
Делаем струбцину своими руками
Большинство моделей имеют стандартный угол крепления в 90 градусов, но выпускаются также устройства с возможностью изменения угла. Стоимость их на рынке на порядок выше, поэтому иногда есть смысл сделать конструкцию своими руками.
Струбцина углового типа довольно проста по своей конструкции и для многих будет несложно собрать её даже в домашних условиях.
Оптимальным материалом при изготовлении самодельной струбцины считается железо.
Для самостоятельного изготовления струбцины необходимо сделать следующее:
- Создать основание конструкции – для формирования основания устройства желательно использовать листовой металл с толщиной от 8 мм до 10 мм. Фиксирующим элементом послужит уголок нужного размера. Крепление деталей лучше делать с помощью электросварки, поскольку резьбовое крепление будет менее надёжным.
- Установить зажим – чтобы сделать винтовой зажим рекомендуется использовать 2 или 3 гайки, которые свариваются между собой. При этом лучше изготовить кронштейн с центральным резьбовым отверстием толщиной от 30 мм до 40 мм. Крепиться он с помощью болтов, чтобы в случаях срыва резьбы его можно было бы поменять.
Сформировать угол – особое внимание в струбцине углового типа необходимо уделить расположению зажимочных скоб. При сваривании уголки должны идеально подходить один к другому
В этих целях один из уголков приваривается к зажиму, на который потом накладывается второй уголок, прижимается и приваривается к скобе.
Проверить движение основания – по боковым поверхностям конструкции необходимо установить направляющие, которые позволят перемещать внутреннее основание струбцины. Для этого вырезается паз с шириной от 8 мм до 10 мм по биссектрисе углового устройства.
Просверлить отверстия – с помощью сверла в верхнем основании струбцины, в которое устанавливается болт, закручивающийся гайкой с шайбой. Перемещение оснований по отношению друг к другу должно быть свободным, поэтому лучше, чтобы резьба на болте не доходила до головки. Головка может также крепиться на основании с помощью кронштейна.

Во время эксплуатации такого стандартного варианта струбцины в виду ограничения положения устройства под прямым углом, рано или поздно может возникать вопрос об его узкой направленности в работе. Исправить это можно, разместив в месте ранее неподвижного элемента, разъёмного болтового соединения. В качестве варианта может быть установлен зажимной регулировочный винт, благодаря которому появиться возможность выбора необходимого угла с его последующей фиксацией.
Учитывая, все вышесказанное следует помнить, что для получения профессионального сварочного соединения, необходим качественный инструмент, позволяющий упрощать работу и не допускать появление не состыковок и подгонов.
Лазерный построитель плоскостей. Красный луч поможет нам!
Сучкорезы. И лестницы не нужны!
Приспособления для крепежа
Некоторые приспособления для сварки предназначены не для расположения свариваемых элементов, а их надежной фиксации на момент проведения работ. Прижимы и зажимы для сварки получили широкое распространение, так как после образования сварочного шва соединяемые элементы должны находится в неподвижном состоянии. Наибольшее распространение получили:
- Стяжки используются для сближения двух одинаковых элементов. Особенности подобной конструкции зависят от многих моментов, к примеру, предназначения.
- Зажимы характеризуются удобством в применении. Изменить размер зева можно при помощи зажимного винта и штифта. При желании подобный механизм можно изготовить в домашней мастерской.
- Прижимы также получили широкое распространение. Они бывают пружинного, рычажного и клинового типа. Простейший прижим создается из обычной винтовой пары, которые изменяют положение параллельно расположенных пластин. В продаже встречаются гидравлические прижимы, которые применяются крайне редко. Это связано с их высокой стоимостью и малой практичностью в использовании. Если нужно обеспечить давление около 500 кг/см2 и более они практически незаменимы. Более практичны в применении прижимы с магнитным прижимом, так как они просты и маневренны. Их конструктивные особенности позволяют быстро совместить кромки соединяемых деталей. Для оказания давления может применяться пневматика, представленная сжатым воздухом. За счет высокой упругости пневматика компенсирует деформацию свариваемых деталей.
- Распорки применяются для выравнивания кромок собираемых конструкций. Некоторые варианты исполнения распорок используются для решения проблем с дефектами.
- Струбцины считаются универсальным механизмом. Практически все мастера указывают на то, что без подобного инструмента практически не обойтись. В продаже встречаются варианты исполнения разной формы и размеров, за счет чего можно подобрать наиболее подходящий вариант исполнения под конкретные условия сварки. В последнее время наибольшей популярностью пользуется устройства, который позволяет быстро провести зажим заготовки.

Стяжки
Струбцина
Опытные мастера приобретают целый комплект различных крепежных элементов, но в большинстве случаев они изготавливаются на месте и подгоняются под определенные заготовки.
Применение
Постоянный или переменный ток для зажима не имеет принципиального значения. Каждый держатель устанавливается по своему: «крокодил» цепляется прищепкой, струбцины прикручиваются по резьбе, магнит плотно фиксируется к поверхности и к кабелю. Установив клеммы на металл и приведя в рабочее состояние электрод, можно приступать непосредственно к процессу сваривания.
Какого бы вида ни был зажим, сварка без него невозможна. Благодаря подключению клемма к свариваемой детали, образуется электрическая цепь. Чем качественнее фиксаторы, тем продуктивнее и безопаснее работа сварщика.


В следующем видео рассказывается о том, какой сварочный зажим выбрать.
Приспособления для установки и крепежа
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.
Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.








Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.

