
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Где можно купить
Сами по себе струбцины не являются товаром редким, поэтому обычно не возникает сложностей с их приобретением. Выделим лишь некоторые особенности покупки, которые могут заинтересовать потребителя.
Прежде всего, струбцины различных размеров можно встретить в специализированных магазинах, занимающихся продажей инструмента. Действительно, строгой градации для определенных видов работ нет, поэтому сварочные струбцины можно купить и в отделе инструментов для плотницких работ.
Губки и резьбовая часть должны быть прочными, так как при фиксации металлических изделий на них приходится большая нагрузка.

На официальном сайте производителя сварочного оборудования есть раздел, позволяющий организовать покупку продукции онлайн. При наличии в каталоге струбцин их можно купить у официального дистрибьютора или непосредственно производителя. Подобный способ приобретения считается наиболее приемлемым, так как предложенные струбцины наверняка адаптированы именно к сварочным работам.
Возможные проблемы
Прочность и качество шва будет зависеть от того, насколько полно вы сможете из бежать дефектов, характерных для такого вида соединений. К основным изъянам относятся следующие:
- Подрезы. Способствует их появлению электрическая дуга. Следы ее «коварства» предстают в виде небольших углублений на поверхности метализделий. При сварке снизу поврежденный участок можно закрыть наплавлением присадочного материала. Надо лишь дольше держать электрод при этом. Однако техника выполнения углового шва гораздо сложней. Нужно очень постараться, чтобы наплавить присадку на боковую поверхность. Вот почему на угловом шве углубления, как правило, присутствуют лишь на одном боку.
- Непровары на отрезках швов. Они встречаются чаще у тех сварщиков, кому еще надо накопить знаний в технологии производства угловых швов. Этот фактор сказывается так: рабочий в целях заполнения места стыковки чересчур энергично водит электродным кончиком по обе стороны. Но расплавленная масса, наоборот, стекает по ним, и цель – проварка шовного корня – остается недостижимой.
- Неверный катет. Качество сварки углового шва здесь зависит от умения определить требуемый режим напряжения, а потом управлять электродом с необходимой скоростью, стараясь удержать на одном уровне. Ток недостаточный? Электрод работает на малой скорости, а катет получится чрезмерно выпуклым. Из этого следует, что основной металл недостаточно поплавился. Повышенная сила тока и более быстрая скорость движения электродом? Катет получите вогнутый.
- Косой угол. Сварочные соединения отличаются, как правило, соответствующей формой к градусу угла. В этом и сложность – соблюсти точные размеры. Качество конструкции будет безнадежно испорчено, когда у приставной пластины неожиданно нарисуется наклон к одному из боков.
- Неровная наплавка металлом в боках стыковки. Высокая t, тяжесть кромок и электрода провоцируют расплавленную железную массу стекать вниз и сразу по сторонам. В результате может получиться так, что своей основной частью шов расположится на нижней поверхности. Верхний край, лишь прихваченный сваркой, уязвим перед деформацией. Чуть нагрузка – он и развалился.
- Прочие дефекты. Они представлены пустотами, лунками, вездесущими трещинами, непредсказуемыми свищами и кратерами, другими посторонними твердообразными включениями. Они могут заявить о себе в процессе.
Струбцины на все случаи жизни
Помимо винтовых и быстрозажимных струбцин существуют и другие модели, некоторые из них неплохо иметь каждому домашнему мастеру. Струбцины с храповым механизмом незаменимы в моделировании и при работе с мелкими заготовками, где сильное сжатие не требуется. Тому, кто часто стоит за верстаком, не помешают струбцины, закрепляемые в отверстиях на рабочей плоскости верстака. Рычажные струбцины применяют в случаях, когда требуется очень сильное сжатие. Они значительно сильнее, чем струбцины из пружинной стали, но требуют больше места для установки.
Клещеобразные струбцины с храповым механизмом
1. Возможность тонко дозировать сжатие и небольшой вес делают эти струбцины незаменимыми при изготовлении небольших поделок.
2. Клещеобразные струбцины с храповым механизмом недороги. С их помощью можно соединять очень тонкие материалы с большим или меньшим сжатием.
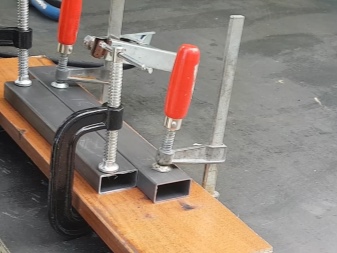
Струбцины из пружинной стали
Струбцины из пружинной стали (на фото с захватом для металлических труб) обладают известной гибкостью при сжатии и поэтому будут прочно держать заготовки даже при сотрясении конструкции.
Пружинные струбцины
Для склеивания небольших заготовок без сильного сжатия лучше всего использовать простые и недорогие пружинные струбцины.
Струбцины для верстаков
Удобные струбцины для верстаков устанавливают в 20-миллиметровые отверстия на рабочей поверхности.
Двумя или несколькими струбцинами можно надёжно зафиксировать обрабатываемые заготовки.
Узкие специалисты
Если требуется изготовить предметы необычных форм или выполнить другие нестандартные работы, то без специальных струбцин не обойтись. Некоторые из них совсем недороги, за другие придётся выложить немалые деньги, например за струбцины для фиксации кромочных лент при изготовлении мебели. Но если такую работу приходится делать лишь изредка, то вместо кромочной струбцины можно использовать деревянные клинышки, как это описано в информации справа.
Угловые струбцины: для быстрой и простой фиксации досок и рам под углом в 90 градусов используют угловые струбцины. По мимо угловых с их помощью можно выполнять и Т-образные соединения.
Деревянные струбцины: эти инструменты используют для склеивания реек, плинтусов и окантовок всех типов, для которых стальная струбцина не подходит из-за веса. В деревянных струбцинах сжатие происходит не через закручивание винта, а с помощью нажатия на расположенный сбоку рычаг. Давление производится непосредственно рукой на рычаг и поэтому может дозироваться тщательнее, чем при работе с винтовыми инструментами.
Ленточные струбцины: с помощью этих приспособлений склеивают выдвижные ящики и корпуса мебели. Эти струбцины используют также при изготовлении к предметов А нестандартных Н форм, например, для шестигранных корпусов мебели. Инструменты обеспечивают равномерное давление на все места соединений элементов.







