
Виды инструмента
Инструмент для монтажа полипропиленовых труб можно условно разделить на:
- сварочные аппараты;
- клеевые пистолеты;
- труборезы;
- зачистки.
Сварочные аппараты
Сварочные аппараты бывают двух видов:
- Механический аппарат. Применяется, если необходимо соединить трубы большого диаметра или требуется большое усилие для совмещения стыков. Устройство:
- опорная рама;
- приборный блок;
- гидравлический привод.
Захваты из полуколец располагаются слева и справа. Между ними, для распределения давления и осуществления центровки, устанавливают вкладыши, внутренний диаметр которых соответствует наружному диаметру свариваемых труб.
Сварочный аппарат механический
- Ручной аппарат для сварки. Служит для сварки труб небольшого диаметра до 125 мм. Устройство:
- терморегулятор;
- плита нагрева с отверстиями, в которые устанавливаются насадки с антипригарным покрытием;
- комплект насадок для установки свариваемых элементов (попарно), тефлоновое покрытие не позволяет полипропилену прилипать к разогретой насадке.
Соединение с помощью ручного аппарата
Клеевые пистолеты
Применение пистолета упрощает работы по монтажу. Раструбное соединение с использованием муфт соединительных или других элементов можно производить, применяя клей для полипропиленовых труб. Преимущества термоклеевого пистолета:
- быстрота схватывания – от 1 до 3 минут;
надежность шва практически не уступает другим видам соединений.
Поверхности, подлежащие склеиванию, должны быть очищены от загрязнений и обезжирены.
Труборезы
Виды труборезов:
Ножницы прецизионные с трещоточным механизмом (для труб до 42 мм диаметром) обладают лезвием из стали с зубчатой рейкой.
Ножницы для полипропиленовых труб
Труборез роликовый с храповым механизмом. Труба вкладывается в с-образную выемку и при смыкании рукоятей отсекается лезвием, расположенным напротив. Резка должна проводиться строго под углом в 90о. Отклонение в процессе резки приводит к деформации линии реза или даже к поломке ножниц.
Труборез для полипропиленовых труб роликовый
- Труборез аккумуляторный с небольшим электромотором, обеспечивающим большую скорость резки.
- Труборез гильотинный, который служит для порезки труб большого диаметра.
При отсутствии трубореза можно воспользоваться обычной ножовкой по металлу или по дереву, но тогда торцы необходимо тщательно зачистить от заусенцев. Также при резке нельзя допускать деформации трубы.