Нужно подготовить:
- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
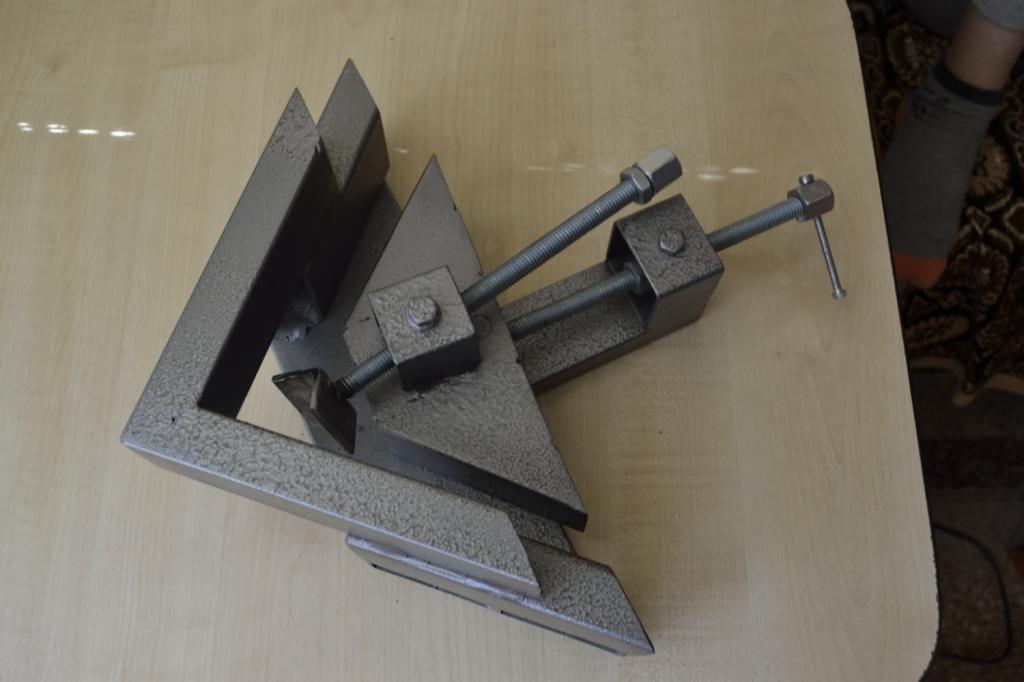
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Видео: делаем своими руками фильм 1
После этого к основанию струбцины приваривают вспомогатель. Все это вместе создает Г-образную форму. К меньшей стороне конструкции приваривают второй лист прямоугольной формы. Шайбы тоже сваривают вместе.
Гайки укладывают “на ребро” к подвижной детали, таким способом, чтобы выкручиваемый стержень находился параллельно по отношению к основе струбцины.
Видео: делаем своими руками фильм 2
Сварку выполняют по внешней стороне первого прямоугольного листа. К его внутренним краям присоединяют подвижное устройство. В завершении на край стержня приваривают шайбы, их располагают плашмя.
Видео: делаем своими руками фильм 3
Простое приспособление для сварочных работ
Доброго времени суток, уважаемые самоделкины! Эта статья будет интересна мастерам, работающим с металлом, а именно тем, кто занимается сварочными работами. В ней автор канала «Samodelki Vitmana» покажет и расскажет, какое приспособление он сделал и оно может Вам сильно облегчить работу. При помощи этой простейшей конструкции можно соединять две детали между собой. Соединить можно как листовые материалы, так и швеллеры, уголки.

Для изготовления данной самоделки не потребуется много времени и тяжелого инструмента. Собственно сам сварщик может ее изготовить прямо на объекте из подручных материалов.
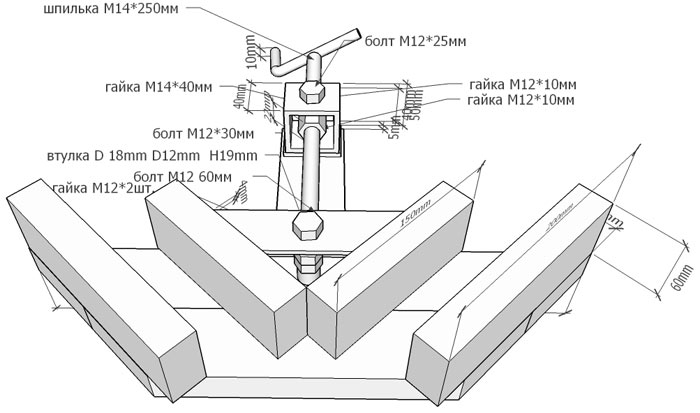
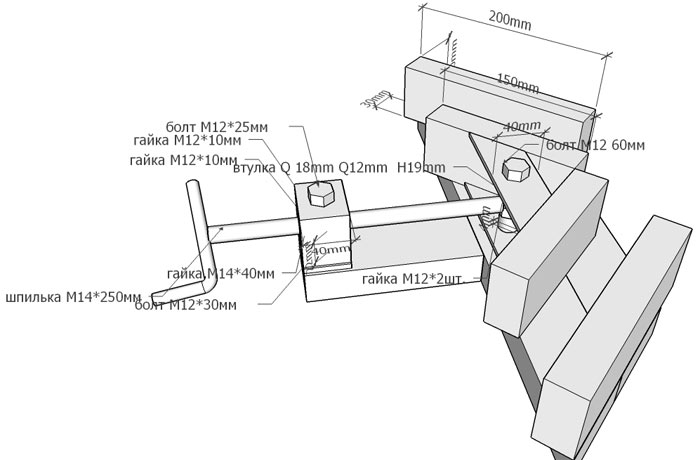
Материалы. — 2 шпильки на М12 длиной 60 мм.

— Два отрезка профильной трубы 40Х40 мм.

— Стальная пластина толщиной 2 мм.
— Два болтика с гайками на М3.

— Пара винтов — барашков на М12.

— Два отрезка проволоки диаметром 6 мм.

— Аэрозольная краска.
Инструменты , использованные автором. — Болгарка с дисками — Сверлильный станок — Дрель или шуруповерт — Сверла — Тиски — Плоскогубцы — Штангенциркуль.
Приступает к процессу изготовления. Для начала автор размечает отрезки профильной трубы при помощи штангенциркуля.

Затем, зажав в тисках заготовку, и используя болгарку с диском по металлу, в размеченном месте делает запил.

Зажимает шпильку в тисках и с торца шпильки делает прорезь, параллельно которой с внешней стороны делает запил.

Далее, в шпильках сверлит отверстия под болтики М3.

Собирает конструкцию, присоединяет пластину к шпильке и делает в ней аналогичное по диаметру отверстие.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.










