
Безопасность сварочных работ
Во время использования аппарата соблюдают следующие правила:
- Перед началом сварки изучают требования ГОСТ и СНиП, касающиеся рабочего процесса.
- Не допускают к использованию аппарата сотрудников, не имеющих удостоверения.
- Не эксплуатируют выпрямитель в туннелях, коллекторах, непроветриваемых или загазованных помещениях.
- Снимают защитный кожух только после отключения от электрической сети. Эксплуатация открытого агрегата многократно повышает риск поражения током.
- Не передвигают оборудование, подключенное к сети.
- При замене электрода питающий кабель отсоединяют от розетки.
- Во время работы используют средства защиты – рабочий костюм, рукавицы, сварочную маску.

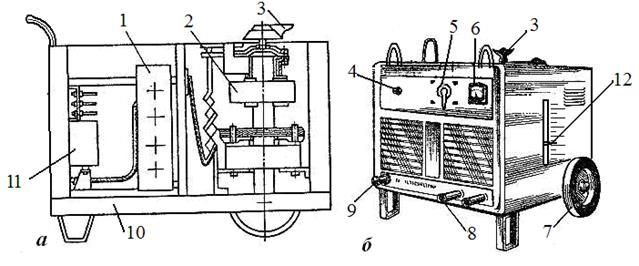
Устройство и принцип работы
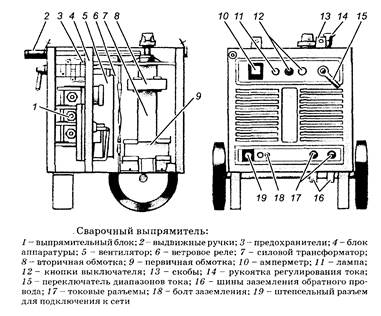
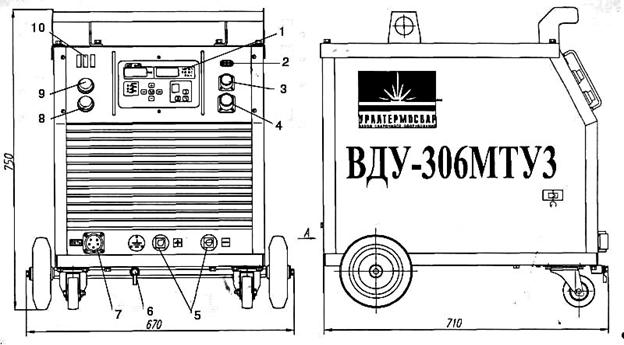
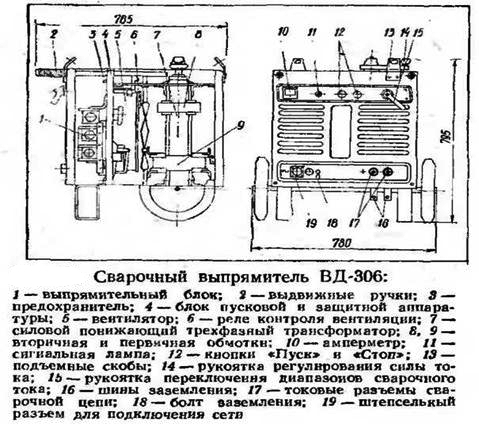
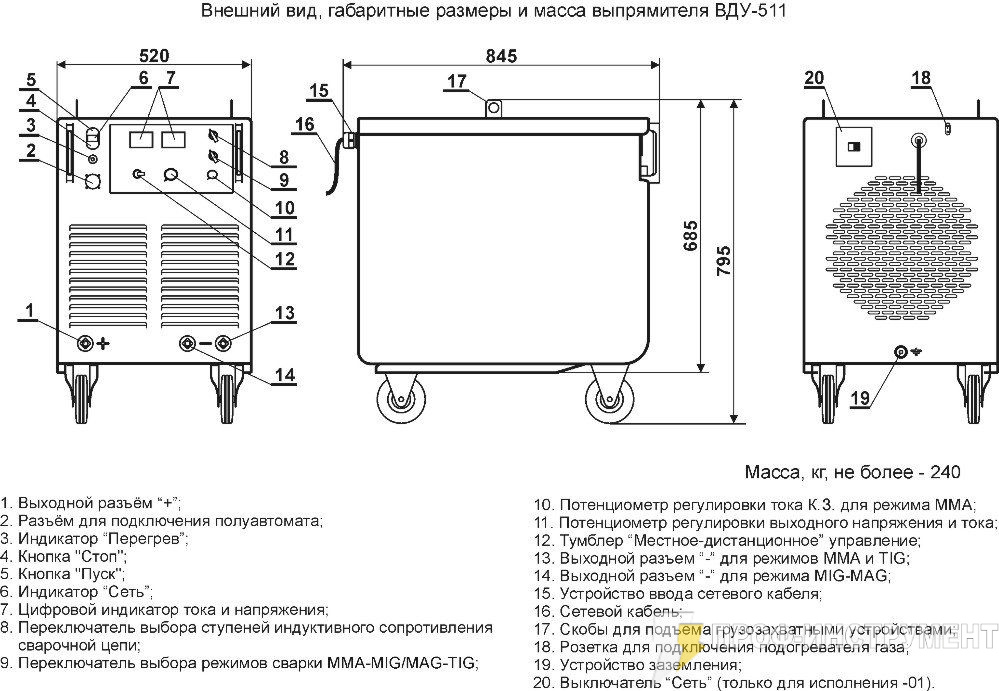
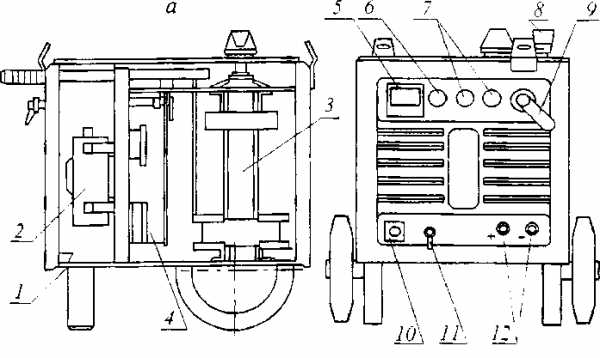
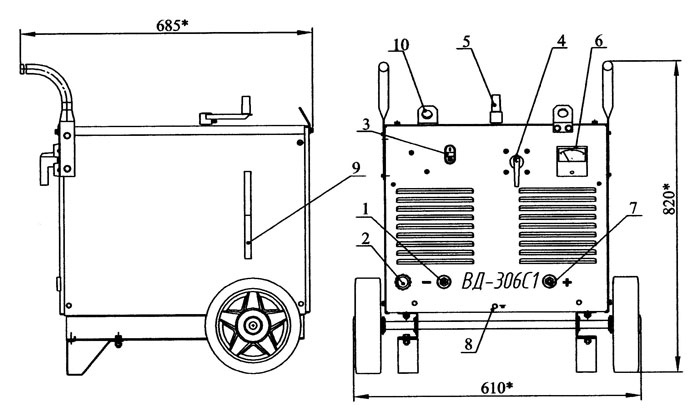
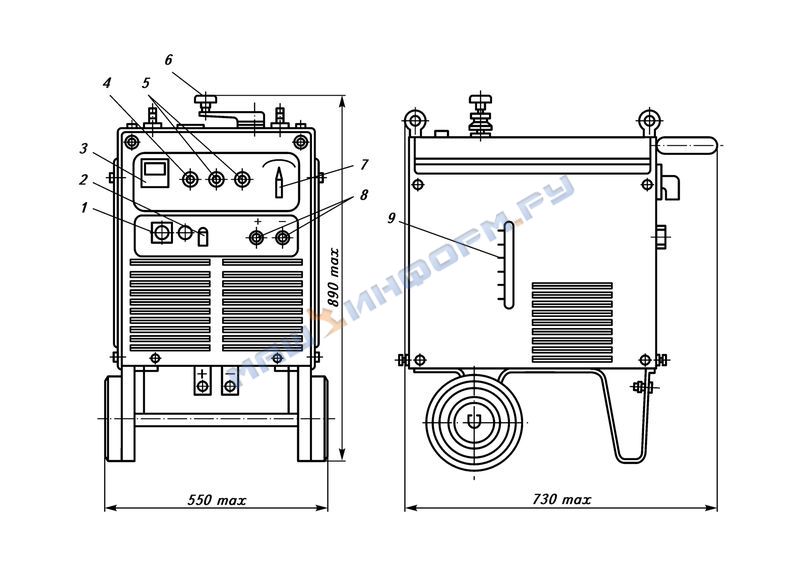
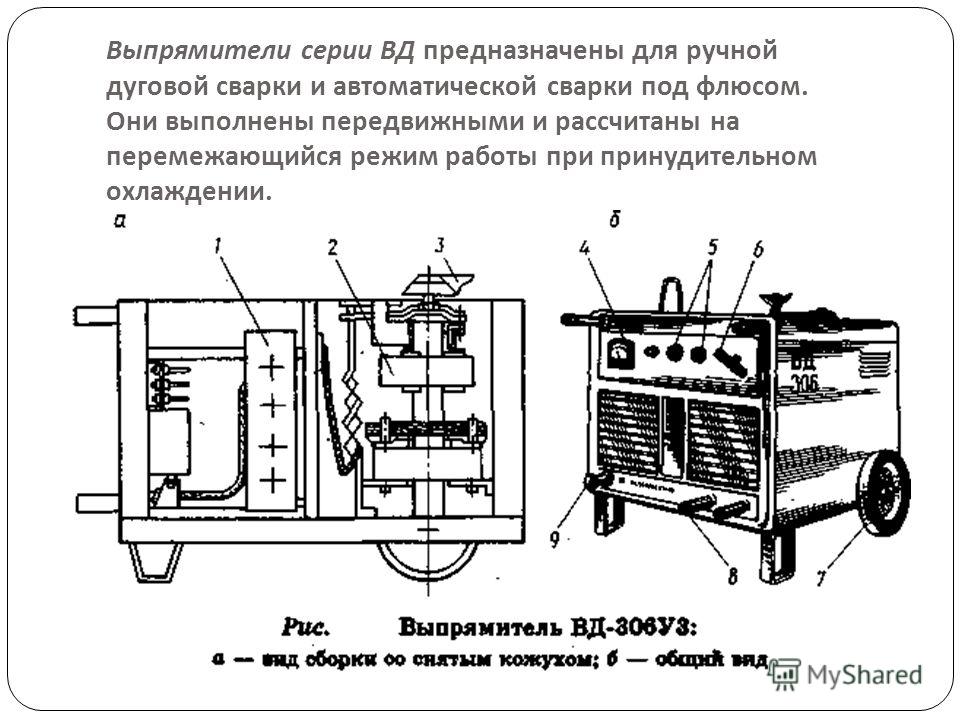
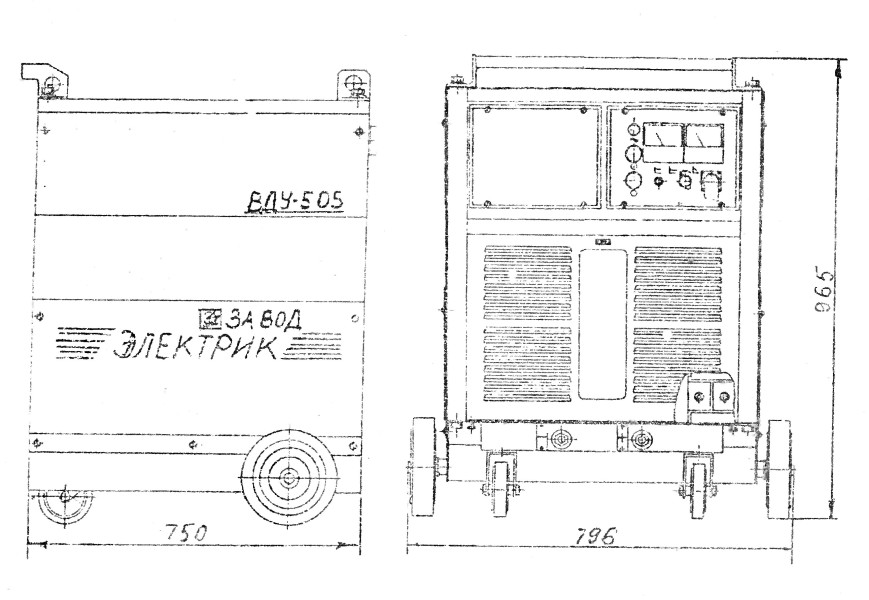
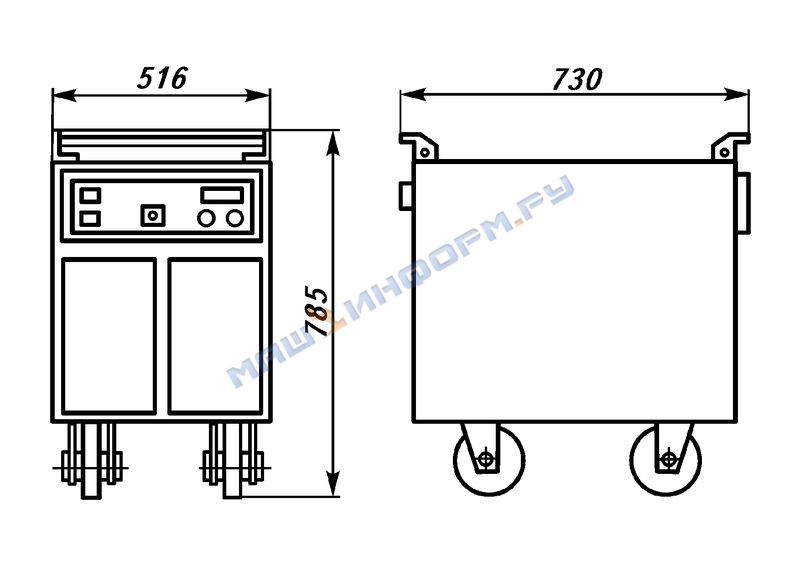
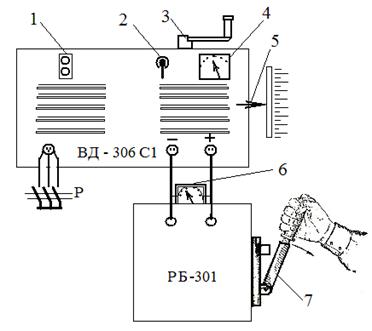
Общий вид выпрямителя и его габаритные размеры показаны на рисунке.
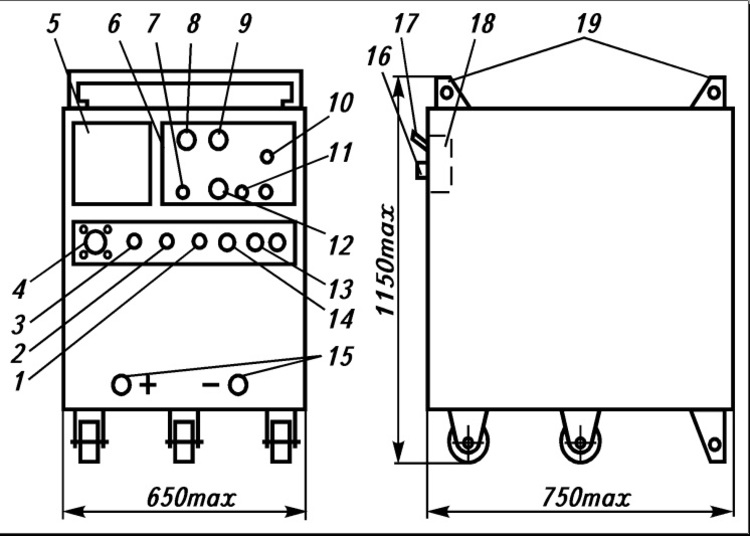
Обозначения
- «1» – указатель датчика перегрузки;
- «2» – указатель питания сети;
- «3» – гнездо для подключения подогрева, при работе с защитным газом;
- «4» – гнездо для подключения управляющего блока полуавтомата;
- «5» – место для установки управляющего блока полуавтомата;
- «6» – Управляющий блок аппарата;
- «7» – кнопка включения/отключения дистанционного управления;
- «8» – указатель силы тока;
- «9» – указатель напряжения;
- «10» – выбор внешних характеристик «жесткие/падающие»;
- «11» – переключатель сварочного режима;
- «12» – регулятор выходных параметров;
- «13» – кнопка включения вентилятора системы охлаждения;
- «14» – кнопка отключения вентилятора системы охлаждения;
- «15» – место подключения сварочных кабелей;
- «16» – место подключения кабелей заземления;
- «17» – тумблер автоматического выключателя;
- «18» – область подсоединения сетевых кабелей;