Помогут клинышки
При приклеивании кромочной ленты на мебельную заготовку можно обойтись и без специальной струбцины. Возьмите два деревянных клинышка и введите их острыми концами навстречу друг другу в пространство между шиной зафиксированной винтовой струбцины и кромочной лентой. Двигая клинышки навстречу друг другу, можно оказывать необходимое давление на кромку.
Дёшево, но не сердито
Некачественные материалы часто не выдерживают высокого давления. Шина на инструменте на фото выгнулась от напряжения. Струбциной еще можно пользоваться, но заготовка из-за нарушенной геометрии будет выталкиваться из-под прижимной губки.
Запчасти
Даже самая хорошая струбцина с годами изнашивается. Однако далеко не всегда в этом случае приходится покупать новый инструмент. Многие известные производители предлагают запасные части к своим изделиям. В конечной итоге всегда выгодно покупать высококачественные изделия.
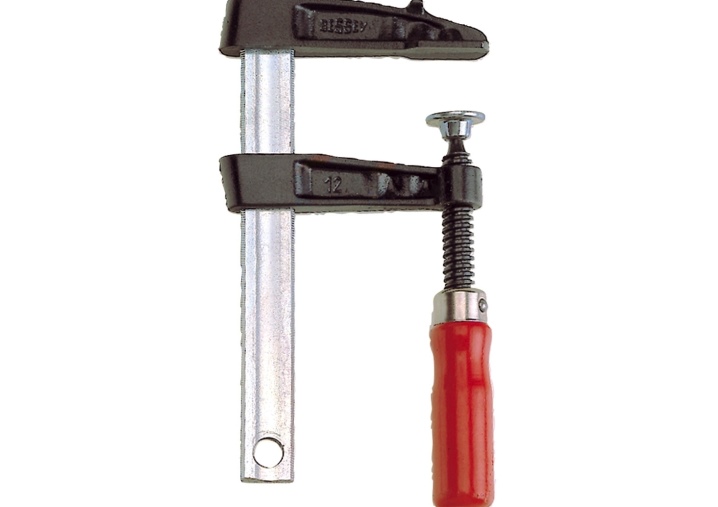
F-образные струбцины
Если G-образные струбцины имеют всего одну регулировку (высоты прижима), то в F-образных струбцинах предусмотрено несколько регулировок. Это непосредственно сама высота прижима и так называемый «дожим», дающий гарантию максимально надежной фиксации. Пример F-образной струбцины на фото ниже.

F-образные струбцины регулируют высоту прижима посредством направляющей планки, по которой ходит нижняя прижимная губка. Принцип фиксации в таких струбцинах прост. Упираясь в заготовку нижняя губка клинит на направляющей планке. Для усиления клина нужно просто закрутить вспомогательный винтовой прижим.
F-образные струбцины для сварки и столярных операций обычно отличаются направляющей планкой. В сварочных струбцинах планка обычно ровная, а в столярных приспособлениях направляющая планка чаще всего использует ребристую поверхность.
В отличии от G-приспособлений струбцины с F-образным профилем позволяют крепить достаточно высокие заготовки. Разумеется, есть и совсем небольшие F-прижимы. Высота разведения губок в F-струбцинах может составлять от 100 до 300-500 (мм). Конкретная высота прижима будет зависеть от модели струбцины. Из выложенного ниже видеоролика можно узнать, как выбрать струбцину для сварки.
Назначение изделия
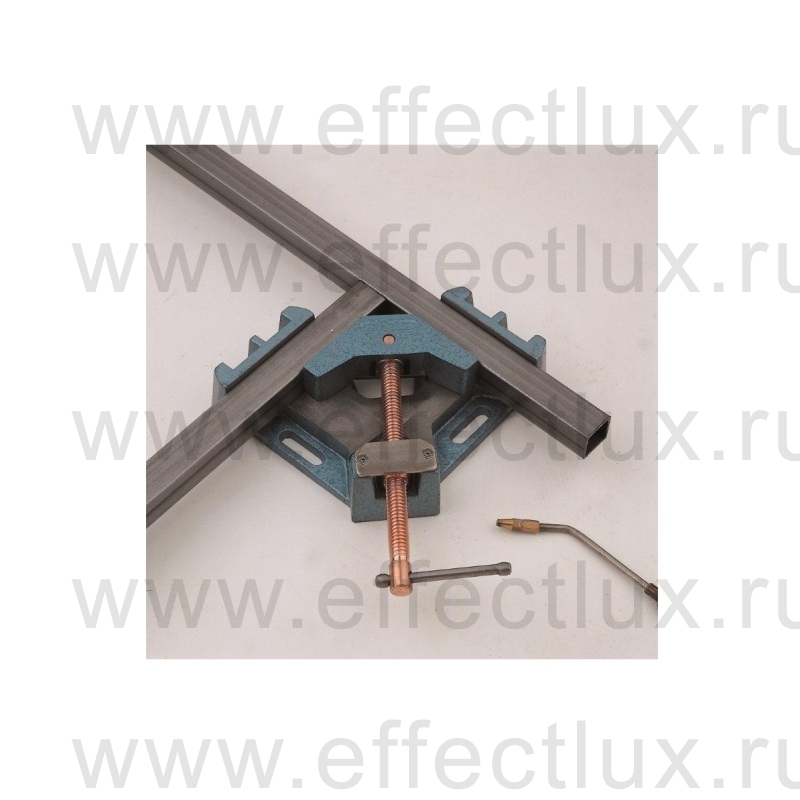
Приспособление используется для жесткого закрепления конструкций или отдельных деталей, чтобы приварить их под прямым углом. Состоит из основания или рамы, подвижной платформы, которая оснащена крепежными деталями: винтами или рычагами, при помощи которых регулируется прижатие заготовок. Благодаря подвижности основных деталей такое устройство надежно удерживает конструкции из металла, имеющие различные габариты.
