
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.

Свёрла по металлу – самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
Как вырезать прямоугольное отверстие в металле
Всем, день добрый. Посоветуйте пожалуйста, как и с помощью какого инструмента (или станка) можно проделать отверстия ровные и аккуратные прямоугольной формы 80*7 мм в нержавеющей стали 0,8 мм? пробовали болгаркой, но края получаются некрасивые, с зазубринами и видно, что металл оплавляется немного из-за температуры. Как добиться эффекта, чтобы наши прямоугольные отверстия были ровные и красивые?
напильником потом края надо обрабатывать. Или болгарку с регулировкой оборотов использовать. Если отверстий много, то есть всякие промышленные технологии вроде лазерной, гидрообразивной или плазменной резки. Вырубной штамп еще можно сделать и им давить, а потом обрабатывать на плоской шлифовке, к примеру. Уточните задачу – какое количество отверстий надо делать, что за деталь, если
Пробовали напильником обрабатывать, но все равно не получается достичь приличного качества. Вот правда какую болгарку использовали не знаю. Изделия готовое подставка под ПОС-материалы, в отверстия потом вставляются карманы акриловые. В одном изделии нам всего надо 8 таких отверстий, но еще и чтоб они на равном расстоянии друг от друга были. Нам то всего 3 таких подставки изготовить нужно (соответственно 24 отверстия), поэтому вырубной штамп думаю себя экономически не оправдает, в силу того что у нас заказ единичный
обычно рекламщики лазером режут. потом следы побежалости надо отполировать.
Вырезать электролобзиком грубо, оставив небольшой припуск потом( предварительно изготовив шаблон) пройти по нему фрезером любым по дереву с копир втулкой(если есть конечно станок фрезерный ото на нем)на минимуме оборотов с фрезой по металлу( минимального диаметра) периодически (еще лучше постоянно тоненькой струйкой)охлаждая водой. Еще вариант если изделия небольшие сделать все под тонким слоем воды в корыте (фрезер надо будет немного укрыть от брызг). Закругления на углах – подрезать бормашиной или напильником. Само собой маска щиток обязательны. Делать конечно так _нехорошо_ по всем правилам, но я делал так разнообразные массовые отверстия в листовой жести комп корпусов. Получается прекрасно- главная проблема это высокие мин обороты фрезера по дереву ( я делал ФМ32 ИС там 6000 а надо в 3-4 раза меньше). Слышал что даже дешевыми фрезами по дереву с тв спл напайками ( самыми мелкими прямыми по 100р) ребята такое делают, но сам не делал потому не рекомендую. При ширине в 7 мм можно вообще за один проход по шаблону сделать. Пропилив сперва болгаркой грубый паз. но защита оператора обязательно полная и без зрителей вокруг стружка летит только в путь.
О том, как просверлить отверстие круглой формы, знает практически каждый, а про сверло для квадратных отверстий известно далеко не всем. Между тем просверлить отверстие квадратной формы можно как в изделиях из мягкой древесины, так и в более твердых металлических деталях. Для решения такой задачи используются специальные инструменты и приспособления, принцип действия которых основан на свойствах простейших геометрических фигур.
Коронка по дереву своими руками
Любой мастер может столкнуться с ситуацией, когда подходящего по диаметру сверла нет под руками. Для работ, не требующих высокой точности и аккуратности, коронку по дереву под розетку можно сделать самостоятельно за пару часов. Список материалов минимален: металлическая труба необходимого диаметра, «кулак» от дверной петли, сверло, винт, стальная пластина прямоугольной формы.
- В «кулаке» с помощью тисков необходимо просверлить отверстие, соответствующее диаметру сверла.
- Сбоку в «кулаке» на расстоянии не менее 1 см от края следует сделать еще одно отверстие с резьбой, предназначенное для фиксирующего винта.
- По краю трубы с помощью болгарки необходимо сделать запилы, имитирующие зубья.
