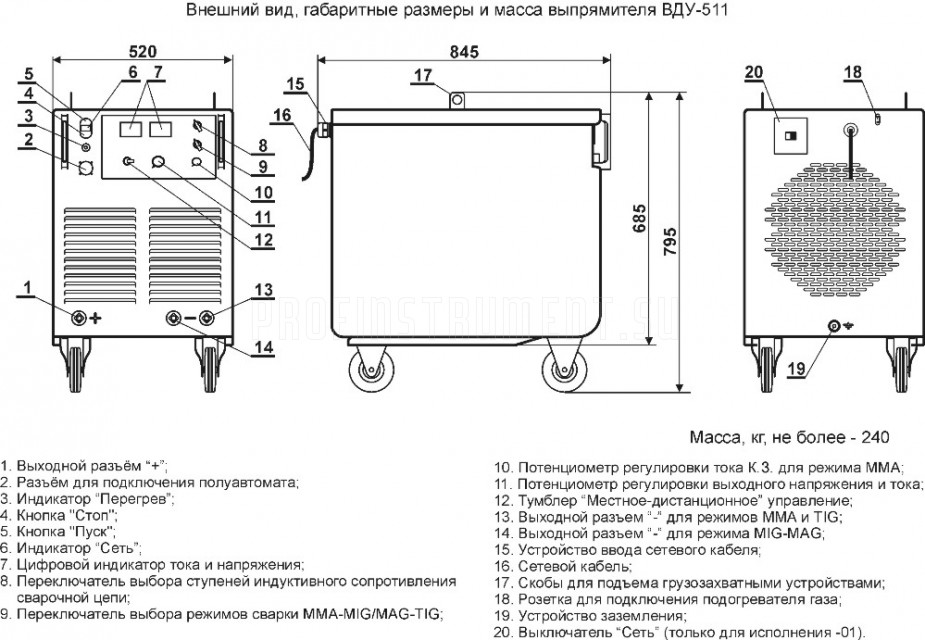
Все исполнения сварочных выпрямителей подразделяются по следующим параметрам:
- По фазности используемого тока: одно- или трёхфазные. Первые отличаются компактностью, но не позволяют сглаживать значительные пульсации напряжения и получать на выходе значительные токи обработки, потому применяются преимущественно для сварочных аппаратов бытового назначения.
- По способу управления силой сварочного тока.
- По виду вольтамперной характеристики.
- По схеме выпрямления тока. Она может быть однофазной (используется в устройствах малой мощности), трёхфазной или шестифазной (последняя применяется в агрегатах повышенной мощности, превышающей 1000 кВА). В свою очередь, трёхфазное выпрямление может быть реализовано по мостовой или кольцевой схемам.
- По количеству обслуживаемых постов – однопостовые или многопостовые.

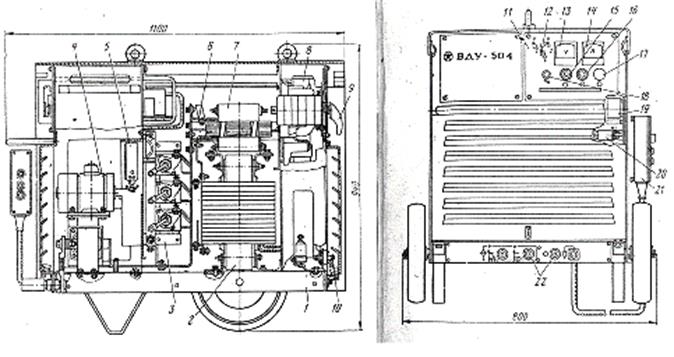
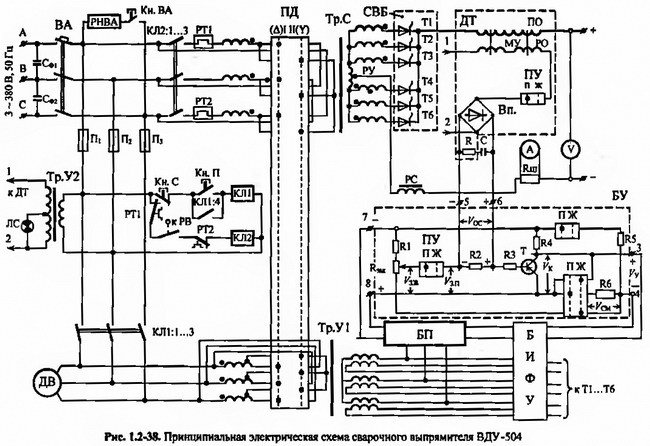
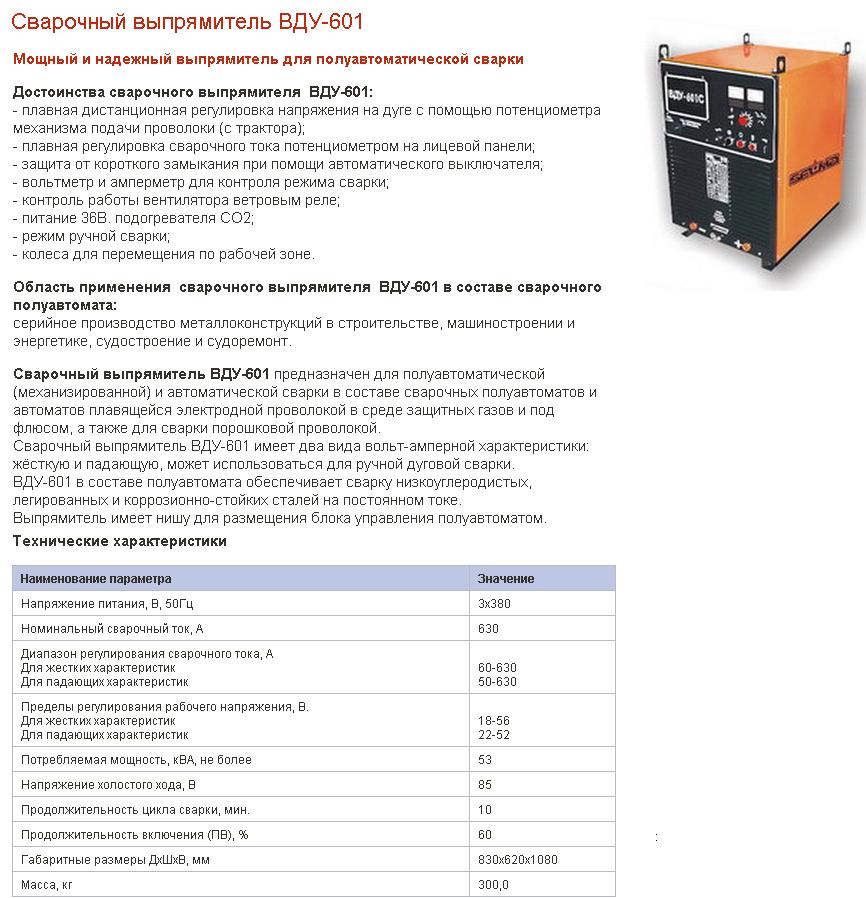
Маркировка сварочных выпрямителей регламентируется требованиями ГОСТ 13821-77 (для однопостовых агрегатов) и ГОСТ 18142-85 (для полупроводниковых агрегатов). Она включает в себя буквы ВД (выпрямитель дуговой), третьей буквой У (универсальный), либо М – многопостовой. Далее следует умноженное на 10 значение силы сварочного тока в амперах, и (необязательно) номер серии. Таким образом, например, универсальный сварочный выпрямитель типа ВДУ-504 рассчитан на получение постоянного тока силой до 500 А.
