
MMA
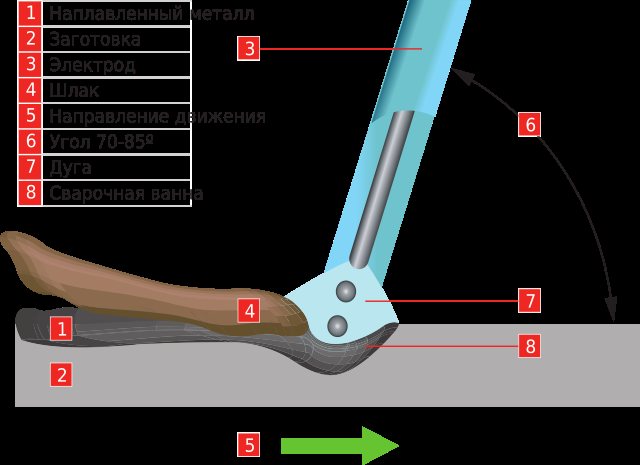
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой
Лучшие инверторы для ручной сварки ММА
В этом разделе представлены инверторные аппараты для самого простого типа сварки – покрытыми электродами.
Eurolux IWM190 – бюджетный вариант
4.9
★★★★★оценка редакции
89% покупателей рекомендуют этот товар
Смотрите обзор
Один из самых недорогих инверторов обеспечивает комфортное выполнение сварочных работ благодаря своему небольшому весу (3,7 кг), широкому диапазону токов от 10 до 190 А и функции Hot Start.
Устройство может работать без снижения эффективности с напряжением на входе от 140 до 260 В. Допустимый диаметр электродов 1,6-5 мм. На лицевой панели аппарата предусмотрены регулятор тока и индикаторы текущего состояния инвертора.
Достоинства:
- Защита от перегрузок;
- Широкий диапазон сварочных токов;
- Высокий коэффициент ПВ 70% на максимуме;
- Форсаж дуги;
- Стоимость чуть выше 4 тыс. рублей.
Недостатки:
- Короткие комплектные кабели (2 и 1,5 м);
- Требователен к качеству электродов.
Eurolux – инвертор начального уровня для небольших объемов сварочных работ. Он станет отличным помощником дачнику, пригодится в частном доме и гараже.
Fubag IQ200 – компактная и мощная модель
4.8
★★★★★оценка редакции
88% покупателей рекомендуют этот товар
Смотрите обзор
Новинка в модельном ряду сварочных инверторов немецкого производителя подойдет для выполнения большинства бытовых сварочных работ. У аппарата широкий диапазон регулировки токов от 20 до 200 А, есть встроенная система охлаждения и защита от перегрузок.
Приятно видеть в «домашнем» инверторе полный набор полезных функций: форсаж, антизалипание, горячий старт. Благодаря им можно с комфортом работать любыми электродами 1,6-5 мм.
Достоинства:
- Хороший набор функций;
- Компактный и легкий (3 кг);
- Стабильная работа при низком входном напряжении от 150 В;
- Высокий КПД за счет применения IGBT-транзисторов.
Недостатки:
- Сравнительно низкий коэффициент ПВ 40%;
- К регулятору тока в рабочих перчатках не подлезть.
Благодаря неплохому функционалу и честным характеристикам, IQ200 можно рекомендовать как профессионалам, так и новичкам. Но сам аппарат рассчитан только на краткосрочную работу с большими перерывами.
Ресанта САИ-220 – самый функциональный из «ручников»
4.7
★★★★★оценка редакции
87% покупателей рекомендуют этот товар
Смотрите обзор
ММА-инверторы «Ресанта» можно назвать лучшими по соотношению цены, функциональности и качества.
Горячий старт, антизалипание электрода и увеличенное пороговое значение сварочного тока в 220 А позволяют делать качественные швы и резку металла. При этом остается возможность длительной беспрерывной работы, а стабильность дуги сохраняется даже при низком входном напряжении.