Зачистки
Для систем горячего водоснабжения и отопления рекомендуется применять армированные полипропиленовые трубы. Трубы, армированные стекловолокном, в зачистке не нуждаются, так как сетка находится между слоев полипропилена, воды не боится и с фитингом не контактирует. Алюминиевая фольга, используемая для армирования, должна быть удалена из места стыка до сварки. Алюминий при контакте с водой может вызвать электрохимические процессы, что приведет к разрушению армирующей пленки. В случае внешнего армирования алюминий помешает процессу сварки полипропиленовых элементов. Поэтому трубы, армированные алюминиевой фольгой, нуждаются в зачистке. Виды инструментов для зачистки:
- ручные – со съемными, несъемными рукоятками или рифлением;
- насадки для дрели.
Ручные зачистки и насадка на дрель
При небольших объемах работ по зачистке и отсутствию опыта лучше воспользоваться ручным инструментом.
- Для наружного слоя применяют муфты с ножами изнутри (материал – сталь инструментальная), так называемые шейверы. Диаметр инструмента подбирается под диаметр зачищаемой трубы. Часто используются двусторонние муфты, позволяющие выполнять работу с трубами двух различных диаметров.
Шейвер для полипропиленовых труб
- Для внутреннего слоя используют торцеватели. Ножи расположены с внутреннего торца. Нужно просто вставить трубу в инструмент, несколько раз провернуть и можно производить сварку.
Торцеватель для полипропиленовых труб
Удалять внутренний слой быстрее, ведь требуется снятие около 2 мм фольги. При снятии наружного слоя необходимо снимать около 2 см.
Насадка на дрель
Насадки на дрель отличаются от ручных зачисток стальным стержнем для установки в дрель, шуруповерт или перфоратор. Служат для удаления как внешнего, так и внутреннего армирующего слоя (расположение ножей определяет вид удаляемого слоя).





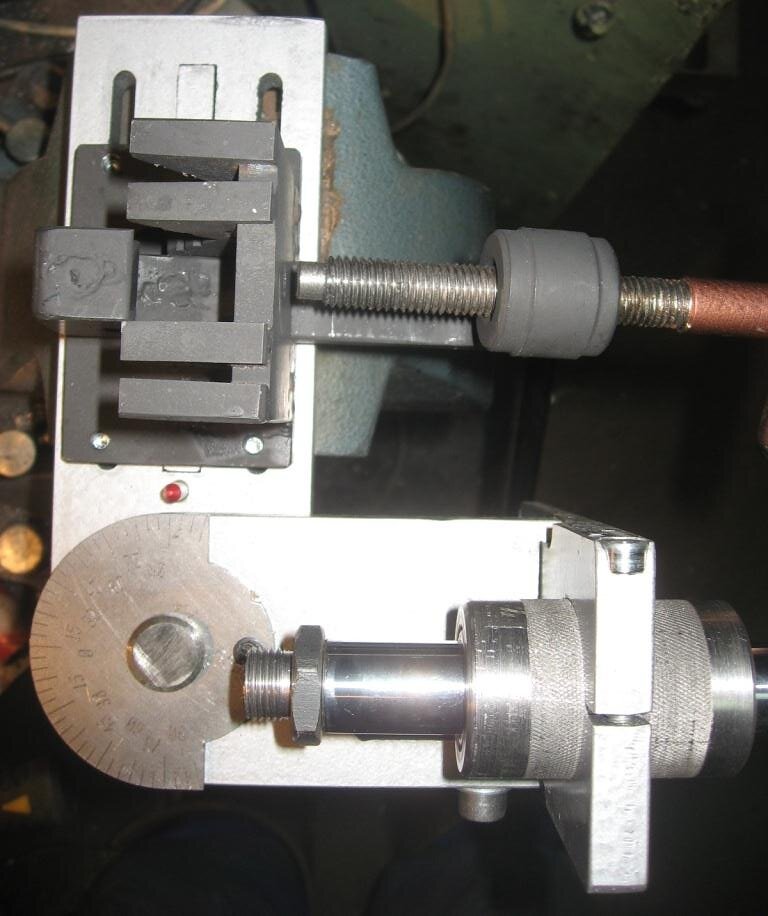
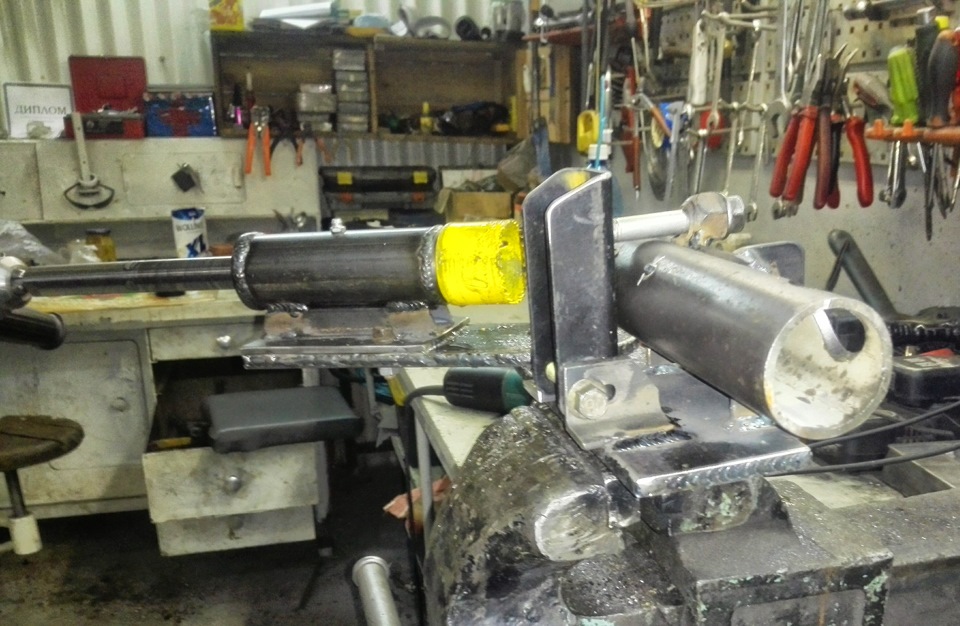
Принцип действия торцевателя для металлических труб
Основная задача, которую выполняет любой торцеватель, заключается в минимизации зазоров, что возникают при подгонке различных элементов ручным способом. Стоит понимать, что они появляются в любом случае, каким бы профессиональным и опытным не был мастер. Также дополнительно торцеватели позволяют сделать сварное соединение труб эстетичным во внешнем его виде.