ГОСТ 13821-77 устанавливает следующие соотношения между энергетическими характеристиками сварочного выпрямителя и продолжительностью его непрерывной эксплуатации. В частности, в диапазоне сварочных токов 400…630 А минимальное рабочее напряжение не может быть меньше 24…25 В, и ПВ – более 60%. При токах от 800 А и более минимальное напряжение составляет 26…34 В, а ПВ может достигать 100%.

Сварочный выпрямитель своими руками
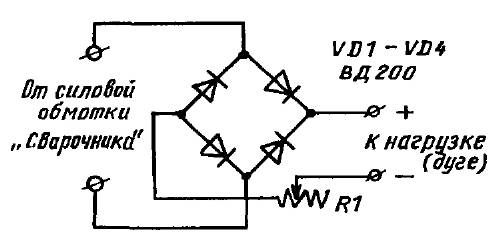
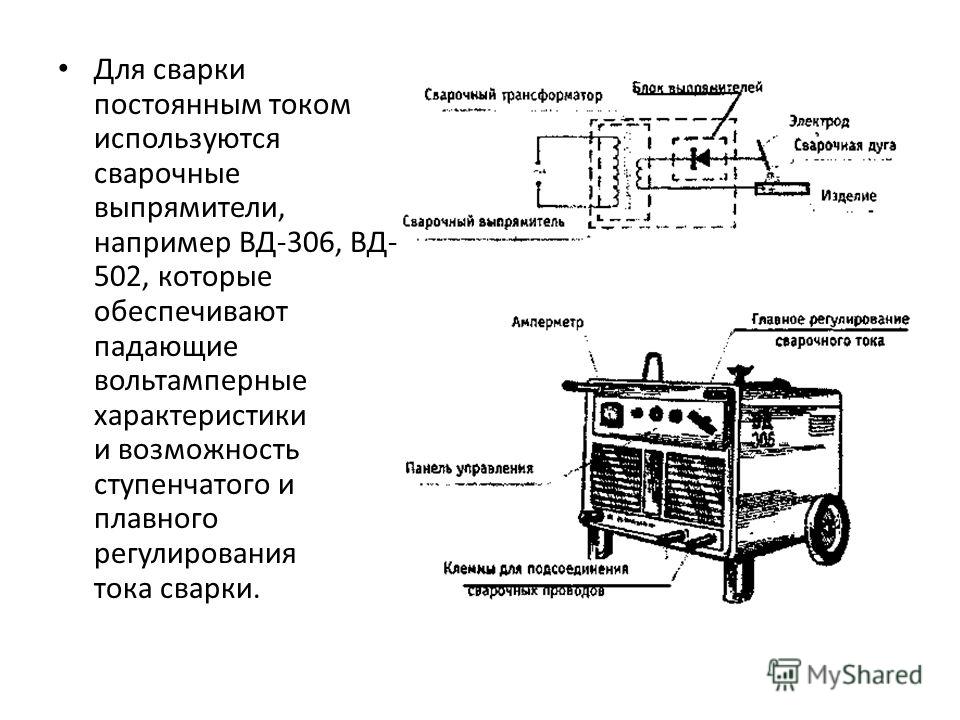
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый «вентиль», для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия «вентилей», уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора
Иначе возможны пробои элементов или выход из строя из-за перегрева
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.
Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Распространенные варианты выпрямительных устройств
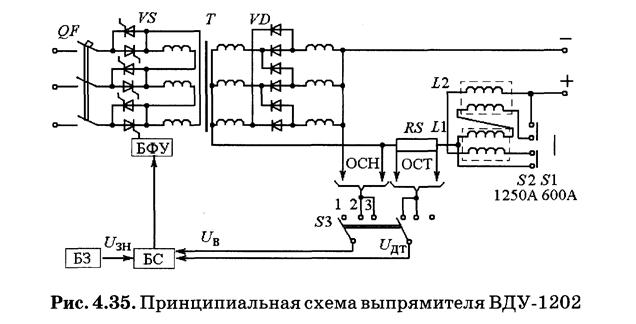
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
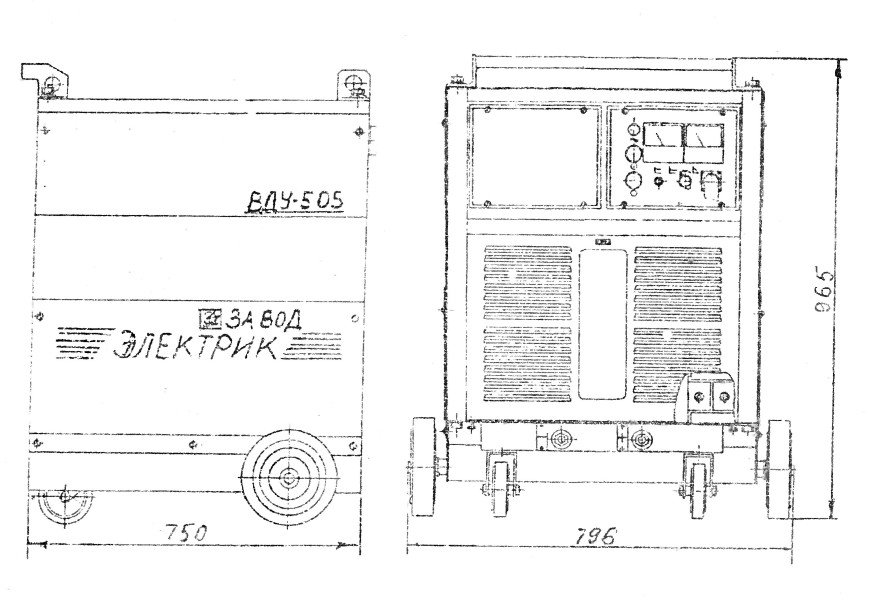
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
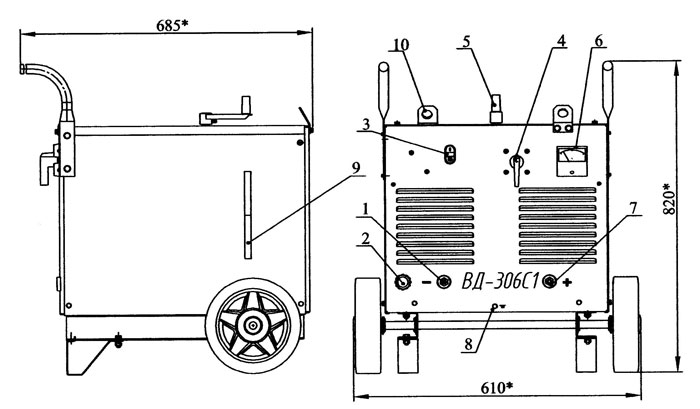
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.

Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
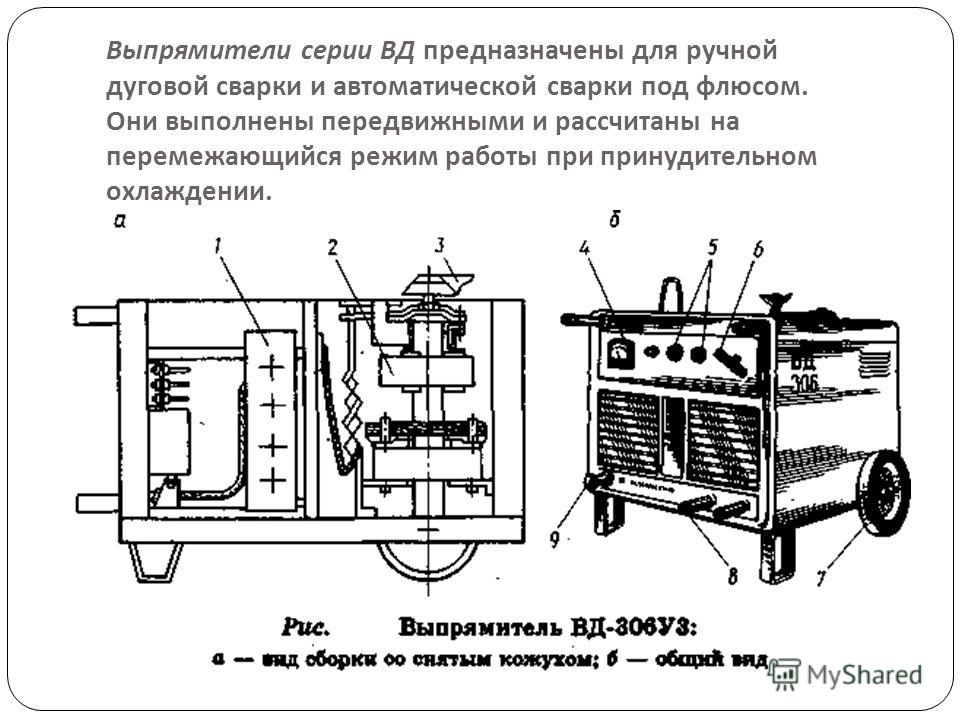
Выпрямитель переменного тока, однофазный или трёхфазный, является самым неприхотливым, дешёвым и надёжным устройством для сварки разнообразных металлических конструкций. Он прекрасно работает на открытом воздухе при очень низких и высоких температурах и в условиях нестабильного входного напряжения. Главным недостатком является большой вес сварочного выпрямителя, который обусловлен его конструкцией. Но самодельные устройства безупречно выполняют свои функции, а фабричные модели бессменно продолжают нести свою нелёгкую службу. О них мы вдумчиво и подробно расскажем.
Конструктивные особенности и принцип работы
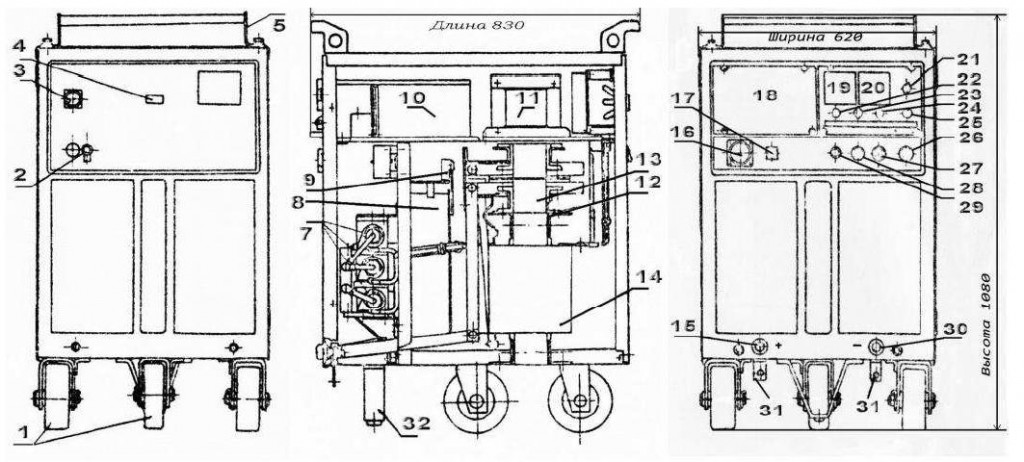
Выпрямитель ВД-360 относительно небольшой по весу и габаритам. Для легкости перемещения многие модели имеют колеса. Заземление встроенное. Трехфазный понижающий трансформатор обеспечивает падающую внешнюю характеристику. Нестабильное напряжение не отражается на значении тока на выходе. Выпрямитель состоит из узлов и деталей:
- корпус;
- панель управления;
- обмотка;
- выпрямитель;
- стабилизатор;
- предохранители;
- вентилятор.
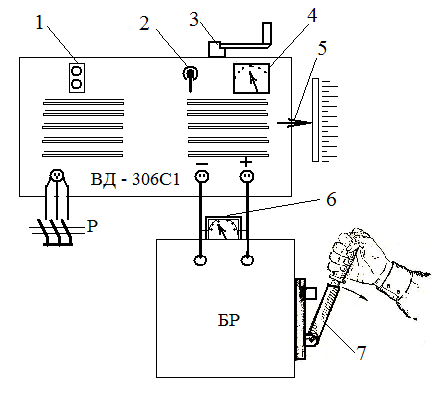
Система охлаждения принудительная, вентилятор включается автоматически вместе с оборудованием. На корпусе аппарата размещены:
- кнопочный выключатель;
- панель управления с цифровой индикацией и ручками настроек;
- амперметр;
- сетевой разъем;
- разъемы сварочных кабелей;
- сигнальная лампа;
- болт заземления.
