
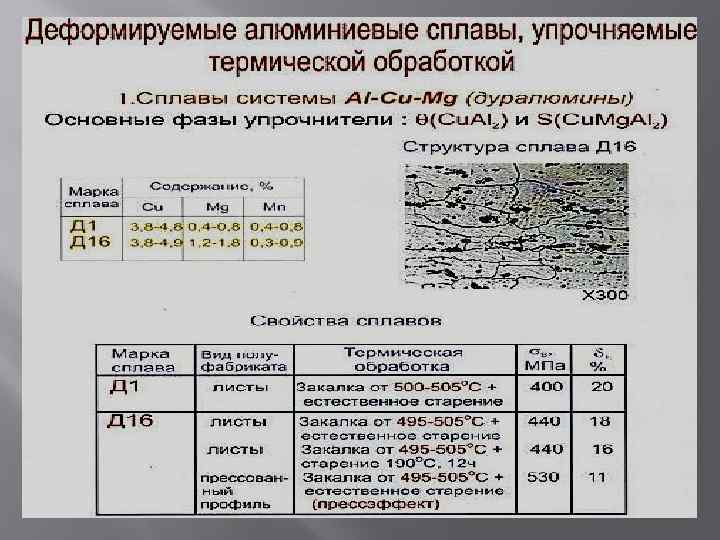
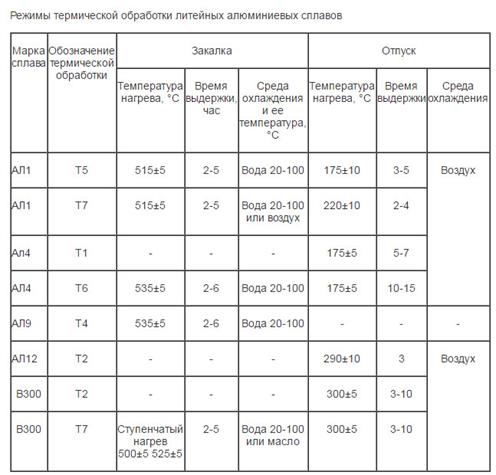
Сплавы, упрочняемые термообработкой.
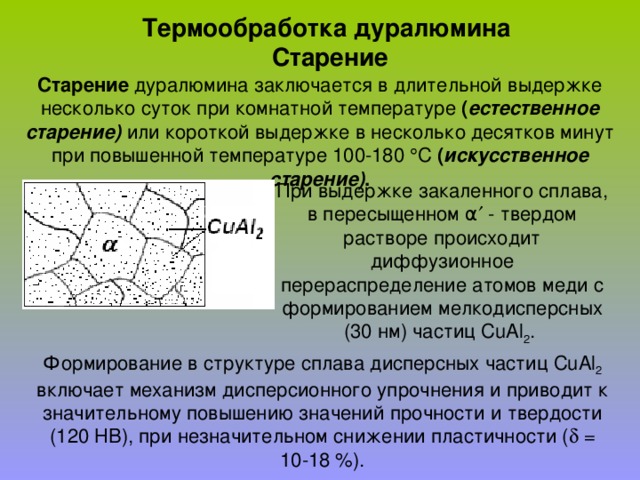
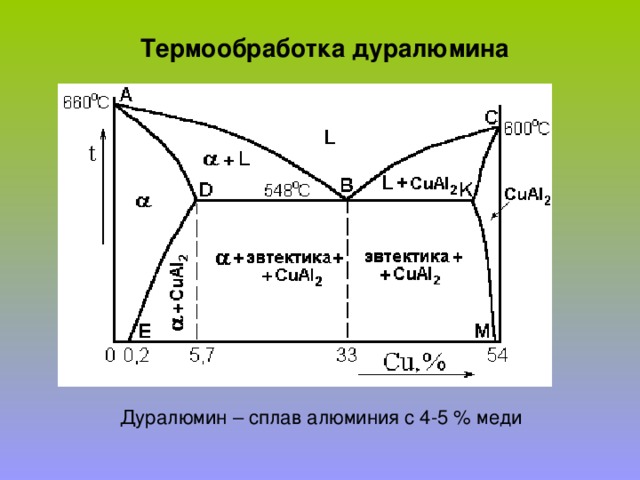
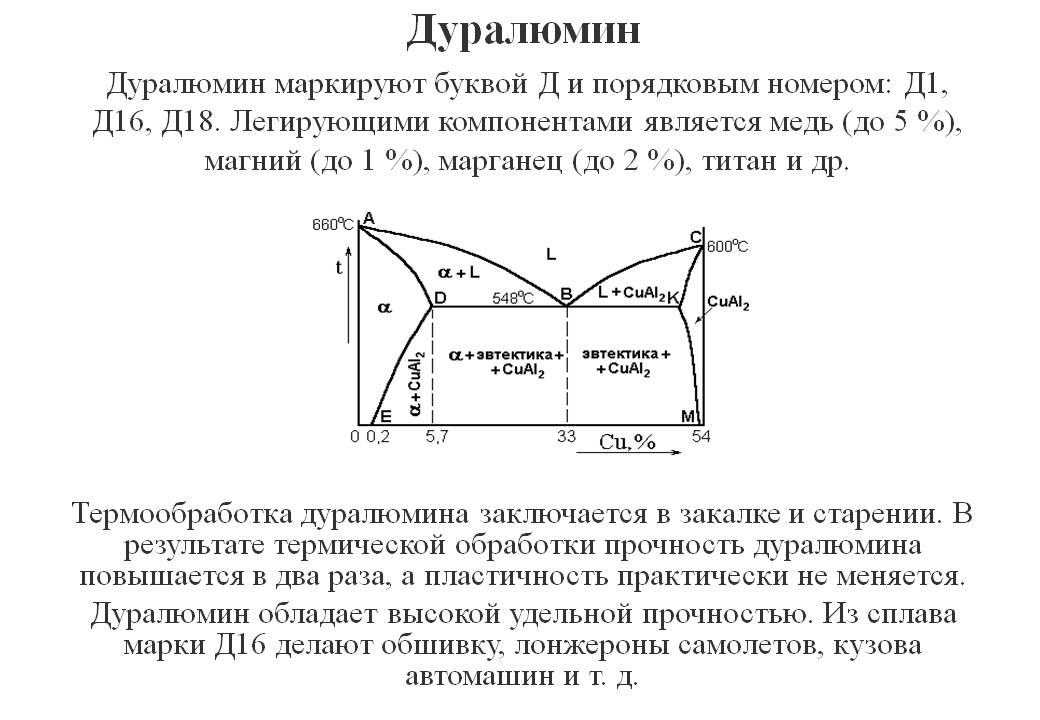
Термообработка дуралюминия (дюралюминия).