Специалисты отмечают, что в зависимости от угла взаимного наклона, а также диаметра труб, их соединение может происходить по параболической, дуговой и прямой линии. Именно поэтому, осуществляя только лишь анализ имеющейся ситуации, невозможность четко определить, какое конкретно сопряжение будет наиболее удачным. Данную программу обычно решают при помощи программного 3D-моделирования. Для этого используют всем известные и популярные программы, такие как КОМПАС и AutoCAD. Но на практике их применение довольно узкое ввиду того, что для работы с ними нужно иметь соответствующие знания и оборудование.
Когда происходит серийное производство труб, то в таких случаях используется специальный фрезерный станок, оснащение которого является делительная головка. Такой метод имеет весь хорошую точность выполнения, но подобное оборудование в домашних условиях практически ни у кого не встречается.
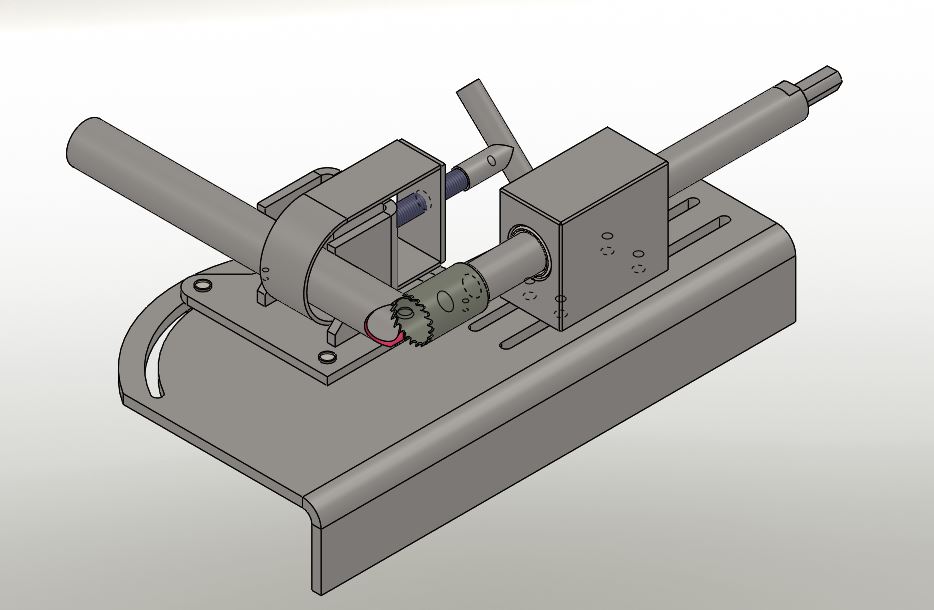
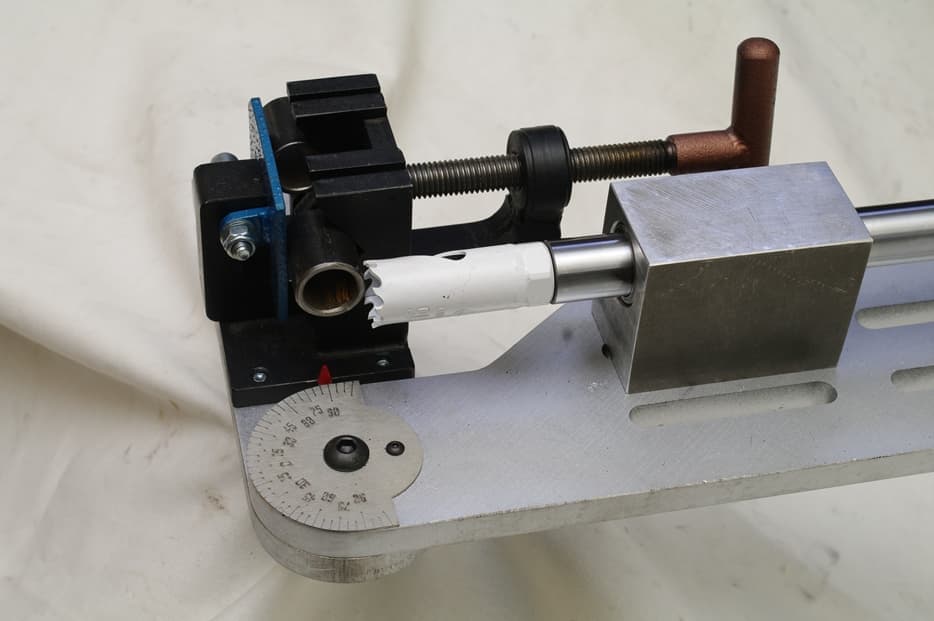
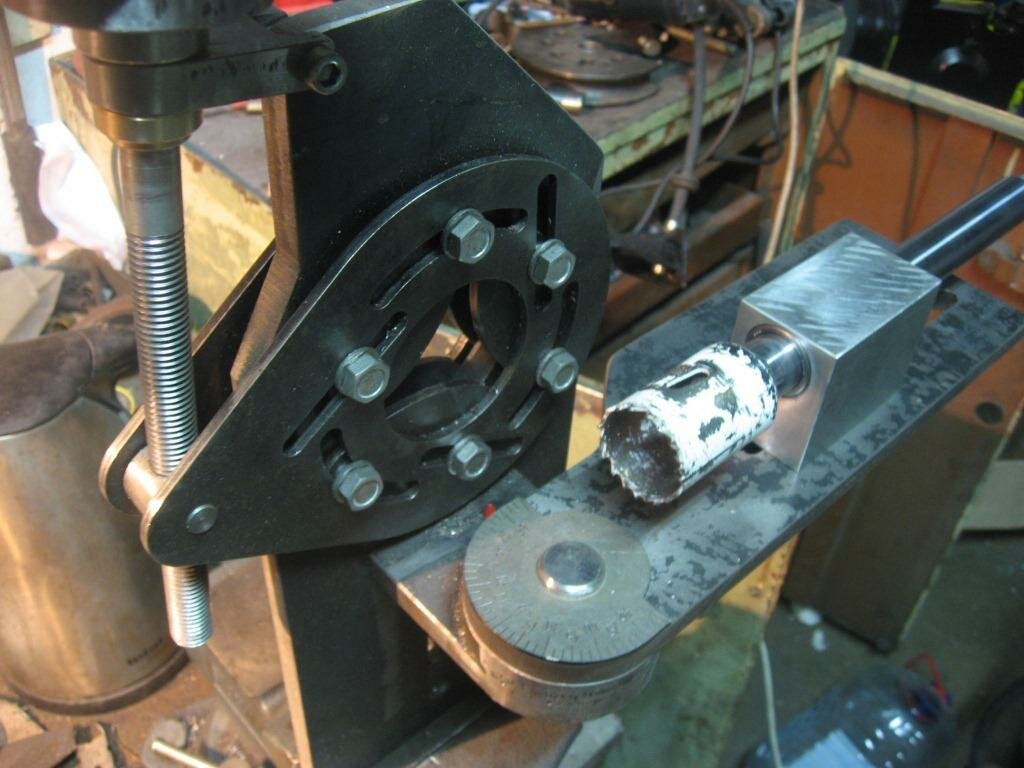
В это же время в качестве альтернативы используется обычная мощная дрель (до 1000 Вт) и корончатая резьба. Данный способ также позволяет отшлифовать торцы труб соответствующим образом. Обычный торцеватель для труб состоит из нескольких важных элементов, которые и влияют на его эффективность использования.

Среди них специалисты выделяют такие:
- Вал. На одном его конце расположено посадочное место для патрона дрели, а на втором — посадочная зона под корончатую фрезу;
- Узел с подшипниками. В нем вращается вал, вследствие чего он получает необходимую жесткость;
- Корпус. Иногда на нем располагаются тиски для осуществления зажима трубчатой головки;
- Поворотное приспособление. Оно создано для того, чтобы в конкретных условиях расположить заготовку под тем углом, который является необходимым;
- Регулировочный винт. Он позволяет откорректировать настройки приспособления.
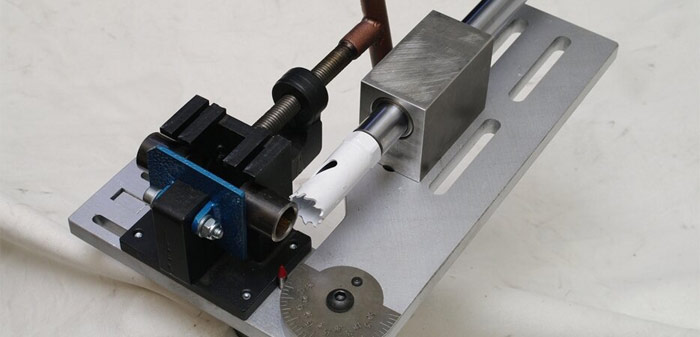
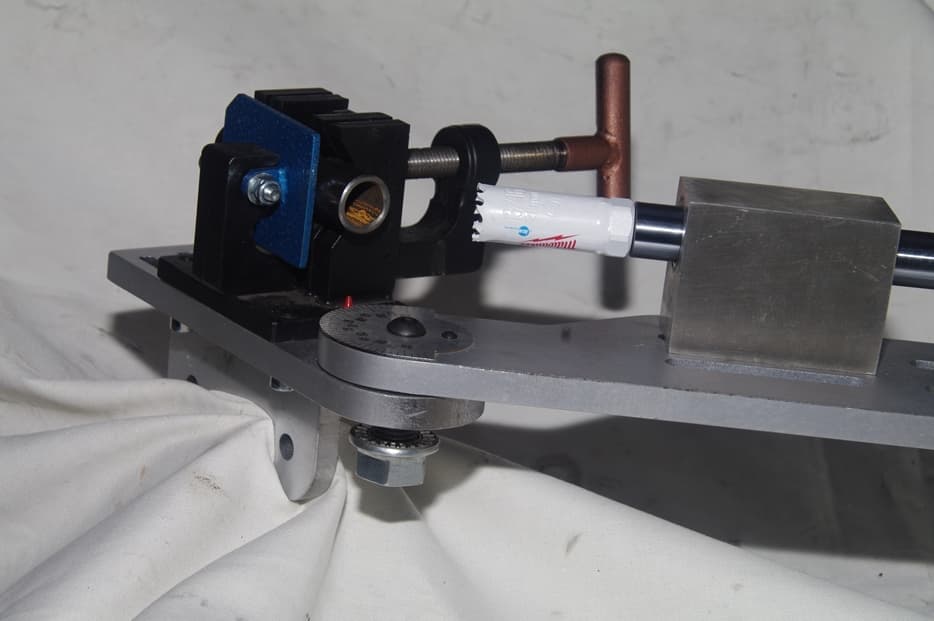
Торцеватель для металлических труб позволяет осуществить сопряжение изделий, диаметр которых находится в пределах от 6 до 75 миллиметров. Этого в большинстве случаев является достаточно. Изменение углов находится в диапазоне от 45 до 2100. При этом чаще всего корончатая фреза в комплект инструмента не входит. Ее необходимо приобретать отдельно.