Когда в наличие имеется несколько аналогичных струбцин, то можно легко сформировать любые сложные конструкции или простые рамы, например, для гаражных ворот, а затем проварить угловые соединения. Максимально допустимый диаметр детали до 400 мм, т. е. профильная труба 400х400 будет зажата прочно и ворота для въезда на загородный участок будут сварены точно под прямым углом баз досадных перекосов.
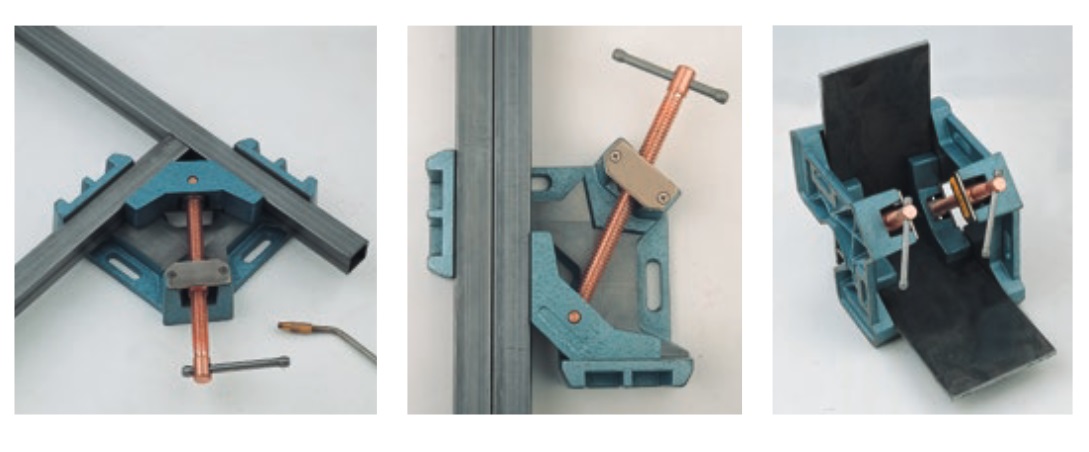
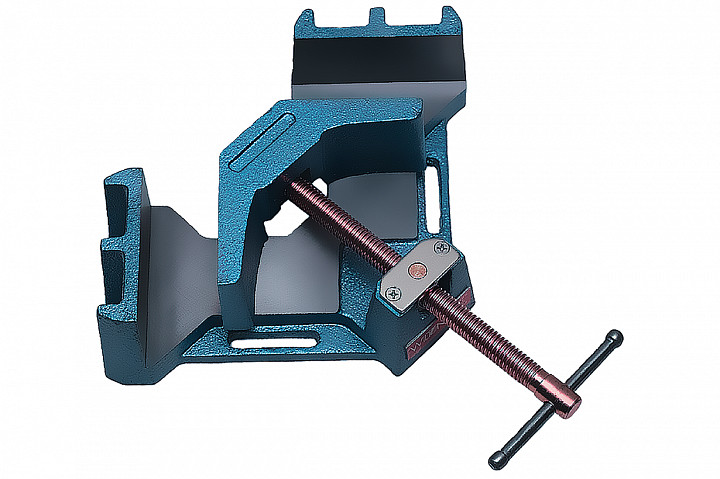
Струбцина углового типа
Угловое приспособление представляет собой универсальное фиксирующее устройство, которое используется для скрепления, удержания изделий при выполнении их сваривания. Такой вспомогательный механизм достаточно крепко сжимает детали под установленным углом, чем существенно облегчает работу сварщика.
