
Разновидности центраторов и их применение
Существует несколько видов этих устройств. Они отличаются приводом фиксации, местом крепления или типом соединяемых деталей. Каждый из них имеет свои особенности:
Наружные. Они легко выполняют центровку, устанавливаются с внешней стороны. Более того, важная особенность такого устройства – возможность исправлять эллипсность края труб. А без этого получить качественный и прочный шов невозможно
Особенно это важно на трубопроводах, работающих под высоким давлением, где к сварным швам выдвигаются высокие требования
Цепные. Достоинство этого центратора в универсальности, поскольку оно рассчитано на больший спектр диаметров. Компактность также играет немаловажную роль. Есть множество марок центраторов, которые можно охарактеризовать, разделив на три группы:
- 1 – созданы специально для определенных размеров труб;
- 2 – экономичные, не имеют возможности исправлять эллипсность;
- 3 – успешно исправляют эллипсность на высокопрочных трубах, при толстой стенке.
Экцентриковые
Относятся к универсальным центраторам. Могут использоваться для изделий большого и малого диаметра: от 90 до 1000 мм. Имеют форму дуги.
Экцентриковый центратор
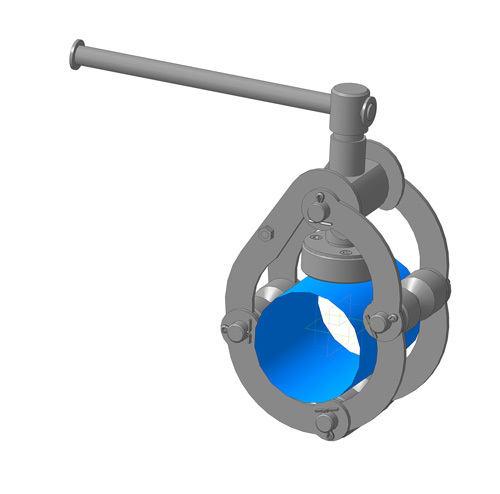
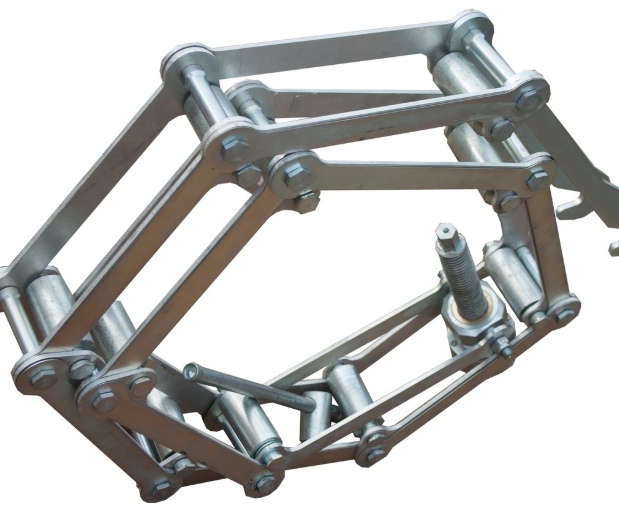
Звенные
Имеют вид многогранника, относятся к наружным устройствам. Как ясно из названия, состоят из звеньев, подходят для изделий диаметром от 50 до 1500 мм. Фиксируются на изделии при помощи прижима. Выполняются из морозостойкой стали 09Г2С толщиной 6 мм.
Звенный центратор
Внутренние
Могут быть с электрическим или ручным насосом. Применяются для стыков не поворачиваемых труб больших диаметров: 320-1400 мм. Фиксируется на край одной трубы, другая надвигается, оставляя зазор. В цилиндре увеличивается давление, что приводит к надежной центровке. Дальше устройство перемещается внутри изделия. Поэтому сварка может производиться без перерывов. Тем более, внутренние центраторы рассчитаны на продолжительный процесс сварки.
Внутренний центратор
При этом допускается применение разных сварочных аппаратов, что очень важно для эффективности прокладки трубопроводов. Внутренние устройства позволяют править деформированные концы труб
Отличные показатели по стойкости к температурам демонстрируют гидравлические центраторы. Поэтому они используются в диапазоне температур от минус 40 до плюс 40 градусов.
Однако такие устройства не могут перемещаться легко, их вес значителен, поэтому используется спецтехника. Подойдет обычный трактор.
Комплектуется такое устройство системой управления и гидравлическим приводом. Питание необходимо постоянного тока. Дополнительно может быть установлен вентилятор. Он необходим, чтобы охладить устройство во время процесса сварки труб большого или малого диаметра.
Выбор подходящего центратора
Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.

Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Читать также: Как подключить электродуховой шкаф к электросети
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос
Особенности устройства и применения внутренних центраторов
Схема арочного центратора.
Этот тип центрирующих приспособлений относится к технически более сложному, в сравнении с наружными центраторами, монтажному вспомогательному оборудованию. Воздействие на стенки труб указанные центраторы осуществляют изнутри свариваемого цилиндра.





Принципиально функционирование данного оборудования выглядит следующим образом. К жимкам – рабочим органам внутреннего центратора, расположенным в два ряда по всему внешнему диаметру приспособления – посредством гидравлической системы передается определенное усилие. С заданной силой сжатия жимки распирают изнутри трубные торцы.