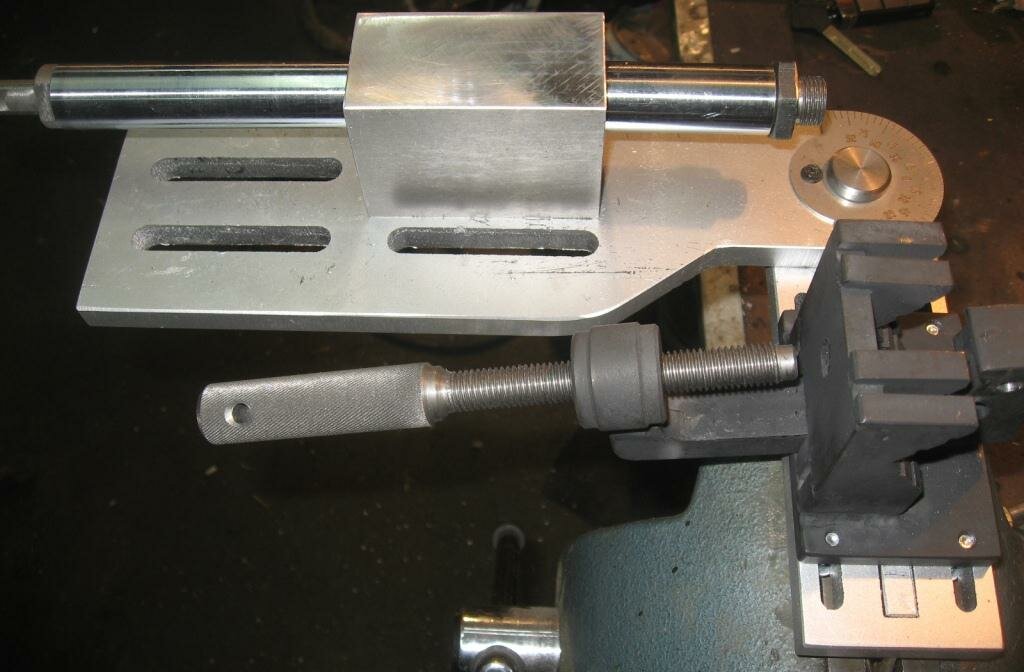
При работе с длинными трубами
Для того чтобы обработать длинные трубы, нужно использовать ручные торцеватели, имеющие цепной зажим. Короткие же изделия требуют всего лишь совмещения в одном узле опорной и направляющей части устройства. Для того чтобы обеспечить при работе должный уровень безопасности, используются стопорные кольца. Они предназначены для того чтобы ограничить продольное перемещение вала.
Будет интересным: Как самостоятельно устранить шум и гул в трубе водоснабжения
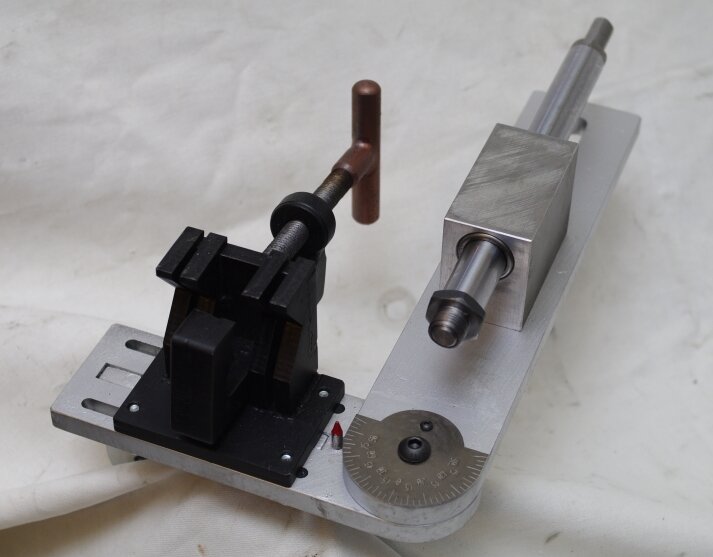
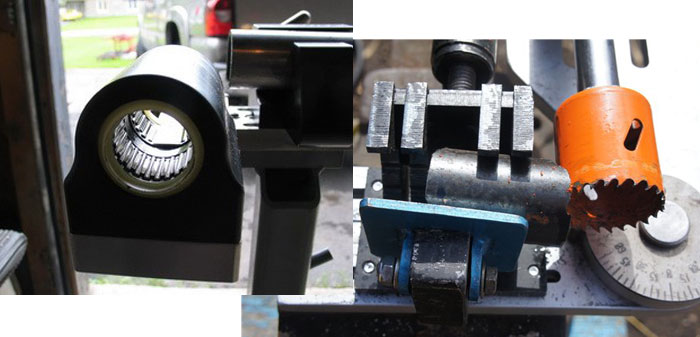
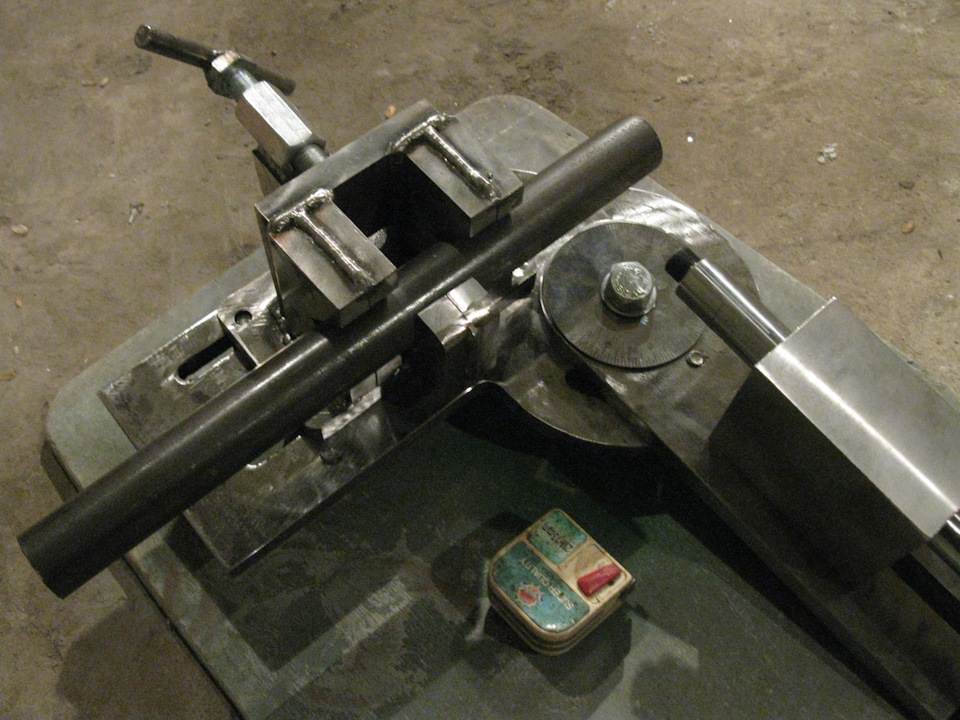
Считается, что в плане своей конструкции наиболее сложной деталью торцевателя считается вал. Связано это с такими факторами, как:
- Вал должен перемещаться в продольной плоскости только лишь в соответствии с врезанием фрезы в металл трубы;