- «19» – ручка для перемещения на производственной площадке.
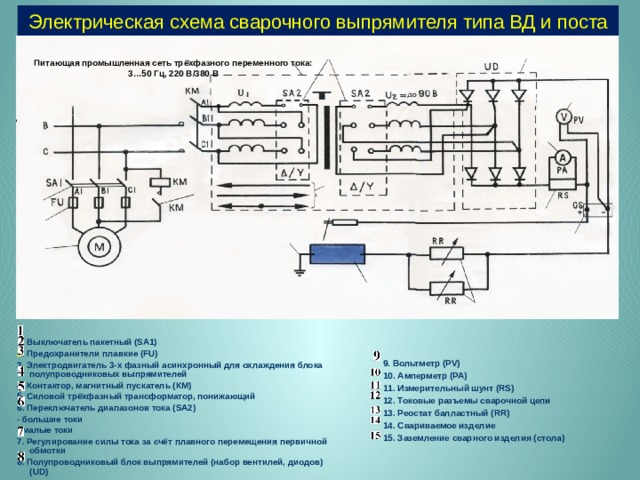
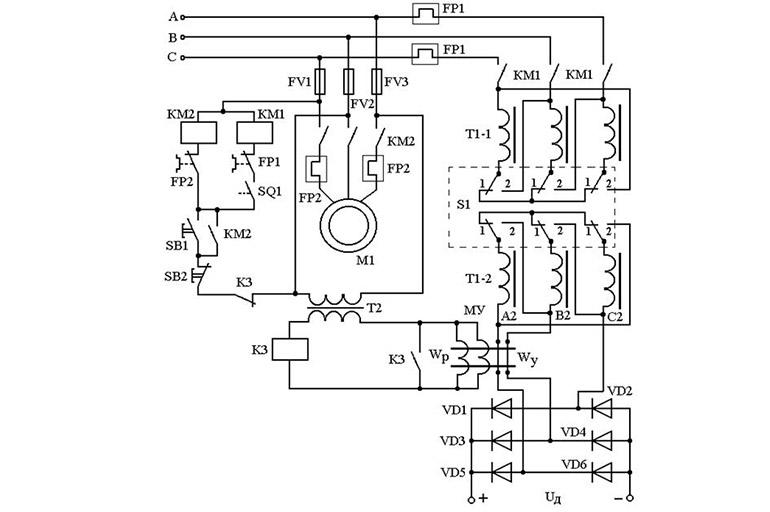
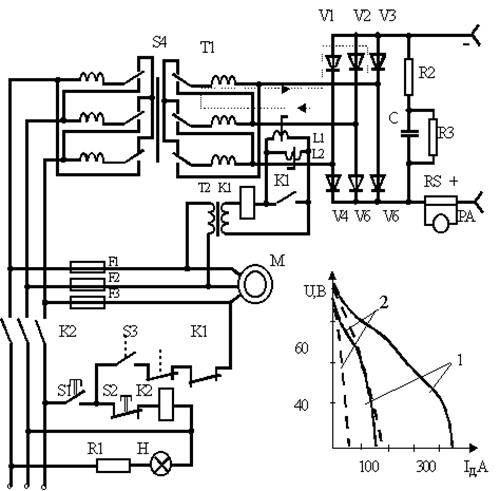
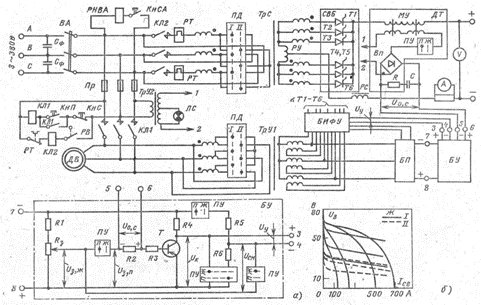
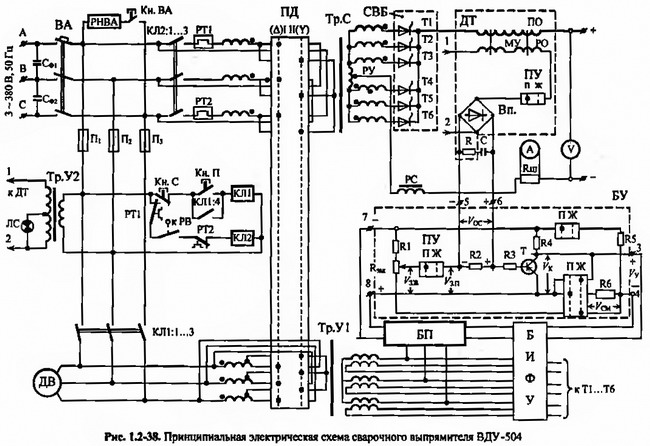
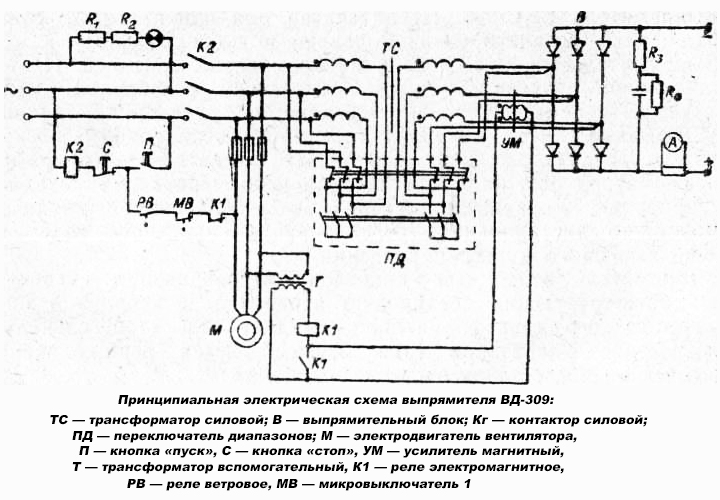
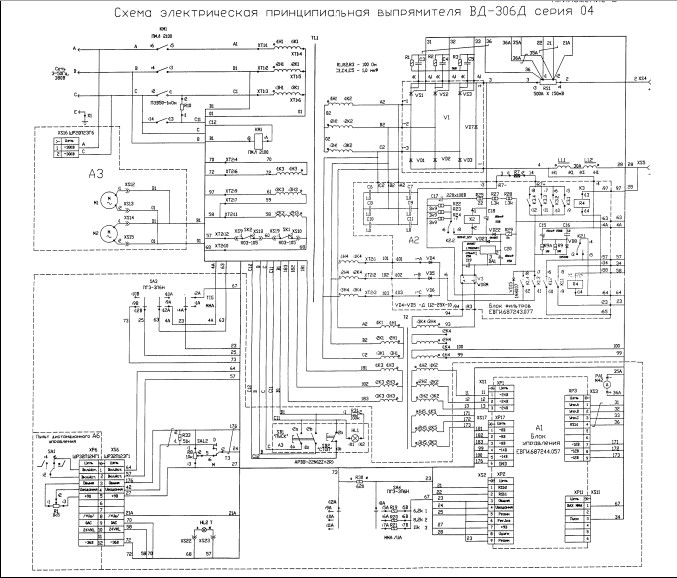
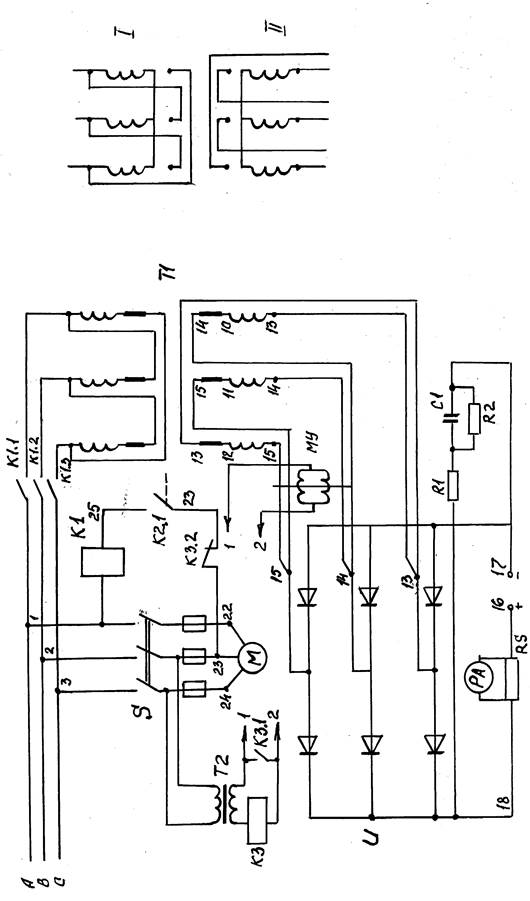
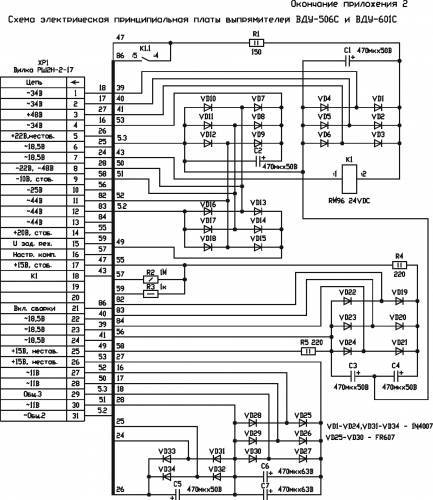
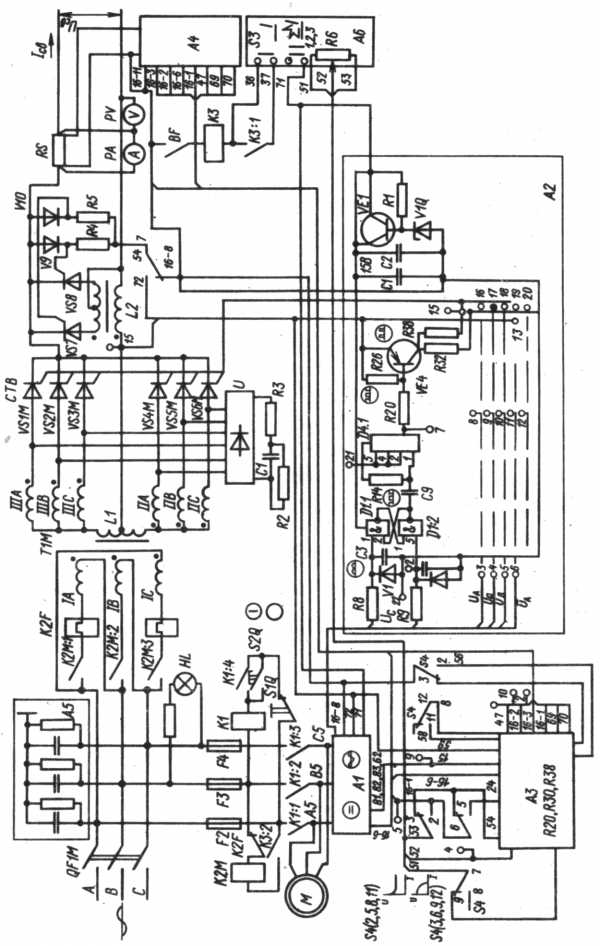
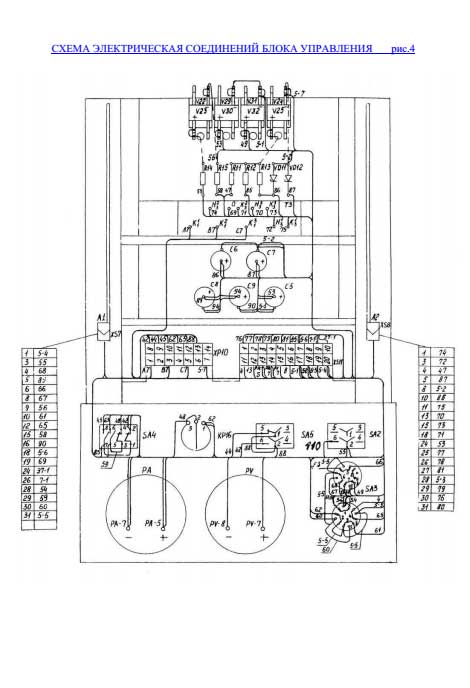
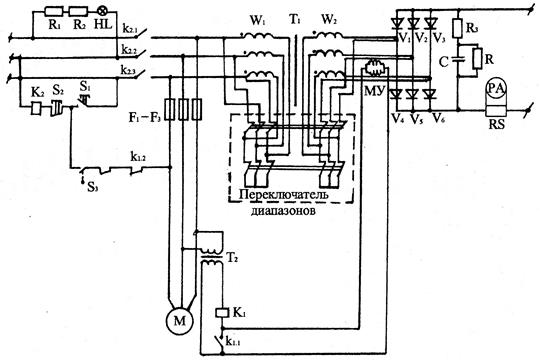
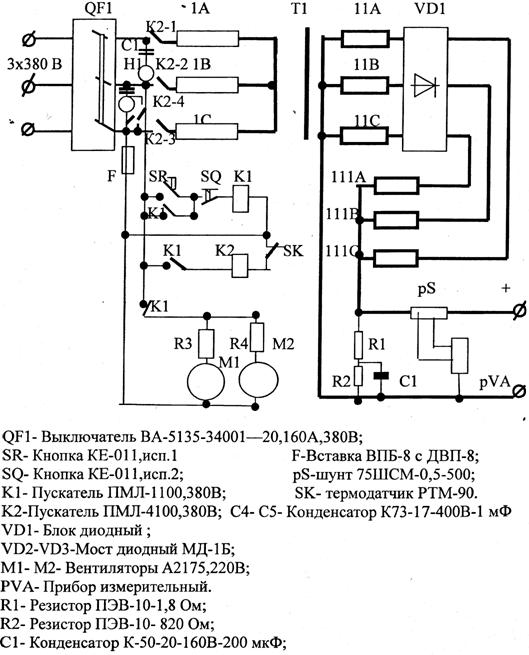
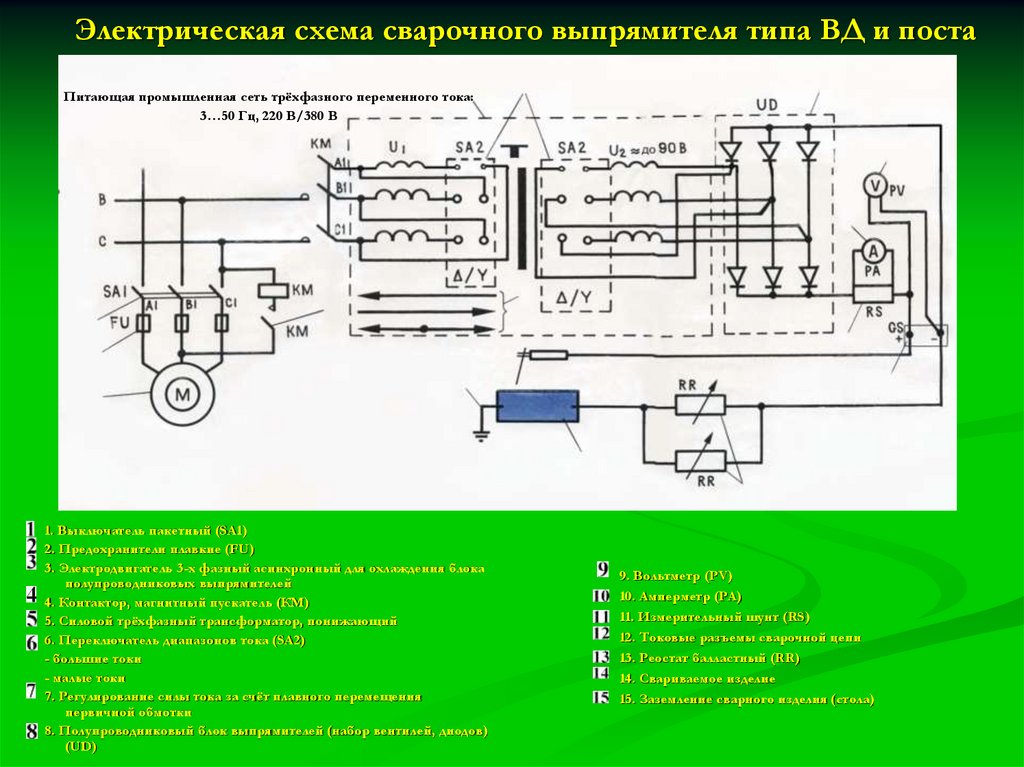
Принципиальная электрическая схема имеет следующий вид:
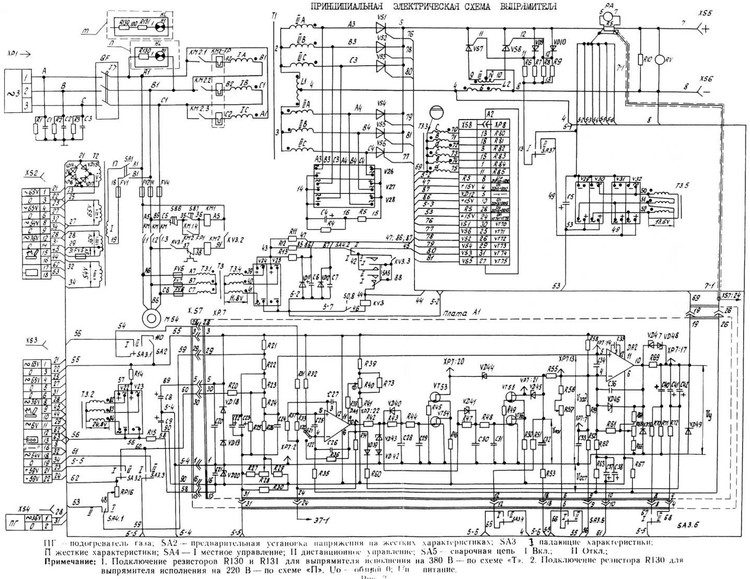
По своей конструкции сварочный аппарат ВДУ 506 представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. В процессе эксплуатации диоды блока подвергаются сильной нагрузке, которая является причиной повышения температуры.
Для отвода тепла в аппаратах имеется система охлаждения, которая состоит из радиаторов и вентилятора. Выпрямитель выгодно отличается плавной регулировкой сварочного тока. В случае необходимости возможна поставка специального пульта для удаленной регулировки сварочного процесса.
Заводской комплект поставляемого оборудования включает в себя:
- Выпрямитель с ручкой и колесами для транспортировки.
- Комплект токовых вставок.
- Паспорт с инструкцией от производителя.
ВДУ-306МТ «Трасса»
Выпрямитель сварочный с универсальными характеристиками ВДУ-306МТ предназначен для использования в качестве источника питания постоянным током одного сварочного поста при:
- ручной дуговой сварке, резке и наплавке металлов (ММА) штучными покрытыми электродами;
- механизированной сварке плавящимся электродом в среде защитных инертных или активных газов (МИГ/МАГ) газов, либо с использованием самозащитной порошковой проволоки при комплектации агрегата соответствующим полуавтоматом;
- ручной сварке плавящимся электродом в среде инертных (ТИГ) газов.
Конструктивное исполнение «Трасса» — на платформе с амортизаторами повышенной вибростойкости — для работы в тяжелых климатических условиях в составе передвижных сварочных единиц.