Струбцины изготавливаются разной формы, размеров. Наиболее удобным вариантом являются быстрозажимные приспособления.
При постоянном выполнении сварочных работ рекомендуется иметь в наличии полный комплект отличных по конструкции, параметрам инструментов.
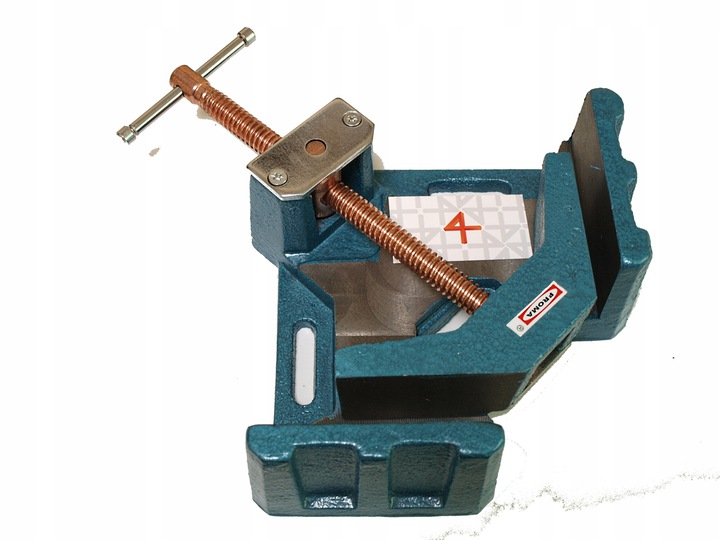
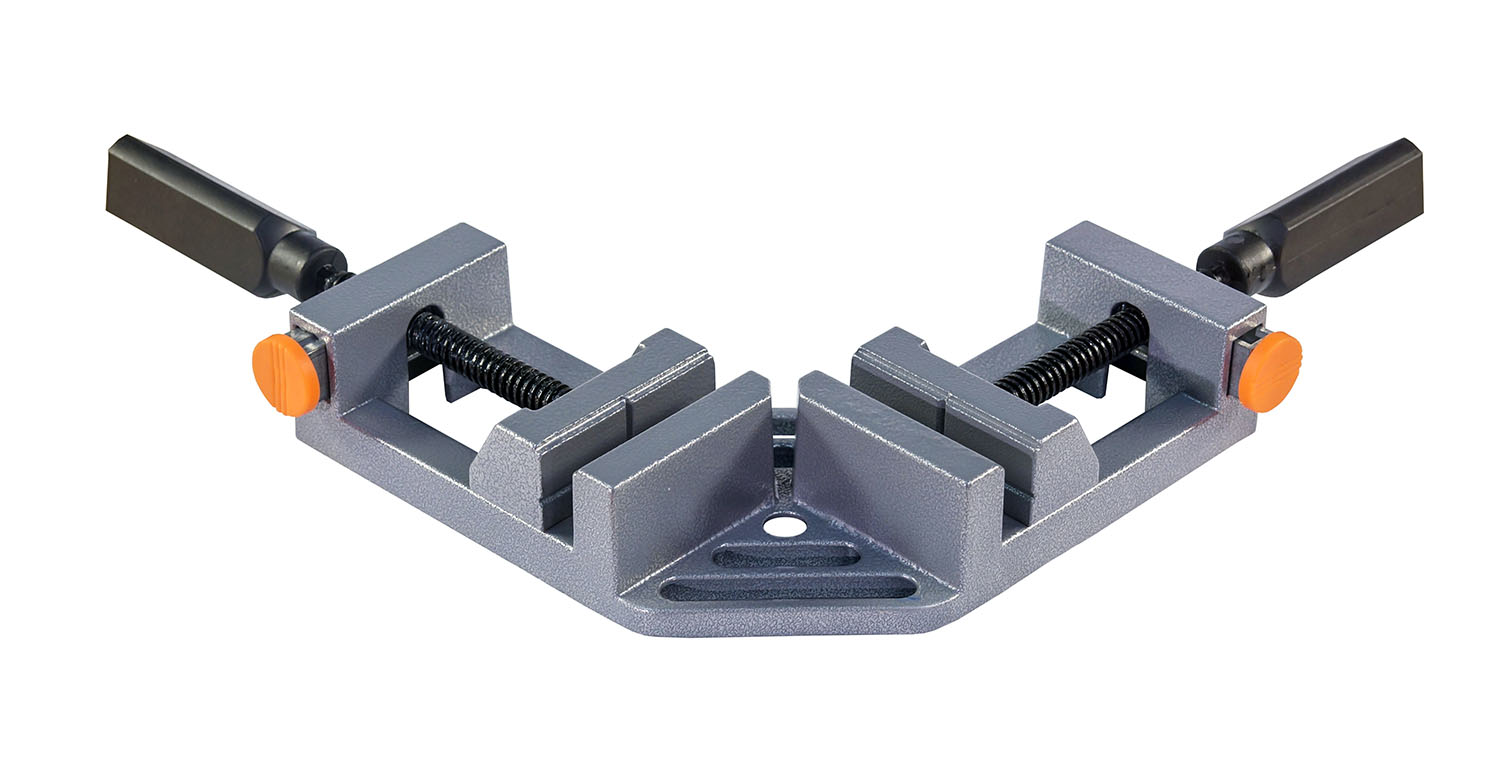
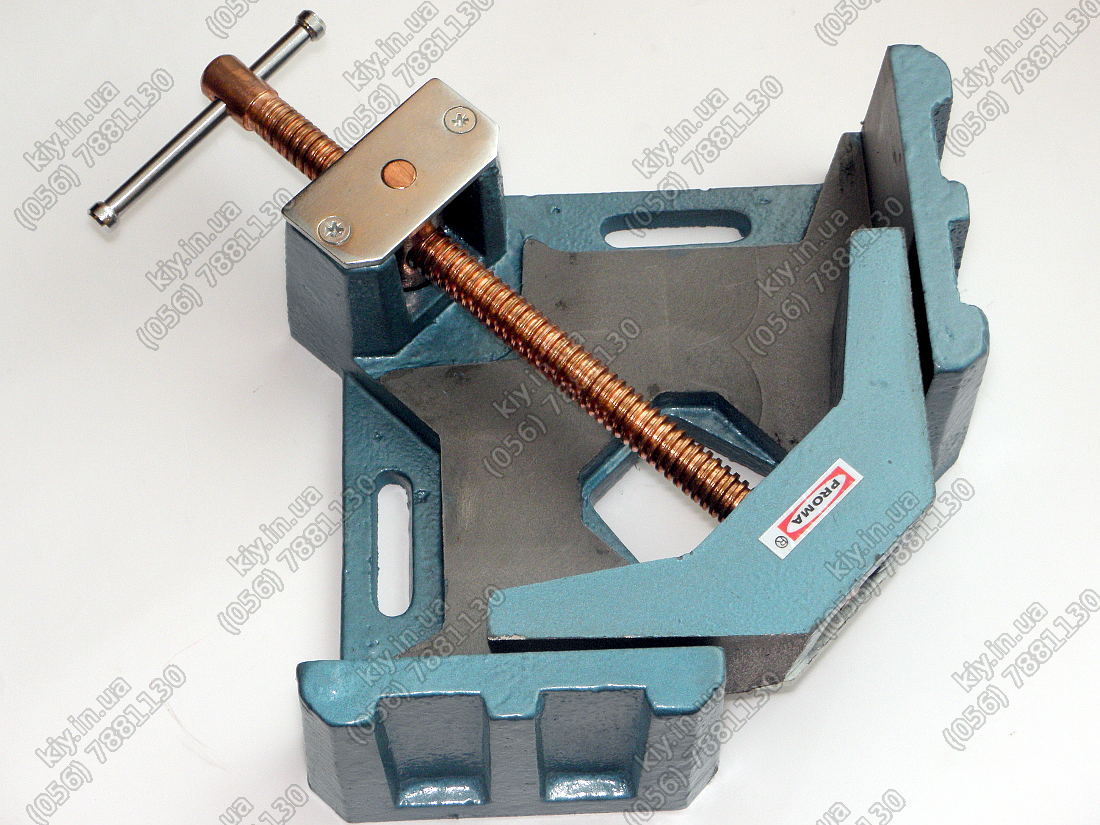
Конструкция угловой струбцины
Такие устройства позволяют выполнять сваривание металлических изделий не лишь под прямым углом. Заводские приспособления изготавливаются нескольких модификаций, их можно использовать для соединения труб под разным углом – 30-90º.