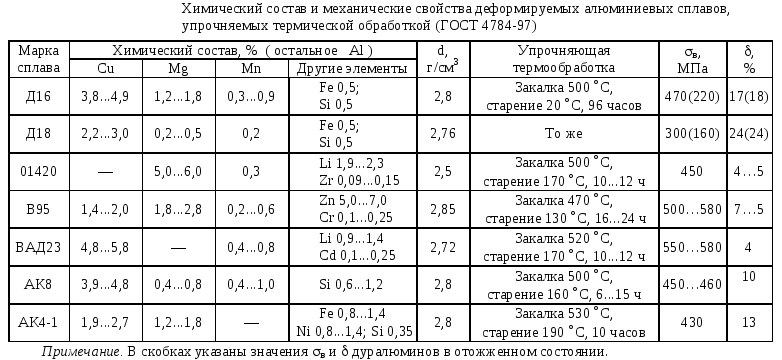
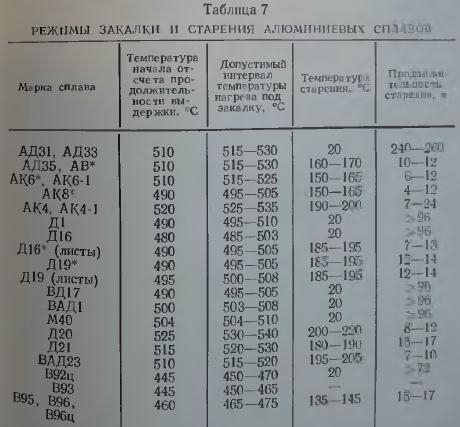
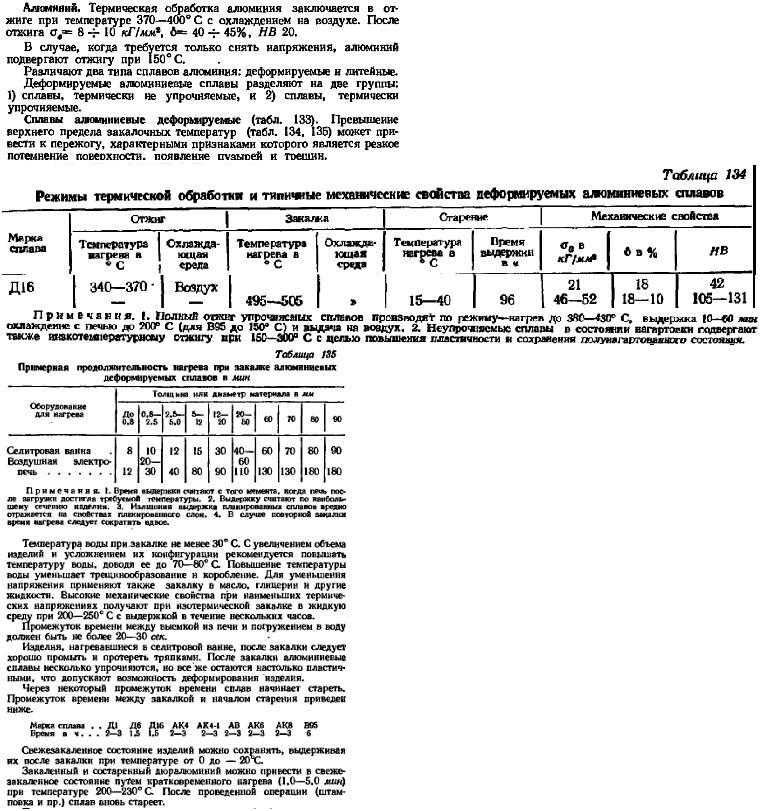
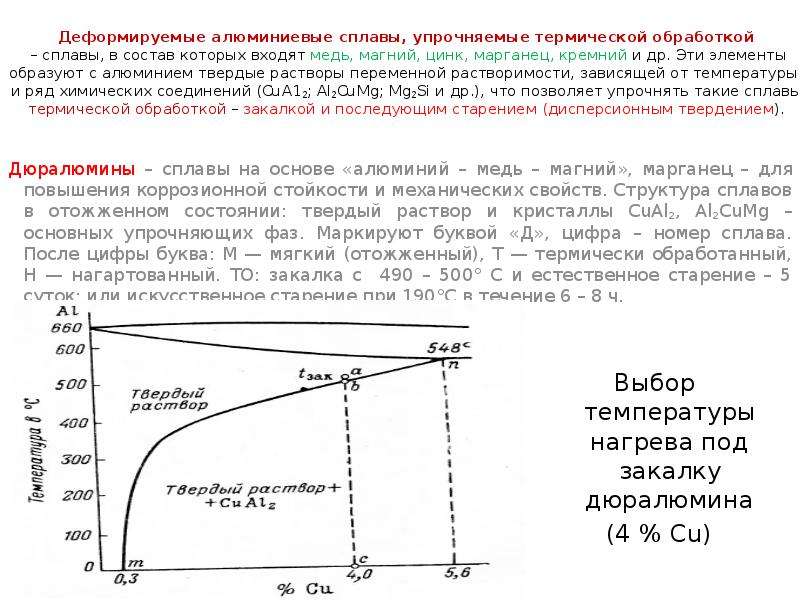
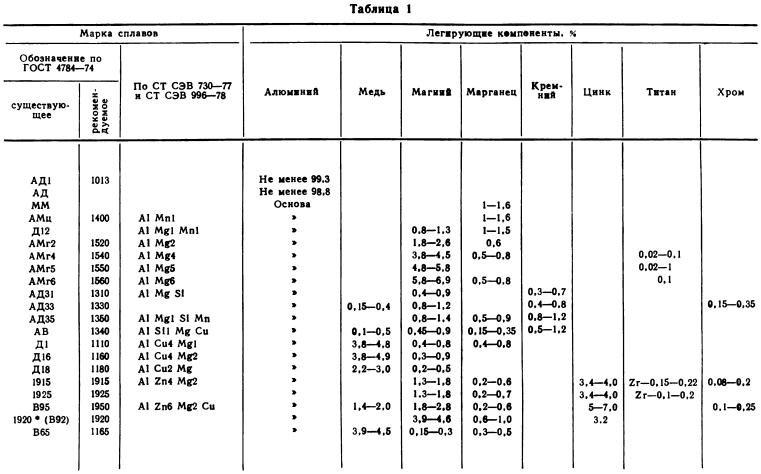
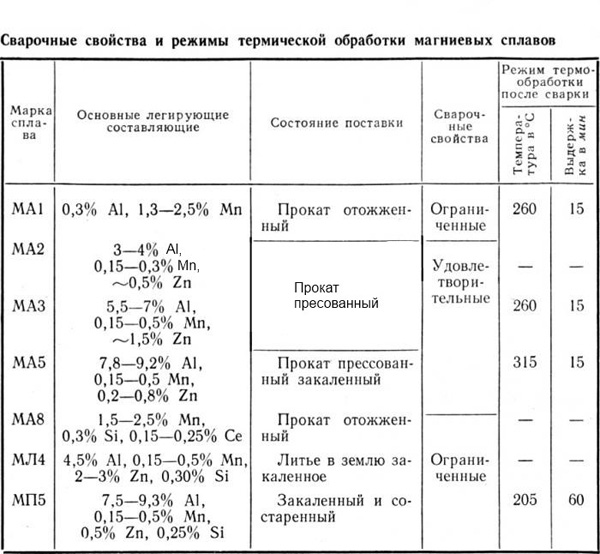
Дуралюмин хорошо деформируется в горячем и холодном состояниях. Для закалки сплав Д1 нагревают до 495—510°С, а Д16 до 485—503°С. Нагрев до более высоких температур (превышающих неравновесный солидус), вызывает пережог, т. е. окисление и частичное оплавление металла по границе зерен, что резко снижает прочность и пластичность
При закалке дуралюмина важно обеспечить высокую скорость охлаждения, поэтому охлаждение проводят в холодной воде.Дуралюмины после закалки подвергают естественному старению, так как при этом обеспечивается более высокая коррозионная стойкость. Однако для листов из сплава Д16 нередко применяют искусственное старение при 185—195°С
Высокопрочные алюминиевые сплавы.