Ресанта САИ-220 – самая простенькая модель в линейке и годится разве что для учебы сварочному делу. Но у нее есть компактный аналог 220К, отличающийся лишь меньшими габаритами и весом, а также более продвинутая вариация с маркировкой «ПН».
Этот аппарат уже имеет дисплей с крупными и яркими цифрами, да и с его настройками разобраться будет проще.
Достоинства:
- Крепкий корпус с защитой ip21;
- Широкий диапазон настроек токов (от 10 А);
- Стабильная работа при напряжении 140 В;
- Высокий ПВ – 70%.
- Кейс в комплекте.
Недостатки:
- Отсутствие функции форсаж;
- Плохо переносит переохлаждение.
Ресанта САИ-220 подойдет и начинающим сварщикам, и опытным мастерам – достаточно выбрать подходящую модификацию.
Искра MIG-305SP – гибрид 2-в-1
4.6
★★★★★оценка редакции
86% покупателей рекомендуют этот товар
Особенностями этого агрегата являются сравнительно невысокая мощность (6,4 кВт), а также раздельная регулировка напряжения дуги и сварочного тока в пределах 20-305 А, что весьма нетипично для моделей бюджетной ценовой категории. А главное – перед нами полноценный полуавтомат-гибрид с возможностью ручной сварки.
Сэкономить производитель решил на дополнительном функционале. «Искра» получила только самое необходимое для решения стандартных задач: кнопку быстрой заправки проволоки, индикацию перегрузки и возможность смены полярности в полуавтоматическом режиме.
Достоинства:
- Возможность работы без газовой среды в режиме ММА;
- Богатая комплектация вплоть до щитка и наколенников;
- Работа в непрерывном режиме – 60%;
- Невысокая для полуавтомата стоимость.
Недостатки:
Отсутствие быстроразъемного соединения горелки.
«Искра» – простой, но надежный инвертор, который подойдет для нерегулярного использования на даче или в гараже. Причем использовать его можно и как полуавтомат MIG, и как обычный ММА-прибор.
Лучшие сварочные полуавтоматы средней ценовой категории
В этой категории рейтинга будут рассмотрены полупрофессиональные модели с повышенными возможностями и уровнем качества, приличным диапазоном настроек, а также ценами от 30 000 рублей и выше. Чаще всего подобные агрегаты задействованы в частных мастерских, автомобильных сервисах, а также в быту с большим уровнем нагрузки. В среднем лучшие сварочные полуавтоматы средней ценовой категории выдерживают 4-6 часов работы в день.
Fubag Irmig 180 SYN (TIG, MIG/MAG, MMA)
В ходе создания такого аппарата производитель задействовал усовершенствованную технологию IGBT. Источником тепла выступает дуга между проволокой толщиной 1 мм и рабочим металлом, дальше поступает газ, образующий сварочную ванну. Главные преимущества модели – компактные размеры, небольшой вес. Целевое назначение обширное – ремонтные, обивочные работы в любых условиях. Разные защитные системы уберегают корпус от перегрева, скачков напряжения. Максимальный показатель тока – 180 А, мощности – 7000 Вт. Скоростная сварка обеспечена автоматической подачей проволоки.

Достоинства
- Заземленный кабель с зажимом;
- Металлический корпус;
- Высокая производительность;
- Скоростной режим работы;
- Нетребовательность к проволоке;
- Компактность.
Недостатки
Нет кейса для хранения.
Это одни из самых удобных, нетребовательных и компактных аппаратов в своем сегменте. При верной настройке он способен справиться с разными видами металла, демонстрируя неприхотливость к проволоке. Актуален он тогда, когда сварка выполняется регулярно и в разных условиях. Минусом можно считать разве что отсутствие чехла для размещения, в остальном нареканий от пользователей не поступало.
FoxWeld InverMIG 205 (TIG, MIG/MAG, MMA)
Такой аппарат отлично подойдет для гаражных работ, небольшого автосервиса. Даже при большом напряжении, малом токе он справляется с поставленными задачами. Его функционал заключается в нескольких видах работ – полуавтоматическая сварка MIG/MAG, аргоновая сварка TIG LIFT, а также дуговая ручная сварка MMA. В наборе идет сам инвертор, горелка к нему, ЗИП комплект, газовый рукав, зажим и заземленный кабель. Из важных характеристик стоит отметить толщину проволоки 1 мм, 100% продолжительность цикла, диапазон тока 30-160 А.