Конструкция и виды столярной струбцины
Теперь, поговорим о конструкции и видах струбцины, в зависимости от которых, возможно, и будет зависеть ваша покупка. Устройство данного инструмента элементарно – как правило, она состоит из 2-х частей. Это основная рама, и подвижная часть – элемент с зажимом. Перемещение этого зажима, позволяет столяру изменять расстояние между двумя губками струбцины, и устанавливать необходимое для себя значение. Также, в подвижной части струбцины имеется зажимное устройство. Оно может представлять собой винт или рычаг, который используется для фиксации той самой подвижной части. Кроме того, с помощью этой детали можно регулировать степень сжатия.
Теперь, о разновидностях рассматриваемой нами детали
Прежде чем купить струбцины для столярных работ, вам необходимо обратить внимание на тип и устройство данного инструмента. Так, в зависимости от конструкции, различают «G » и «F »-образные струбцины, автоматические струбцины и зажимы
Различие между «G » и «F » заключаются в самой конструкции. Так, «G »-образная струбцина имеет форму английской буквы «G », в котором одна часть – основание инструмента образует форму буквы «C », вдоль которой устанавливается подвижный механизм, образовывая «G »-форму. Данные струбцины для столярных работ очень удобны во время работы с деревом, при фиксировании металлических поверхностей и других деталей. Особенность такой струбцины обусловлена тем, что с её помощью можно более крепко зафиксировать деталь, нежели, используя другие виды столярных струбцин. Более того, она также может использоваться при слесарных работах.
Внимание!
При покупке столярных струбцин будьте бдительны, так каких неподвижная часть, как правило, изготовлена из чугуна, который порой может быть не самого лучшего качества, может быть хрупким и так далее.
«F »-образные струбцины, имеют несколько иную форму и конструкцию. Она основывается на «скользящем» принципе. Так, данная струбцина имеет неподвижную часть с удлиненной пластиной, по которой перемещается зажимной механизм. Такой тип струбцины очень удобен тем, что имеет больший шаг зажима, а также больший зев зажима.
Остальные виды струбцин очень схожи по своей конструкции и идентичны по своему назначению. Они имеют автоматический привод фиксации, или же специальный зажимной механизм, который позволяет зафиксировать подвижную часть одной рукой.
Чтобы купить столярную струбцину, в целом, не требуется большого количества знаний или секретов покупки. Достаточно просто внимательно осмотреть инструмент, убедиться в том, что их прижимные поверхности плотно соприкасаются друг с другом, а также, что эти поверхности имеют гладкую и ровную структуру. Поворотные винты, резьбы и ручки должны быть качественными, не иметь никаких дефектов – сколов или трещин.
Для того чтобы избежать вмятин, которые могут оставаться на заготовках после работ, необходимо использовать специальные пластиковые или резиновые прокладки
Поэтому, при покупке обращайте внимание на то, чтобы они присутствовали в комплекте. Главное, чтобы прокладки были изготовлены из материала, который более мягкий, нежели зажимаемая деталь
И, конечно, во время покупки обращайте внимание на рабочий ход струбцин, который может составлять от 20 до 250 мм. Он выбирается в зависимости от того, как и где вы будете использовать дополнительный инструмент.
Часто в процессе выполнения какой-либо работы возникает необходимость быстрого сжатия или фиксации деталей. Для решения такой задачи служит струбцина — вид вспомогательного инструмента, с помощью которого производят, например, склеивание деталей, выполнение сварочных работ и другие работы.
Самодельные струбцины
обычно изготавливают или из дерева, или из металла. Этот инструмент имеет много разновидностей, а также они различаются по механизмам зажимов. Сейчас этот инструмент можно без проблем приобрести в любом специализированном магазине или выписать через интернет, но можно также сделать нужную струбцину своими руками, причём по своим свойствам этот самодельный инструмент не будет уступать заводским моделям.
Разновидности
Сегодня существует огромное количество разнообразных струбцин, используемых для определенных типов фиксации. Рассмотрим самые распространенные виды этих приспособлений, которые можно найти в любом магазине со сварочным оборудованием.
Корпусные струбцины. Такой зажимной механизм может быть использован для фиксации заготовки на различных косых и параллельных поверхностях. Свое название это приспособление получило из-за того, что прижим выполняется всем корпусом. Изделие представляет собой 2 металлических бруска, соединенных между собой металлический пластиной с одной стороны. Один из брусков жестко закреплен на конце металлической пластины, а второй имеет дотягивающий винт и свободно движется вдоль всей пластины. Чтобы выполнить зажатие детали, необходимо свести оба бруска, а затем прижимным винтом дожать оставшееся расстояние. Этот вид струбцин считается самым распространенным в сварочном деле.







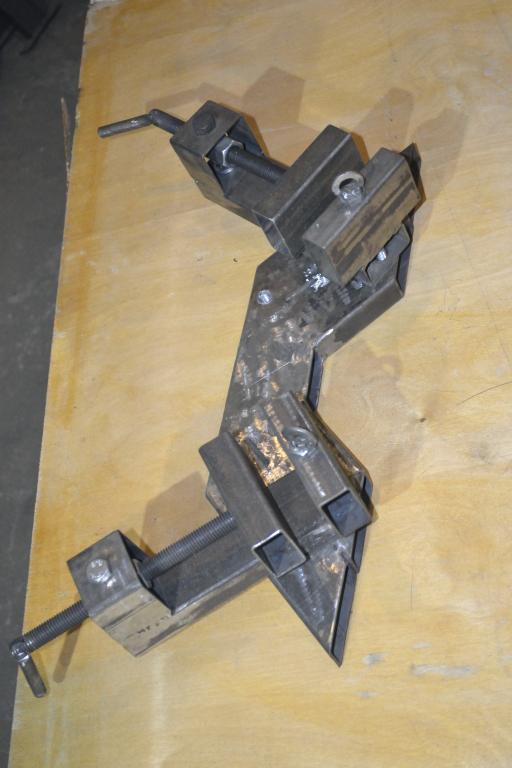
Шаг 5: Завершаем сварку


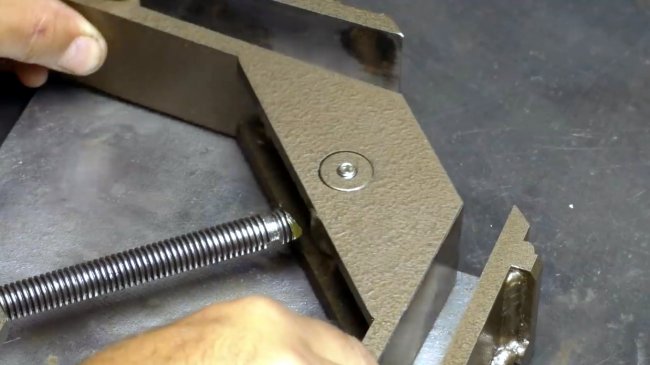
После завершения сварки, проверяем правильность прямого угла разными угольниками. Иногда так случается, что угольник повело и его угол больше не прямой. Поэтому лучше перестраховаться и проверять прямой угол разными угольниками
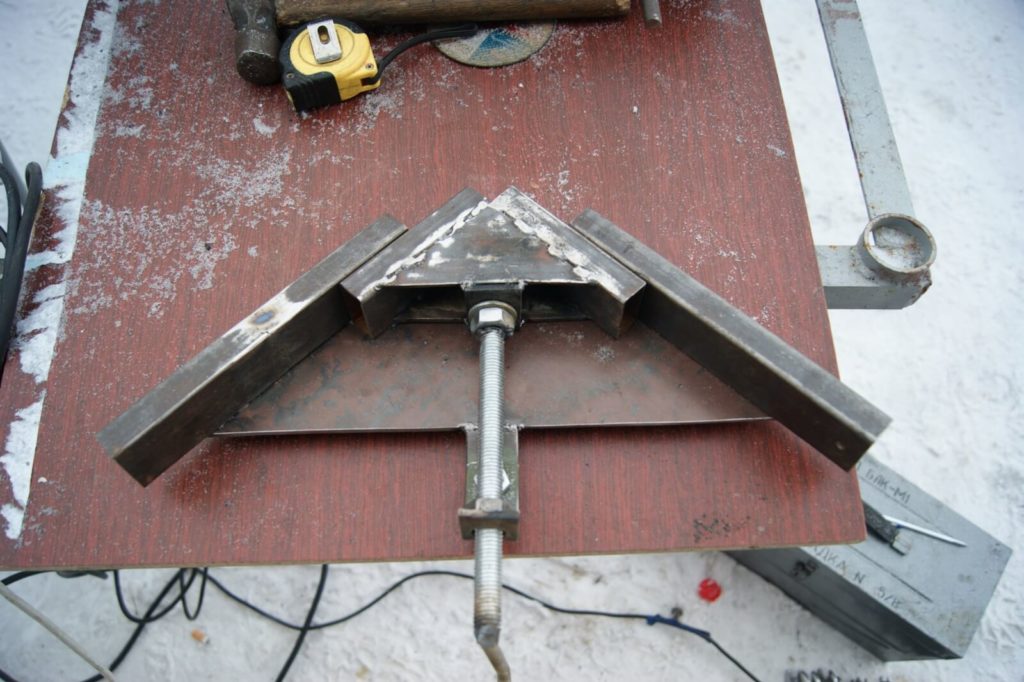