- Во время фрезеровки происходят вибрации, которые связанны с довольно резким колебанием вращающегося момента базового электрического инструмента.
Вследствие вышеперечисленных причин производитель изготавливает вал полированным. Также данный элемент имеет скользящую посадку. Применяемые в нем подшипники относятся к игольчатому типу. Вследствие этого они допускают компенсирование, как осевых, так и радиальных нагрузок.
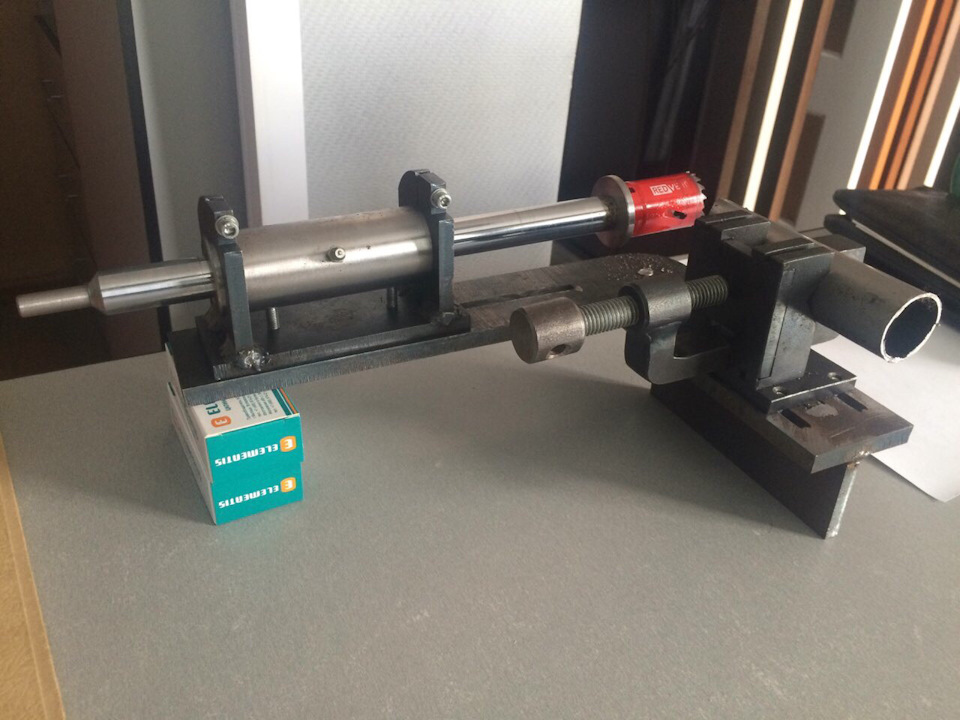
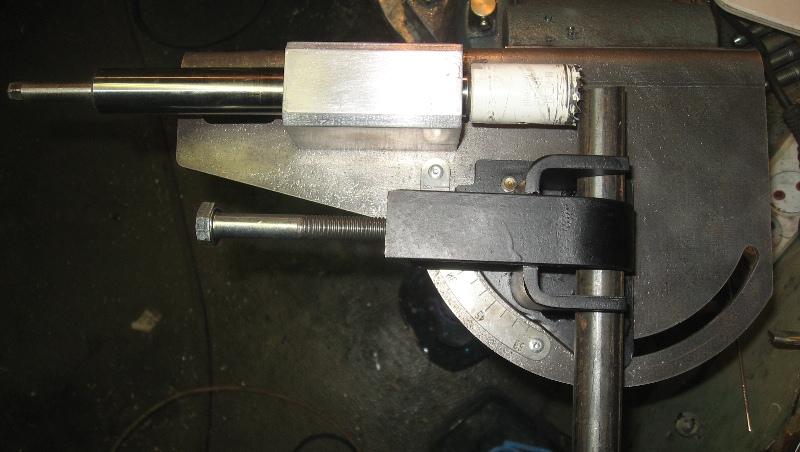
Стоимость торцевателя по металлу может быть разной. Зачастую цена находится в пределах от 8 до 50 тысяч рублей. Стоит отметить также то, что практически все торцеватели для труб изготовляемых типов, являются весьма компактными. Они могут закрепляться прямо в патроне токарного станка. Таким же образом крепится и электрическая дрель. Если нужно обрабатывать трубы с малым диаметром, то приспособление можно упирать во что угодно.