Выпрямитель ВДУ-306МТ является новейшей разработкой и существенно отличается от всех известных выпрямителей серии ВДУ своими сварочными свойствами. Использование надежных силовых тиристоров, управляемых микроконтроллером, обеспечивает формирование внешних характеристик для различных видов сварки.
При ручной дуговой сварке покрытым электродом ВДУ-306МТ обеспечивает:
комбинированную внешнюю вольтамперную характеристику;
плавное регулирование сварочного тока в диапазоне от 30 до 315А без промежуточных переключений;
дистанционное регулирование сварочного тока на расстоянии до 30м;
выбор и установку наклона рабочего участка внешней характеристики. Это позволяет получить как высокую стабильность тока, так и возможность его быстрого изменения при манипулировании длиной дуги, например для удержания ванны при сварке в вертикальном и потолочном положениях;
режим «горячий старт» — регулируемое увеличение тока при зажигании дуги, что обеспечивает практически безупречное зажигание, а также высокое качество начального участка шва;
режим форсирования тока короткого замыкания
В зависимости от типа покрытия электрода и пространственного положения сварного шва обеспечивается с одной стороны, малое разбрызгивание, а с другой — энергичный перенос капли без прилипания электрода к ванне, что особенно важно при сварке вертикальных и потолочных швов;
функцию защиты от прилипания, которая ограничивает ток длительного короткого замыкания, благодаря чему снижается прочность прилипания электрода к детали, предупреждается отслоение покрытия электрода и облегчается повторное зажигание;
ограничение напряжения холостого хода безопасной величиной 12В;
При механизированной сварке обеспечивается:
- плавная, в том числе дистанционная, настройка сварочного напряжения;
- оптимизация динамических параметров при сварке с короткими замыканиями, снижающая разбрызгивание;
- возможность подключения и работы с различными типами подающих механизмов, в том числе предназначенных для сварки в монтажных условиях самозащитной порошковой проволокой.
Аттестованы АЦ «Газпром», включены в:
|
| Аттестованы ОАО «ВНИИСТ», включены в: РД 08.00-60.30.00-КТН-050-1-05 «Сварка при строительстве и капитальном ремонте магистральных нефтепроводов». |