Достоинства
- Многофункциональность;
- Максимальный коэффициент постоянного включения;
- 3 типа сварки;
- Выносливость к разным условиям;
- Итальянская технология.
Недостатки
Не выявлено.
Одна из немногих моделей, к которой сложно придраться. При среднем ценнике производитель предлагает сразу 3 вида сварочных работ, что позволяет использовать агрегат в разных целях. Защитные функции отличные, что гарантирует длительный срок службы. Тем, кто скептически относится к китайской сборке, нужно знать, что производитель задействовал итальянскую технологию.
Лучшие электролобзики
BlueWeld Starmig 210 Dual Synergic (MIG/MAG)
Инверторный сварочный полуавтомат с электронной панелью, синергическим управлением, простым, понятным принципом действия. Целевое назначение – любые монтажные, кузовные работы со сталью, нержавейкой, алюминием и другими видами материалов, MIG пайка оцинковки. Максимальный порог мощности – 5000 Вт, диапазон тока – 20-200 А, диаметр проволоки – 1.2 мм.

Достоинства
- Высокое качество корпуса;
- Универсальность;
- Компактность;
- Долгий срок службы;
- Электронная панель;
- Выносливость низких температур.
Недостатки
- При сильной жаре возможен сбой;
- Цена.
Пользователи отмечают легкость в настройке, управлении за счет электронной панели. Система охлаждения отлично справляется со своими задачами. Исключением может стать сильная жара, у некоторых пользователей случались сбои. Минусом некоторые считают цену, но она оправдана итальянским качеством.










Технология сварки
Установите напряжение не более 30В. Оптимальное значение от 18 до 30В, подбирается индивидуально в зависимости от вашего сварочного аппарата
Также обратите внимание, что в большинстве случаев ваш сварочный полуавтомат не будет обладать функцией ручной регулировки скорости подачи проволоки. Это не поломка и не дефект, это необходимо для стабилизации горения дуги
Для профессионалов невозможность регулировать подачу проволоки вручную может стать проблемой, но поверьте, это очень удобно. Механизм подачи сложен и технологичен, он избавляет сварщика от лишних манипуляций и позволяет сконцентрироваться на работе.
Так, например, механизм подачи проволоки в полуавтомате для MIG/MAG сварки сам определяет, в какие моменты нужно замедлить или, наоборот, ускорить подачу, чтобы дуга была стабильнее. Также механизм обеспечивает защиту проволоки от плавления в горелку. С помощью такого механизма проволока никогда не прилипнет в горелке или к соединению при первой подаче. Также благодаря автоматическому механизму подачи можно выполнить импульсную сварку.
В большинстве случае MAG/MIG сварка будет выполняться с использованием обратной полярности и постоянного тока, поскольку такие настройки наиболее оптимальны. Но если вы обладаете достаточным опытом и готовы экспериментировать, то можете установить прямую полярность и переменный ток.
Также у более-менее продвинутых автоматов есть несколько режимов работы. Давайте разберем их подробнее:
- Режим «Short Arc». Подходит для работы с тонкими металлами, когда используется ток менее 200 ампер.
- Режим «Spray Arc». Это наиболее универсальный режим, используется при работе с проволокой диаметров более 1 миллиметра.
- Режим «Pulse Arc». Используется при работе с проволокой, имеющей большой диаметр. Идеально подходит для сварки стали и алюминия.
- Режим «Pulse on Pulse Arc». Подходит для создания исключительно эстетичных швов.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
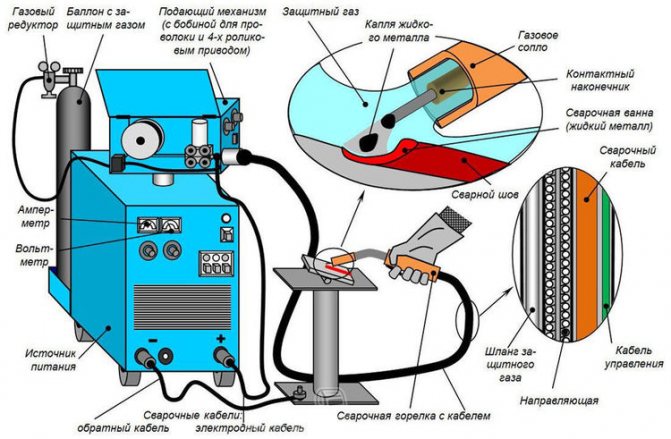
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок. В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Преимущества и недостатки
МАГ-сварка пользуется высокой популярностью среди многих профессиональных и начинающих сварщиков.
Повышенный спрос связан с наличием у данной технологии целого ряда положительных качеств:
- Процесс проводится в среде защитных газов, которые защищают сварную область от окисления. Газы предотвращают проникновение воздуха в рабочую область, они отлично изолируют сварную ванну от внешнего воздействия;
- Удобная эксплуатация. Сварка в защитных газах с использованием технологии MIG-MAG предоставляет возможность работать в любом положении;
- При проведении данной сварочной технологии можно визуально прослеживать процесс сварки, формировать сварное соединение и при необходимости можно править его;
- Сварка обеспечивает отличный результат. Сварной шов имеет ровную поверхность, в его структуре не наблюдается шлак. Это позволяет сэкономить время на проведении зачистки обработанной поверхности металла;
- Этот метод обладает высокой производительностью.
Важно! Дуговая сварка в защитном газе обладает уникальной особенностью — она позволяет создавать длинный шов без остановок и повторных разжиганий дуги. Именно использование технологии маг позволяет производить сцепление материалов данным способом
Однако у данного вида сварки имеются некоторые отрицательные качества. Для осуществления процесс требуется сварочный аппарат, который обладает громоздкими размерами. Его не получиться, просто так повесить на плечо, дополнительно с собой требуется брать газовый баллон и другие комплектующие компоненты.
Огромный аппарат и другие составляющие элементы не позволят просто переместиться с одного места на другое. Весь рабочий комплект необходимо будет устанавливать на рабочую передвижную тележку.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Как расшифровывается TIG, MIG, MAG
TIG сварка — расшифровывается как: Tungsten Inert Gas, сварка в среде инертного газа неплавящимся электродом.
MIG и MAG сварка — расшифровывается как: Metal Inert/Active Gas, то есть, дуговая сварка в защитной среде активного или инертного газов.