Обратите внимание, на фото видно, что я срезал торчащие наружние уголки нижней перекладины. После сварки я просто отшлифовал всю поверхность лепестковым кругом
Как исправить неверный угол
Если угол не получился точно 90° или ее повело после падения с верстака, его можно исправить. Сначала нужно найти вмятины на металле. В любую вмятину можно просто поставить прихват сварочным аппаратом. Затем поместите в струбцину прямой кусок металла и проверьте угол угольником. Прихват заровняйте напильником, пока угол не выровняется до 90°.
Разновидности и принципы работы
Существует два основных типа струбцин: для столярных работ и работ с металлом. Возможно использовать металлические струбцины для работы с деревом, но постоянно придётся подкладывать прокладки под губки, иначе изделие будет испорчено. В столярных работах довольно часто приходится использовать угловые струбцины — будь то стягивание двух рамок, где важным аспектом является выдержать угол 90 градусов, или сборка входных и межкомнатных дверей. При склеивании основной рамы двери без струбцин не обойтись. В интернете можно найти большое разнообразие вариантов изготовления струбцин своими руками, чертежи также присутствуют. Вот самые распространенные варианты.
Чертеж самодельной столярной струбцины изображен на рисунке.
Для сборки необходимы: упоры, блок зажимы, подвижные блоки и планки, которые можно сделать из фанеры 3/4, а верх и низ можно изготовить из фанеры толщиной 1,2 мм. Угловая струбцина собирается довольно легко, а фанера не будет царапать поверхности дерева пластика и других поверхностей. Материала понадобится довольно мало, что существенно снижает цену изделия. Столярный вариант самодельной струбцины отличается простотой конструкции и обеспечивает хорошее сжатие деталей между собой. Сделать инструмент можно из подручных материалов:
- Два бруска толщиной 4-5 см, длину можно подбирать в зависимости от поставленных задач.
- Две мебельные гайки.
- Две шпильки.
- Гайки-барашки под шпильки.
Брускам необходимо придать форму своеобразных клещей. Это можно сделать электролобзиком или обычной пилой по дереву. Затем бруски прислоняются друг другу, и в них просверливаются два отверстия. Шпильки вкручиваются в мебельные гайки и контрятся. Сжатие двух деревянных планок происходит при помощи барашков. Щечки изделия необходимо делать из мягких пород древесины — для того чтобы во время сжатия не повредить поверхность.
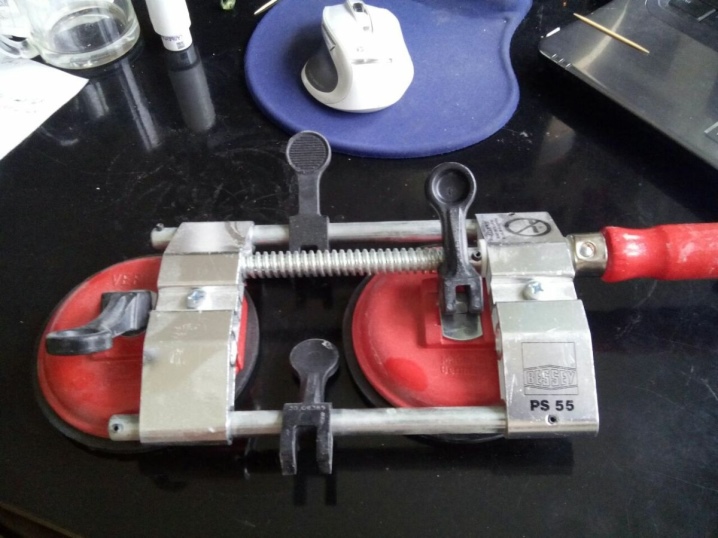
Большой популярностью среди столяров пользуются ленточные струбцины. С их помощью можно сжимать крупногабаритные объекты. Последовательность изготовления выглядит следующим образом.
Этот вид обеспечивает сильное сжатие, а материал для сборки наверняка найдется в каждой мастерской.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Что особенного в самодельных устройствах
Хорошо иметь в мастерской заводские инструменты. Но все ломается, а так много подручных материалов, которые помогут избежать проблем, сократят время на производство необходимых вещей. В самодельных устройствах нужно учитывать особенность конструкций:
- муфты, которые крепко удерживают обрабатываемый материал, должны быть толстыми, где соединяемые предметы будут находиться в жестком состоянии, не выгнется шов при сварке;
- необходимо использовать медные винты, их резьба не нарушается спайкой при попадании расплавленного сплава, увеличивается срок эксплуатации;
- зажимы для сварки предоставляют свободное пространство для действий, увеличивают рабочие участки, сварщик устанавливает детали под нужным углом, регулирует их положение.

Конструкция из корпуса с передвижным агрегатом и зажимным болтом
Конструкция из корпуса с передвижным агрегатом и зажимным болтом позволяет контролировать рабочий процесс, повышая производительность, сокращая время на производство.
Разновидность струбцин: струбцины для сварки виды и назначение
Каждый вид струбцин отличается не только формой, но и конструктивными особенностями. В основном это габариты самой струбцины и её рабочая область.





Существует несколько видов струбцин: F-образные, G-образные, угловые и торцевые.
F-образные
Струбцины F-образной формы являются простыми по своему устройству. Это даёт возможность сварщику изготовить такую струбцину самостоятельно из подручных материалов.

Состоит F-образная струбцина из металлической станины с двумя губками, одна из которых неподвижная. С помощью вращения винта, движущаяся часть прижимает изделие к неподвижной.

Также существуют струбцина быстрозажимные для сварки деталей. Движением подвижной части осуществляется нажатием на специальный курок. Это очень удобно, когда есть необходимость быстро зафиксировать какое-либо изделие одной рукой. Единственный их недостаток – это их слабая надёжность. Поэтому струбцина сварочная быстрозажимная основном применяется для зажатия заготовок не подверженных сильной деформации при сварке.
G-образные
С виду такие зажимы напоминают букву G. Прижатие детали осуществляется подвижным винтом. G-образные струбцины для сварочных работ полностью изготавливаются из металла, и поэтому очень надёжны в эксплуатации.