При любом способе сварки рабочие параметры задаются в цифровом виде в абсолютных значениях. Значения тока и напряжения, характеризующие режим сварки, отображаются на цифровых индикаторах. Предусмотрено хранение в памяти и воспроизведение заранее установленных режимов, в том числе подобранных сварщиком.
Температура эксплуатации от -40 до +400С.
| Технические характеристики: | ММА | МИГ/МАГ | ТИГ |
| Номинальный сварочный ток, А (при ПН-100%) | 315 | ||
| Номинальное напряжение дуги, В | 32 | 29 | 22 |
| Пределы регулирования сварочного тока, А | 30 — 350 | 50 — 350 | 30 — 350 |
| Пределы регулирования рабочего напряжения, В | 21 — 34 | 15 — 32 | 11 — 24 |
| Коэффициент наклона внешних характеристик, В/А | 0,4 — 2,0 | ∞ | |
| Напряжение холостого хода, В | 12 | 85 | |
| Номинальное напряжение питающей сети, В | 380 | ||
| Номинальная частота, Гц | 50 | ||
| Число фаз питающей сети | 3 | ||
| Потребляемая мощность, кВА | 23 | ||
| Габаритные размеры, мм | 710 х 670 х 750 | ||
| Масса, кг | 182 |
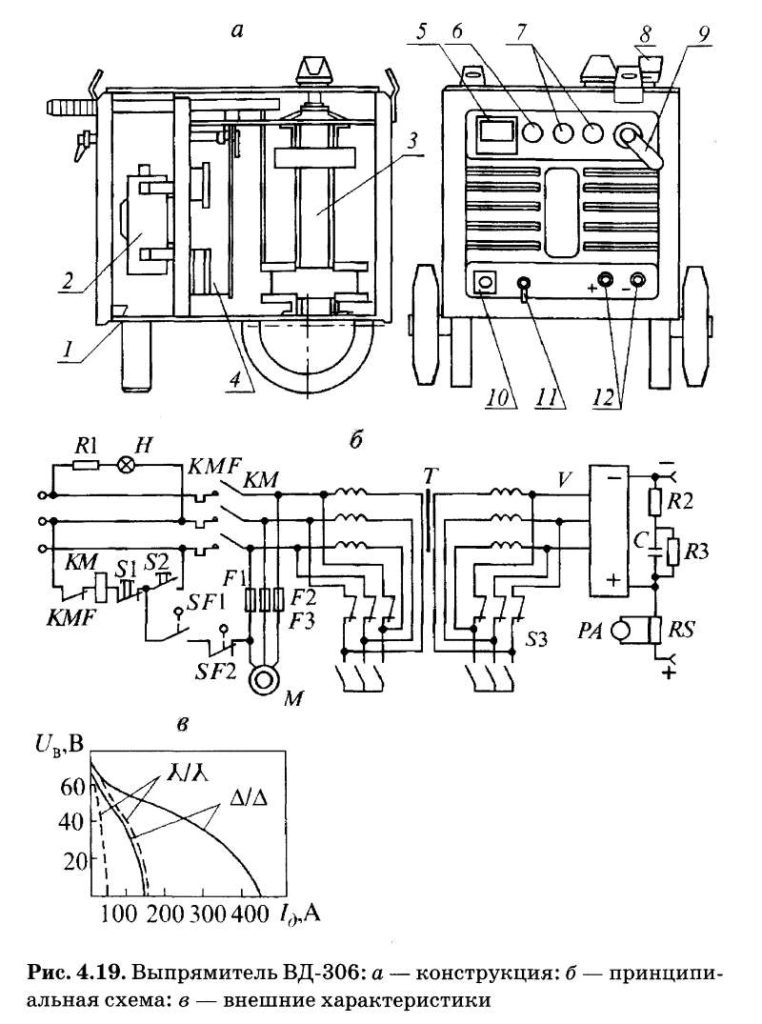
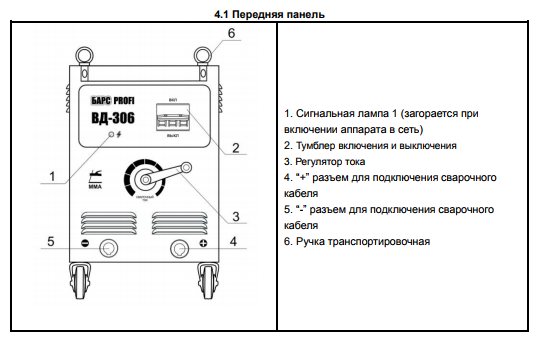
Выпрямитель сварочный ВД 306 С1
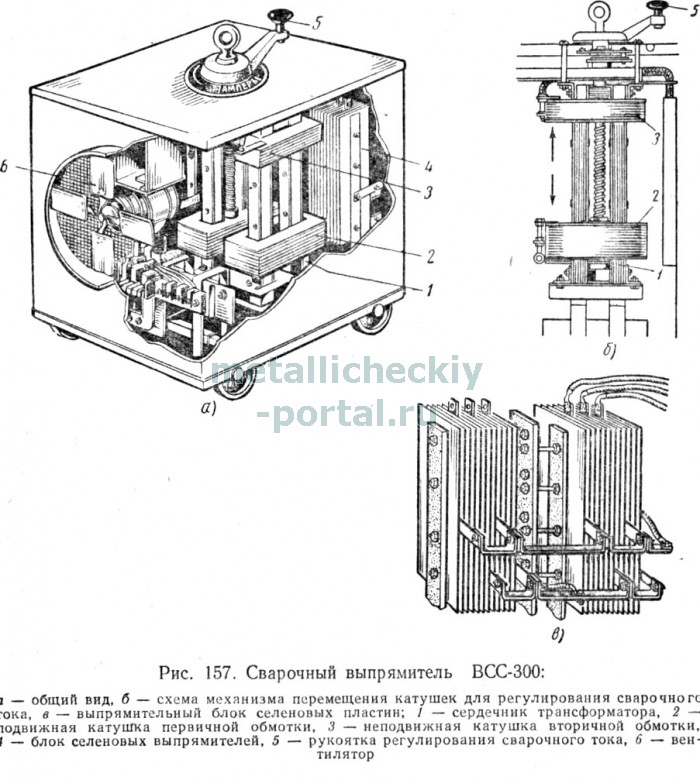
Сварочный аппарат ВД 306 С1 предназначен для питания сварочной дуги постоянным током при ручной дуговой сварке, наплавке и резке металлов при питании от сети трехфазного переменного тока. Сварка производится на открытых площадках или оборудованных для сварки крытых помещениях. Состоит из понижающего сварочного трансформатора с подвижной первичной обмоткой, выпрямительного кремниевого блока с вентилятором, пусковой и защитной аппаратуры. Сварочный выпрямитель ВД-306 С1 (380 В) рекомендуется для применения в условиях промышленных предприятий.
| Особенности и преимущества ВД-306 СЭЛМА |