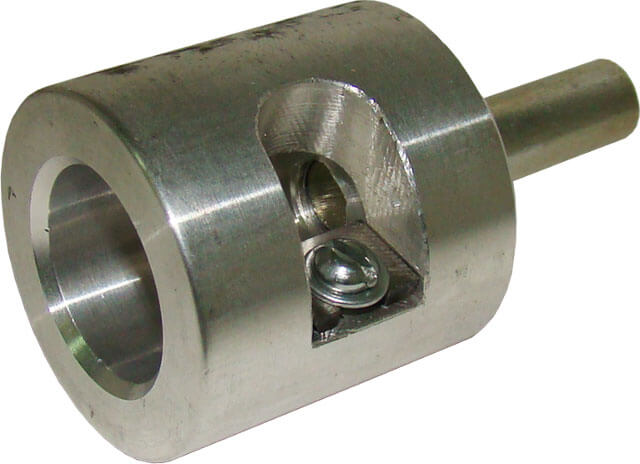
Размеры и стоимость
Сегодня в продаже можно встретить большое количество разновидностей инструментов, не исключением является и торцеватель. Стоимость данного инструмента варьируется от 300 рублей и до 1000. Разумеется, можно найти товар и по более высокой цене. Выбирая инструмент, необходимо внимательно осмотреть его состояние. Не должно быть никаких повреждений и заусенцев. Любой изъян может повредить трубу при ее помещении в торцеватель, или же труба может не войти в него вовсе. Не менее внимательно следует относиться к состоянию лезвий
Важно, чтобы они были изготовлены из стали, более мягкий материал может повредиться при контакте с алюминием или же не прорезать его
В продаже можно найти и сменные лезвия для инструмента. Разумеется, со временем и при частом использовании они могут придти в негодность. Заменить лезвия куда проще, чем покупать новый инструмент. Наибольшей популярностью сегодня пользуются торцеватели, предназначенные для труб следующих размеров:
- 20/25 мм;
- 32/40 мм;
- 50/63 мм.
Стоимость товара напрямую зависит от его размера. Так, торцеватель для небольших труб будет стоить гораздо дешевле, нежели аналог, предназначенный для труб с размерами 50/63 мм.
Полипропиленовые трубы за счет эксплуатационных параметров, эстетичного внешнего вида и удобства сборки, часто применяются в монтаже инженерных коммуникаций.Благодаря технологии армирования увеличивается надежность и долговечность труб при сохранении всех технологических характеристик полипропилена, трубы по своим качествам не только сопоставимы с металлическими, но и превосходят их.
Однако для длительной и надежной эксплуатации системы трубопроводов необходима правильная обработка, зачистка концов при соединении.
Армированная труба представляет собой изделие с тремя слоями: двумя полипропиленовыми и одним усиливающим. Конструктивная армирующая оболочка обеспечивает сохранение прочности в случае резких температурных изменений.
Такой показатель – как коэффициент температурного удлинения на 6 % выше у труб с алюминиевым армированием, что увеличивает долговечность и надежность трубопровода, в котором используются армированные трубы.
Присутствие алюминиевого слоя в полимерной трубе позволяет поддерживать высокие температуры и предотвращает разрыв коммуникаций в системе. Температурные скачки компенсируются за счет гибкости армирующей основы. Армирование выполняется двумя способами:






- С помощью стекловолокна.
- С помощью алюминиевой фольги.
Выпускаются армированные изделия как с цельным полотном алюминиевой фольги, так и в виде сетки с перфорациями. Вязкий полимер протекает через алюминиевые отверстия, и создает прочное сцепление с защитным слоем, увеличивая надежность трубных изделий даже при повышенных высокотемпературных нагрузках.
§ 3. Торцовка и подготовка концов труб. Головка для зачистки труб под сварку.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
Процесс подготовки торцов трубы заключается в удалении заусенцев и обработке кромок после обрезки.
В зависимости от последующей операции различают обработку торцов: под развальцовку и зиговку; с технологическим припуском; под сварку и пайку.
При обработке торцов под развальцовку и зиговку обрез торца должен быть выполнен под углом к оси, не иметь резких переходов, рисок и шероховатостей. Обработка торцов с технологическим припуском заключается в снятии заусенцев.
При обработке труб под сварку и пайку должны быть соблюдены требования, предъявляемые к соединению свариваемых и паяемых поверхностей.
Торцовку прямых и изогнутых труб проводят и специальными зенкерами. Торцовку труб под сварку, развальцовку и другие операции проводят также трубозачистной головкой (рис. 125). Концы трубы зачищают одновременно снаружи и внутри на длине 10- 15 мм для алюминиевых сплавов и не менее 15 мм для сталей.
Рис. 125. Головка для зачистки труб под сварку:
1,8 — абразивные камни, 2 — корпус, 3, 9 — рычаги, 4 — болт, 5 — контргайка, 6 — пружина, 7, 10 — оси, 11 — ушки
К корпусу 2 головки с помощью ушек 11 и осей 10 прикреплены два рычага 9 для зачистки наружной поверхности трубы. На одном конце каждого рычага расположен грузик, на другом — прямоугольное гнездо для абразивного камня 8. В проушины корпуса перпендикулярно к этим рычагам прикреплены еще два рычага 3, соединенные между собой осью 7. На концах этих рычагов также расположены грузики и абразивные камни 1.
Эти рычаги с камнями служат для зачистки внутренней поверхности трубы. Трубозачистную головку можно установить на любой токарный станок. Она крепится к шпинделю болтами 4, контргайками 5 или зажимается в кулачках патрона. При соответствующей скорости вращения головки центробежная сила разводит концы рычагов с грузиками, растягивая пружины 6, другие концы рычагов сходятся, и камни прижимаются к наружной поверхности трубы.
Рычаги устроены так, что под действием центробежной силы расходятся не только концы, имеющие грузики, но и концы с камнями, при этом камни прижимаются к внутренней поверхности трубы. Труба закрепляется неподвижно и при вращении головки производится зачистка абразивными камнями конца трубы. Сила прижатия камня к поверхности трубы зависит от частоты вращения головки и массы грузиков. Затем концы труб полируют.