Таким образом, трубы надежно фиксируются в определенном, соосном друг к другу положении до момента окончания сварки. Благодаря большому гидравлическому усилию, подаваемому на жимки, указанное оборудование хорошо справляется с уже упомянутой выше технологической задачей: корректирует эллипсоидное сечение трубы в сторону правильной цилиндрической конфигурации.
При установке внутри трубопровода такой центратор закрепляется на краю одной трубной секции, а другая секция надвигается на приспособление. В момент фиксации обеих секций между торцами труб остается заданный технологический зазор, необходимый для проведения сварки.
Внутренний центратор перемещается в полости трубопровода при помощи специальной механической штанги. Для протягивания механизма, который обычно отличается достаточно большим весом, применяют различную спецтехнику (в том числе трактора).
Перемещение происходит по всей протяженности трубопровода, поэтому данное вспомогательное оборудование предназначено, как правило, для продолжительного процесса трубоукладки. При этом сварка производится практически без существенных перерывов.
Внутренние центраторы хорошо ведут себя при значительных перепадах температур. Их успешно эксплуатируют в температурном диапазоне от -40 до +45°С.
Приспособления для установки и крепежа
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.
Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.
Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.
- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Видео: делаем своими руками фильм 1
После этого к основанию струбцины приваривают вспомогатель. Все это вместе создает Г-образную форму. К меньшей стороне конструкции приваривают второй лист прямоугольной формы. Шайбы тоже сваривают вместе.
Гайки укладывают “на ребро” к подвижной детали, таким способом, чтобы выкручиваемый стержень находился параллельно по отношению к основе струбцины.
Видео: делаем своими руками фильм 2
Сварку выполняют по внешней стороне первого прямоугольного листа. К его внутренним краям присоединяют подвижное устройство. В завершении на край стержня приваривают шайбы, их располагают плашмя.
Видео: делаем своими руками фильм 3
Самодельное устройство на магнитах
- Квадратную металлическую листовую пластину с размером стороны на 25 см.
- Трубу с квадратным сечением.
- Три болта и три гайки небольших размеров.
- Цилиндр из стали диаметром 4,5 мм.
- Аппарат для сварки, сверло, дрель.
С разных сторон металлической листовой пластины приваривают две трубы на 15 и 20 см. Затем изготавливают две вспомогательных детали.






Видео: делаем своими руками фильм 4
Первая П-образная (из заготовок по 10 см). Вторая – это равнобедренная трапеция. Основание на 11,5 и 5,4 см, а боковые стороны по 10 см.
Собирать приспособления с постоянными магнитами следует в строгой последовательности крепления элементов. Такие приспособления отлично справляются с поставленными перед ними задачами.
Приспособления для сварки профильных труб являются незаменимыми в проведении сварочных работ. Они значительно облегчает весь процесс сварки.
Виды центраторов и их отличия
Существует два основных типа устройства для соединения труб:
- Внутренние.
- Наружные
Установку внутренних аппаратов делают внутри трубы, чтобы прочно зафиксировать ее. Чаще всего их используют, чтобы соединить трубопровод из любых материалов. Такие работы выполняются довольно долго, поэтому нужны надежные приборы. Внутренние устройства этого типа можно использовать при больших перепадах температур от +45 градусов до -45, поэтому непрерывная работа с ними может быть обеспечена.
Наружные же механизмы предназначены для обхвата внешней стороны трубы. Это большая конструкция с мощным крепежом, фиксировать которую легко и просто. Но, наружные модели делятся еще на несколько типов, поэтому обязательно нужно изучить их перед тем, как приобрести нужную вам вещь для выполнения определенного типа работ.
И так, наружные устройства делятся на:
- Цепные. Как уже ясно, здесь используют цепи. Их затягивают вокруг ППУ, чтобы не повредить их и сделать прочную фиксацию.
- Звенные. Внешне они имеют форму многогранника, внутри которого находится несколько колец. Есть возможность передвигать звенья, что влечет за собой изменение размера закрытого диаметра устройства.
- Эксцентриковые. Это устройство состоит из двух дуг из стали (их можно регулировать), их сжимают еще дополнительно перемычкой. Такой центратор можно использовать и для крупных ППУ.
Помимо этих видов, существует еще несколько типов подобных устройств, их используют очень редко, но все же стоит о них помнить, так как они тоже могу понадобиться в любой момент.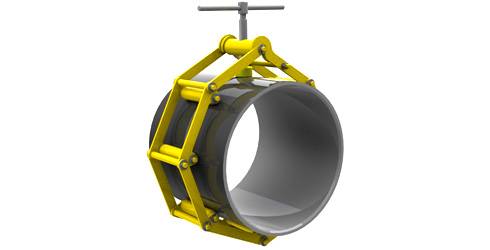 Пружинный центратор (для обсадных). Это очередной вид наружного крепежа, используемый во время бурения скважин и т. п. При их использовании можно легко соединить обсадные элементы уже под землей.
Пружинный центратор (для обсадных). Это очередной вид наружного крепежа, используемый во время бурения скважин и т. п. При их использовании можно легко соединить обсадные элементы уже под землей.
Также есть и бытовые разновидности для работы с металлическими трубами, полимерными материалами и ППУ. Пружинный центратор, предназначенный для пропиленовых труб внешне очень сильно отличается от своих «родственников», так как сварщики используют при работе диффузионную сварку.
Сварка полимерных материалов делается при креплении частью такого инструмента, притом что весь аппарат делает соединение труб свариванием. На такой процесс очень интересно и приятно смотреть, так как результат очень радует, и мы можем быть уверенны, что последующую проверку труб нужно делать как минимум через несколько лет.