- С обратной стороны трубы приварить пластину, в центре которой сделать отверстие для сверла.
- Для сбора конструкции в «кулак» вставляется сверло и фиксируется винтом. Нижняя часть сверла помещается в коронку, а верхняя – в патрон инструмента (дрели или шуруповерта).
https://youtube.com/watch?v=gvQOfnBxhOM%250D
https://youtube.com/watch?v=ieCApQsHiXw
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.

Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
Отверстия квадратные и продолговатые под крепёж

Одним из основных видов механической обработки различных материалов резанием, применяемых в современной технике, является сверление. Оно осуществляется при помощи специального инструмента, называемого сверлом, которому сообщается вращательное движение (в некоторых случаях вращается заготовка). С помощью сверления можно получать отверстия различной глубины и диаметра.
В большинстве случаев отверстия, получаемые методом сверления, имеют цилиндрическую форму. Однако применение специального инструмента и особых методик обработки позволяет придавать им эллипсовидную, квадратную, криволинейную, продолговатую, треугольную и другую форму.
В условиях современного машиностроительного и какого либо другого производства часто возникает необходимость в получении в различных материалах отверстий, имеющих весьма сложную форму. Для этого часто применяется метод, заключающийся в использовании лазерного луча, функционирующего в режиме управляемого термического раскалывания.






На сегодняшний день именно лазерная обработка является одним из наиболее передовых методов формирования и обработки квадратных, продолговатых и иных отверстий в самых различных материалах. Подобная технология позволяет получать качественную обработку, что создаёт условия для её более масштабного применения.
Применение лазерного оборудования с числовым программным управлением, позволяют не только изготавливать или обрабатывать отверстия самых различных форм и конфигураций, но и получать полностью готовые изделия.
Электроэрозионный метод обработки
В технике под электрической эрозией понимается разрушение поверхности изделия или заготовки, которое происходит под воздействием электрических разрядов.
Этот способ обработки чаще всего используется для того, чтобы в определенных пределах осуществлять изменение размеров и формы отверстий, предварительно проделанных в металлических изделиях и заготовках. Разработчики машиностроительных изделий, которые они проектируют, нередко сталкиваются с необходимостью изготовления отверстий которые могут быть отличными от цилиндрических. Это могут быть квадратные, продолговатые, прямоугольные, криволинейные и прочие отверстия.
Как показывает практика, она наиболее эффективна для обработки изделий сложной конфигурации, изготовленных из твердых материалов. Дело в том, что использование для тех же целей распространенных механических способов часто оборачивается повышенным износом режущего инструмента.
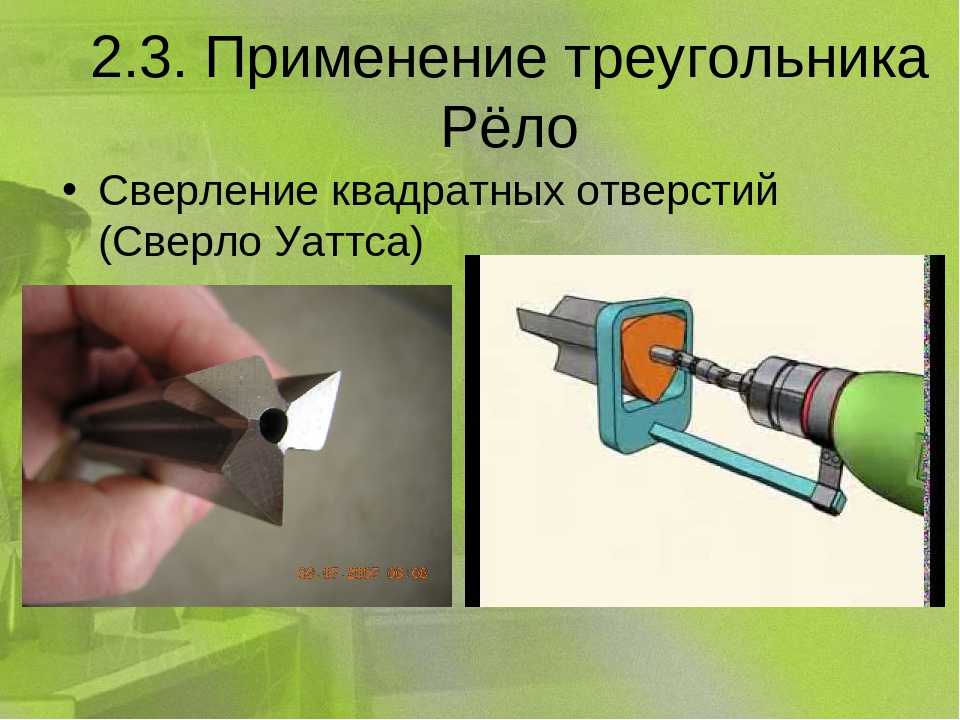
Сверло Уаттса для сверление квадратных отверстий
Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.

Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
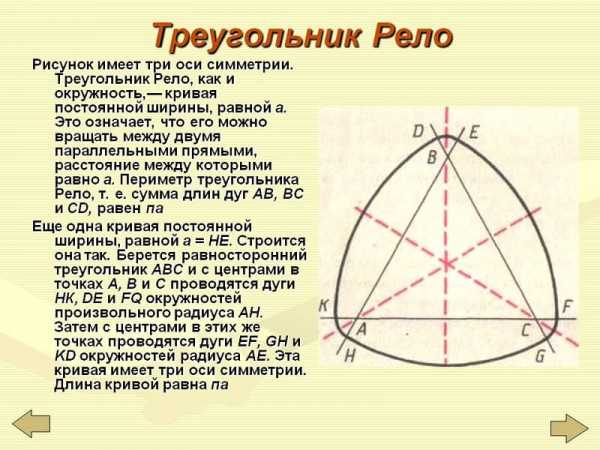
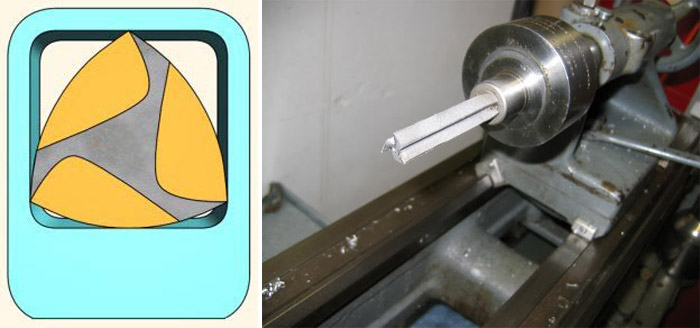
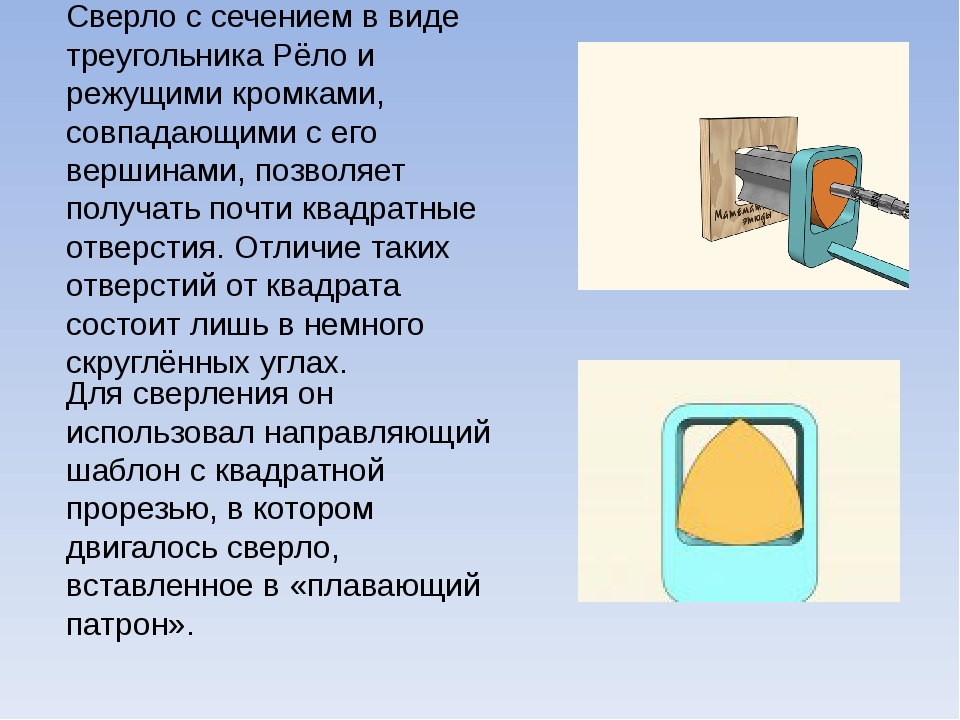
Описание треугольника Рело
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
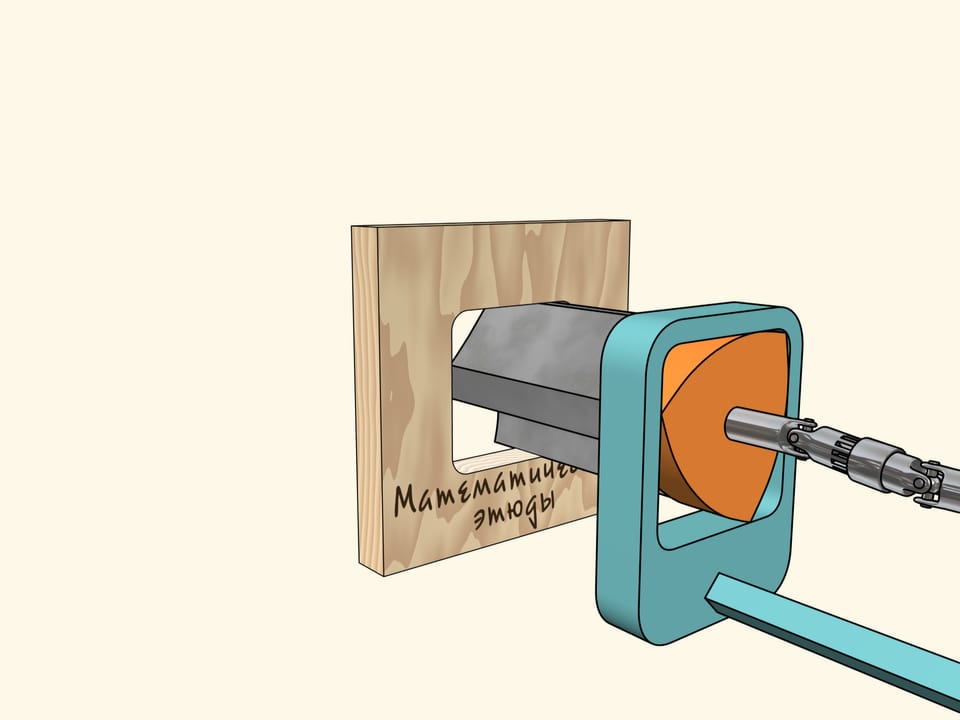
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.

ЧПУ для пробивания квадратных отверстий
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.
Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
https://youtube.com/watch?v=60WbTPNFT-8
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.

Набор пробойников
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.










Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сверло Уаттса для сверления квадратных отверстий: описание, размеры
Просверлить круглое отверстие в материале любой плотности по силам каждому. А как быть, если необходимо квадратное отверстие? Многим покажется неправдоподобной возможность высверлить квадрат в мягкой податливой древесине или в детали из прочного металла. Справляется с этой непростой задачей сверло Уаттса.