Кроме описанных вариантов, торцовку производят на специальных станках фасонными резцами и специальными шарошками. Ручная торцовка осуществляется в единичном и мелкосерийном производстве слесарным способом. В неответственных случаях допускается ручная зачистка шкуркой. Контроль перпендикулярности плоскости торца относительно оси трубы осуществляется угольником.
Перейти вверх к навигации
Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.

Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.

Муфты ПНД для труб: компрессионные, сварные, элестросварные, переходные,соединительные, защитные, что это и различия в установке ПНД муфта (фитинг из полиэтилена низкого давления) — это крепёжное устройство, служащее для соединения труб. Изготавливается из полиэтилена методом прессования под большим давлением. Используется при…
С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:
Объемный способ
Еще один интересный способ аппликаций, создающий бархатные фигурки, — это так называемый «метод объемного торцевания». Делается он на пластилине. Нарезаются те же квадратики заготовки, только клея теперь не нужно. Достаточно слепить нужную фигурку из пластилина и начать вонзать по очереди торцовочки палочкой в поверхность.








В результате получаем объемные поделки:
Эти все поделки можно делать группой людей, создавая работы большего объема, например, крупные полотна пейзажей, рамки для фотографий, игрушки-украшения. Рукодельницы таким способом делают предметы декора интерьера. Если до этого момента такая аппликация выглядела, как детская забава, то создание таким способом цветочных шаров и топиариев завораживает своим волшебным легким видом.
Торцевание топиария также делается с помощью бумаги или салфеток.
Шар, в крайнем случае, можно скрутить из старых газет и обмотать нитками, вырезать из пенопласта. Шар сначала нужно заклеить слоем салфетки, чтобы на него потом клеились наши трубочки из бумаги, затем декорируется в технике торцевания гофрированной бумагой сверху вниз. Торцовки при этом вырезаются большего размера, так ваше изделие будет пышные и воздушнее.
Статья по теме: Пирог из готовых коржей. Быстро и вкусно!
Вальцовка для труб

Развальцовочный инструмент ТЕХРЕМЭКС для вальцовки труб теплообменников и конденсаторов имеет свой собственный идентификационный номер, в котором указаны наиболее значимые параметры.
Например :
| 1 | БР | 17Т | 40 | 80 |
| Тип обоймы | Тип инструмента | Типоразмер | Рабочая длина | Максимальная глубина вальцевания |
Рассмотрим выбор инструмента по отдельным параметрам.
Без индекса
Вальцовка труб проводится с использованием универсальной обоймы с упором в торец трубы. Требует предварительной относительно точной установки высоты выступания трубы над плоскостью трубной решетки. При введении инструмента необходимо следить, чтобы не «утопить» трубу.
Хорошо подходит для комбинированных соединений с обварными трубами и для развальцовки труб во второй решетке после их торцовки.
С индексом 1
Обойма с упором в решетку и фиксированной глубиной проточки 2 мм. Если необходим другой размер, то указывается дополнительно.
Эта обойма отлично подходит для закрепления труб в первой решетке, обеспечивая одинаковое выступание концов труб. При этом чрезмерно выступающую трубу можно протолкнуть вперед до упора обоймы в решетку, а недостаточно выступающую вальцовка вытянет до упора в проточку (в определенных пределах).
Если технология сборки теплообменника предполагает торцовку концов труб со стороны второй решетки до вальцовки, или трубы точно порезаны в размер, то этот тип обоймы хорошо подойдет и в этом случае.
С индексом 2
Обойма с упором в решетку и глубокой проточкой. Применяется для закрепления второго конца трубы,позволяя «натянуть» трубу, дав ей возможность вытягиваться наружу.
Это снимает необходимость в точном отрезании трубы перед развальцовкой. При этом глубина развальцовки,измеряемая от решетки, будет всегда одинаковая.
Выбор типа обоймы зависит от применяемого технологического процесса сборки теплообменного аппарата.
Если к глубине развальцовки предъявляются особые требования, то следует отдавать предпочтение обоймам с упором в решетку, то есть тип 1 или тип 2.
Тип Б
Вальцовка для труб типа Б — Этот тип вальцовок выпускается для самых распространенных типоразмеров труб.
Конструкция выполнена по принципу минимальной достаточности, то есть рассчитана на один пояс развальцовки плюс отступ от сварного шва при необходимости. Увеличенная конусность веретена ( 1 : 20 ) позволяет за меньшее количество оборотов достигнуть необходимой раздачи.
Если по параметрам развальцовки этот инструмент вам подходит, то тип Б — лучший выбор по соотношению цена-качество.
Тип БР
Вальцовки для труб БР с регулируемой глубиной вальцевания предназначены для закрепления труб с внутренним диаметром от 12 мм до 46 мм. Этот тип инструмента имеет более длинный ролик и увеличенную глубину вальцевания. Для большинства типоразмеров глубина рассчитана на два пояса развальцовки.








Тип БУ
Конструкция вальцовок БУ аналогична БР. Главное отличие — увеличенная глубина вальцевания. Серийно выпускается инструмент различной глубины. Самые распространенные размеры : 125 ; 180 ; 250 мм.
Тип АР
Во время работы развальцовочный инструмент сильно нагревается, что может привести к преждевременному выходу из строя по причине разрушения поверхностного слоя роликов и веретена. Стандартная рекомендация — принудительное охлаждение вальцовки после закрепления нескольких труб или замена на другую.
Но есть и другой вариант — применение охлаждаемого инструмента. Развальцовочные установки МЭР-11 и МЭР-16 ТЕХРЕМЭКС комплектуются блоками охлаждения, в которых воздух из пневмосети смешивается с небольшим количеством станочной эмульсии.
Эта воздушно-капельная смесь подается через узел охлаждения внутрь корпуса инструмента непосредственно в зону трения веретена и роликов. Происходит охлаждение и смазывание инструмента.
Вальцовки АР — это вальцовки для труб БР с узлом охлаждения и более длинным веретеном. Наибольшую эффективность АР показывают на трубах до 25 мм, где развальцовка ведется на высоких скоростях с большим выделением тепла.
Способы зачистки
Разновидность армирования полимерного изделия влияет на метод зачистки изделий. Вариант выбирается в зависимости от расположения укрепляющего слоя в стенке трубной продукции.

Армирование
Ведь полипропиленовый трубопрокат выпускается не только с внутренним, но и с наружным усилением. Поэтому для обработки торцов применяются различные приспособления.