Особенностями устройств углового типа:
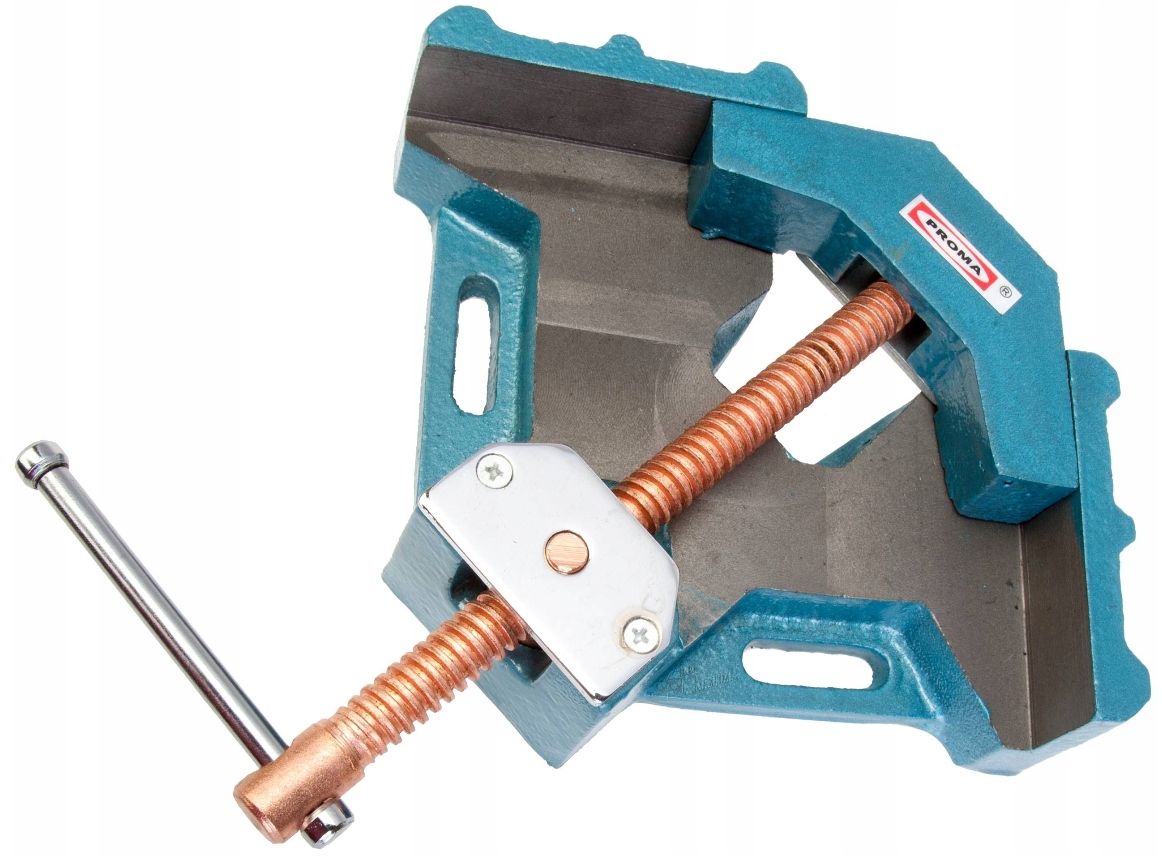
- прижимные губки изготавливаются большей толщины, благодаря чему увеличивается степень жесткости соединений деталей, сварочный шов при осуществлении сварки не выгибается;
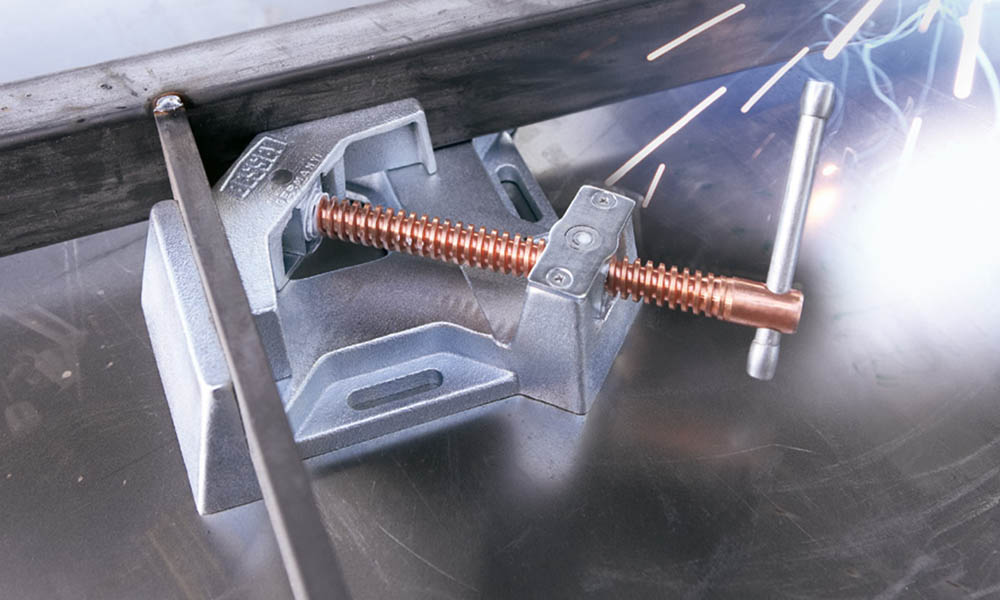
- дополнительно используются медные прижимные винты, которые не допускают спайку резьбовых участков струбцины при попадании на них брызг расплавленного металла, соответственно увеличивают эксплуатационный период оборудования;
- для выполнения сварки электродами под установленными углами на участках стыковки изделий струбцина делает больше рабочую зону.
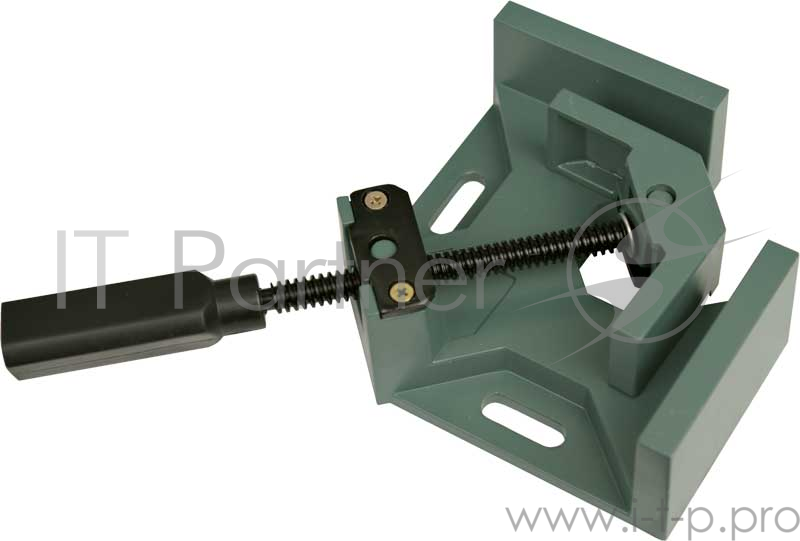
Конструкция устройства представляет собой основание в виде рамы и подвижный механизм. Подвижная часть приспособления часто дополнительно оснащена зажимным рычагом (винтом), который позволяет регулировать степень сжатия изделий.