История с геометрией
Мастера и сегодня для получения квадратного отверстия просверливают круглую дырочку соответствующего диаметра и специальными инструментами продалбливают уголки. Гораздо быстрее и проще выполнить эту операцию можно «квадратным» сверлом Уаттса. Основой его конструкции является треугольник Рёло – фигура, образованная пересечением трёх одинаковых окружностей. Радиусы этих кругов равны стороне правильного треугольника, и его вершины являются центрами окружностей.
Фигура носит имя немецкого учёного Франца Рёло, так как он первым детально исследовал свойства полученного треугольника и применял их в своих изобретениях. Однако геометрия треугольника Рёло использовалась в форме окон при строительстве церкви Богоматери в Брюгге ещё в XIII веке.
В начале XVI века Леонардо Да Винчи изобразил «карту мира» на четырёх треугольниках Рёло. Эта фигура встречается в его манускриптах и Мадридском кодексе. В XVIII веке треугольник из равных дуг трёх окружностей продемонстрировал известный математик Леонард Эйлер.
В 1916 году английский работающий в США инженер Гарри Уаттс разработал и запатентовал фрезу для квадратных отверстий в «плавающем» патроне.
Уникальное изобретение позволяет получать отверстия почти правильной формы: углы квадрата скруглены небольшим радиусом. Необработанная площадь квадратного отверстия не превышает 2%.
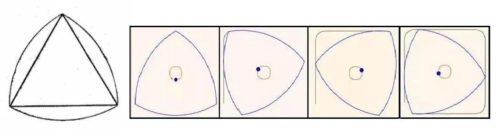
Отличительной чертой треугольного сверла Уаттса является то, что при вращении его центр описывает дугообразные эллипсоидные кривые, а не стоит на месте как у традиционного спирального сверла.
Вершины треугольника при таком движении вычерчивают квадрат с параллельными идеально ровными сторонами. Патрон для такой фрезы имеет оригинальную, не препятствующую движению, конструкцию.
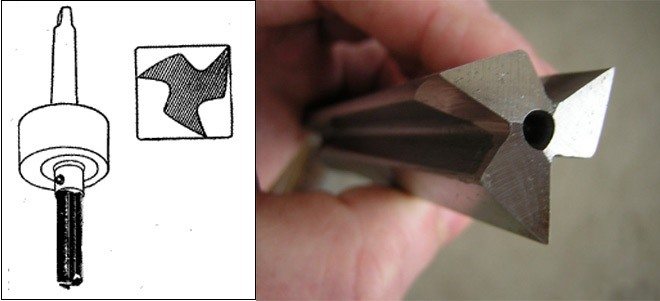
Строение сверла для квадратных отверстий
При сверлении отверстий образуется стружка, и фреза должна иметь канавки для ее отвода. Профиль рабочей части сверла Уаттса представляет собой треугольник Рёло с вырезанными из него тремя половинками эллипсов.
Такая конструкция с канавками для отвода стружек решает одновременно 3 задачи:
- Снижается инерция сверла.
- Уменьшается нагрузка на шпиндель.
- Повышается способность сверла резать.
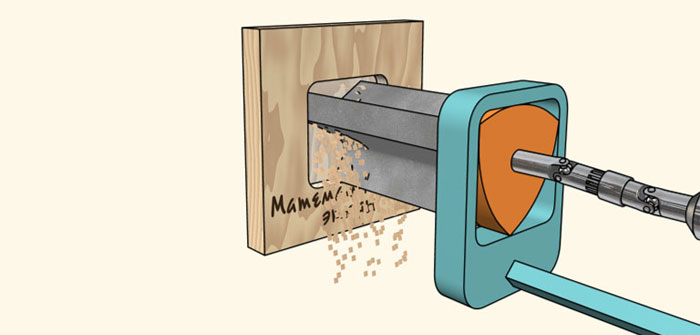
Обычно квадратные отверстия проделываются на токарных или фрезерных протяжных станках. Сверло для квадратных отверстий фиксируется патроном станка специальным переходником. Для бытового использования квадратной фрезы производители предлагают накладные рамки, соединяющиеся с патроном карданной передачи и сообщающие режущему инструменту эксцентрические перемещения. Глубина отверстия соответствует толщине рамки.