Полуавтоматический способ сваривания металлов признан самым эффективным и универсальным. Наибольшее применение он получил в промышленных целях, однако данный вид сварки зачастую используют и для бытового применения.










Всё благодаря тому, что на рынке появились мобильные инверторные полуавтоматы, которые кроме режима MIG и MAG, также способны поддерживать MMA сварку.
Возможности и режимы сварочного аппарата для MIG/ MAG сварки
Чтобы понять, что такое дуговая сварка в защитном газе плавящимся электродом и как проводится весь процесс стоит рассмотреть работу сварочного полуавтоматического аппарата. Устройство для MAG/MIG комплектуется специальной системой подачи, которая позволяет осуществить следующие условия:
- Она производит мягкий старт. Проволока в начале сварочного процесса выходит с низкой скоростью, она позволяет разжечь и стабилизировать дугу;
- После того как будет остановлена подача она защищает проволоку от ее вваривания в горелку. Также система останавливает подачу тока раньше, чем остановилась проволока;
- Предотвращает прилипание проволоки на начальном этапе сварки;
- Обеспечивает плавную регулировку и постоянный скоростной режим подачи;
- Осуществляет режим импульсного сварочного процесса;
- Система подачи может производить изменение полярности для порошковой проволоки.
Сварочная технология MAG/MIG осуществляется на обратной полярности – на электроде должен быть «+», а на изделии «-». Однако иногда в зависимости от вида свариваемых конструкций и типа металла может использоваться прямая полярность и переменный ток.