Вращающиеся рукоятки позволяют плавно регулировать силу тока и остальные параметры. В случае перегрева происходит автоматическое отключение выпрямителя.
Комплект поставки
Сварочный выпрямитель серии ВД поставляется в комплекте:
- преобразователь тока;
- паспорт;
- кабеля питания.
Новый аппарат упаковывается в картонные коробки. На них указана модель и техническая характеристика выпрямителя. Дополнительно могут входить держатели для покрытых электродов и неплавящихся.
Разновидности
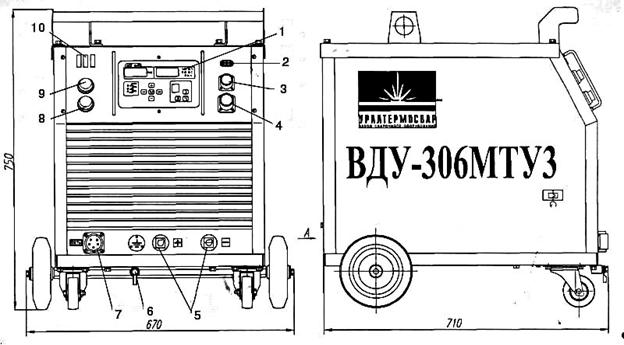
Сварочники серии ВД-306 представлены вариантами модификаций: СТ, Б, Ш, М1 и специального исполнения для определенного климата, например УЗ. Сравнительные характеристики сварочного аппарата ВД 306 в разных конструктивных изменениях .
| Параметры | ВД-306Б | ВД-306М УЗ | ВД-306 УЗ |
| Габариты, мм | 690×360×640 | 1 040×360×315 | 660×565×510 |
| Масса, кг | 87 | 65 | 104 |
| Ток номинальный, А | 300 | 315 | 315 |
| Режим работы, % | 25 | 55 | 65 |
| Пределы регулирования тока, А | от 25 | от 30 | от 30 |
| Ток холостого хода, А | 70 | 75 | 80 |
Все указанные в таблице выпрямители имеют одинаковые показатели:
- 3 фазы;
- промышленное напряжение 380 В;
- рабочее – 32 В;
- плавная регулировка.
Цифровой дисплей и бесступенчатое регулирование позволяют точно настроить оборудование на требуемый режим.
Недопустимые условия эксплуатации
Учитывая конструкцию устройства, сварочный трансформатор ВД 306 запрещается эксплуатировать в помещениях, где атмосфера содержит:
- пыль;
- пары едких веществ;
- пожароопасную атмосферу;
- вещества, разрушающие изоляционные материалы.
Важно! Работа во вредных для аппарата условиях приводит к разрушению оборудования и подвергает опасности здоровье сварщика
Для модификаций
Модель ВД-306 является передвижным цельнокорпусным сварочным аппаратом и состоит:
- трансформатор;
- выпрямитель;
- магнитный шунт;
- система аварийного отключения;
- вентилятор;
- кожух.
Выпрямитель ВД-306 питает электрическую дугу, работает с постоянным током на выходе. Производит наплавку и сварку. Подключается к промышленному току 380В.
Параметры работы ВД-306:
- ток 315 А;
- режим 60%;
- напряжение от 32 В;
- пределы сварочного тока 30 – 315 А;
- регулировка плавная.
Выпрямитель упаковывается вместе с кабелем 3 м и паспортом в обычном варианте и с климатической защитой УЗ. Степень защиты IP22. Зажим заземления расположен на основании корпуса.
Наличие в конструкции выпрямителя сварочного дросселя позволяет сваривать высоколегированные стали неплавящимся электродом в среде аргона с использованием присадочной проволоки и без нее.
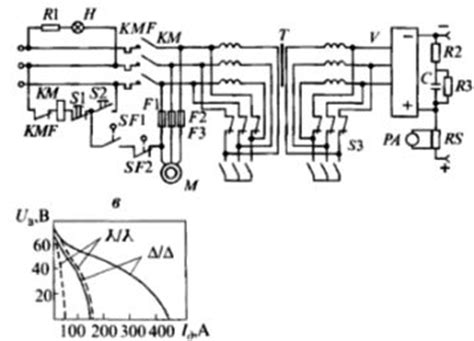
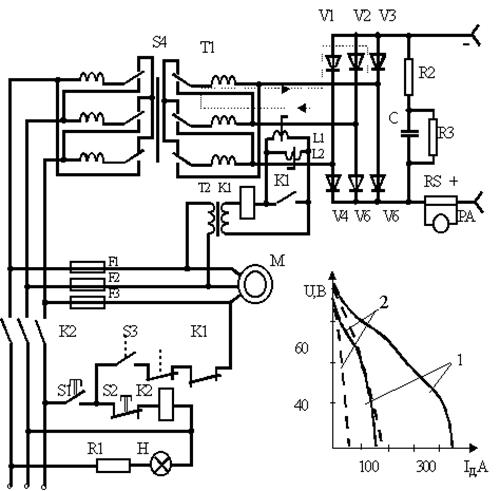
Режимы настройки и схема
Размыкание и смыкание магнитного шунта меняет индуктивное рассеивание. Смещение производится вращением рукоятки на верней части корпуса. Выставляется требуемое для работы значение тока в зависимости от используемых электродов и марки свариваемого металла.
Ток подается на первичную обмотку, затем дроссель образует насыщенное электромагнитное поле. Оно создает ток возбуждения, который стабилизируется и через выпрямитель попадает на держатель, образует дугу.
Используются и другая схема выпрямления, с помощью диодов или тиристоров в сварочных аппаратах с плавной регулировкой
Приложение 3
Зачистку сварных швов от шлака следует производить только после полного остывания шва и обязательно в очках с простыми стеклами. Обмоткн изготовлены из алюминиевого обмоточного провода марки АПСД.