Важно! Как бы вы ни выполняли сварочные работы, и какой бы ни использовали аппарат, обязательно нужно регулировать соосности двух отрезков, из которых должна получиться одна труба
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.



В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Читать также: Виды топоров и их названия

Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.

Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Без надежной фиксации труб при стыковке невозможно получить надежное соединение даже, если сварочные работы проводятся рабочим высокого класса. На ручную установку и фиксацию в нужном положении уходит больше времени, чем на наложение шва. Поэтому при монтаже трубопроводов применяют центратор для сварки, который упрощает и сокращает сроки проведения работ.

Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей. Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы. Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
| клиновая скоба | зажимная скоба | пружинная скоба |
Прихваты используют в основном при монтаже крупных конструкций. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки.
Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.






Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
Рычажно-винтовая стяжка.
Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
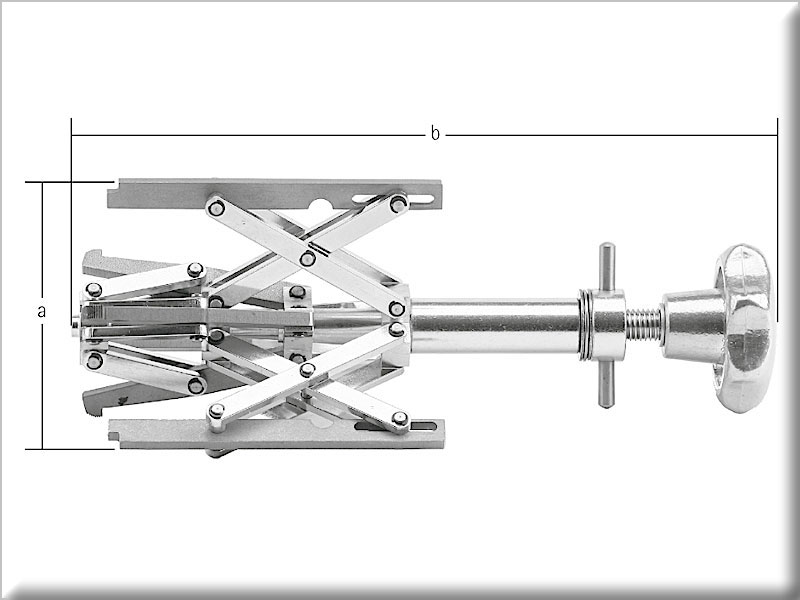
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина др. При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах – винтовые распоры или домкраты. Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