Благодаря хорошей подвижности приспособление способно фиксировать изделия из металла различного сечения, параметров. Для максимально комфортной сварки, повышения производительности можно использовать одновременно несколько таких приспособлений разной конфигурации. Большинство производимых инструментов рассчитаны для сваривания металлических образцов, диаметр которых не превышает 39 см.
На угловых струбцинах для сварки предусмотрены специальные ручки Т-образной формы, которые предоставляют возможность передавать усилие, формирующееся в процессе работы, на обрабатываемые изделия. А скобы, выполненные из чугуна, выдерживают самые максимальные температуры.
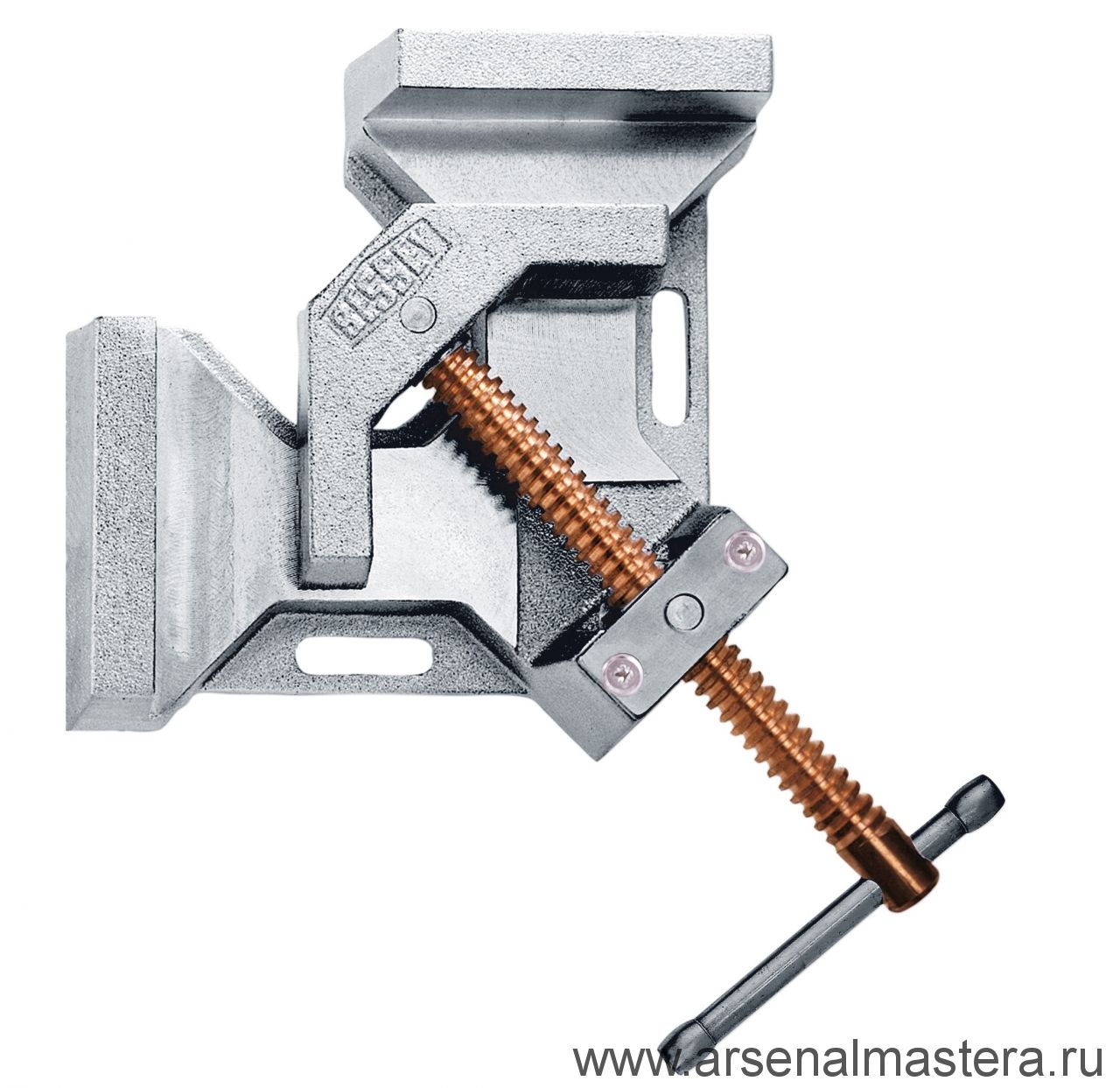
При подборе угловой струбцины нужно обязательно учитывать тип предполагаемых работ. Например:
- G-струбцины чаще всего используются для надежного закрепления металлических образцов, имеющих небольшую толщину.
- F-струбцины с регулируемым зажимным механизмом применяются при обработке металлических образцов большой толщины.
Быстрозажимные устройства могут монтироваться в гараже, мастерской, прочих помещениях на рабочих столах, имеющих ровную поверхность.
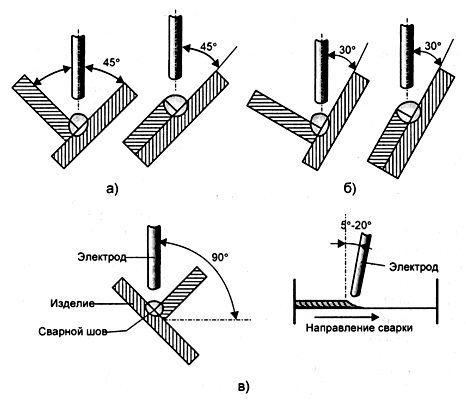
Как варить, технология
Важно правильно расположить электрод, в одной плоскости он наклоняется в сторону его перемещения, а в другой плоскости по биссектрисе относительно угла между деталями.