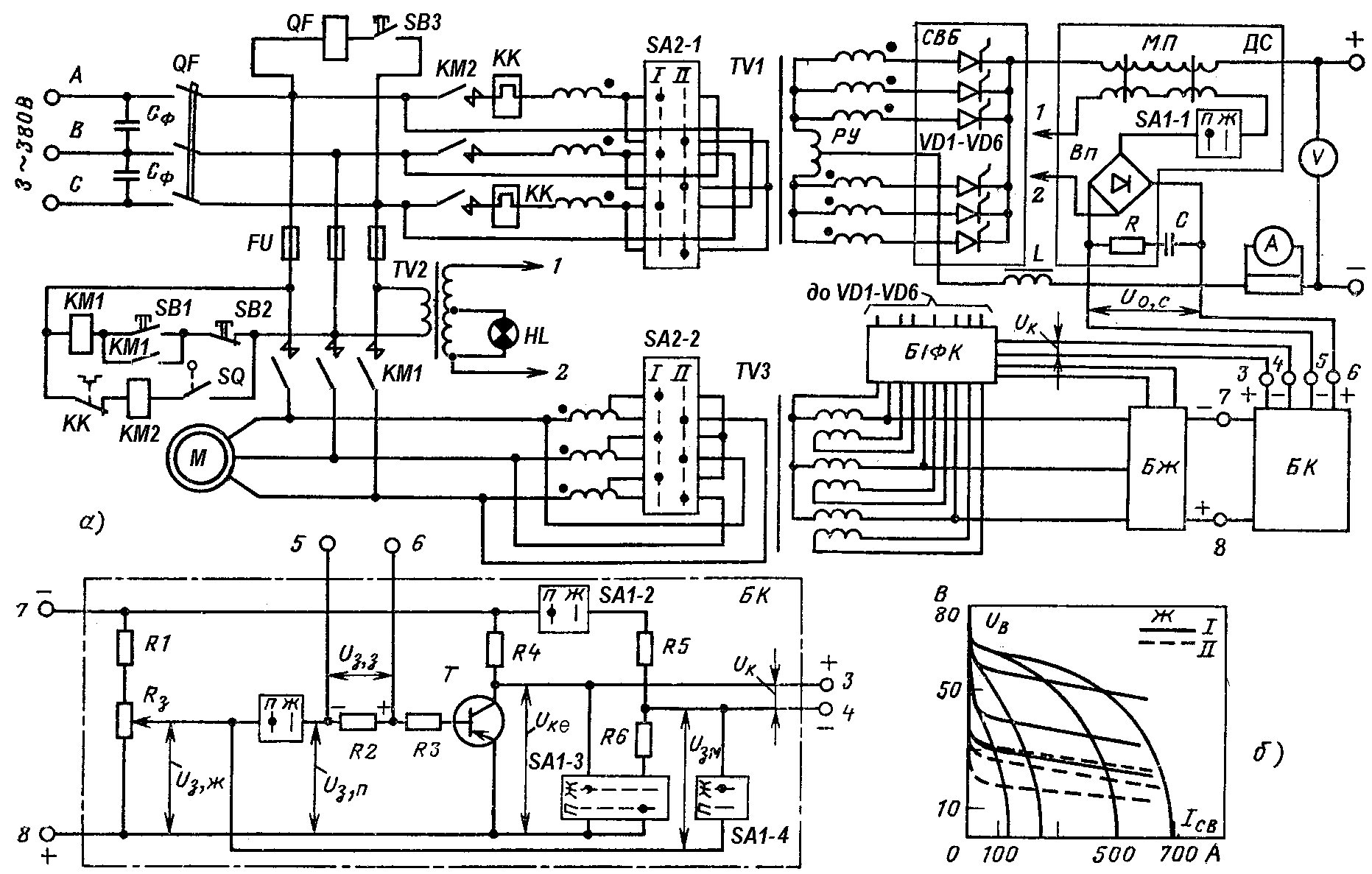
Вид внешних характеристик показан на рис 5,6 и 7. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Диапазон регулировки тока зависит от внешних характеристик.
В правой верхней части передней стенки установлен блок управления выпрямителем Претензии о несоответствии примененной комплектации со схемами и перечнями паспорта предприятием-изготовителем не принимаются. Драгоценные материалы, указанные в ГОСТ 2.
Читайте дополнительно: Смета на монтаж электрооборудования образец
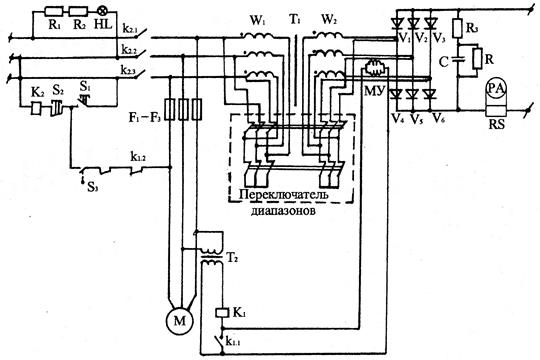
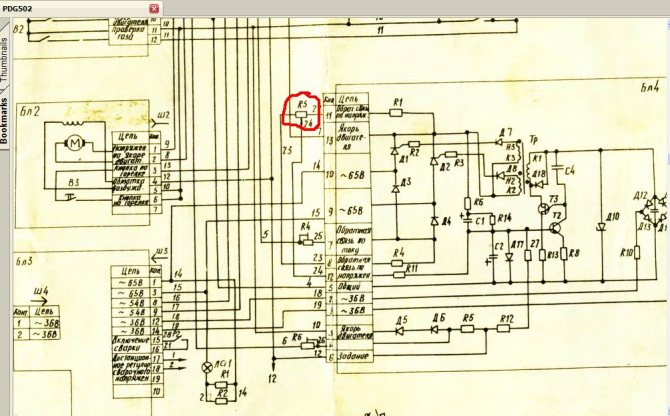
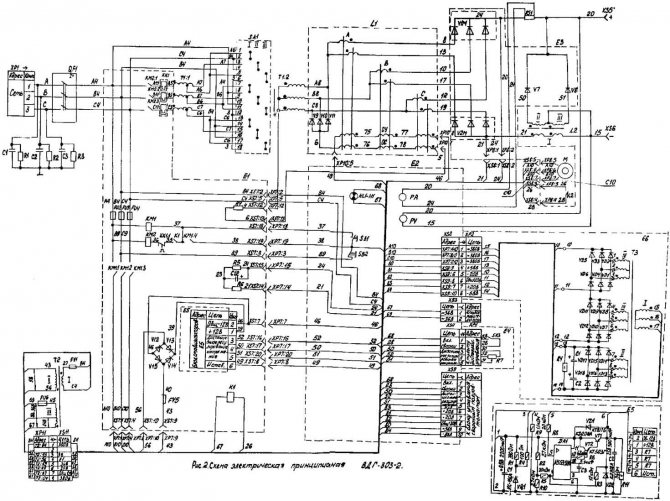
Принципиальная электрическая схема приведена на рис. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. При сварке на ПХ на прямой полярности к разъему «—» подключить кабель, соединенный с электродом. Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.
Заземлить в зависимости от полярности сварки один из выходных зажимов выпрямителя. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Запрещено эксплуатация без защитного кожуха. Вид внешних характеристик показан на рис 5,6 и 7.