Благодаря своей простоте, такого крепеж применяется при сварочных и сборочных работах. С их помощью можно надёжно прижать заготовку к столу. Единственный их минус – это малая рабочая область (до 200 мм).
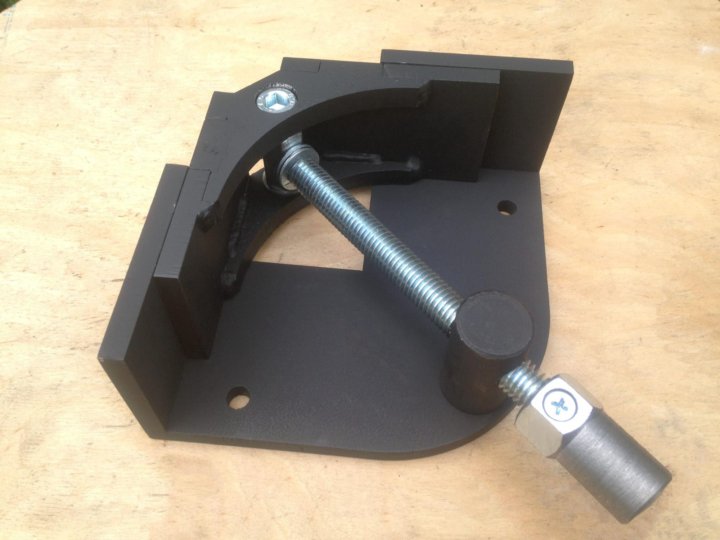
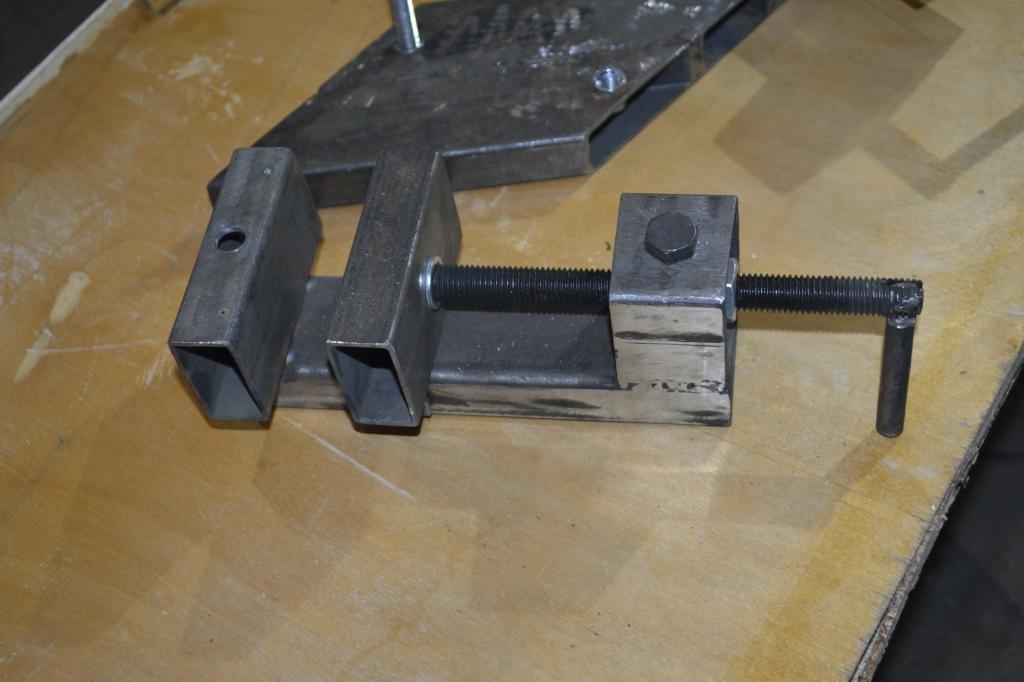
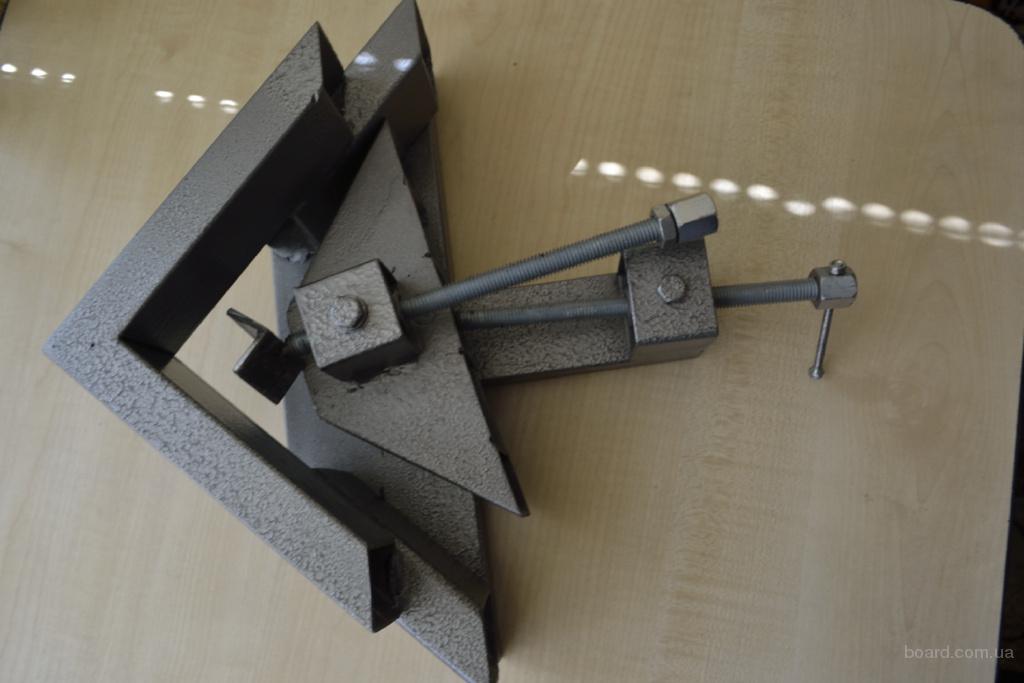
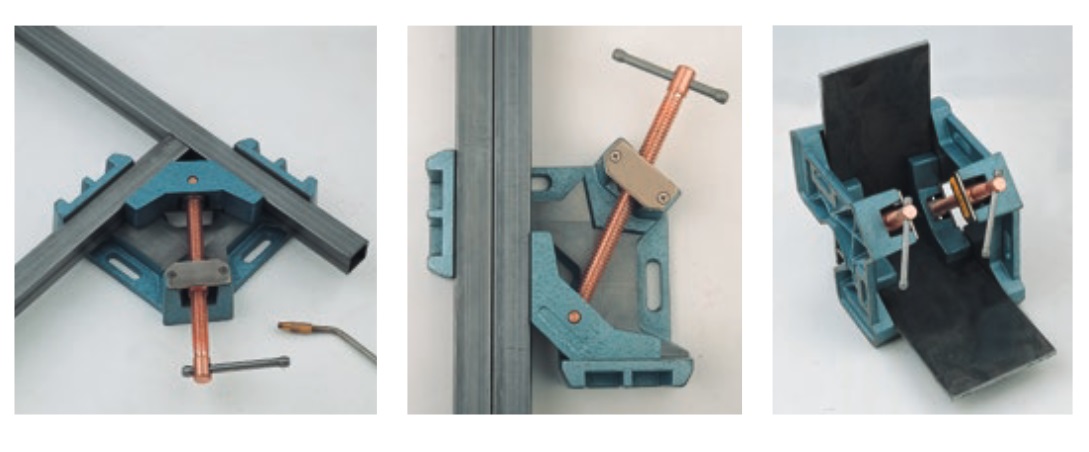