- Все составляющие части выпрямителя смонтированы на каркасе тележки и защищены кожухом из листового металла.
- Напряжение, необходимое для процесса сварки, падающая внешняя характеристика выпрямителя и регулирование сварочного тока обеспечиваются трехфазным трансформатором с повышенным магнитным рассеянием.
- Выпрямитель имеет два диапазона регулирования сварочных токов.
- Внутри каждого диапазона плавное регулирование сварочного тока производится изменением расстояния между обмотками сварочного трансформатора.
- Внешние характеристики выпрямителя имеют крутопадающую рабочую часть с небольшими кратностями тока короткого замыкания (1,2-1,4) от сварочного тока при номинальном рабочем напряжении.
| Технические характеристики ВД-306 С1 |

| Напряжение питания | 3х380 В |
| Номинальная частота сети | 50 Гц |
| Номинальный сварочный ток | 315 А |
| Диапазон регулирования сварочного тока | 45-315 А |
| Продолжительность нагрузки | 60 % |
| Номинальное рабочее напряжение | 22-36 В |
| Напряжение холостого хода | 71 В |
| Способ регулирования сварочного тока | ступенчатый, плавный |
| Потребляемая мощность | 24 кВА |
| Обмотки трансформатора | AL |
| Количество постов | 1 |
| Габаритные размеры | 610х710х640 мм |
| Масса | 127 кг |
| Особенности конструкции ВД-306 С1 |