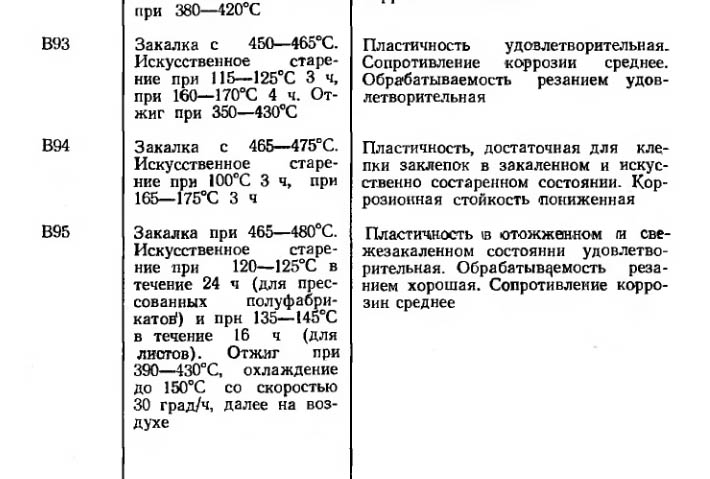
Сплавы закаливают с 465—475°С (с охлаждением в холодной или горячей воде) и подвергают искусственному старению. Режимы старения: сплава В93 — ступенчатый (120°С — 3 ч + 165°С — 4 ч); сплава В94 — ступенчатый (100°С — 3 ч + 165°С — 3 ч); сплава B95— плакированные листы — 120°С 24 ч; сплавов В95 — неплакированные полуфабрикаты, В96, В96ц — 135—145°С в течение 16 ч или ступенчатый (120°С — 3 ч + 160°С – 3 ч). По сравнению с дуралюмином эти сплавы обладают большей чувствительностью и концентраторам напряжений и пониженной коррозионной стойкостью под напряжением. У них меньше предел выносливости и сопротивляемость повторным статическим нагрузкам. Профили из сплава В95 значительно прочнее листов. Сплавы обладают хорошей пластичностью в горячем состоянии и сравнительно легко деформируются в холодном состоянии после отжига.
Алюминиевые сплавы для ковки и штамповки.
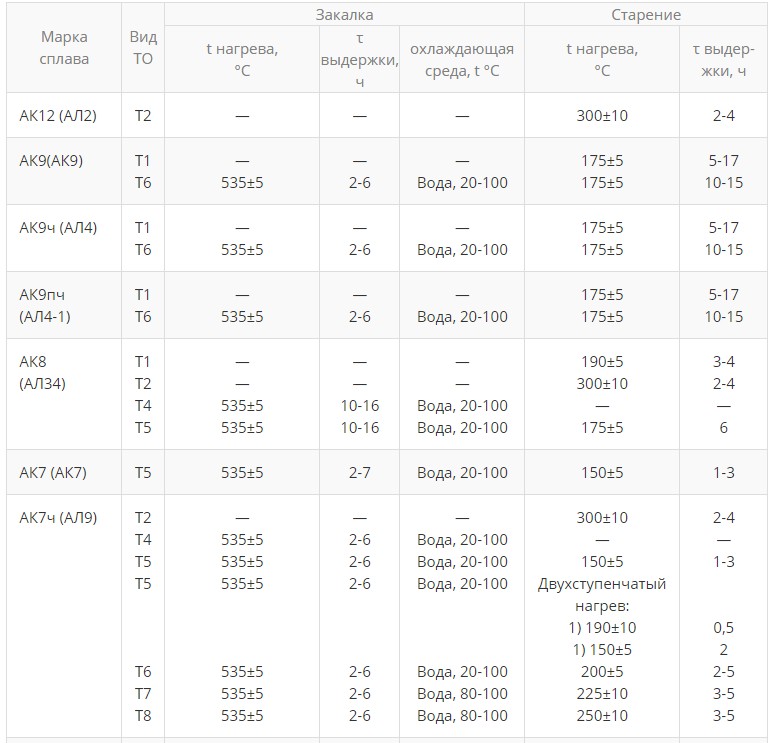
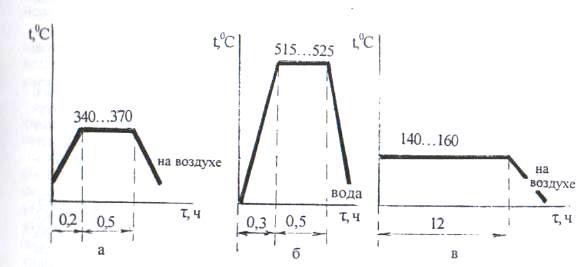
Сплавы применяют для штамповок и поковок сложной формы, они обладают относительно невысокой коррозионной стойкостью. Сплав АК6 используют для деталей сложной формы и средней прочности, изготовление которых требует высокой пластичности в горячем состоянии (подмоторные рамы, фитинги, крепежные детали, крыльчатки, и т. д.). Сплав АК8 рекомендуется для тяжело нагруженных штампованных деталей (подмоторные рамы, стыковые узлы пояса лонжеронов, лопасти винтов вертолетов, бандажи вагонов и т. д.). Ковку и штамповку сплавов проводят при 450—475°С. Их подвергают закалке с 515—525°С (сплавы АК6) или с 495—505°С (АК8) с охлаждением в воде и старению при 150—165°С, 4—12 ч.
Жаропрочные сплавы.
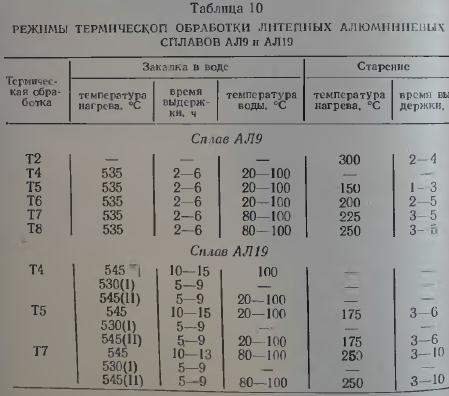
Эти сплавы используют для деталей, работающих при температурах до 300°С (поршни, головки цилиндров, крыльчатки, лопатки и диски осевых компрессоров турбореактивных двигателей, обшивка сверхзвуковых самолетов и т. д.). Высокой жаропрочностью обладает сплав Д20, используемый для деталей, длительно работающих при 250—350°С, и в виде листов для деталей, кратковременно работающих при температурах до 300 С. Сплав АК4-1 закаливают при 525—535°С, а сплав Д20 — при 535°С в воде и подвергают старению при 200—220°С.
Проверка качества закалки
Для того чтобы определить, удалось ли закалить изделие из стали до нужной твердости, у домашнего мастера не так уж и много способов. Традиционный — это попробовать поцарапать металл надфилем (не алмазным), который обычно имеет твердость 55÷60 HRC. Если на поверхности остаются бороздки, то это значит, что закалить сталь до нужного значения не получилось и ее твердость ниже этой величины. Если же надфиль скользит по поверхности закаленного металла, то его твердость в норме. Еще один способ проверки качества домашней закалки — это царапание закаленной сталью поверхности бутылочного стекла (см. фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла. Для этого необходимо закалить несколько образцов одинаковой стали в разных режимах, а затем на глаз сравнить структуру и размер зерна.

Методы отжига алюминиевых листов
Отжиг алюминиевых сплавов не является обязательным к применению. Но в некоторых случаях без этого способа термообработки невозможно достичь желаемых характеристик материала.
Причиной применения отжига может стать особое состояние сплава, которое может выражаться в понижении пластичности материала.
Применение отжига рекомендуется при наблюдении трех типов состояний:
- Свойственное литым изделиям неравновесное состояние связано с разницей температурных режимов. Скорость охлаждения литых изделий значительно превышает рекомендуемую, при которой достигается эффект равновесной кристаллизации.