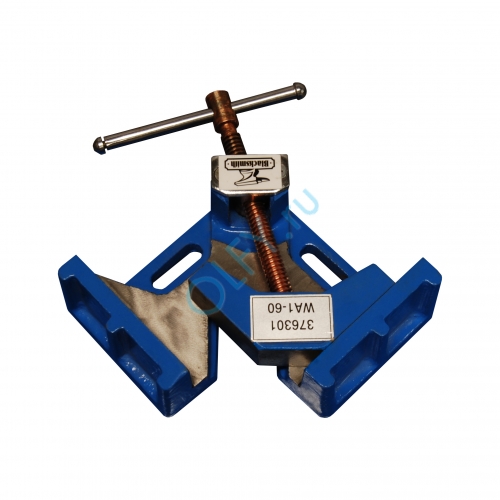
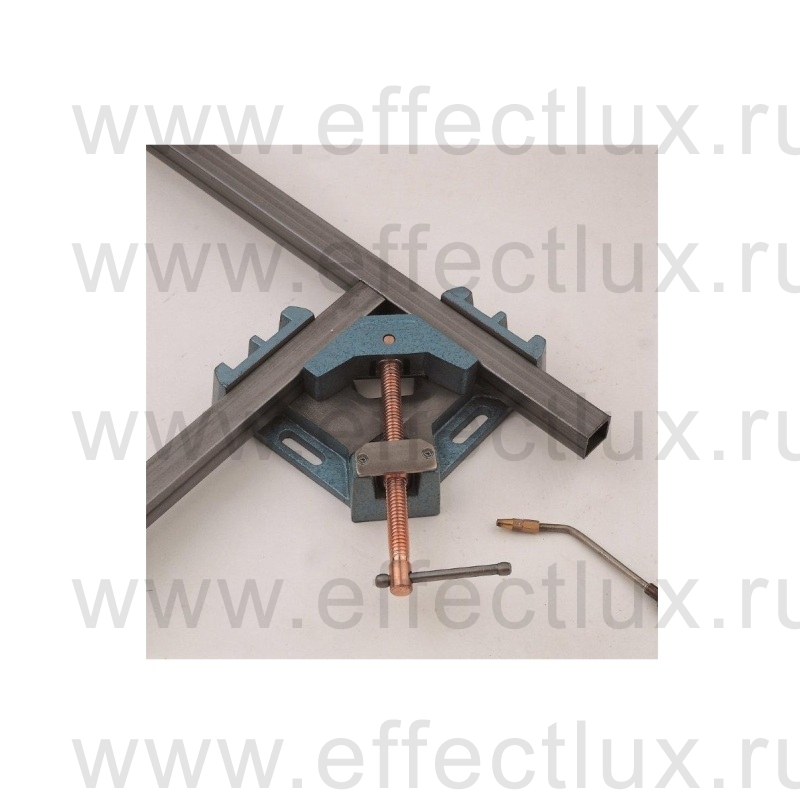
Угловые
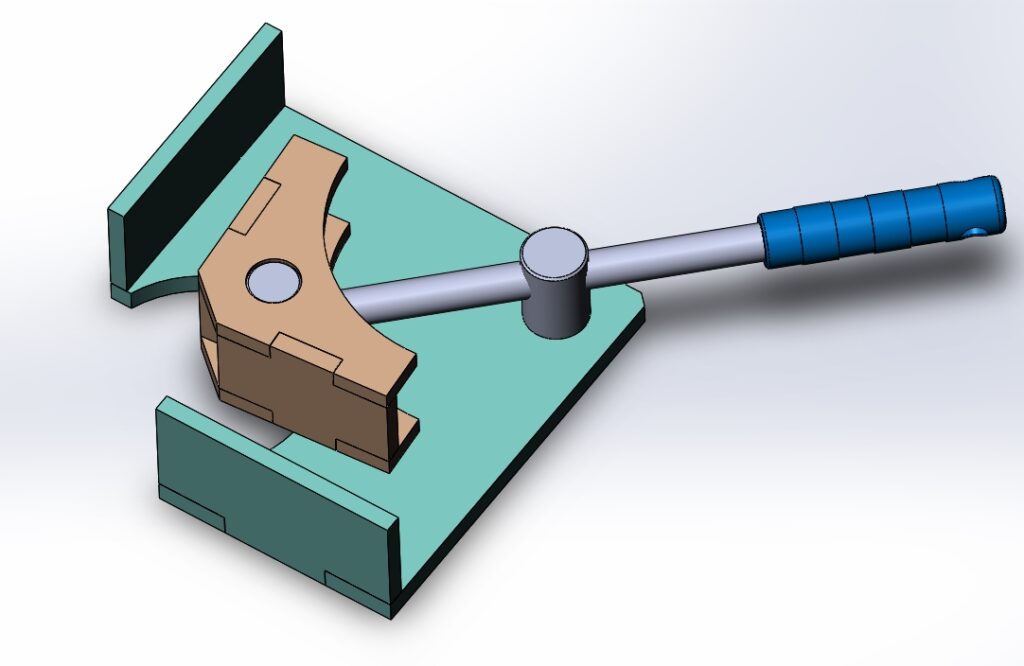
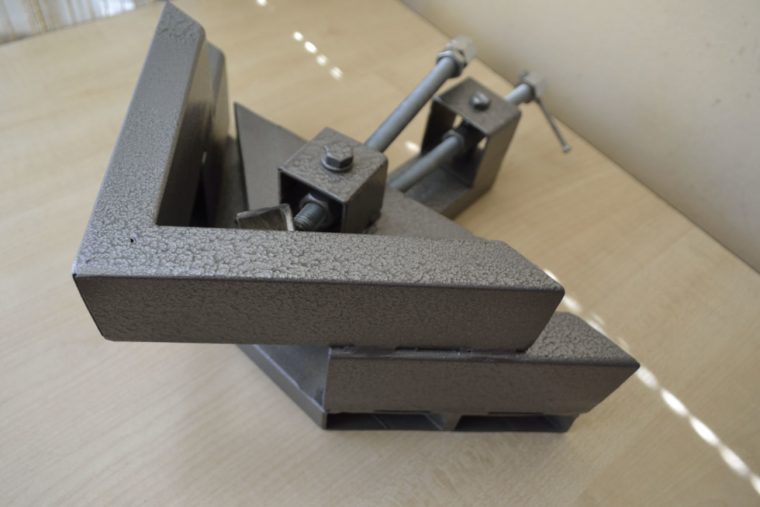
Данные струбцина применяют для сварки деталей под углом 90°. Состоит угловой зажим из двух частей. В неподвижную часть укладываются две детали и прижимаются подвижной частью с помощью винта.