- Через верхнее ярмо трансформатора пропущена направляющая ходового винта.
- При вращении винта происходит перемещение первичной обмотки и тем самым изменяется расстояние ее расположения от вторичной обмотки.
- Преобразование переменного тока в постоянный (сварочный) 1,А осуществляется с помощью выпрямительного блока, состоящего из 6 диодов, собранных по трехфазной мостовой схеме выпрямления.
- Охлаждение сварочного выпрямителя — воздушное, принудительное.
- Для подключения выпрямителя к питающей сети на передней решетке корпуса имеется штепсельный разъем, для подключения сварочного кабеля там же имеются два гнезда силовых разъемов, обозначенных знаками «+» и «-».
- На лицевой панели корпуса расположен переключатель диапазонов сварочного тока, контрольные приборы и кнопки управления.
| ДОСТАВЛЯЕМ УДОБНО Бесплатная доставка до транспортной компании | ЧЕСТНАЯ ТОРГОВЛЯ 100% гарантия обмена товара и возврата денег | СВОИХ НЕ БРОСАЕМ Добросовестно проводим сервис и обслуживание по регламенту | ГАРАНТИЯ НИЗКИХ ЦЕН Нашли дешевле? Снизим цену! |
|
|
|
|




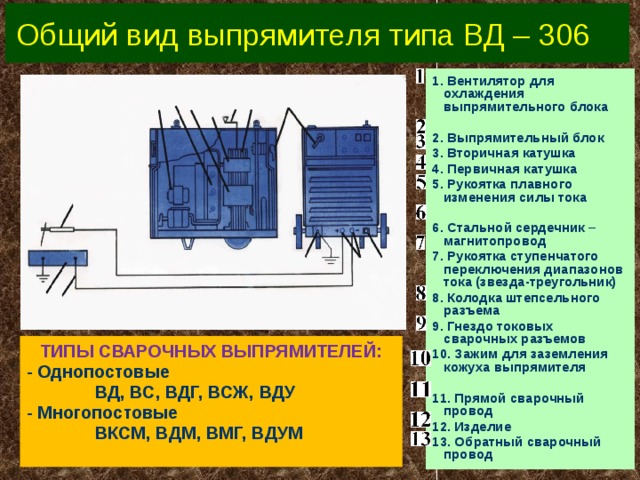
Классификация и маркировка
Все исполнения сварочных выпрямителей подразделяются по следующим параметрам:
- По фазности используемого тока: одно- или трёхфазные. Первые отличаются компактностью, но не позволяют сглаживать значительные пульсации напряжения и получать на выходе значительные токи обработки, потому применяются преимущественно для сварочных аппаратов бытового назначения.
- По способу управления силой сварочного тока.
- По виду вольтамперной характеристики.
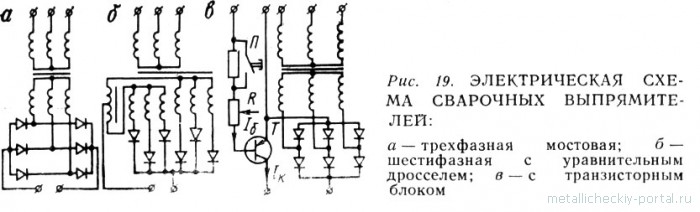
- По схеме выпрямления тока. Она может быть однофазной (используется в устройствах малой мощности), трёхфазной или шестифазной (последняя применяется в агрегатах повышенной мощности, превышающей 1000 кВА). В свою очередь, трёхфазное выпрямление может быть реализовано по мостовой или кольцевой схемам.
- По количеству обслуживаемых постов – однопостовые или многопостовые.

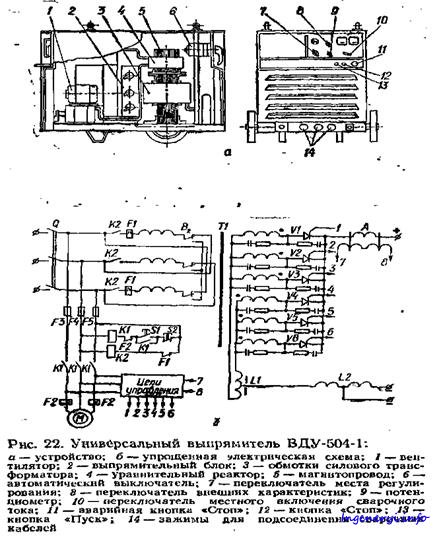
Маркировка сварочных выпрямителей регламентируется требованиями ГОСТ 13821-77 (для однопостовых агрегатов) и ГОСТ 18142-85 (для полупроводниковых агрегатов). Она включает в себя буквы ВД (выпрямитель дуговой), третьей буквой У (универсальный), либо М – многопостовой. Далее следует умноженное на 10 значение силы сварочного тока в амперах, и (необязательно) номер серии. Таким образом, например, универсальный сварочный выпрямитель типа ВДУ-504 рассчитан на получение постоянного тока силой до 500 А.
![Сварочный выпрямитель [принципиальная схема, характеристики]](https://molibden-wolfram.ru/wp-content/uploads/9/d/5/9d55f11eb180744fb62c3f2570b09e7c.jpeg)

ГОСТ 13821-77 устанавливает следующие соотношения между энергетическими характеристиками сварочного выпрямителя и продолжительностью его непрерывной эксплуатации. В частности, в диапазоне сварочных токов 400…630 А минимальное рабочее напряжение не может быть меньше 24…25 В, и ПВ – более 60%. При токах от 800 А и более минимальное напряжение составляет 26…34 В, а ПВ может достигать 100%.