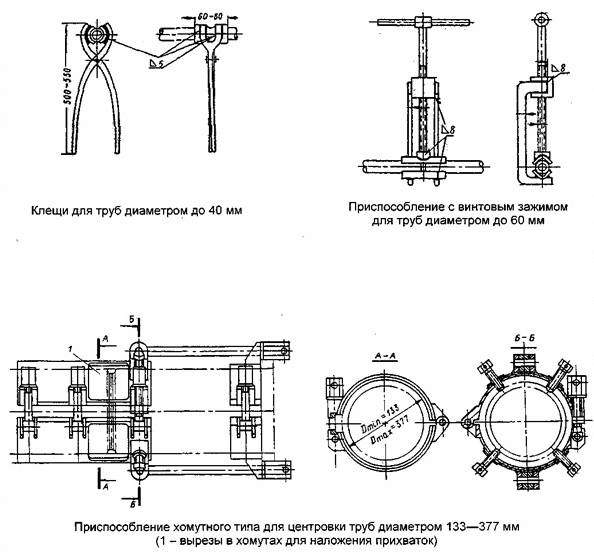
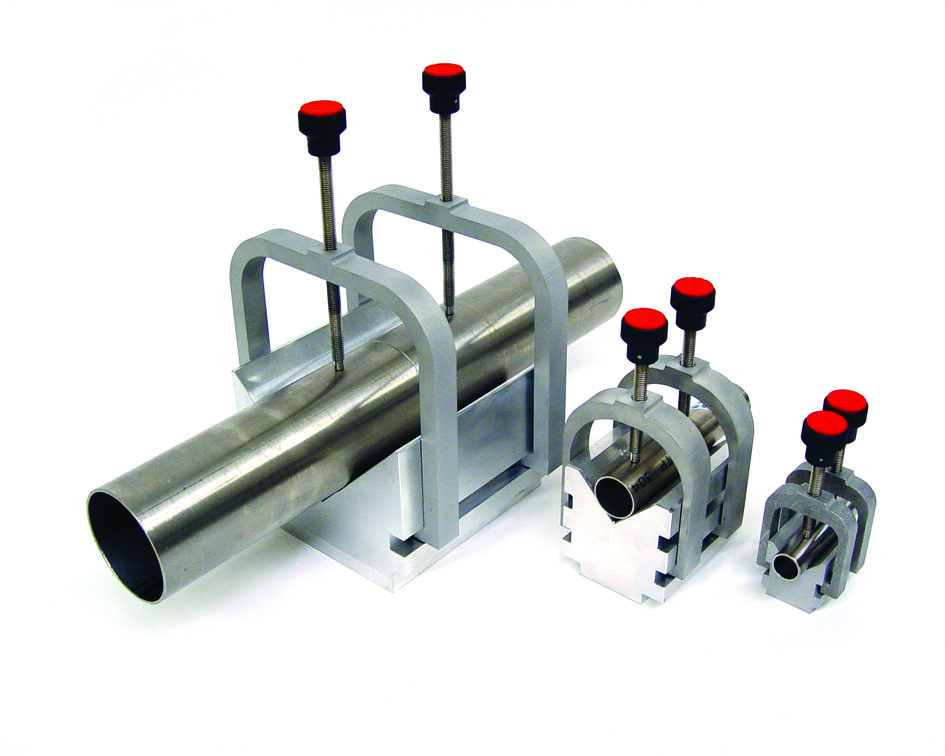
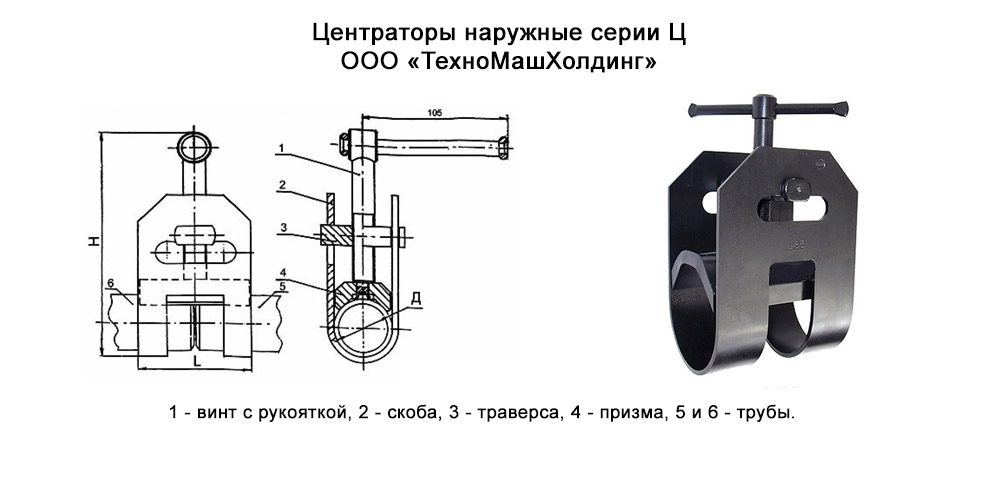
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей. Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные). Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок. Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб (см. рисунок ниже).
| Клещи для труб диаметром до 40 мм | Приспособление с винтовым зажимом для труб диаметром до 60 мм |
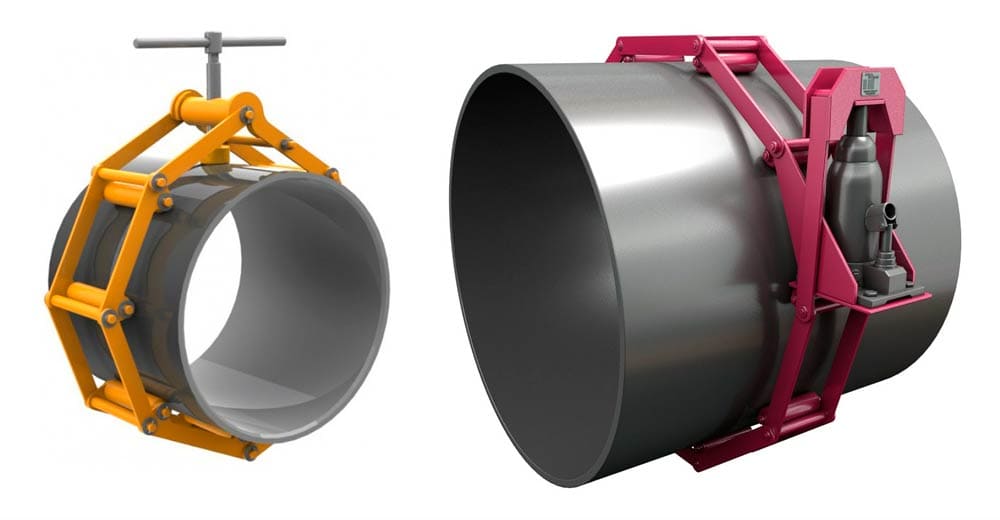
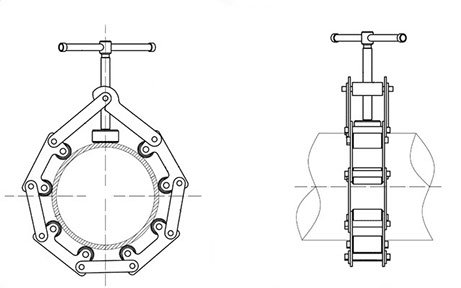
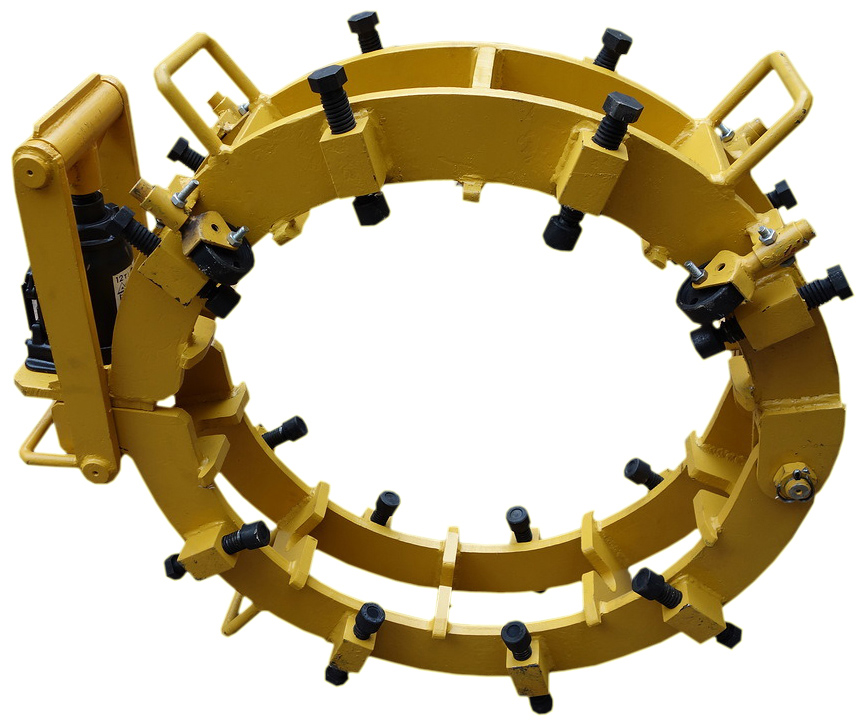
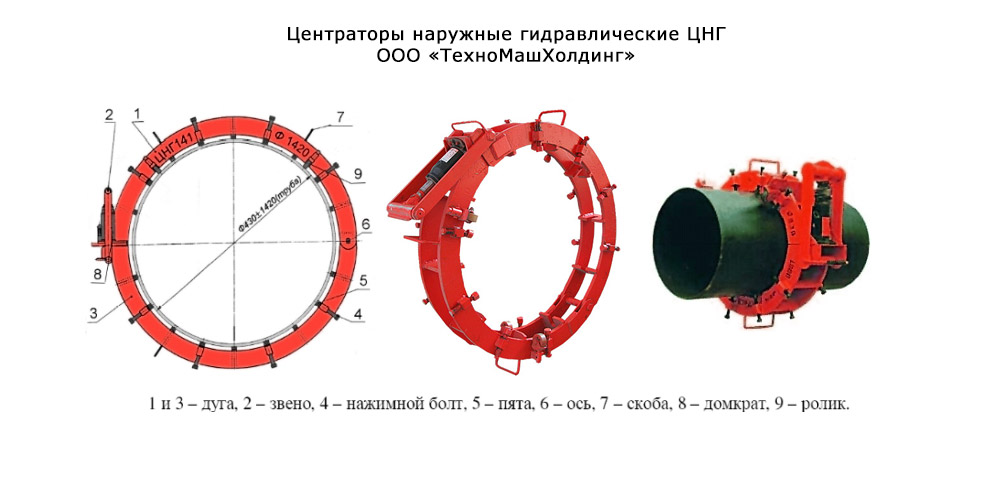
Центраторы для сборки труб большого диаметра могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром. Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
Наружный гидравлический центратор ЦНГ-1220 1 – цепь; 2 – упорный ролик; 3 – скобы; 4 – концевое звено; 5 – домкрат; 6 – винт.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов.
Достоинства и недостатки
К основным достоинствам центраторов относят:
- повышение качества сварки за счет точного расположения и фиксации, что обеспечивает длительный эксплуатационный срок;
- снижение трудозатрат;
- мобильность;
- невысокую стоимость;
- многофункциональность, состоящую в применимости для труб разных видов и размеров.
Основным недостатком центраторов считают некоторое повышение стоимости работ. К тому же многие промышленные модели характеризуются большой массой (до сотен кг). Поэтому для их применения требуются грузоподъемные устройства. Это также усложняет и удорожает работы.