Настраивается ток в зависимости от толщины металла и диаметра электрода по формуле, важно знать, что если ток будет низкий, то произойдет залипание электрода, если ток будет высокий, то соответственно будут прожеги. Выбирается сам электрод, соблюдается техника безопасности
Выполняется технологическая подготовка свариваемых деталей, делается зазор примерно 2 мм, выполняются прихватки
Выбирается сам электрод, соблюдается техника безопасности. Выполняется технологическая подготовка свариваемых деталей, делается зазор примерно 2 мм, выполняются прихватки.





Видео
Если одна свариваемая деталь тоньше второй, то нужно избегать непровара и прожега путем захватывания и переноса металла более толстой детали на тонкую. Движение электрода так же может быть слева направо, справа налево, верхнее положение и нижнее. Так же следует выбрать колебательное движение электродом наиболее удобное и подходящее для высокого качества сварки.
Отбивается шлак и зачищается поверхность металлической щеткой. Если в ходе работы закончился электрод, следует отбить шлак во избежании непровара, зачистить и продолжить сварку с конечной точки.
Что бы избежать наплыва, подреза, непровара и прочих дефектов, выдерживайте правильный угол и следите за сварочной ванной. Скорость сварки должна быть такой, что бы формировался сварной шов с заданными размерами.
Совет! Так же как и в тавровом соединении, угловой шов удобно делать «лодочкой», если такое положение возможно.
Как какую делать
Любую из описанных выше струбцин можно изготовить самостоятельно в домашней мастерской. Столярные струбцины делаются из металла – деревянные станина и губки инструмента не выдержат противодавления материала детали(ей), зажим ослабнет уже во время работы, а сама струбцина придет в негодность. С варными и паечными струбцинами и так понятно: только металл; дерево – горючий материал.
Столярные струбцины для работ с ценным деревом либо изделиями лучше делать деревянными, но можно пользоваться и металлическими с проставками из фанеры или ровной драни. Струбцины для склеивания в пласть (на толстые заготовки из нескольких тонких) лучше использовать деревянные, даже если клеится металл или пластик – деревянные губки дают более равномерное распределение давления по плоскости и, соответственно, лучшее качество склейки. Хрупкие детали (стеклянные и т.п.) сжимаются для склеивания только деревянными струбцинами.
Места ограниченного доступа
При прокладке любых трубных коммуникаций нередко приходится сталкиваться со сложностями, касающимися сварки в труднодоступных местах, решить которые удаётся лишь, приняв специальные меры. Проблема касается, в частности, и проводки труб из полипропилена, широко распространённых в хозяйственной практике.
При монтаже новых полипропиленовых труб особо часты ситуации, когда условия прокладки далеки от нормативных требований.
В этом случае также приходится затрачивать дополнительные усилия, состоящие в использовании при монтаже элементов трубопровода специального инструмента. Потребуется:
- сварочный паяльник особой конструкции;
- комплект дополнительных насадок (желательно – тефлоновых);
- приспособление для назрезки трубных изделий (резак, поставляемый совместно со сварочным инструментом);
- обезжиривающий раствор;
- набор соединительных элементов.
Посредством расплавления труб паяльником удаётся соединить на сварку элементы трубопровода на любом участке его прокладки. Специальные насадки позволяют сочленять трубные заготовки, отличающиеся по своему диаметру, и выполнить угловые соединения.
Материал изготовления зажимов
Струбцины заводского производства изготавливаются из металла. В качестве сырья используется дюралюминий и различные сплавы на его основе. Такие приспособления изготовлены по стандарту, поэтому технические характеристики и общие размеры у них одинаковы.
Использование этого инструмента не требует больших усилий от пользователя. Работать с ним легко и быстро.
Изделия заводского производства стоят немало. Если требуется провести сварочные работы или осуществить сборку мебели, одним зажимом не обойтись. Покупка нескольких струбцин существенно ударит по бюджету, поэтому многие мастера предпочитают их изготавливать самостоятельно.
В классическом виде конструкция выглядит как простой и компактный мебельный зажим, который позволяет фиксировать составные конструкции под прямым углом.
Материал самодельных зажимов подбирается с учетом работ, которые предстоит выполнить. Струбцины, используемые для сборки мебели, обычно делаются из древесины. Для сварочных работ пригодны только металлические зажимы. Если же требуется разово провести какую-нибудь операцию, можно ограничиться изделиями из листовой фанеры.
Угловые мебельные струбцины применяются для сборки мебели. Это их главное, обобщающее назначение.
Для создания деревянных зажимов используется древесина:
- лиственницы;
- граба;
- бука;
- березы.
Она имеет высокие прочностные характеристики, обладает упругими свойствами и способностью восстанавливать первоначальную форму. Древесина этих пород гораздо тверже, чем материл, из которого выполнено большинство мебельных конструкций. Чтобы не повредить заготовки, желательно использовать защитные набойки. Они бывают деревянными, кожаными, войлочными. Допускается применение резины светлых тонов, чтобы на поверхности не оставалось цветного следа.
С помощью струбцины можно фиксировать практически любые детали, которые подходят под допустимые размеры инструмента.
Зажимы в виде рамок изготавливаются из металла. Для этого обычно используются профильные трубы или стальные уголки. Металлические детали предварительно нужно зачистить, чтобы на заготовках в процессе сборки не появлялись царапины. После этого изделие покрывается краской. Это необходимо для того, чтобы металл не повреждался коррозией и не оставлял следов ржавчины на поверхностях, с которыми соприкасается. После этого на раме закрепляются деревянные планки.
Инструмент, изготовленный в домашних условиях, может быть железным или деревянным.