- Пластическая деформация. Такое состояние может быть вызвано технологическими требованиями к характеристикам и форме готового изделия.
- Неоднородная структура материала, вызванная иными методами термообработки, в том числе закалкой и старением. В таком случае происходит выделение одного из легирующих компонентов в интерметаллидную фазу, сопровождающуюся перенасыщением компонентов.
Вышеуказанные проблемы могут устранятся методом отжига. Нормализация структуры и состояния алюминиевого сплава сопровождается повышением пластичности. В зависимости от типа неравновесного состояния подбираются различные методы отжига.
На сегодняшний день выделяют три режима отжига:
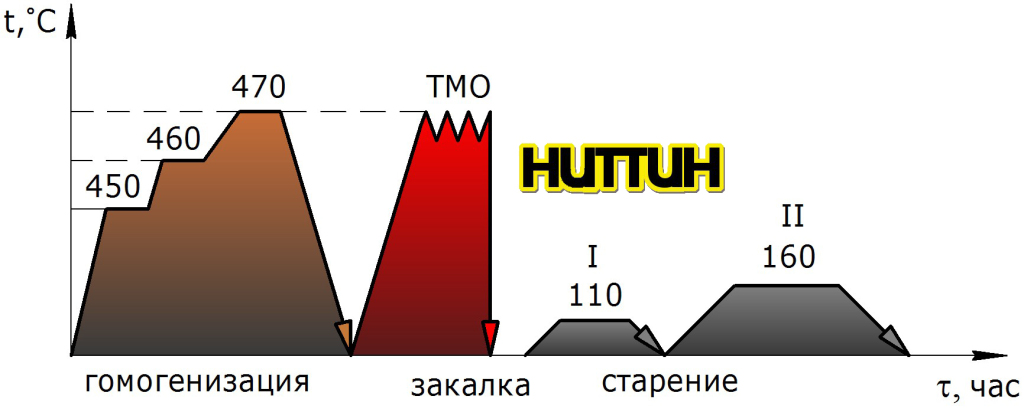
- Гомогенизация. Предназначен для обработки литых слитков. В процессе термической обработки слитков при высоких температурах достигается равномерная структура. Это позволяет упростить процесс проката с уменьшением количества производственных расходов. В некоторых случаях может применяться для повышения качества деформированных изделий. Температура отжига соблюдается в пределах 500 градусов с последующей выдержкой. Охлаждение можно проводить несколькими способами.
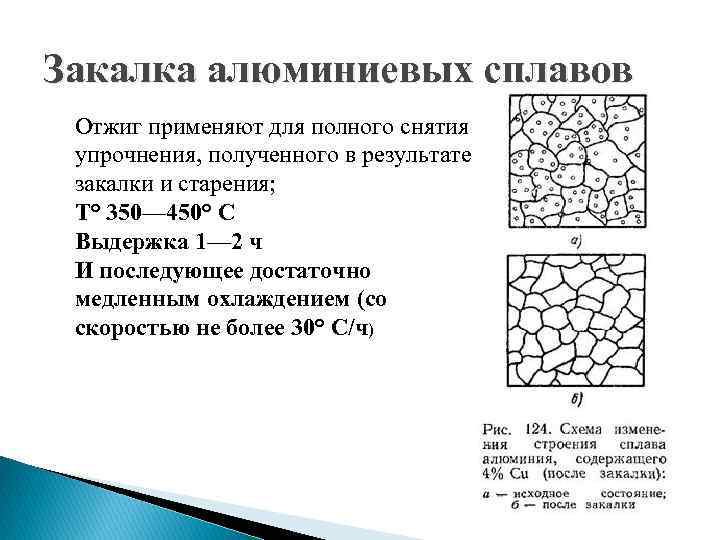
- Рекристаллизация. Применяется для восстановления деформированных деталей. При этом требуется предварительная обработка прессом. Температура отжига варьируется в диапазоне от 350 до 500 градусов. Время выдержки не превышает 2-х часов. Скорость и способ охлаждения не имеет особых рамок.
- Гетерогенизация. Дополнительная отжиг после других методов термообработки. Этот метод необходим для разупрочнения алюминиевых сплавов. Данный метод обработки позволяет понизить степень прочность с одновременным повышением уровня пластичности. Отжиг производится примерно при 400 градусах Цельсия. Выдержка обычно составляет 1-2 часа. Этот тип отжига значительно улучшает эксплуатационные характеристики металла и повышают степень сопротивления коррозии.
Сплав алюминия АД31
Характеристика сплава алюминия АД31 (другое обозначение 1310):
Химический состав в % материала АД31
ГОСТ 4784 — 97
| Fe | Si | Mn | Cr | Ti | Al | Cu | Mg | Zn | Примесей |
| до 0.5 | 0.2 — 0.6 | до 0.1 | до 0.1 | до 0.15 | 97.65 — 99.35 | до 0.1 | 0.45 — 0.9 | до 0.2 | прочие, каждая 0.05; всего 0.15 |
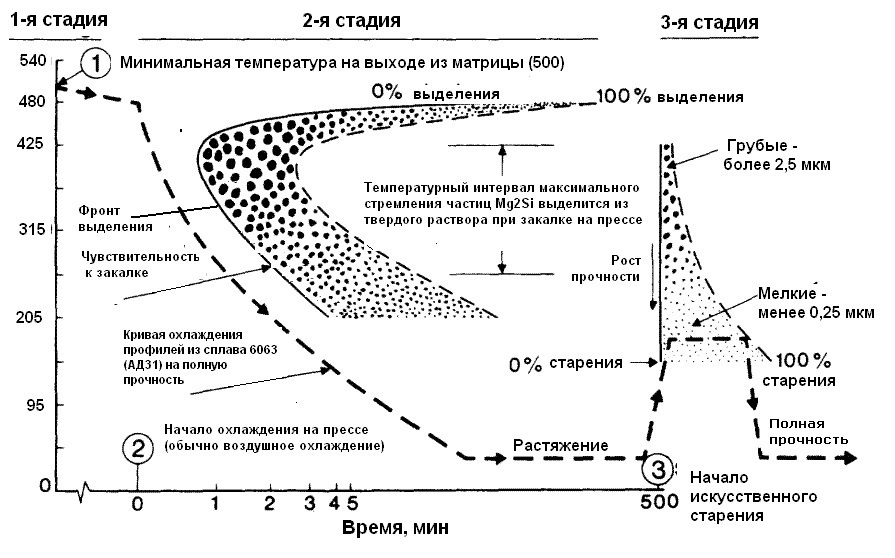
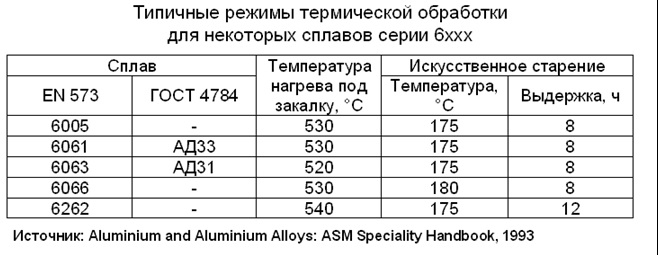
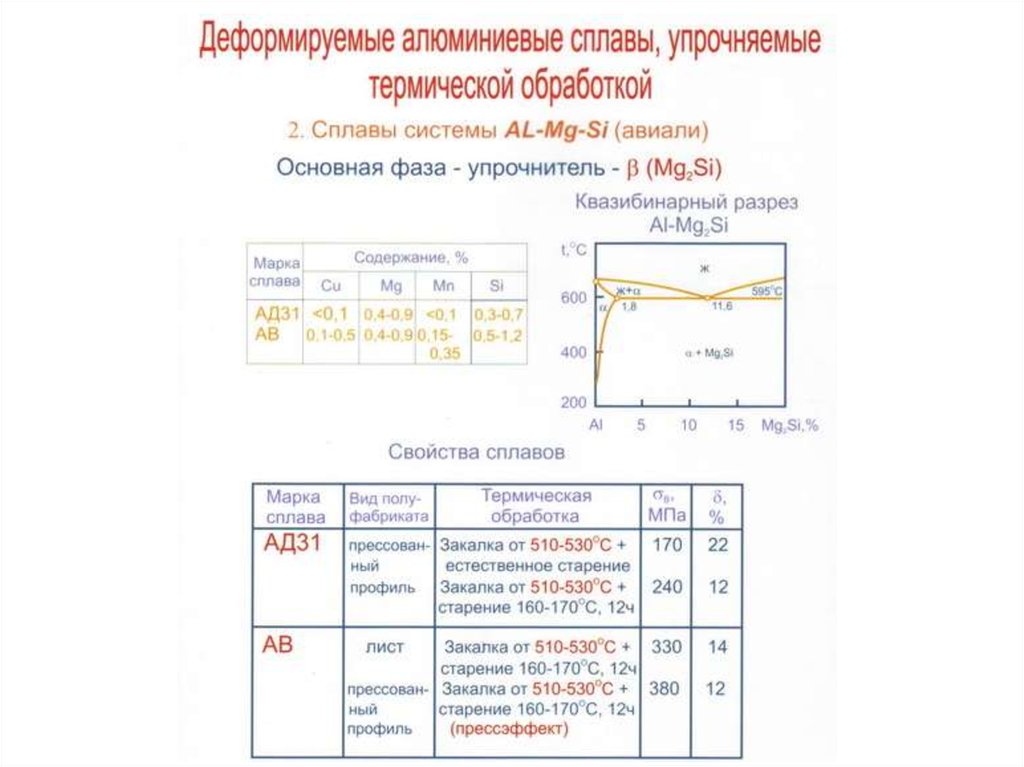
Сплав АД31 упрочняются по следующему режиму: температура нагрева под закалку 520—530 °С, температура искусственного старения 1С0— 170 °С, время выдержки 10—12 ч. Для высоконагруженных деталей, работающих в условиях переменных нагрузок, старение проводят при 150— 160°С. Для достижения максимальной прочности старение полуфабрикатов следует проводить не позднее чем через 1 ч после закалки, иначе наблюдается снижение oв и о0,2 на 30—50 МПа.

Коррозионная стойкость сплава высокая; он не склонен к коррозионному растрескиванию под напряжением независимо от состояния материала.
Сплав удовлетворительно соединяются точечной, шовной и аргонодуговой сваркой. Обрабатываемость резанием в отожженном состоянии неудовлетворительная, в закаленном и состаренном — удовлетворительная.