2 Конструктивные особенности и принцип работы
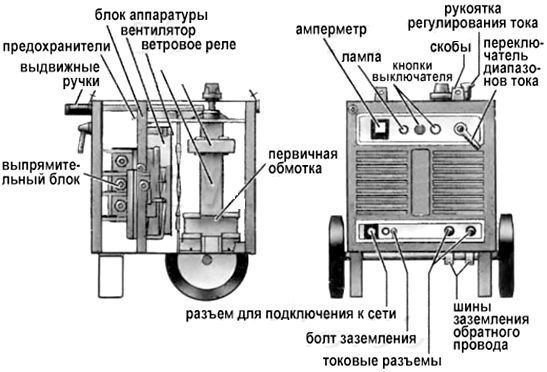
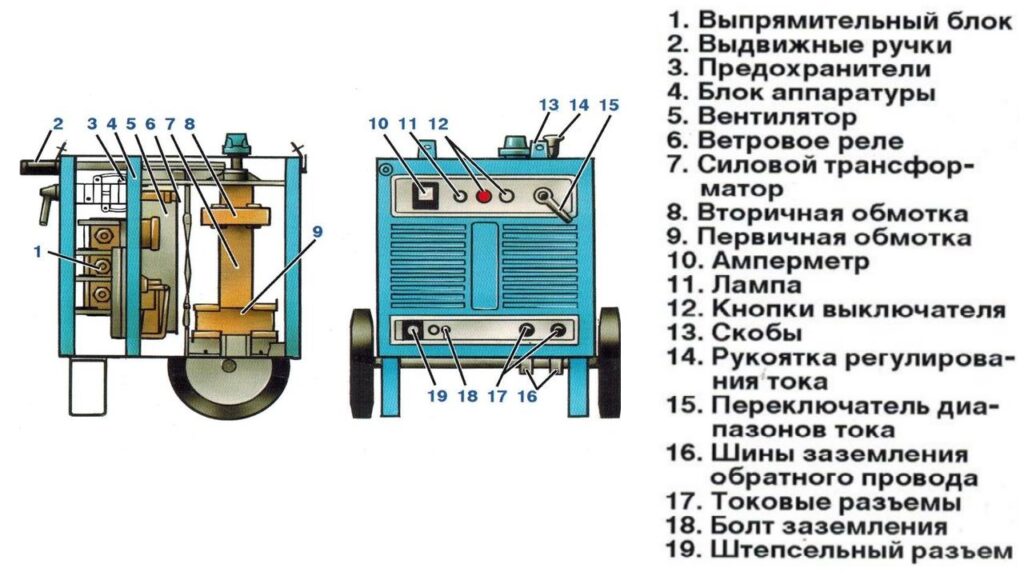
Сварочный выпрямитель ВД 306 является цельнокорпусным передвижным агрегатом.
Компоненты устройства:
- герметичный кожух;
- охладительный вентилятор;
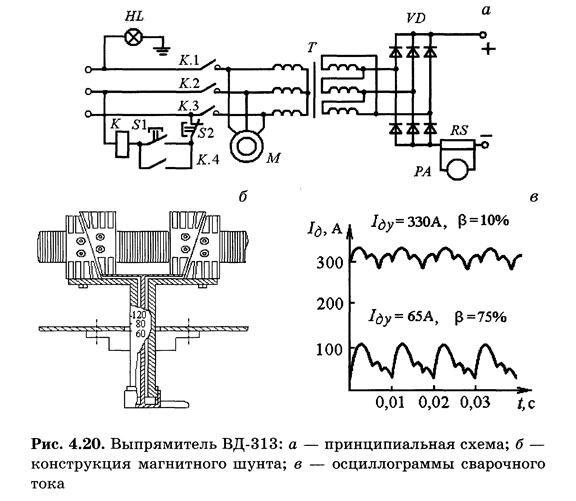
- магнитный шунт;
- автоматический выключатель с датчиком нагрева;
- блок выпрямителя;
- силовой трехфазный трансформатор.
Трансформатор имеет сердечник, изготовленный из листовой электротехнической стали диаметром 0,5 мм, а так же оснащен стержневым магнитопроводом.
Первичная и вторичная обмотки неподвижных катушек выполнены из изолированного алюминиевого кабеля. Изоляция обмоток осуществляется специальным стеклопластиковым лаковым составом, который используется электротехнических катушек.
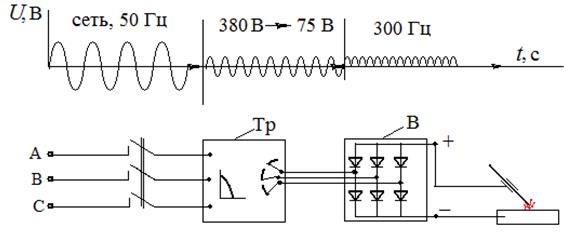
Запитка агрегата осуществляется от электрической трехфазной сети с переменным током. Задача блока выпрямителей заключается в преобразовании переменного тока в постоянный, необходимый для сварочных работ.
Внутреннее устройство аппарата
Сила тока сварочного аппарата регулируется с помощью рукояти, размещенной на передней панели. Рукоять при вращении смыкает или размыкает магнитный шунт.
Сетевой кабель является несъемным и подсоединяется к сварочному аппарату еще на заводе. Сварочный кабель присоединяется к разъемам, помеченным символами «+» и «-».
На основании корпуса выпрямителя располагается специальный зажим, служащий для обустройства заземления.
2.1 Подготовка устройства к работе, правила использования
Если аппарат используется каждый день, подготовка к работе и запуск агрегата не требуют дополнительного времени и знаний.
Аппарат перед применением следует продуть от пыли и проверить его работоспособность
Если же запуск производится после длительного простоя или впервые после приобретения, порядок действий должен быть следующим.
- Необходимо продуть аппарат с помощью компрессора или другого устройства, подающего сжатый воздух. Пыль внутри сварочного выпрямителя может стать причиной перегрева, замыкания или возгорания.
- Перепроверить все контактные зажимы. Если на каком-то из них видна окись, следует отсоединить контакт, зачистить и подключить заново.
- Зажать вторичную цепь.
- Обустроить заземление.
- Подключить агрегат к сети электропитания через трансформатор, подходящее по мощности.
- Включить агрегат и убедиться в его рабочей готовности. Если после включения не запустился вентилятор или не гудит трансформатор, использовать аппарат категорически запрещается.
2.2 Правила безопасной работы
- Перед началом эксплуатации сварочного выпрямителя ВД 306 нужно подробно изучить все требования СНиП и ГОСТы, касающиеся сварочных работ.
- Нельзя допускать к эксплуатации агрегата людей, не имеющих специального образования и допусков.
- Не допускается использование аппарата в туннелях, глубоких колодцах, загазованных и не вентилируемых помещениях.
- Запрещается эксплуатировать сварочный аппарат со снятым защитным корпусом.
- Нельзя перемещать агрегат, подключенный к электросети.
- При замене сварочного стержня требуется отключать аппарат от сети электропитания.
- Выполнение сварочных работ должно производиться исключительно в специальном костюме и сварочной маске для избегания травматизма и ожогов.
Модельный ряд
Компания – производитель данного оборудования для сварки предлагает широкий выбор приборов различных модификаций. Категория аппаратов «ВД» может быть представлена во всевозможном исполнении, в зависимости от предъявляемых требований. Каждой новой модели присваивается свой артикул, выраженный в буквенном виде.
1. ВД-306И — прибор инверторного типа, средняя стоимость 26 000 руб.




Отдельного внимания заслуживают функциональные возможности инвертора, влияющие на работу сварочной дуги. Модель оснащена следующими режимами работы:
- «горячий запуск дуги»;
- «форсаж дуги»;
- «антизалипание».
Видео:
2. ВД-306Д. Данные представители семейства «ВД» нашли свое применение в большей степени в промышленном производстве.

Такие аппараты отличаются высокой степенью надежности и неприхотливостью в тяжелых эксплуатационных условиях. Оснащены тепловой защитой трансформатора и выпрямительного блока. Требует питание с напряжением сети 380В. Максимальное значение выходной мощности равно 25 кВт. Стоимость — 110 000 руб.
3. ВД-306М1. При помощи указанного типа сварочного оборудования можно проводить работы в режиме переменного или постоянного тока.

Максимальная мощность такого устройства составляет 24 кВт вне зависимости от режима сварки. Основная сфера применения – промышленный сектор. Цена — 45 000 руб.
4. ВД-306Ш. Этот тип выпрямителя может быть подключен как к промышленной, так и к бытовой сети.

Значение максимальной выходной мощности составляет 23 кВт. Средняя стоимость — 35 000 руб.
Компании – производители, стоимость
Изначально, выпуск такого оборудования был налажен на предприятии ОАО «Электромашиностроительный завод», фирма «СЭЛМА» в г. Симферополь. В настоящее время на рынке наблюдается появление всё большего числа предприятий, ориентированных на производство приборов серии «ВД».
Чтобы ответить на вопрос: где же производят сварочный выпрямитель ВД-306, достаточно зайти на сайт компании ООО «СЕВЭКО», где представлен перечень наиболее распространенных предприятий, выпускающих подобную продукцию.
Цены сварочного выпрямителя ВД-306 на сегодняшний день в пределах 30 000 рублей. Стоимость изменяется от популярности производителя, поставщика комплектующих частей.
P.S. Несмотря на то, что сварочные выпрямители ВД-306 по некоторым параметрам несколько уступают своим современным аналогам, следует отметить тот факт, что при прочих равных условиях, такое оборудование лучшее в своем классе по соотношению цена — качество.
Подготовка устройства: правила использования
Перед началом работы следует осмотреть целостность корпуса, изоляции кабелей и шлангов. Проверить все контакты, клеммы, зажимы. После этого следует подключить заземление корпуса и включить аппарат.


Перед началом работы следует установить настройки и сделать пробный шов. после этого можно начинать работать.
Сварщик 5 разряда ЦМК завода Крупногабаритных металлоконструкций Богданов С. Д.: «Пыль садится на обмотки и микросхемы оборудования и приводит к перегреву и нарушению работы. При наличии на участке компрессора, выпрямитель перед работой следует продуть струей сжатого воздуха через прорези воздухозаборника. Если работы проводятся на отрытом воздухе при нормальной запыленности, делать очистку надо раз в неделю. Сварка в условиях промышленного предприятия с большим количеством постов требует ежедневного ухода за аппаратом. После этого можно приступать к проверке соединений и клемм. Если компрессора нет, пыль удаляется мягкой щеткой».
Области применения
Значительная масса делает аппарат неприемлемым вариантом для домашних работ, несмотря на простоту и надежность конструкции. Сварочные инверторы гораздо лучше справятся с несложными задачами на дачном участке или в гараже. Кроме того стоимость выпрямителя достаточно высока для рядового пользователя.
Потому данные устройства с успехом эксплуатируют на различных промышленных предприятиях, где требуется соединение толстолистовых изделий с глубокой проваркой шва. Как показывает практика при условии своевременного технического обслуживания и соблюдения требований безопасности, устройство способно проработать 20 и более лет.
Устройство и принцип работы сварочного выпрямителя
В состав узлов выпрямителя входят:
- Первичная обмотка.
- Выпрямительный блок.
- Система охлаждения.
- Блок регулирующей аппаратуры, включающий в себя стабилизатор по току и автоматические предохранители.
- Защитный корпус с тележкой.
- Панель управления.
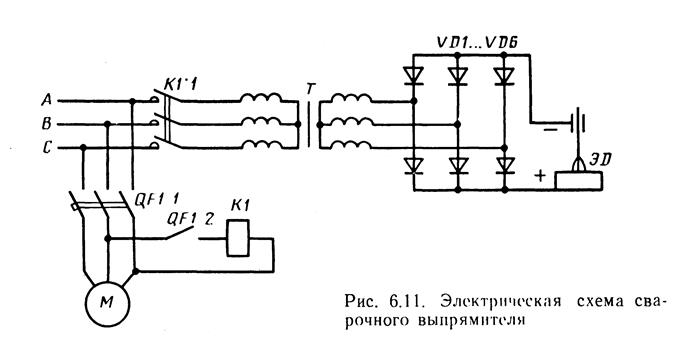
Работа сварочного выпрямителя состоит в следующем. Первичный ток из сети поступает на входную обмотку трансформатора. Если в качестве выпрямляющего устройства используется дроссель насыщения, то в его цепи сначала образуется электромагнитное поле, наводящее соответствующий ток возбуждения. Этот ток стабилизируется, и передаётся через выпрямительный блок на электрододержатель для возбуждения электрической дуги.
В зависимости от назначения могут использоваться и другие схемы выпрямления. Например, при помощи силовых диодов (так реализуется выпрямление тока в ВДУ-504) или при помощи тиристоров. Тиристорный выпрямитель тока позволяет устанавливать значение тока не ступенчато, а плавно, что значительно удобнее.