Сталь для сверла
Сегодня качественные свёрла, работающие быстро и долго, производятся из высоколегированных марок стали. В своём составе такие сплавы содержат более 10% легирующих добавок, таких как вольфрам, хром, ванадий и молибден. Различное процентное соотношение элементов и разнообразные методы закалки стали образуют сплавы, различающиеся по уровню твёрдости, вязкости, сопротивлению нагрузке при ударе, стоимости и другим характеристикам.
Свёрла по металлу – самый широко используемый расходный материал для электрооборудования по нескольким причинам:
- Изделия из металла чаще всего нуждаются в отверстиях для скрепления: резьбового соединения, клёпок и прочих видов соединения.
- Свёрла по металлу возможно применять и при работе с более мягкими материалами, например, с древесиной.
- Технология производства этого типа изделий аналогична принципам производства свёрл для различных направлений применения.
В России и многих других странах наибольшим спросом пользуются свёрла из быстрорежущей стали марки Р6М5, имеющей в составе вольфрам и молибден. Существенно повышается прочность и цена изделий при добавлении в сплав кобальта или покрытием свёрл охлаждающим титан-нитридным напылением.
Виды сверл для изделий из металла
Свёрла по металлу используются для проделывания отверстий в изделиях из бронзы, чугуна, меди, стали разных марок, металлокерамики и прочих материалов. Для сверления вязкой труднообрабатываемой стали применяются высокопрочные изделия с добавлением кобальта. При работе спиральными свёрлами стружка отводится по двум продольным канавкам. По форме хвостика такие инструменты делятся на три типа:
- шестигранные,
- конические,
- цилиндрические.
Характеристики сверла для квадратных отверстий
Профиль сверла для выполнения квадратных отверстий соответствует треугольнику специальной формы, который назвали в честь его изобретателя Рело. Отличительная черта: съем металла выполняется боковой частью, плоскостей резания у него 3. При этом в процессе выполнения операции инструмент описывает основное и качательные движения. Выполняются они в противоположных направлениях (треугольник вращается вокруг подвижной оси). Особенность инструмента: он вычерчивает фигуру, представляющую собой пересечение одинаковых кругов. В результате его вершины вычерчивают квадрат. При этом ось вращения перемещается по определенной траектории, а не стоит на месте.
Как и любое сверло, изделие конструктивно состоит из рабочей части и хвостовика, с помощью которого крепится в патрон, шпиндель или специальное приспособление инструмента или станка. В профиле рабочей части предусмотрены эллипсовидные канавки для отвода стружки в процессе высверливания отверстий. Благодаря их наличию уменьшается нагрузка на зажимное устройство, повышается резательная способность кромок и снижается уровень инерции. Значительно повышает срок эксплуатации режущего инструмента использование охлаждающей жидкости (СОЖ) в процессе выполнения операции. В некоторых моделях сверл квадратного профиля могут предусматриваться канавки для прохождения жидкости.
Сверла для квадратных отверстий классифицируют по таким параметрам:
- материалу, с которым могут работать (по металлу, дереву);
- материалу изготовления (сталь легированная, углеродистая, быстрорежущая, сплав);
- способу изготовления (цельные, составные);
- конструкции (с накладной рамкой, переходником и без них);
- конструкции хвостовой части (цилиндрическая, коническая, шестигранная);
- серии исполнения (укороченная, средняя, длинная);
- классу точности (нормальный, повышенный);
- диаметру;
- длине рабочей части.