Сплав АД31 применяется для деталей невысокой прочности, от которых требуется хорошая коррозионная стойкость и декоративный вид, работающих в интервале температур —70-50 °С. Сплав применяется для отделки кабин самолетов и вертолетов с различными цветовыми покрытиями. Используется в строительстве для дверных рам, оконных переплетов, эскалаторов, а также в автомобильной, легкой и мебельной промышленности.
Производство профилей из сплава АД31 и подобных: полые профили получают двумя способами: трубным методом из полого слитка и прессованием в комбинированную матрицу из заготовки сплошного сечения. Последний метод получил наиболее широкое распространение, так как он позволяет получать полые профили сложной конфТ1 — закаленное и искусственно состаренное в течение нескольких часов при повышенной температуре; Т5 — не полностью закаленное и искусственно состаренное. игурации с наименьшей разнотолщинностью по длине.
Номенклатура пустотелых профилей чрезвычайно широка: минимальное отверстие 2,2—2,5 мм при толщине стенки 1,5— 5 мм; максимальные габариты определяются диаметром описанной окружности, не превышающей 160мм.
| Твердость АД31 после закалки и старения , | HB 10-1= 80 МПа |
Физические свойства материала АД31 .
| T | E 10— 5 | 106 | | | C | R 109 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 0.71 | 2710 | 34.4 | |||
| 100 | 23.4 | 188 | 921 |
Зарубежные аналоги материала АД31
Внимание! Указаны как точные, так и ближайшие аналоги. AA6060
AA6060
| США | Германия | Япония | Франция | Италия | Inter |
| — | DIN,WNr | JIS | AFNOR | UNI | ISO |
| AA6063 |
3.2316
| 3.3206 |
| AlMgSi0.5 |
| AlMgSi0.8 |
6063
A-GS
P-AlSi0.4Mg
6063
| AlMg0.7Si |
| AlMgSi |
Состояние поставки профили АД31 имеющегося на складе Т1 или Т5
Т1 — закаленное и искусственно состаренное в течение нескольких часов при повышенной температуре;
Т5 — не полностью закаленное и искусственно состаренное.
Вернуться к разделу » Сплавы. Справочная информация»
Закалка и старение
Дюралюмины относятся к сплавам типа твердых растворов, они упрочняются термической обработкой — закалкой и старением. Температура нагрева под закалку —8°С ниже температуры плавления эвтектики, поэтому необходимо тщательно контролировать равномерность температуры во всем нагреваемом пространстве. Продолжительность выдержки при температуре закалки зависит от химического состава сплава, типа полуфабриката и толщины сечения.

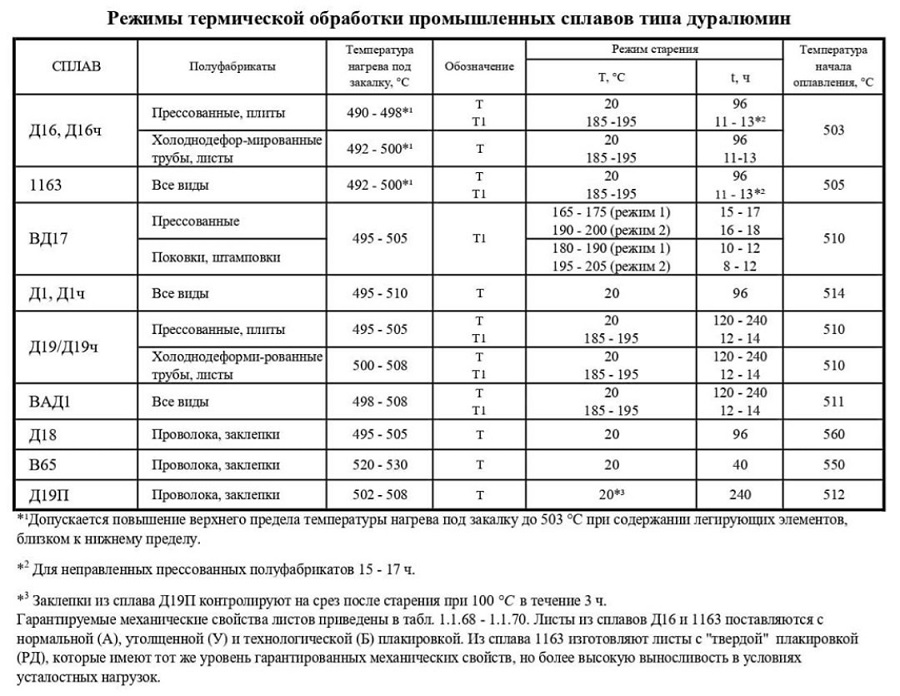

Для сплав Д1 нагревают до 495—510°С, а Д16 до 490—503°С. Нагрев до более высоких температур (превышающих неравновесный солидус), вызывает пережог, т. е. окисление и частичное оплавление металла по границе зерен, что резко снижает прочность и пластичность
При закалке дуралюмина важно обеспечить высокую скорость охлаждения, поэтому охлаждение проводят в холодной воде. Превысить критическую скорость закалки сплава Д16Т (υкр = 550°С/с) при охлаждении в холодной воде удается по всему сечению только при толщине листов до 10мм и бóльшем диаметре для изделий круглой формы, т
к. круглая форма сечения способствует более быстрому теплоотводу.