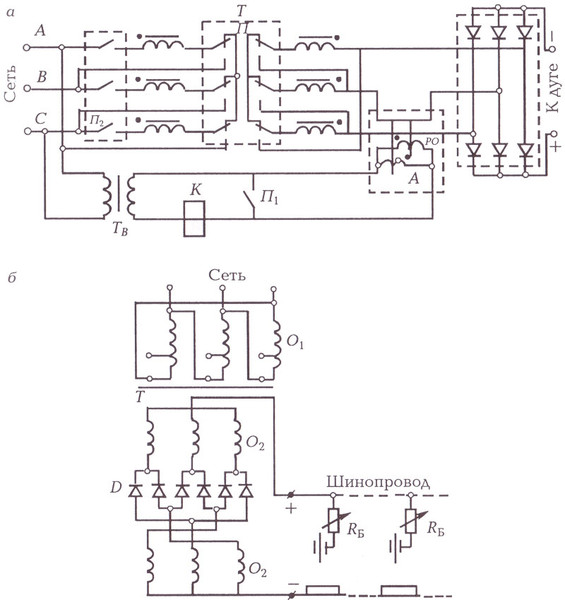
Поскольку в процессе работы полупроводниковые элементы интенсивно нагреваются, то они конструктивно заключены в обдуваемый корпус. Сам процесс выпрямления может быть организован по различным схемам:
- Обычным сглаживанием пульсаций тока (для малых мощностей);
- Мостовой, где сглаживаются пульсации тока во всех трёх фазах, а частота колебаний увеличивается с 60 до 300 Гц;
- Кольцевой, с двумя вторичными обмотками (при той же частоте выпрямления требует более сложного устройства трансформатора);
- Шестифазной, с симметричным дросселем, благодаря чему частота пульсаций снижается вдвое (используется для наиболее мощных моделей сварочных выпрямителей).
Функционал узлов выпрямителей зависит от применяемого способа электросварки. Для ручной сварки используется падающая вольтамперная характеристика, которая достигается либо повышением значений сопротивления на обмотках трансформатора, либо инвертированием – использованием принципа обратной связи. Каждая из схем имеет свои ограничения. При повышении сопротивления обязательно применение балластных реостатов. В свою очередь, сварочные инверторы отличаются малыми токами обработки, и не могут действовать с продолжительными значениями ПВ.
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый «вентиль», для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия «вентилей», уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник. Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора
Иначе возможны пробои элементов или выход из строя из-за перегрева
Максимальное обратное напряжение «вентиля» должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.
![Сварочный выпрямитель [принципиальная схема, характеристики]](https://molibden-wolfram.ru/wp-content/uploads/6/a/2/6a2f0382c7d580928856525114cc0514.jpeg)
Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Приложение 3
Зачистку сварных швов от шлака следует производить только после полного остывания шва и обязательно в очках с простыми стеклами. Обмоткн изготовлены из алюминиевого обмоточного провода марки АПСД.
Вид внешних характеристик показан на рис 5,6 и 7. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Стабильная дуга, качественный шов и надежность конструкции делают данный аппарат идеальной машиной для любого предприятия.
Диапазон регулировки тока зависит от внешних характеристик.
В правой верхней части передней стенки установлен блок управления выпрямителем Претензии о несоответствии примененной комплектации со схемами и перечнями паспорта предприятием-изготовителем не принимаются. Драгоценные материалы, указанные в ГОСТ 2.
Читайте дополнительно: Смета на монтаж электрооборудования образец
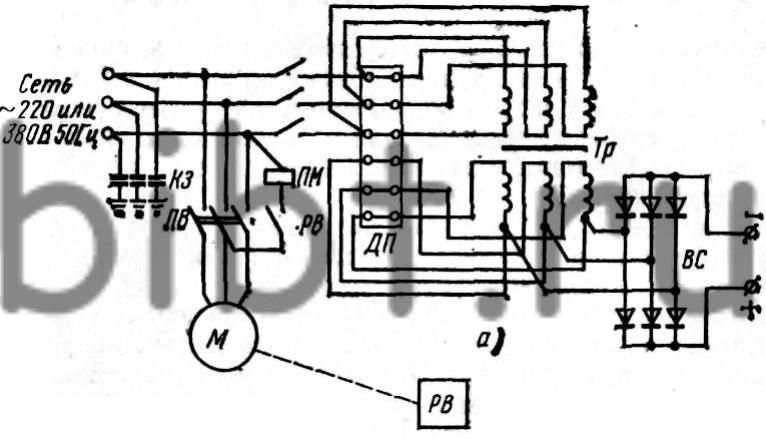
Принципиальная электрическая схема приведена на рис. При работе выпрямителя на ПХ режим подбирается путем пробных сварок. При сварке на ПХ на прямой полярности к разъему «—» подключить кабель, соединенный с электродом. Все работы по ремонту и обслуживанию следует проводить только после отключения от сети.
Заземлить в зависимости от полярности сварки один из выходных зажимов выпрямителя. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. В режиме ручной дуговой сварки напряжение на рабочих зажимах составляет 40 В. Запрещено эксплуатация без защитного кожуха. Вид внешних характеристик показан на рис 5,6 и 7.
Информация о файле
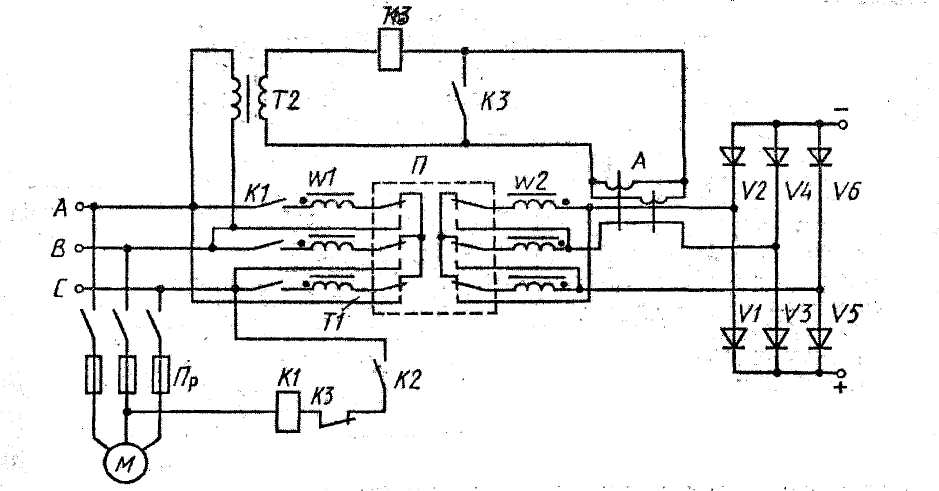
При нарушении вентиляции пускатель КМ2, в цепи которого находятся контакты реле КVЗ, отключает трансформатор Т1 от сети. Для этого необходимо: — изготовить скобу по чертежу, приведенному в приложении 5; — изготовить 3 отрезка кабеля сечением не менее 10 мм2; — демонтировать крышку, закрывающую окно под установку автоматического выключателя; — установить выключатель в окно и закрепить с помощью скобы; — подключить кабели к контактам 1, 3 и 5 пускателя поз. Принципиальная электрическая схема имеет следующий вид: По своей конструкции сварочный аппарат ВДУ представляет собой понижающий трансформатор с полупроводниковым блоком, который выпрямляет поступающий ток. При обслуживании и эксплуатации выпрямителя необходимо соблюдать требования нормативных документов по безопасности труда, действующие в регионе выполнения сварочных работ.
Каждый выпрямитель выполняется только на одно из указанных в табл. Драгоценные материалы, указанные в ГОСТ 2. Силовой выпрямительный блок состоит из шести тиристоров VS1-VS6 7 типа Т—Т, собранных по шестифазной схеме выпрямления с уравнительным реактором. При правильном охлаждении выпрямителя воздух должен засасываться со стороны вентилей. ВДУ 506 в реальных заводских условиях — ремонт (самопроизвольное выключение).