Рабочий процесс полуавтоматического сварочного аппарата может осуществляться в следующих режимах:
- Short Arc. Этот режим применяется при показателях тока ниже 200 А, подходит для тонких металлов;
- Spray Arc. Во время него показателя тока должны ровняться или быть больше 200 А. Используется присадочная проволока с показателем диаметра больше 1 мм;
- Pulse Arc. Сварочный процесс осуществляется при низких показателях тока и большом диаметре тока. Этот режим подходит для цветных металлов, нержавейки, алюминия, сложных сплавов;
- Pulse on Pulse Arc. При этом режиме используется двойной импульс с изменяемой силой тока. Отлично подходит для создания декоративных сварных соединений.
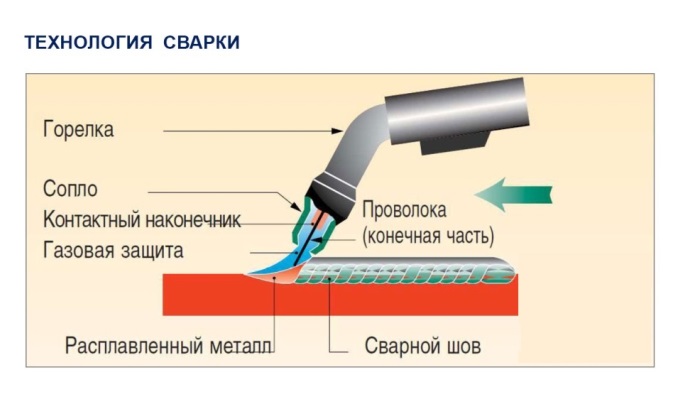
Технология
Принцип МИГ-сварки заключается в том, что происходит нагревание кромок соединяющихся металлов и припоя, они частично плавятся, образуя сварной шов. Но в обычных условиях выделившиеся газы привели бы к образованию в месте стыка трещин и пор. Кроме этого, наблюдалось бы разбрызгивание металла. Инертный газ не вступает в реакцию с жидким металлом и при этом он вытесняет водород, а окружающий воздух, в частности, кислород, не могут попасть в зону формирования шва.
Роль припоя играет проволока, он же является плавящимся электродом. Материал проволоки может быть различным. Он должен быть максимально схожим с материалом заготовок по своим химическим и физическим свойствам. Область, где локализуются расплавленные металлы, называется сварной ванной. Именно эта область защищается аргоном. После кристаллизации металла в ванне получается шов. Назначение активного газа при работе в режиме MAG такое же, как и инертного.
После того, как образуется дуга, плавильная проволока начинает поступать по направляющим к торцу горелки. Скорость подачи проволоки регулируется автоматически. В некоторых аппаратах предусмотрены функции, существенно облегчающие сварочный процесс и стабилизирующие дугу. Газ подается в горелку под давлением. Он обдувает зону шва, препятствуя появлению окисла на расплавленном металле.

Роль инертного газа можно понять, если сопоставить данный вид сварки со сваркой дуговой MMA. Только там покрытие электрода при сгорании дает защитную среду. При подключении электродов следует соблюдать полярность, так как она может быть прямой или обратной. Выбор полярности зависит от конкретных условий. В большинстве случаев сварка mig ведется постоянным током, но применяется и синусоидальный ток.
Напряжение холостого хода составляет 30-40 В. Сила тока регулируется в зависимости от диаметра проволоки, но решающее значение имеет толщина листа металла. На некоторых инверторах подача проволоки не регулируется, но это не считается отрицательным качеством, так как на подобных моделях предусмотрена функция автокоррекции дуги. Соответствие силы тока диаметру электрода для разного металла свое, поэтому точные значения рекомендуется брать из специализированных источников.
Обычно механизм подачи проволоки по своей конструкции достаточно сложен. Система подачи может иметь сразу несколько назначений.
- Она подает проволоку сначала с меньшей скоростью, а затем с большей. При небольшой скорости подачи удается зажечь и получить стабильную дугу.
- Чтобы не происходило залипание проволоки при остановке сварки, ток прекращается несколько раньше, чем останавливается проволока.
- В начале поджига дуги подается дополнительный импульс тока, исключающий возможность залипания.
- Система позволяет вести работы в импульсном режиме.
Помимо этого, само устройство может менять режимы работы. Режим Short Arc актуален при силе сварного тока, не превышающего 200 А. Здесь речь идет о сварке тонкого листового металла. В режиме Spray Arc ток превышает указанное значение, а проволока в диаметре составляет 1 мм и более. Для цветных металлов применим режим Pulse Arc.
Электроды для ручной дуговой сварки

Штучные электроды, применяемые для mma сварки, представляют собой металлические стержни, покрытые специальным составом, иногда называемым обмазкой. Функция покрытия заключается в следующем.
При зажигании электрической дуги, обмазка электрода, вследствие интенсивного разогрева обильно выделяет газы, вытесняющие кислород воздуха с места сварки, что предохраняет сварочную ванну от окисления. Это способствует образованию более качественного сварного шва.
Электроды для сварки различаются по диаметру, материалу стержня и составу покрытия. Эти факторы определяют их предназначение для работы с постоянным или переменным током, а также их применение при соединении различных материалов.