Устройство
Угловая струбцина, изготовленная своими руками, или заводская устроена следующим образом. Не считая её модификаций, позволяющих сварить две обычные или профильные трубы под углом в 30, 45, 60 градусов или любым другим значением, данный инструмент отличается размерами под разную ширину труб. Чем толще прижимные кромки, тем толще и труба (или арматура), с помощью которой можно соединить её части. Дело в том, что свариваемый металл (или сплав) выгибается при нагревании, которым неизбежно сопровождается любая сварка.
Струбцина включает в себя подвижную и неподвижную части. Первая – это сам ходовой винт, стопорные и ходовые гайки и прижимающая прямоугольная губка. Вторая – рама (основа), закреплённая на несущем листе стали. Запас хода винта регулирует ширину зазора между подвижной и неподвижной частями – большинство струбцин работают с квадратными, прямоугольными и круглыми трубами от единиц до десятков миллиметров в диаметре. Для более толстых труб и арматуры применяются иные приспособления и инструменты – струбцина их не удержит при наложении прихватывающих точек или отрезков будущего шва.








Для вращения винта применяют рычаг, заведённый в оголовок. Он может быть подвижным (пруток сдвигается в одну из сторон полностью), либо ручка делается Т-образной (прут без оголовка приваривается к ходовому винту под прямым углом).

Большая толщина до 50 мм подходит для F-образных струбцин. Для всех разновидностей струбцин нужен надёжный стол (верстак) со строго горизонтальной поверхностью.
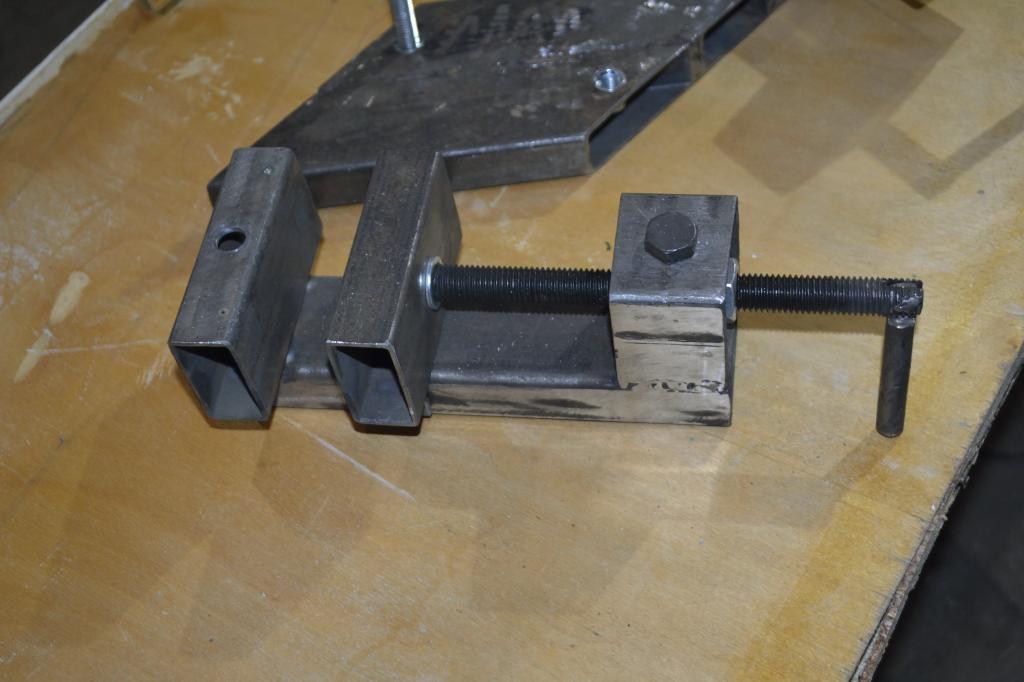
Изготовление
Разметьте и распилите профильную трубу и лист стали на составные детали, сверяясь по чертежу. Отрежьте от шпильки и гладкой арматуры нужные куски. Последовательность дальнейшей сборки струбцины состоит в следующем.
- Приварите наружные и внутренние отрезки профтрубы к отрезкам листовой стали, выставив прямой угол с помощью прямоугольной линейки.
- Приварите отрезки стали друг к другу, собрав квадратную П-образную деталь. Вварите в неё стопорные гайки. Просверлите сверху в ней отверстие, приварите к стопорным гайкам дополнительную фиксирующую гайку и вкрутите в неё болт. Если использовался кусок квадратной арматуры (например, 18*18) – просверлите в нём несквозное отверстие, нарежьте внутреннюю резьбу под М1 Затем приварите коробчатую деталь в сборе к продолговатому отрезку стали, а сам отрезок – к раме.
- Приварите ходовую гайку к неподвижной части струбцины – напротив стопорной вкрутите ходовой винт. Проверив, что винт крутится свободно, выкрутите его и обточите конец, толкающий взад-вперёд подвижную его часть – резьба должна быть убрана или подтуплена. Закрепите на свободном конце винта вороток.
- В месте присоединения винта к подвижной части сделайте простейшую втулку, приварив кусок профтрубы или пару пластин с предварительно просверленными отверстиями на 14 мм.
- Вкрутите ходовой винт повторно. Чтобы шпилька (сам винт) не вышла из втулочных отверстий, приварите к винту несколько шайб (или колец из стальной проволоки). Это место рекомендуется регулярно смазывать – для предотвращения стирания слоёв стали и разбалтывания конструкции. Профессиональные механики устанавливают вместо обычной шпильки ось с резьбой и гладким концом, на котором ставится стальная чашка с шарикоподшипниковым комплектом. Приварите также дополнительную гайку – под прямым углом к оси.
- Собирая втулку, рекомендуется приварить верхнюю пластину и зафиксировать всю конструкцию болтом в последнюю очередь, когда вы убедитесь в работоспособности струбцины.
- Проверьте надёжность креплений и сварных швов. Испытайте струбцину в работе, зажав два куска трубы, арматуры или профиля. Убедитесь, что угол зажимаемых деталей – прямой, проверив его угольником.
Струбцина готова к работе. Уберите свисающие, выпирающие участки швов при помощи их обточки на пильном/шлифовальном диске болгарки. Если применяемая сталь не является нержавеющей, рекомендуется покрасить струбцину (кроме ходового винта и гаек).
Как сделать угловую струбцину для сварки, смотрите далее.