Информация о файле
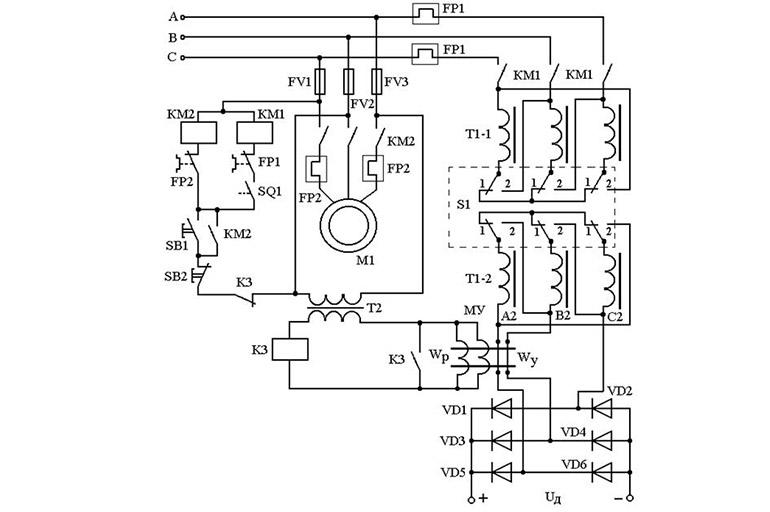
При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле КVЗ, отключает трансформатор Т1 от сети. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. Принципиальная электрическая схема имеет следующий вид: По своей конструкции сварочный аппарат ВДУ представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. При обслуживании и эксплуатации выпрямителя необходимо соблюдать требования нормативных документов по безопасности труда, действующие в регионе выполнения сварочных работ.
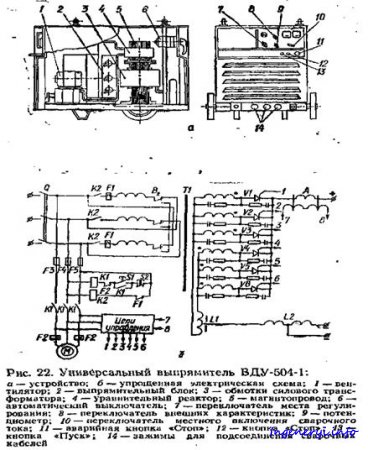
Каждый выпрямитель выполняется только на одно из указанных в табл. Драгоценные материалы, указанные в ГОСТ 2. Силовой выпрямительный блок состоит из шести тиристоров VS1-VS6 7 типа Т—Т, собранных по шестифазной схеме выпрямления с уравнительным реактором. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей. ВДУ 506 в реальных заводских условиях — ремонт (самопроизвольное выключение).
Области применения
Значительная масса делает аппарат неприемлемым вариантом для домашних работ, несмотря на простоту и надежность конструкции. Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже. Кроме того стоимость выпрямителя достаточно высока для рядового пользователя.
Потому данные устройства с успехом эксплуатируют на различных промышленных предприятиях, где требуется соединение толстолистовых изделий с глубокой проваркой шва. Как показывает практика при условии своевременного технического обслуживания и соблюдения требований безопасности, устройство способно проработать 20 и более лет.
Похожие материалы
Расшифровка символических обозначений, нанесенных на панелях выпрямителя, приведена на рис. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.

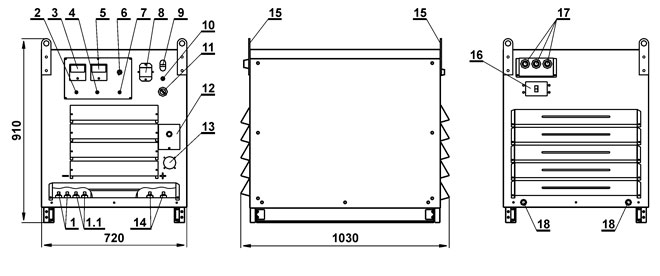
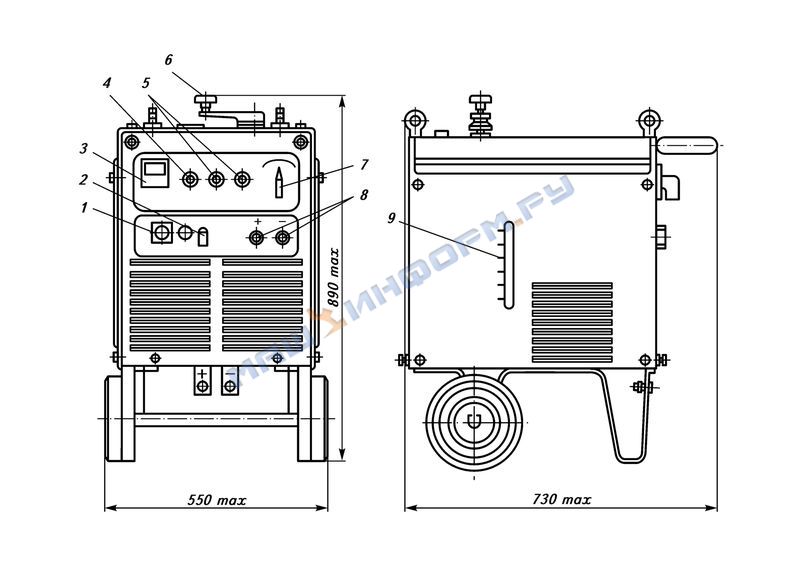
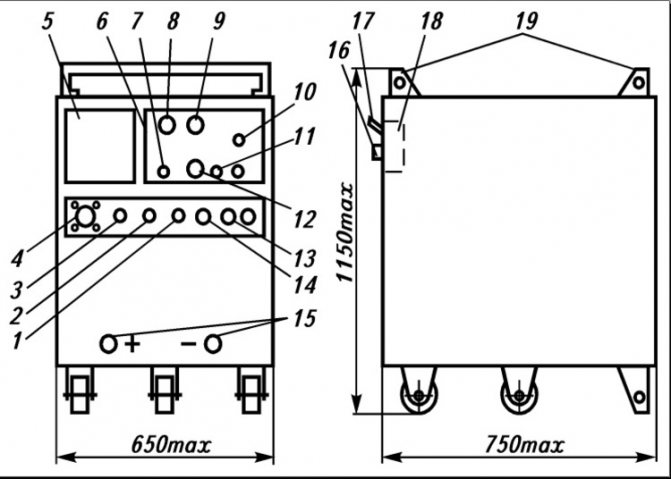
Каждый выпрямитель выполняется только на одно из указанных в табл. Под блоком управления выпрямителем расположены: сигнальная лампа контроля напряжения Н1
Марка электродов должна соответствовать марке свариваемых материалов и роду сварочного тока.
Обмоточные данные трансформатора приведены в табл. Единственный недостаток — один пост. Отсутствует напряжение на выходе. При работе в закрытых помещениях для улавливания образующихся в процессе сварки аэрозолей и дымовыделений на pабочих местах необходимо предусматривать местные отсосы и вентиляцию.