Также можно сопоставить наружный и внутренний виды.
Инструменты первого типа характеризуются следующими достоинствами:
- небольшими габаритами и массой для большинства моделей;
- простотой использования;
- возможностью применения при любых условиях.
Основной недостаток состоит в отрывочном ведении работ, обусловленном необходимостью постоянного передвижения инструмента.
Основное достоинство внутренних центраторов состоит в обеспечении непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие применения подъемного оборудования.
Настройка режима сварочного аппарата
Для сварки трубы под просвет рекомендуется использовать сварочный аппарат постоянного тока. Работа проводится в режиме прямой полярности, когда электрод подключен к плюсу, а труба к минусу. Величина сварочного тока устанавливается в зависимости от толщины стенок трубы и диаметра электродов. Точное его значение в каждом случае подбирается опытным путем. Однако независимо от размера труб создание корня сварного шва проводится электродами диаметром 2,5 мм при минимально возможном токе. Попытки использования тройки для ускорения процесса кончаются плачевно.
Оптимальную величину сварочного тока подбирают на какой-либо металлической поверхности. Для начала выставляется 50 — 60 ампер. Если при опробовании дуга стабильна, нужно без усилия коснуться поверхности расплавленного металла кончиком электрода — он не должен прилипать. Сбавляя ток, подбирается его максимально малое значение, при котором дуга горит стабильно.