Внешнего слоя
Когда армирующий слой располагается снаружи, качественную пайку можно создать только после расплавления и зачистки усиливающего материала. Пренебрегать процессом предварительной обработки торцов труб не нужно, так как даже после нагрева алюминиевая фольга не сможет соединиться со слоем полимера.
Поэтому получится не герметичный стык. Зачистка верхнего слоя проводится на глубину, достаточную для надежного сцепления пластика. Часто осуществляется при использовании муфт.
Внутреннего слоя
Зачистка фольги из алюминия внутри стенки трубы проводится, чтобы предотвратить взаимодействие металлического слоя с водной средой. Операция выполняют для исключения образования электрохимических процессов. Поэтому слой из алюминия не разрушается на участках, где выполняется пайка.
Процесс зачистки
Рекомендуется неопытным людям выполнять зачистку при помощи ручных устройств. Процесс осуществляется легко и быстро даже без специальных навыков. Главное выполнять рекомендации специалистов.
Перед зачисткой сначала нужно подобрать муфту подходящего диаметра в соответствии с сечением армированной трубы. Затем инструмент надевается на торец трубной продукции. Потом выполняется 2-4 оборота приспособления.
Простые действия в большинстве случаев позволяют получить ровный срез, глубина которого будет составлять примерно 2 мм. Работа обычно проводится одним человеком. При этом не надо пользоваться дорогим инструментом.
Соединение с вентилями, смесителями и фильтрами
В большинстве случаев соединения полипропиленовых труб с упомянутыми изделиями и приспособлениями осуществляются резьбовым способом. Если для монтажа используются накидные гайки, то герметизация в них достигается за счёт наличия внутри прокладок из резины; в противном же случае резьбовому соединению требуется дополнительная подмотка из льняной пряди с пропитками, сантехнической нити, фум-ленты, пакли и т. д.

Само осуществление резьбовых соединений потребует наличия разводного или гаечного ключа, либо набора рожковых ключей различного размера.
Перечисленный комплект инструментов является достаточным при монтаже полипропиленовых труб в домашних условиях, и если они есть под рукой, вполне можно браться за сборку домашнего водопровода собственными силами.
Способы и технология зачистки
Приступая к монтажу армированных труб, необходимо предварительно подобрать инструмент для зачистки. Это могут быть, как ручные, так и механические приспособления.
Инструменты для работы
Зачистка из пропиленовых труб выполняется либо с помощью ручных приспособлений, либо посредством механических насадок. Выбор определяется навыками исполнителя, опытом и масштабом работы.

Когда работа выполняется впервые, то правильнее будет остановиться на ручных инструментах. Это позволяет контролировать процесс и выполнить зачистку более точно. Механические приспособления применяются чаще для выполнения более масштабных объемов работы.









Чтобы получить ровный, обработанный срез, для зачистки рекомендуется выбирать приспособления из нержавеющей стали, изготовленные методом опрессовки.
Для ручной зачистки применяются двухсторонние инструменты, что позволяет осуществлять зачистку труб разных диаметров. Для удобства в работе предусмотрены съемные ручки.
Потребуются инструменты:
- Карандаш для нанесения разметки уровня слоя, который нужно убрать;
- Ножницы или резак. С их помощью отрезается участок трубы;
- Калибр с зенкером. Калибр помогает восстановить геометрию трубопровода, ровняет место среза, а зенкер делает фаску и убирает лишние заусенцы;
- Кондуктор или трубогиб. Если необходимо делать по проекту углы поворота, то с помощью таких механизмов, труба гнется под определенным радиусом;
- Зачистные муфты. Чтобы убрать металлическую оболочку на трубу надевается муфта. И при ее повороте, находящиеся посредине лезвия убирают внешний слой алюминия. Съемные ручки делают этот процесс быстрым и аккуратным;
- Торцеватель. Лезвия находятся во внутреннем торце приспособления. Идеальный срез получается после нескольких оборотов торцевателя по трубе. Его лезвия убирают средний слой внутри трубы. Процесс выглядит так: надевается торцеватель, делается несколько оборотов, и можно сразу приступать к пайке. Пользоваться торцевателем можно для обработки обычной пластиковой трубы без усиливающего слоя;
- Шейвер. Бывает разным по калибру, в зависимости от диаметра трубы. Обработка выполняется при помощи дрели, на которую вместо биты устанавливается насадка. При этом обороты дрели необходимо тщательно контролировать. Насадки удаляют, как внутренний, так и наружный слой фольги. Выбирать насадку следует в соответствии с типом армирования трубы. После обработки шейвером, можно к дальнейшей работе.
Способы зачистки
Способы зачистки различаются в зависимости от способа армирования, и, соответственно, от того, где располагается укрепляющий армированный слой: снаружи или внутри. Каждый способ зачистки выполняется разными инструментами.
Зачистка внешнего слоя
Если усиление трубы идет за счет нанесения внешнего армирующего слоя, соединение с помощью фитингов возможно только, когда этот внешний слой расплавить, а потом зачистить.
Пренебрегая зачисткой, расплавленная алюминиевая фольга не сможет сцепиться с полипропиленом, и соединение будет ненадежным. Суть зачистки — очищение верхнего слоя на глубину, которая необходима для хорошего сцепления с полипропиленом. Работа выполняется с помощью муфт.
Зачистка внутреннего слоя
В этом случае зачистка необходима, чтобы не допустить взаимодействия алюминия с водой, и как следствие, развития электрохимических процессов, которые разрушат алюминиевый слой в местах соединения трубы с фитингом.
Приступаем к зачистке
Если опыта мало, и планируется зачистка своими руками, лучше воспользоваться ручными инструментами. Работа не требует владения специальных навыков, поэтому новичок с помощью предварительных рекомендаций сможет легко удалить армирующий слой.
Чтобы зачистить край трубы, подбирается муфта необходимого диаметра, фиксируется на трубе, и поворачивается с помощью ручек несколько раз.
На данном этапе – зачистка выполнена, есть ровный край среза.
Ножи удаляют фольгу на глубину около 2 мм всего за несколько секунд.
Справиться с такой задачей может и один человек, использование особых знаний, навыков, дорогостоящего оборудования не нужно, при этом всегда есть возможность демонтажа соединения в случае необходимости.