Поэтому на практике приходится считаться с реальностью замедленного охлаждения (даже со скоростью ниже допустимого уровня) центральных слоев массивных изделий при самом интенсивном охлаждении их поверхности холодной водой, а также с необходимостью специального понижения скорости охлаждения для предотвращения коробления и больших остаточных напряжений. Даже незначительный распад твердого раствора в процессе охлаждения с выделением интерметаллидных фаз по границам зерен снижает сопротивление межкристаллитной коррозии. После закалки значительная часть фаз-упрочнителей растворяется, повышая легированность твердого раствора.
Дуралюмины (дюрали) после закалки подвергают естественному старению, т. е. старению при комнатной температуре 25°C. Естественное старение наиболее интенсивно протекает в первые сутки после закалки и практически заканчивается в течение 4—5 суток. Понижение температуры тормозит старение, а повышение ее, наоборот, увеличивает скорость процесса, но понижает пластичность и сопротивление коррозии. Однако для листов из сплава Д16 нередко применяют искусственное старение при—195°С. В искуственно состаренном состоянии сплавы Д16, Д16ч, 1163 не склонны к расслаивающей коррозии и имеют высокое сопротивление коррозионному растрескиванию. Прессованные полуфабрикаты из сплавов Д1 и Д16 прочнее, чем листы, вследствие (структурного упрочнения).
При охлаждении крупногабаритных полуфабрикатов из сплавов Д16, Д16ч, 1163 толщиной более 30 мм и деталей сложной конфигурации, а также при наличии крупнокристаллического ободка температуру воды при закалке следует поддерживать в интервале 25—40°С для предотвращения появления закалочных трещин и уменьшения коробления. Ограничение верхнего предела температуры закалочной воды (40°С) требуется для предотвращения снижения коррозионной стойкости.
С целью уменьшения остаточных напряжений после закалки полуфабрикаты подвергают правке растяжением с остаточной деформацией 1—3%, при этом после правки на верхнем пределе указанного интервала вязкость разрушения и выносливость несколько понижаются.
Старение
Старение представляет собой выдержку закаленного сплава при некоторых (относительно низких) температурах, при которых начинается распад пересыщенного твердого раствора или в твердом растворе происходят структурные изменения, являющиеся подготовкой к распаду. Цель старения — дополнительное повышение прочности закаленных сплавов.
Сильная пересыщенность твердого раствора в закаленном сплаве обусловливает его термодинамическую нестабильность. Распад твердого раствора, приближающий фазовое состояние к равновесному, а следовательно, к уменьшению свободной энергии сплава, является самопроизвольно идущим процессом.
Во многих закаленных алюминиевых сплавах подготовительные стадии распада, а иногда и начало собственно распада проходят без специального нагрева, при вылеживании в естественных условиях в цехе, на складе или в другом помещении, в котором хранятся изделия, где температуры обычно находятся в пределах от 0 до 30 °С. В некоторых алюминиевых сплавах (Аl—Cu-Mn) подготовка к распаду и начальные стадии распада происходят лишь при нагреве закаленного сплава до температур 100…200°С. Смысл этого нагрева — термическая активация диффузионных процессов.
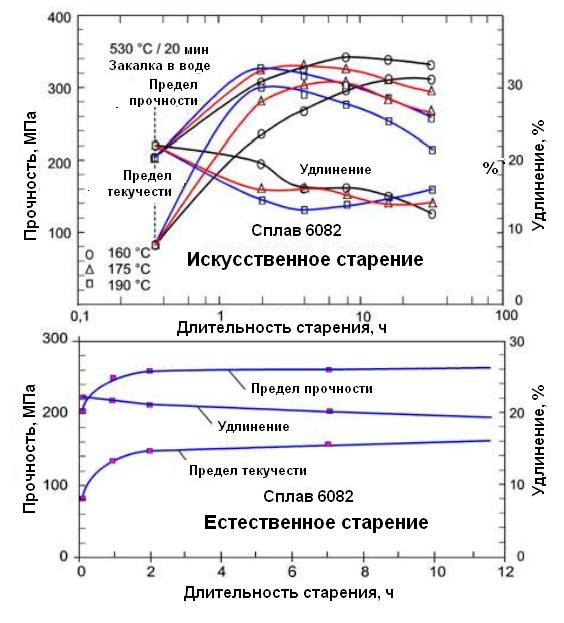
Выдержку закаленных алюминиевых сплавов в естественных условиях (при температуре окружающей среды), которая приводит к определенным изменениям структуры и свойств (прочность, как правило, повышается), называют естественным старением.
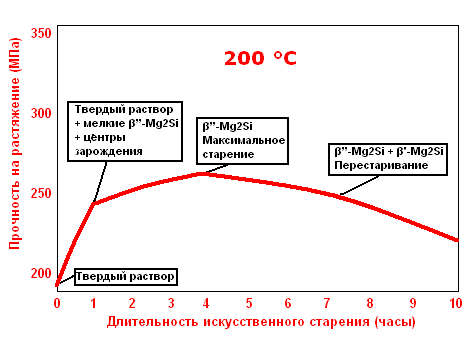
Нагрев закаленных алюминиевых сплавов до относительно невысоких температур (обычно в интервале 100…200 °С) и выдержку при этих температурах (в пределах от нескольких часов до нескольких десятков часов) называют искусственным старением.
Способность многих алюминиевых сплавов к старению при комнатной температуре обусловила возникновение применительно к алюминиевым сплавам термина «свежезакаленное состояние», т.е. состояние сплава непосредственно после закалки. Свойства алюминиевых сплавов в свежезакаленном состоянии могут значительно отличаться от их свойств спустя определенное время после закалки (в результате естественного старения). Естественное и низкотемпературное искусственное старение связано с тонкими изменениями структуры, которые не обнаруживаются в световом, а в ряде случаев и в электронном микроскопе. И только специальные методы рентгеноструктурного анализа позволили Гинье и независимо от него Престону описать механизм подготовительных стадий распада пересыщенного твердого раствора. Процесс распада пересыщенных твердых растворов, на примере наиболее изученных Al-Cu-сплавов, по мере повышения температуры нагрева или увеличения продолжительности выдержки при постоянной температуре развивается следующим образом.
1. В твердом растворе образуются субмикроскопические области — зоны с повышенным содержанием меди. Если, например, в твердом растворе содержится 4% Cu, а в химическом соединении 0 (АlСu), которое в конечном счете должно выделиться из твердого раствора, 52% Сu, то концентрация меди в зонах является промежуточной и возрастает по мере развития процесса. Эти зоны получили название зон Гинье-Престона (ГП). Зоны ГП в сплавах Al-Cu имеют пластинчатую форму и образуются на кристаллографических плоскостях (100). Зоны ГП — часть твердого раствора, их кристаллическая структура такая же, как и твердого раствора, но постоянная решетки несколько меньше из-за повышенной концентрации меди, атомный радиус которой меньше, чем алюминия. Для зон ГП характерны небольшие размеры (толщина 0,5…1,0 нм, диаметр 4…10 нм).