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
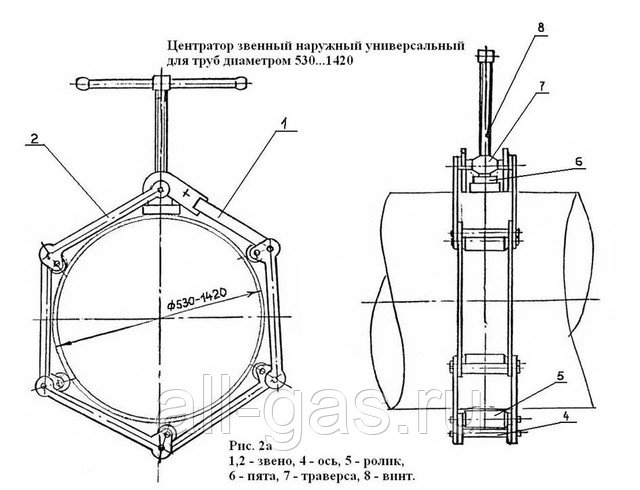
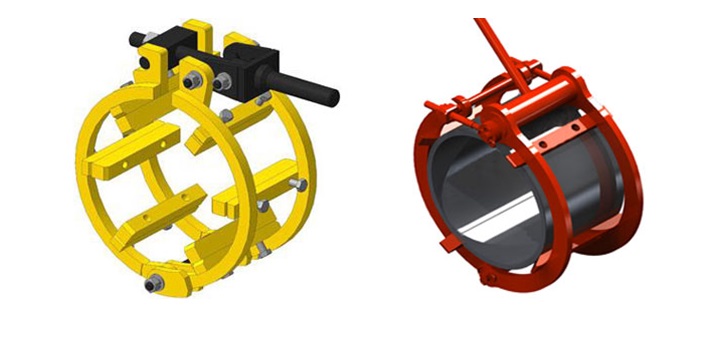
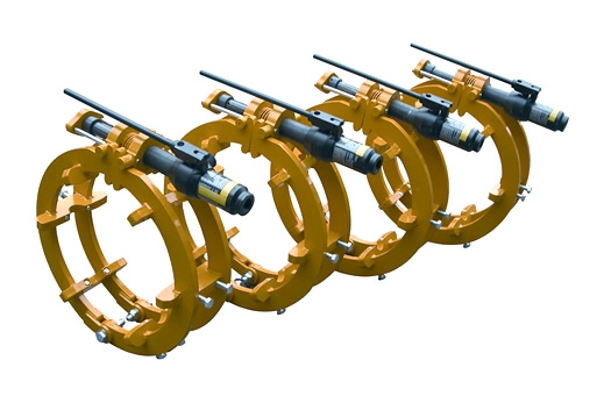
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб – до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.

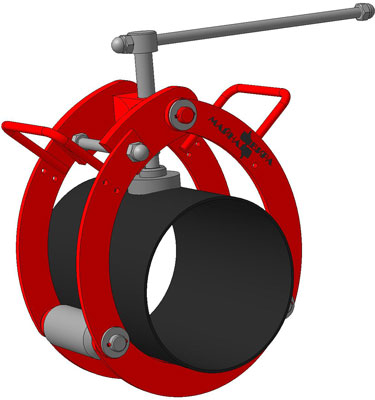
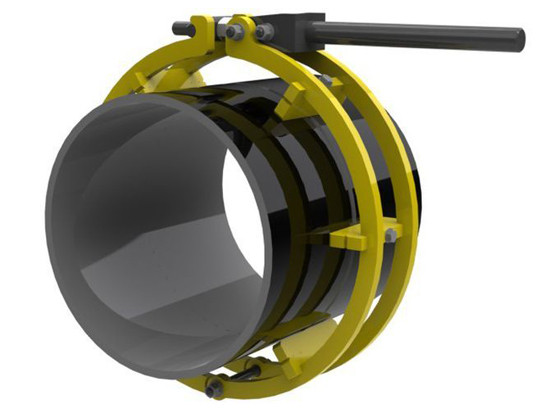