Существуют струбцины для сварки под углом, у которых подвижная часть может регулироваться двумя винтами.
Торцевые
Применяются для прижатия различных элементов к торцу изделия. Внешне такой зажим напоминает F-образную струбцину. Но в отличие от них она имеет от 2-х до 3-х подвижных винтов.

Заключение
Для выполнения сборочно – сварочных работ, каждому сварщику пригодятся такие приспособления. Иметь в наличии струбцину для сварочных работ одного типа – неверно. В «арсенале» у каждого сборщика должны быть все типы струбцин и главное в большом количестве.
На рынке представлено большое количество разнообразных зажимов. В зависимости от качества растёт их цена. Если для пользователя не важен внешний вид, то такие приспособления можно сделать из подручных средств: кусков профильной трубы, пластин, болтов и гаек.
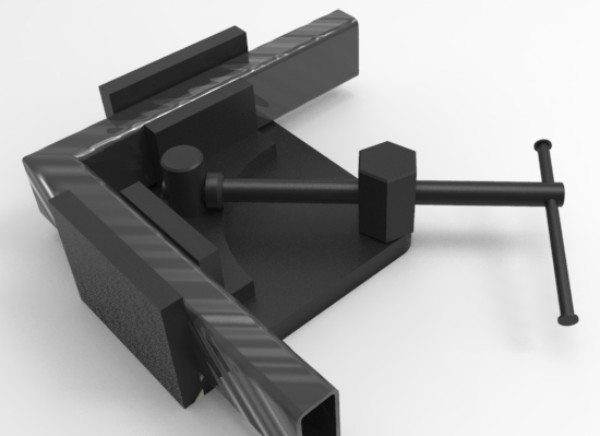
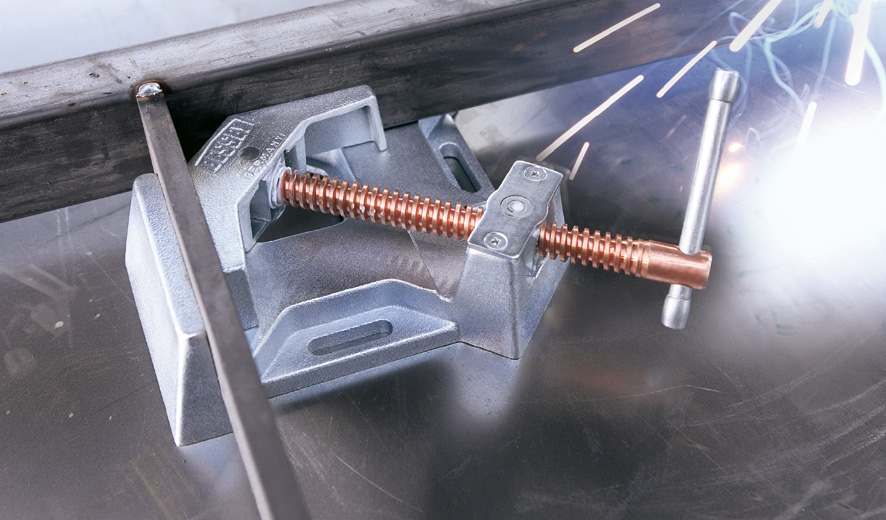
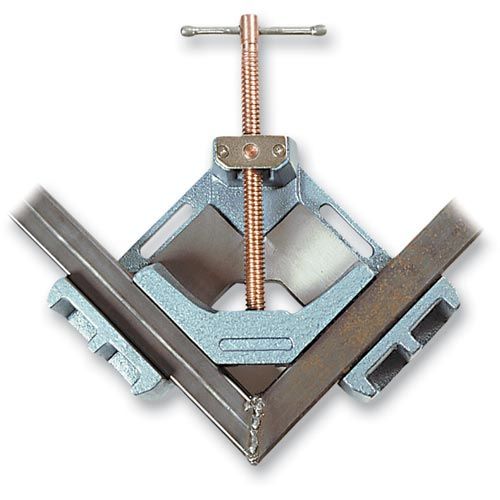
Конструкция угловой струбцины для сварки
Зачастую струбцины выпускаются в нескольких модификациях и предназначены для сварки металлических труб под определённым углом (от 30 до 90 градусов). Могут изготавливаться в разных видах в зависимости от ширины труб, их количества и угла сварки.
Отличительными особенностями любой угловой струбцины являются:
- толщина губки – прижимные губки имеют большую толщину для повышения степени жёсткости соединений. Как результат: сварочный шов не выгибается во время проведения сварки;
- материал изготовления прижимных винтов – в процессе сварки часто происходит разбрызгивание расплавленных частиц металла, которые оседают на близлежащих поверхностях. При попадании на резьбовые части может происходить их спайка и как следствие выход со строя струбцины. Во избежание этого на них устанавливаются медные либо омедненные прижимные винты. Медь, в свою очередь, не даёт прилипать брызгам и увеличивает период эксплуатации сварочного оборудования;
- рабочая поверхность – для работы электродами под необходимыми углами в местах стыковки деталей струбцина увеличивает рабочую зону.

Сама струбцина состоит из подвижного элемента и основной рамы. Подвижная часть обычно оснащается дополнительными специальными зажимами – винтом или рычагом, регулирующими степень сжатия деталей. С помощью подвижного элемента контролируется расстояние между инструментом и губками.