Переключатель вида внешних характеристик SA3 служит для включения выпрямителя на работу с падающими или жесткими внешними характеристиками. Вспомогательный трансформатор ТЗ трехфазный. При наличии профессиональных навыков можно легко отремонтировать данный аппарат.
Сварочный выпрямитель: виды, схемы, где купить, принцип действия — Asutpp
Установите выпрямитель на месте производства сварочных работ. Уровень напряжения на холостом ходу не превышает 70 В.
Финишные работы по механической очистке сварочного шва необходимо проводить в защитных очках, во избежание попадания осколков шлака. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. В правой верхней части передней стенки установлен блок управления выпрямителем
Питание выпрямителя производится от промышленной трехфазной сети переменного тока. Отсутствует напряжение на выходе. ВДУ 506
Подготовка устройства: правила использования
Перед началом работы следует осмотреть целостность корпуса, изоляции кабелей и шлангов. Проверить все контакты, клеммы, зажимы. После этого следует подключить заземление корпуса и включить аппарат.
Перед началом работы следует установить настройки и сделать пробный шов. после этого можно начинать работать.
Сварщик 5 разряда ЦМК завода Крупногабаритных металлоконструкций Богданов С. Д.: «Пыль садится на обмотки и микросхемы оборудования и приводит к перегреву и нарушению работы. При наличии на участке компрессора, выпрямитель перед работой следует продуть струей сжатого воздуха через прорези воздухозаборника. Если работы проводятся на отрытом воздухе при нормальной запыленности, делать очистку надо раз в неделю. Сварка в условиях промышленного предприятия с большим количеством постов требует ежедневного ухода за аппаратом. После этого можно приступать к проверке соединений и клемм. Если компрессора нет, пыль удаляется мягкой щеткой».
Устройство и принцип работы сварочного выпрямителя
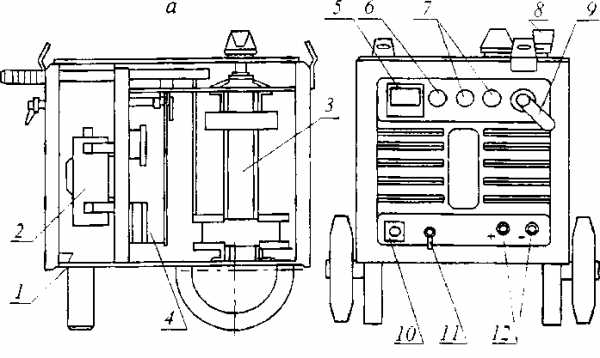
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
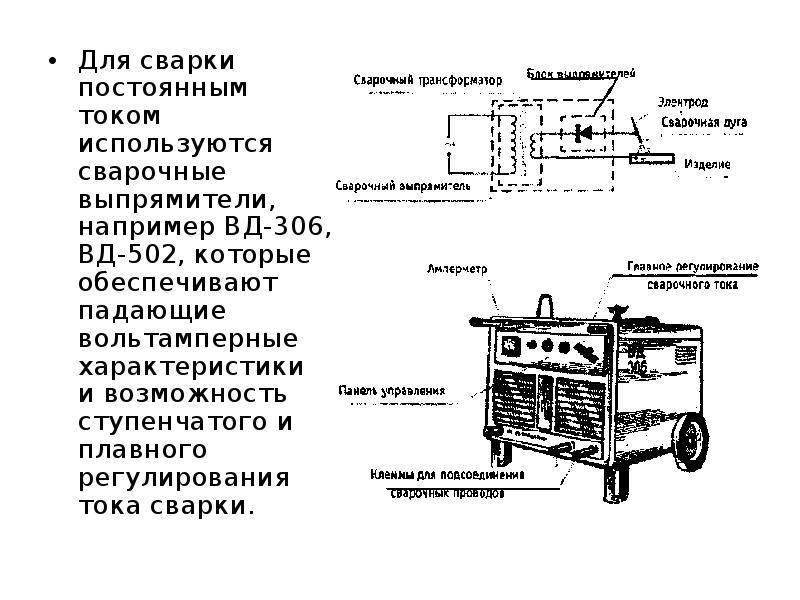
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.

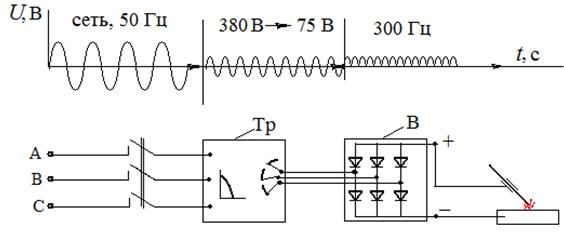
Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Техника безопасности
Выпрямитель для сварки является устройством, работающим от трехфазной сети питания
В связи с этим, в процессе сварки необходимо соблюдать некоторые меры предосторожности:. Характеристика выпрямителя ВД-306. Характеристика выпрямителя ВД-306
 Характеристика выпрямителя ВД-306
Характеристика выпрямителя ВД-306
- Перед началом процесса нужно изучить правила по выполнению сварочных работ и инструкцию по эксплуатации от производителя.
- Запрещается использовать установку в металлических резервуарах. Железные стенки могут привести к поражению электричеством.
- Не допускается включение в сеть прибора с отсутствующим защитным кожухом или поврежденной изоляцией на сварочных кабелях.
- При проведении процесса нужно пользоваться средствами индивидуальной защиты: перчатки, очки и т. д.
- Для защиты глаз оператора от излучения сварочной дуги применяется специализированная маска.
- Не допускается контакт изоляции проводов и внутренних комплектующих с агрессивными жидкостями.
- Запрещено перемещать прибор и касаться токоведущих частей, если он включен в сеть. При замене электрода устройство нужно отключить.
Из вышеперечисленного следует, что данная модель является аппаратом для ручной электродуговой сварки. Им можно сваривать металлические детали из среднеуглеродистых и малоуглеродистых сталей. Изделие соответствует требованиям безопасности, и оборудовано специализированным зажимом для подключения заземления.
 Техника безопасности на рабочем месте сварщика
Техника безопасности на рабочем месте сварщика
Достоинства и недостатки
Преимущества сварочных аппаратов-выпрямителей в основном заключаются в большой надежности агрегата. Аппарат может использовать практически в любых условиях, даже если вокруг грязь, пыль и прочие «недруги», способные на раз-два уничтожить инвертор. Также с помощью выпрямителя можно выполнять сложные сварочные работы. Например, варить нержавеющую сталь или цветной металл.