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб – 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.






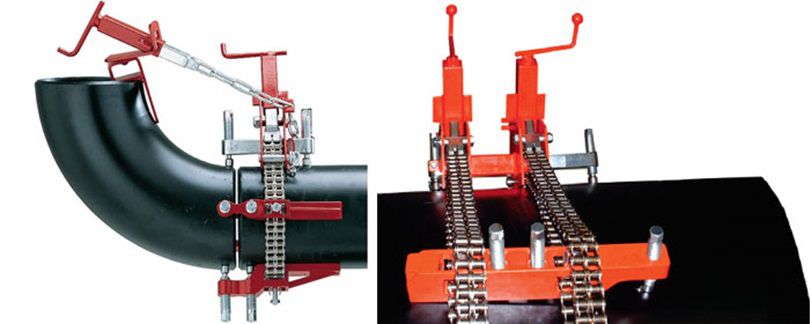
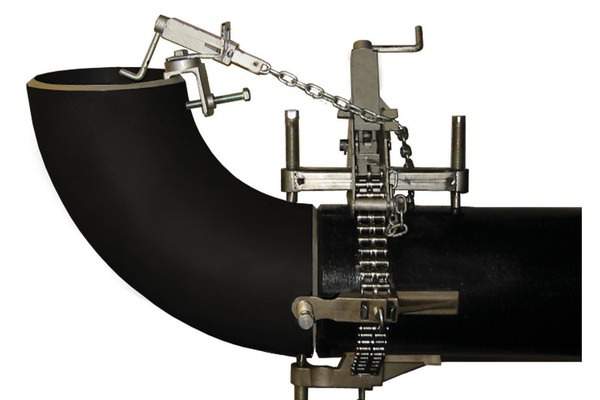
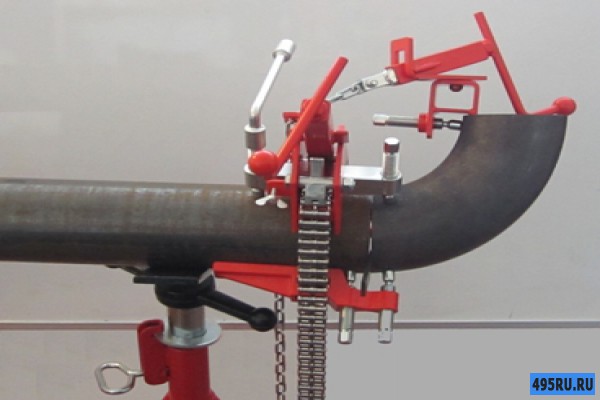
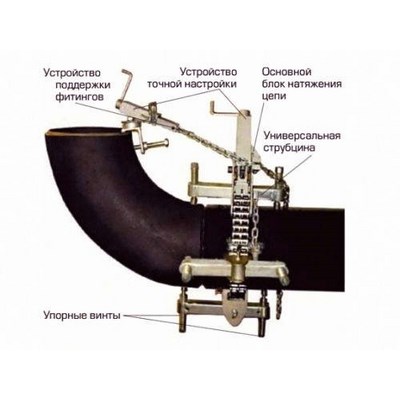
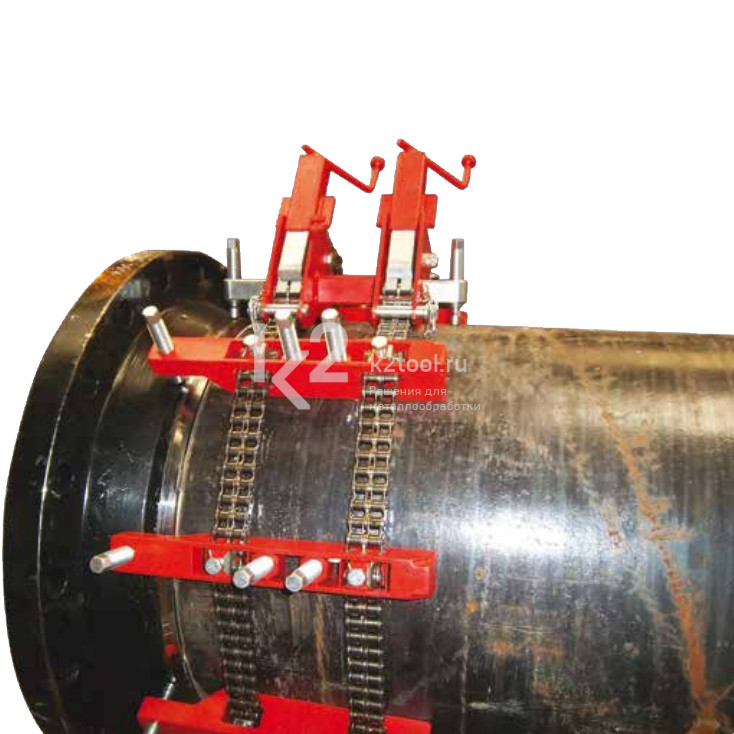
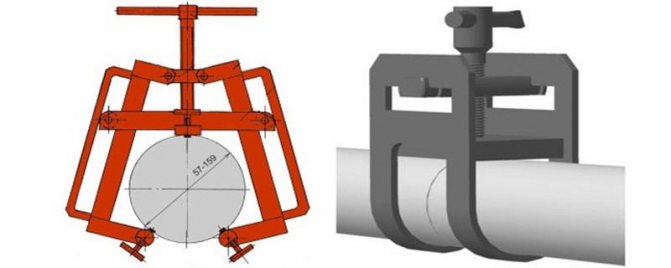
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.