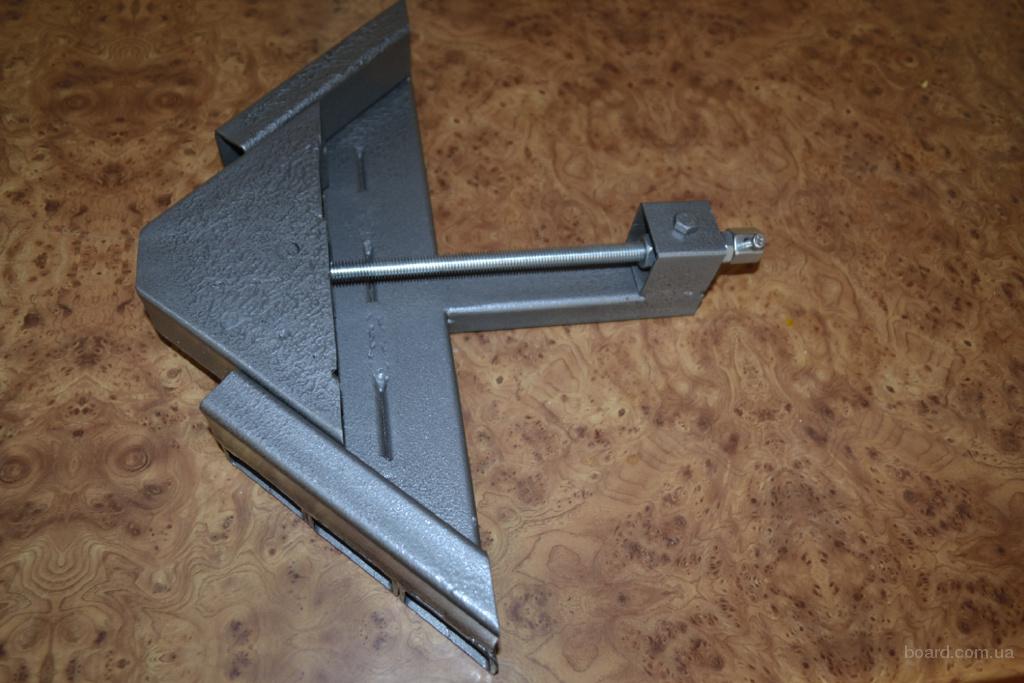

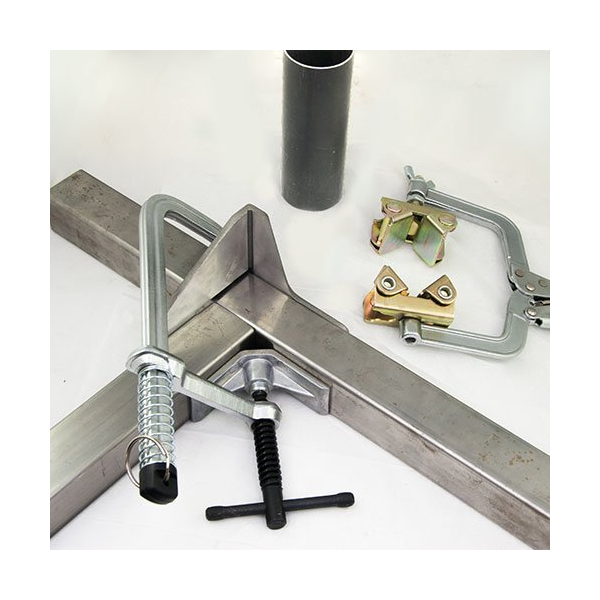


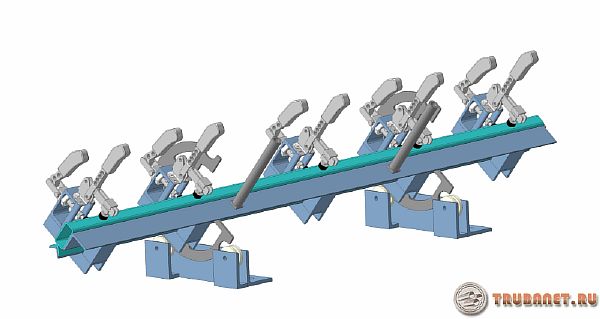
Благодаря максимальной подвижности конструкции устройства струбцина может удерживать материалы разного размера и сечения. А при использовании нескольких угловых устройств можно сформировать любые расположения конструкций для более комфортной и оперативной сварки. В большинстве своём зажимные элементы рассчитаны для сварки материала с максимальным диаметром 390 мм. Угловая струбцина для сварки имеет Т-образную форму ручки, которая позволяет передавать образующееся при работе зажимное усилие на обрабатываемые детали. А чугунные скобы при проведении сварочных работ способны выдерживать даже самый высокий нагрев.
Выбирая струбцину углового типа необходимо учитывать вид планируемых работ. Так, к примеру, G-струбцины обычно применяются для фиксации заготовок небольшой толщины. При необходимости осуществления монтажа металлических изделий, имеющих большую толщину, стоит воспользоваться угловой струбциной F-формы, оснащённой регулируемым зажимным элементом.
Струбцина может устанавливаться в любых типах помещений в мастерских или гаражах на рабочем столе с ровной поверхностью.
https://youtube.com/watch?v=videoseries
Выбор и применение
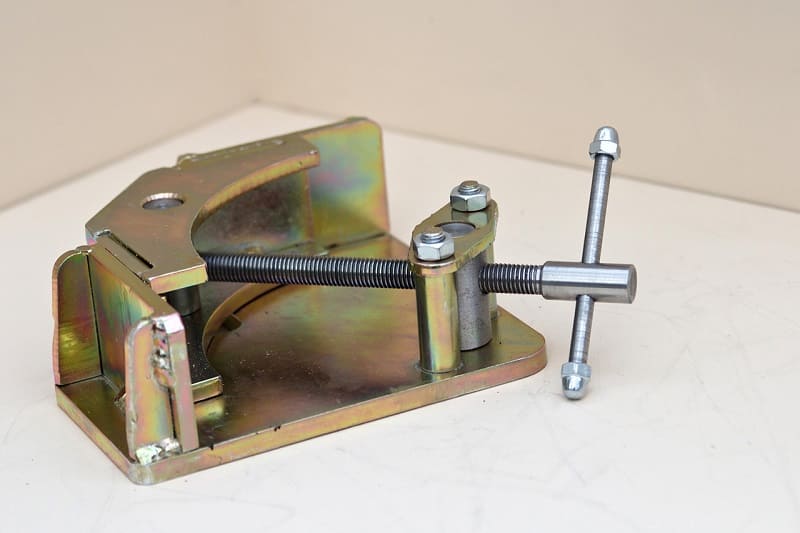
Вот так выглядит это приспособление
Он зависит от того, какая сварка предстоит. Со струбциной, рассчитанной на ведение процесса под углом в 60 градусов, нечего делать там, где этот угол составляет градусов 90.
Не помешает вначале ознакомиться с предстоящей работой. Не получается? Тогда отправляйтесь на место сварки с комплектом струбцин, чтобы не опасаться неожиданностей в виде нехватки нужной для определенного угла.
Толщина зажимных губок – еще один существенный момент. Чем они толще, тем выше качество фиксации и меньше шансов для деформации шва. Не менее важен материал, из которого изготовлены винты. Лучшим считается медь. Хотя бы покрытие из меди.
Тогда винтам не страшны брызги, летящие от металла. У струбцин стоимостью меньше, винты, обычно, остаются без медной защиты. Частицы расплавленного металла, оседая на резьбу, легко выводят струбцину из строя.
Такая экономия аукается дополнительными расходами. Об этом желательно помнить домашнему умельцу при выборе данного приспособления.
При необходимости узнать применение тисков, если предстоит сваривать прямые трубы или прочие конфигурации, можно посмотреть видеоролик на эту тему. Достаточно вбить в поисковую строку браузера интересующий вас вопрос.
Вернемся еще раз к «экономному» уголку для сварки. Да, с его помощью можно разложить конфигурации под углом, который нужен.
Но тогда сварщику придется самому фиксировать свариваемые части, следить, чтобы не разъехались. При этом еще успевать варить. Угловая струбцина операцию интенсифицирует, избавив сварщика от дополнительной нагрузки.
Рачительность – дело хорошее, однако сварка – не совсем тот случай, где оная играет главную роль. Покупка набора доброкачественных, пусть и дороже, изделий оправдана. Прослужат дольше.