2. В твердом растворе образуются выделения промежуточной 9″-фазы, состав которых соответствует фазе Аl2Сu, Фаза 8″ с тетрагональной, отличной от м
Исправление дефектов
Газоэлектрическая сварка металлов является сложным технологическим процессом, в ходе которого возможно появление дефектов, не допустимых по условиям работы сварных конструкций. Необходимость исправлений дефектов определяют по результатам дефектоскопического контроля согласно техническим условиям на приемку сварных соединений.


Удаление дефектного участка шва следует производить в зависимости от размера сварного соединения пневматическим зубилом, шарошкой, шабером, но ни в коем случае не абразивным инструментом, так как абразив остается в металле шва и качество поверхности выборки получается неудовлетворительным.
Форма разделки дефектного места должна иметь плавный переход к окружающим участкам сварного соединения. Перед подваркой проводят дополнительный контроль дефектного места, чтобы подтвердить устранение дефекта. Подварку выполняют ручной или полуавтоматической сваркой с соблюдением всех требовачий подготовки деталей и материалов к сварке. После подварки производят окончательный контроль согласно техническим условиям на приемку сварных соединений. При сварке деталей из термически упрочняемых алюминиевых сплавов следует иметь в виду, что каждая подварка при исправлении дефектного участка шва приводит к снижению прочности сварного соединения из-за дополнительного разупрочнения металла в зоне термического влияния при повторных нагревах. Поэтому при сварке термически упрочняемых сплавов необходимо в каждом отдельном случае рассматривать вопрос о допустимости более чем однократной подварки или допустимости подварки вообще.
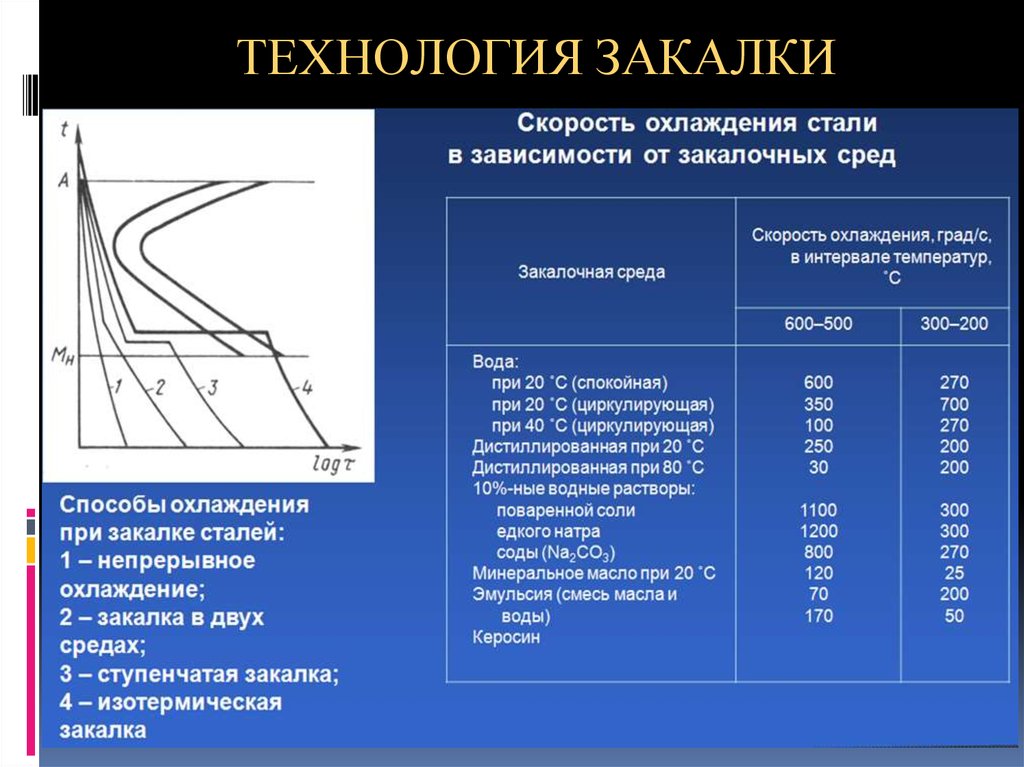
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
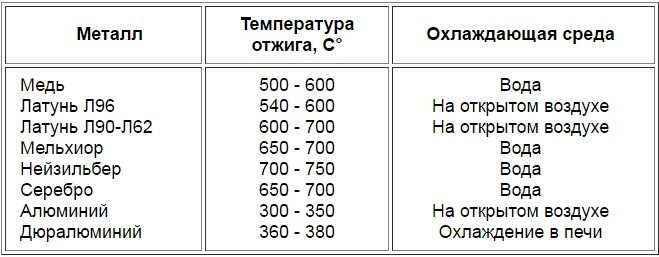
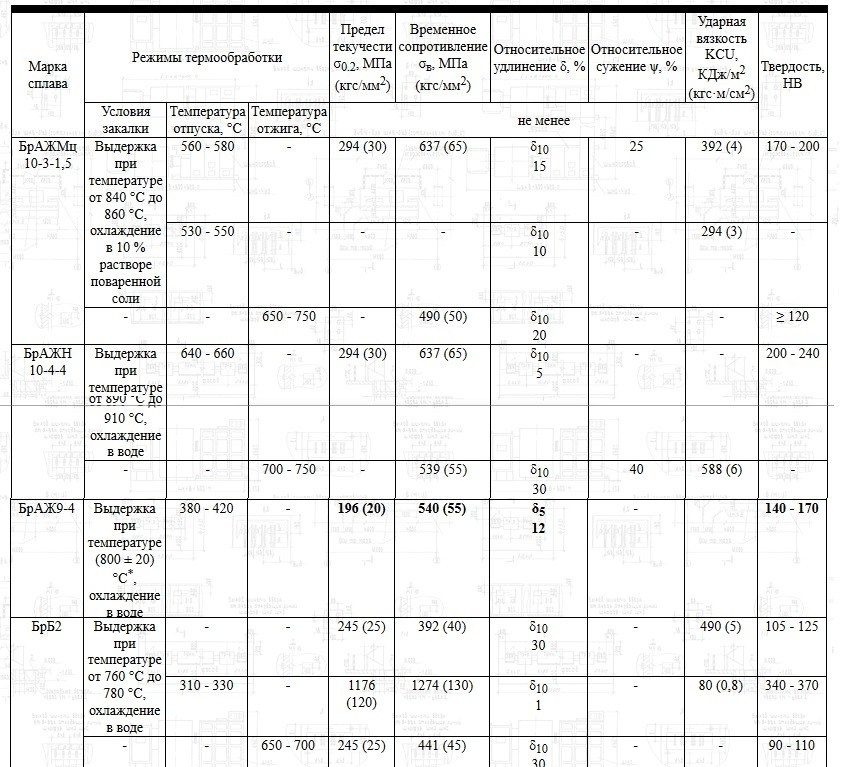
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен
О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).

Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
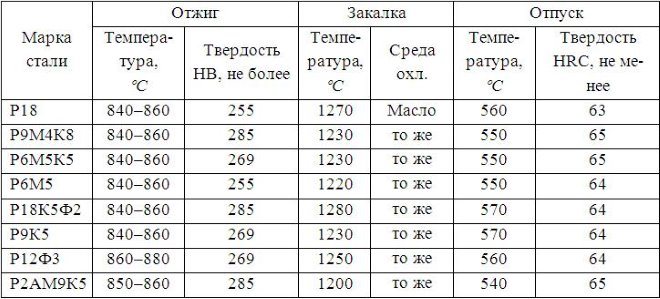
Режимы термообработки быстрорежущих сталей

Режимы термической обработки легированных инструментальных сталей
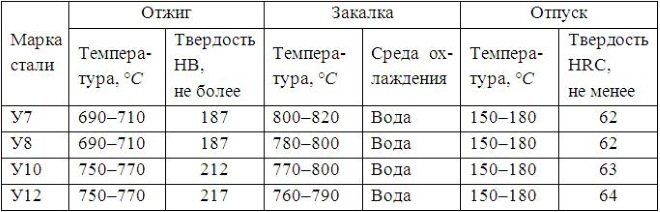
Режимы термической обработки углеродистых инструментальных сталей
Гомогенизационный отжиг алюминия
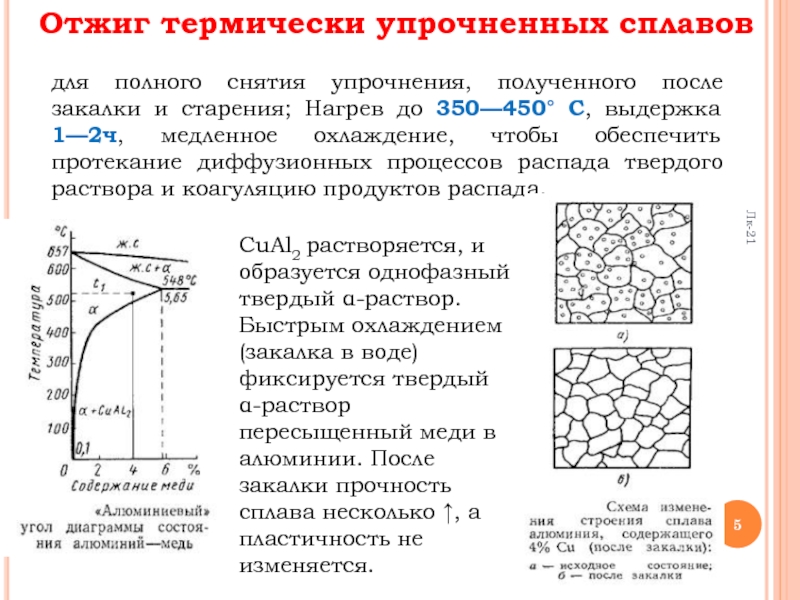
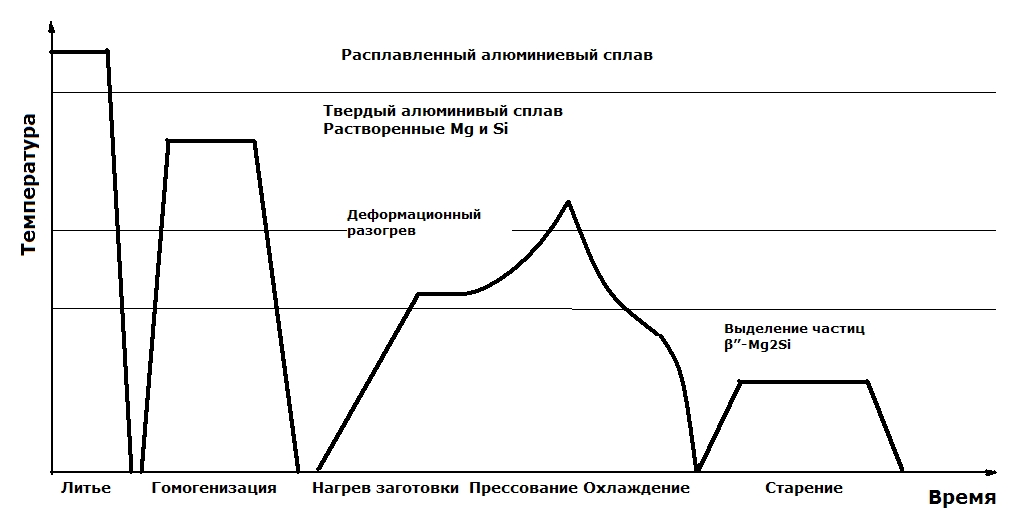
Этому виду отжига подвергают слитки, перед обработкой давлением, для устранения дендритной ликвации, которая приводит к получению неоднородного твердого раствора и выделению по границам зерен и между ветвями дендрнтов хрупких неравновесных эвтектических включений CuAl2 , Mg2Si, Al2CuMg (S-фаза), Al6CuMg4 (Т-фаза) и др. В процессе гомогенизации состав кристаллитов твердого раствора выравнивается, а интерметаллиды растворяются. В процессе последующего охлаждения интерметаллиды выделяются в виде равномерно распределенных мелких вторичных включений (рис. 159, б). Вследствие этого пластичность литого сплава повышается, что позволяет увеличить степень обжатия при горячей обработке давлением, скорость прессова ния и уменьшить технологические отходы. Гомогенизация способствует получению мелкозернистой структуры в отожженных листах и уменьшает склонность к коррозии под напряжением. Температура гомогенизации лежит несколько ниже неравновесного солидуса и для наиболее распространенных сплавов составляет 480—530°С Выдержка колеблется от 6 до 36ч. Охлаждение проводят на воздухе или вместе с печью.
Исправление дефектов
Газоэлектрическая сварка металлов является сложным технологическим процессом, в ходе которого возможно появление дефектов, не допустимых по условиям работы сварных конструкций. Необходимость исправлений дефектов определяют по результатам дефектоскопического контроля согласно техническим условиям на приемку сварных соединений.
Удаление дефектного участка шва следует производить в зависимости от размера сварного соединения пневматическим зубилом, шарошкой, шабером, но ни в коем случае не абразивным инструментом, так как абразив остается в металле шва и качество поверхности выборки получается неудовлетворительным.
Форма разделки дефектного места должна иметь плавный переход к окружающим участкам сварного соединения. Перед подваркой проводят дополнительный контроль дефектного места, чтобы подтвердить устранение дефекта. Подварку выполняют ручной или полуавтоматической сваркой с соблюдением всех требовачий подготовки деталей и материалов к сварке. После подварки производят окончательный контроль согласно техническим условиям на приемку сварных соединений. При сварке деталей из термически упрочняемых алюминиевых сплавов следует иметь в виду, что каждая подварка при исправлении дефектного участка шва приводит к снижению прочности сварного соединения из-за дополнительного разупрочнения металла в зоне термического влияния при повторных нагревах. Поэтому при сварке термически упрочняемых сплавов необходимо в каждом отдельном случае рассматривать вопрос о допустимости более чем однократной подварки или допустимости подварки вообще.

Холодная обработка: медь, свинец и алюминий
Обычные металлы весьма сильно различаются по своей степени и скорости деформационного упрочнения — наклепа или нагартовки. Медь довольно быстро наклепывается в результате холодной ковки, а, значит, быстро снижает свою ковкость и пластичность. Поэтому медь требует частого отжига, чтобы ее можно было дальше обрабатывать без риска разрушения.
С другой стороны, свинец можно обрабатывать ударами молотка почти в любую форму без отжига и без риска его разрушения. Свинец обладает таким запасом пластичности, который позволяет ему получать большую пластическую деформацию с очень малой степенью деформационного наклепа. Однако, медь хотя и тверже свинца, обладает в целом большей ковкостью.
Алюминий может выдерживать весьма большое количество пластической деформации в результате формовки молотком или холодной прокатки, прежде чем ему понадобится отжиг для восстановления его пластических свойств. Чистый алюминий наклепывается намного медленнее, чем медь, а некоторые листовые алюминиевые сплавы являются слишком твердыми или хрупкими, чтобы позволять большой наклеп.