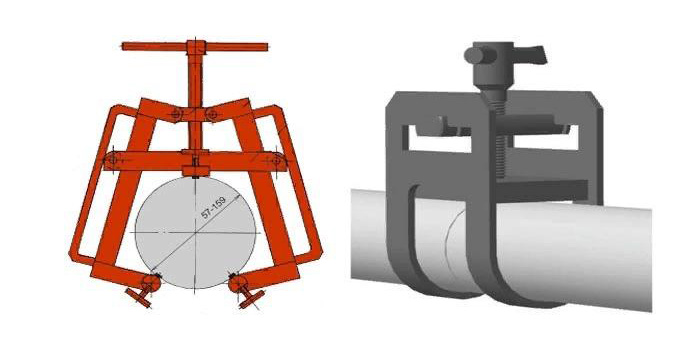
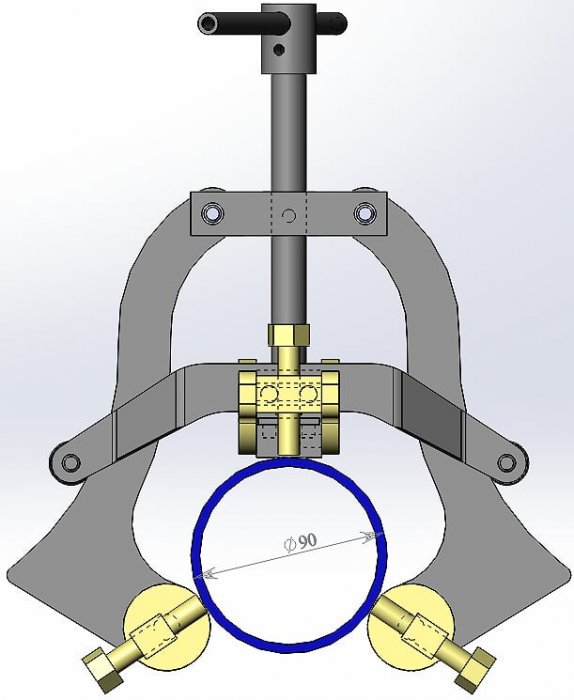
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб – 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения

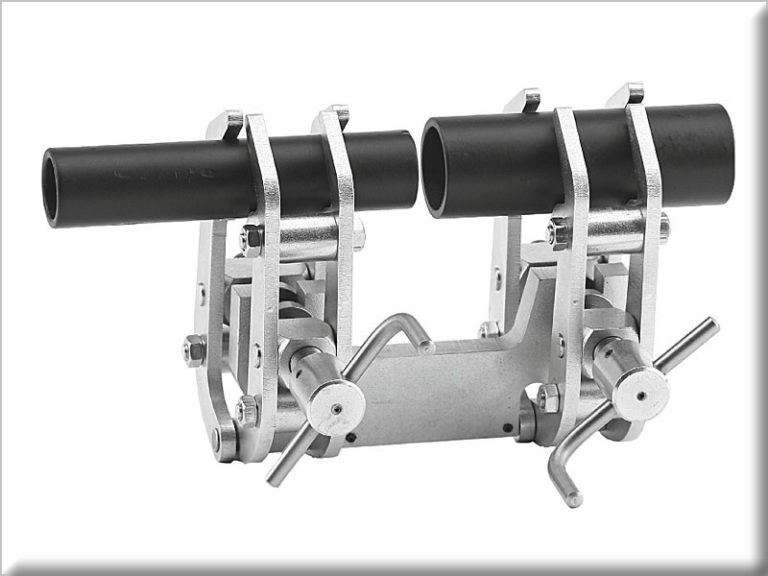
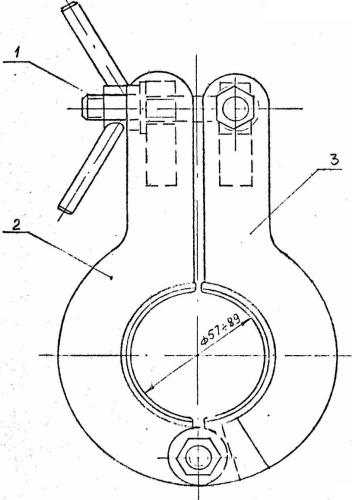
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
Ответственность сторон
7.1. Администрация, не исполнившая свои обязательства, несёт ответственность за убытки, понесённые Пользователем в связи с неправомерным использованием персональных данных, в соответствии с законодательством Российской Федерации, за исключением случаев, предусмотренных п.п. 5.2., 5.3. и 7.2. настоящей Политики Конфиденциальности.
7.2. В случае утраты или разглашения Конфиденциальной информации Администрация не несёт ответственность, если данная конфиденциальная информация: 7.2.1. Стала публичным достоянием до её утраты или разглашения. 7.2.2. Была получена от третьей стороны до момента её получения Администрацией Ресурса. 7.2.3. Была разглашена с согласия Пользователя.
7.3. Пользователь несет полную ответственность за соблюдение требований законодательства РФ, в том числе законов о рекламе, о защите авторских и смежных прав, об охране товарных знаков и знаков обслуживания, но не ограничиваясь перечисленным, включая полную ответственность за содержание и форму материалов.
7.4. Пользователь признает, что ответственность за любую информацию (в том числе, но не ограничиваясь: файлы с данными, тексты и т. д.), к которой он может иметь доступ как к части сайта rucentrator.ru, несет лицо, предоставившее такую информацию.
7.5. Пользователь соглашается, что информация, предоставленная ему как часть сайта rucentrator.ru, может являться объектом интеллектуальной собственности, права на который защищены и принадлежат другим Пользователям, партнерам или рекламодателям, которые размещают такую информацию на сайте rucentrator.ru. Пользователь не вправе вносить изменения, передавать в аренду, передавать на условиях займа, продавать, распространять или создавать производные работы на основе такого Содержания (полностью или в части), за исключением случаев, когда такие действия были письменно прямо разрешены собственниками такого Содержания в соответствии с условиями отдельного соглашения.
7.6. В отношение текстовых материалов (статей, публикаций, находящихся в свободном публичном доступе на сайте rucentrator.ru) допускается их распространение при условии, что будет дана ссылка на Сайт.
7.7. Администрация не несет ответственности перед Пользователем за любой убыток или ущерб, понесенный Пользователем в результате удаления, сбоя или невозможности сохранения какого-либо Содержания и иных коммуникационных данных, содержащихся на сайте rucentrator.ru или передаваемых через него.
7.8. Администрация не несет ответственности за любые прямые или косвенные убытки, произошедшие из-за: использования либо невозможности использования сайта, либо отдельных сервисов; несанкционированного доступа к коммуникациям Пользователя; заявления или поведение любого третьего лица на сайте.
7.9. Администрация не несет ответственность за какую-либо информацию, размещенную пользователем на сайте rucentrator.ru, включая, но не ограничиваясь: информацию, защищенную авторским правом, без прямого согласия владельца авторского права.