По длине и диаметру отечественные изделия должны соответствовать требованиям ГОСТ 886-77, 4010-77 и 10902-77, импортные аналоги – действующим зарубежным стандартам. На хвостовик каждого сверла, выполняющего квадратный профиль в разных по плотности материалах, наносят маркировку. Указывается диаметр сверла, материал, из которого оно изготовлено, и даже логотип или наименование компании. Ходовыми являются сверла диаметром 9, 16, 23, 28 и 33 мм и длиной соответственно 50, 60, 75, 85 и 90 мм.








инженер поможет — приспособления для долбления

Промышленные предприятия, где изготовление шиповых соединений является составной частью единого процесса серийного производства, оснащены высокопроизводительным оборудованием для работы в напряженных режимах.
Такие специализированные станки слишком дороги, но можно использовать значительно более дешевые долбежные приспособления хорошего качества, которые в качестве насадок устанавливаются на машины с другой специализацией, например сверлильные или строгальные станки. Многие любители столярного дела с удовольствием и пользой применяют такую оснастку в своей работе.
насадка с полым долотом
Сверльный станок можно использовать для изготовления пазов и гнезд, установив в его патроне долбежную насадку с полым долотом. В приспособление входит специальное шнековое сверло, проходящее внутри квадратного полого долота с четырьмя режущими кромками.
При вхождении его в древесину насадка вырезает отверстие строго квадратного сечения, при этом шнековое сверло выбирает отход немного впереди долота, который срезает остатки для получения квадратного гнезда. Чтобы вырезать длинный прямоугольный паз или гнездо, сдвигайте заготовку между рабочими ходами долота. В промышленности применяются большие полые долота, а для домашнего использования выпускаются насадки с возможностью установки долот со стороной квадрата 6- 18 мм.
Выполнение гнезд долбежной насадкой с полым долотом
Установите глуби ну хода сверлильного станка с учетом требуемой глубины гнезда. Опустите рабочий орган, чтобы он вырезал квадратное отверстие вплотную к одному краю паза, затем сдвиньте заготовку и выполните второе квадратное отверстие у другого края паза. Затем выберите отход между ними несколькими ходами долота.
Опускайте долото уверенно и равномерно. Не пытайтесь ускорить темп долбежки при работе с твердыми породами, так как небольшие долота могут расколоться под давлением. Но и не затягивайте процесс, чтобы долото не перегрелось из-за трения между ним и шнеком сверла.
Если выбирается сквозной паз, под заготовку необходимо подложить оструганную деревянную подложку. Это не только предотвратит контакт долота с металлическим столом станка, но и убережет нижнюю сторону заготовки от расщепления при выходе долота из материала.
В качестве технологической альтернативы можно вырезать паз, переворачивая заготовку, с обеих ее сторон.
Заточка шнекового сверла и долота
Долбежные шнековые сверла, так же как и обычные шнековые сверла для ручного коловорота, затачиваются маленьким напильником, или надфилем. Четыре режущие кромки квадратного долота затачиваются одновременно с помощью специального инструмента, похожего на зенкер, но с центральным направляющим кончиком, который удерживает инструмент по центру долота. Долото затачивается посредством вращения этой точильной насадки, установленной в патроне коловорота. Для каждого долота требуется соответствующий ему точильный инструмент.
Фрезерная насадка
Фрезерная насадка включает в себя горизонтально устанавливаемую фрезерную головку для выполнения одинаковых операции. Это приспособление использует при вод другой машины — в частности, строгального или универсального станка — и устанавливается в патрон на конце ножевого блока. Патрон, аналогичный патрону электродрели, может принять головки диаметром 6 — 16 мм с двумя режущими кромками, одна из которых иногда зазубрена. Долбежный стол, на котором фиксируется заготовка, монтируется рядом с патроном.