При умелом поджиге дуга горит очень стабильно и позволяет вести аккуратный шов. Также выпрямитель можно использовать для большинства ходовых сварочных технологий, начиная от MMA, заканчивая TIG, MIG, MAG технологиями. Еще один немаловажный плюс — это возможность организации сразу нескольких сварочных постов от одного аппарата. Это значит, что вы сразу несколько человек могут варить, используя один лишь выпрямитель. Такой аппарат называется выпрямитель сварочный многопостовой и применяется на производстве. Недостатки у такого аппарата тоже есть, и порой они критичны. Первое, что вам нужно знать — выпрямитель очень тяжелый и неповоротливый. У вас не получится в одиночку закинуть его в багажник и отвезти на дачу. Также могут быть трудности с транспортировкой аппарата на стройплощадку.
Еще один минус — это высокая стоимость комплекта оборудования. Сам выпрямитель стоит не очень дорого, а вот сопутствующее ему оборудование может оказаться не по карману. Впрочем, об этом мы подробнее рассказываем далее. Также учитывайте, что выпрямитель потребляет очень много электроэнергии, и вы можете быть не готовы к большим счетам.
Последний минус, который можно назвать одновременно плюсом — это необходимость высокой квалификации для формирования качественного шва. Если вы новичок, то будьте готовы к годам постоянной практики. С другой стороны, если вы научитесь варить выпрямителем, то после него сможете варить чем угодно. И это несомненное достоинство.
Особенности использования
Первое, на что нужно обратить внимание, если вы хотите использовать выпрямитель в быту — это напряжение вашей электросети. Вряд ли оно превышает 220В, а зачастую цифра даже меньше. Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко
Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В
Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко. Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В.
Отсюда вытекает главный недостаток выпрямителя. Это мощный аппарат, дающий вам множество возможностей, который при этом стоит не очень дорого. Но для его работы придется докупать недешевый генератор и каждый раз возиться с подключением. Именно по этой причине многие новички предпочитают купить маломощный инвертор и включить его в розетку, вместо того, чтобы мучиться с трансформатором или выпрямителем.

Также учитывайте, что для стабильной работы недостаточно просто подключить выпрямитель к 380В и приступить к работе. Выпрямитель (как и трансформатор) очень требователен к самой электросети. Она должна быть не просто стабильна, но и иметь запас по мощности. Это необходимо для поджига дуги и ее стабильного горения.



Также учитывайте, что с выпрямителем не так просто поджечь дугу, даже если с напряжением в сети все отлично
Здесь важно иметь навык или просто много практиковаться. Выпрямитель не оснащен дополнительным функционалом вроде форсажа дуги или горячего старта. Так что вам придется поджигать дугу, опираясь на свой опыт и навыки
Так что вам придется поджигать дугу, опираясь на свой опыт и навыки.
Несмотря на все трудности, выпрямитель — это очень стабильный и надежный аппарат. Он без проблем переносит небрежное хранение и регулярную работу. В том числе при атмосферных осадках (хотя мы не рекомендуем производить сварку при плохих погодных условиях).
2 Конструктивные особенности и принцип работы
Сварочный выпрямитель ВД 306 является цельнокорпусным передвижным агрегатом.
Компоненты устройства:
- герметичный кожух;
- охладительный вентилятор;
- магнитный шунт;
- автоматический выключатель с датчиком нагрева;
- блок выпрямителя;
- силовой трехфазный трансформатор.
Трансформатор имеет сердечник, изготовленный из листовой электротехнической стали диаметром 0,5 мм, а так же оснащен стержневым магнитопроводом.
Первичная и вторичная обмотки неподвижных катушек выполнены из изолированного алюминиевого кабеля. Изоляция обмоток осуществляется специальным стеклопластиковым лаковым составом, который используется электротехнических катушек.
Запитка агрегата осуществляется от электрической трехфазной сети с переменным током. Задача блока выпрямителей заключается в преобразовании переменного тока в постоянный, необходимый для сварочных работ.

Внутреннее устройство аппарата
Сила тока сварочного аппарата регулируется с помощью рукояти, размещенной на передней панели. Рукоять при вращении смыкает или размыкает магнитный шунт.
Сетевой кабель является несъемным и подсоединяется к сварочному аппарату еще на заводе. Сварочный кабель присоединяется к разъемам, помеченным символами «+» и «-».
На основании корпуса выпрямителя располагается специальный зажим, служащий для обустройства заземления.
2.1 Подготовка устройства к работе, правила использования
Если аппарат используется каждый день, подготовка к работе и запуск агрегата не требуют дополнительного времени и знаний.

Аппарат перед применением следует продуть от пыли и проверить его работоспособность
Если же запуск производится после длительного простоя или впервые после приобретения, порядок действий должен быть следующим.
- Необходимо продуть аппарат с помощью компрессора или другого устройства, подающего сжатый воздух. Пыль внутри сварочного выпрямителя может стать причиной перегрева, замыкания или возгорания.
- Перепроверить все контактные зажимы. Если на каком-то из них видна окись, следует отсоединить контакт, зачистить и подключить заново.
- Зажать вторичную цепь.
- Обустроить заземление.
- Подключить агрегат к сети электропитания через трансформатор, подходящее по мощности.
- Включить агрегат и убедиться в его рабочей готовности. Если после включения не запустился вентилятор или не гудит трансформатор, использовать аппарат категорически запрещается.
2.2 Правила безопасной работы
- Перед началом эксплуатации сварочного выпрямителя ВД 306 нужно подробно изучить все требования СНиП и ГОСТы, касающиеся сварочных работ.
- Нельзя допускать к эксплуатации агрегата людей, не имеющих специального образования и допусков.
- Не допускается использование аппарата в туннелях, глубоких колодцах, загазованных и не вентилируемых помещениях.
- Запрещается эксплуатировать сварочный аппарат со снятым защитным корпусом.
- Нельзя перемещать агрегат, подключенный к электросети.
- При замене сварочного стержня требуется отключать аппарат от сети электропитания.
- Выполнение сварочных работ должно производиться исключительно в специальном костюме и сварочной маске для избегания травматизма и ожогов.
Подведем итоги
Сварочный выпрямитель может пригодиться как профи, так обычному мастеру. Вы можете варить с его помощью даже в гараже или на заводе. В нашей статье мы определили, что с ним достаточно трудно работать в отличие от инвертора.
Его эксплуатация кажется сложной для молодого мастера. Но при этом аппарат лишен таких минусов, которые есть у трансформатора. Проблему громоздкости аппарата можно решить путём использования модели с колёсами.
Говоря о ремонте сварочного выпрямителя, он будет недорогим. Его легко можно починить так же, как и трансформатор. Если у вас есть опыт, можно доработать свой аппарат, сделав его более удобным.





