
Ультразвуковая дефектоскопия сварных швов
Данный вид неразрушающего контроля выполняется с использованием специализированного дефектоскопа с применением датчиков различных номиналов (в зависимости от задачи). В ходе УЗИ ультразвук легко проходит через металл и отражается от нижнего края обследуемой конструкции. Все искажения, появляющиеся в ходе обследования, отслеживаются датчиком и записываются. В зависимости от типа искажения специалист определяет дефект.
УЗК сварных швов («просвечивание» стыков) позволяет с высоким уровнем качества выявить непровары, трещины, газовые поры, зазоры, шлаковые включения в шве. По точности показаний УЗК не уступает, в ряде случаев заметно превосходит большинство используемых технологий — радиографический контроль, иные.
Ультразвуковая дефектоскопия сварных швов (УЗД) — один из универсальных методов обследования, позволяющий быстро и эффективно выявить большинство серьезных недостатков. УЗД широко применяется, когда требуется проверить качество соединения труб, герметичность трубопровода.
К преимуществам может быть отнесена и доступная стоимость «просветки» сварных швов в Москве, Нижнем Новгороде, Казани, Тюмени и в других регионах РФ, где мы выполняем работы.
Исследование металлоконструкций с помощью ультразвука может быть выполнено разными методами УЗИ:
- Эхо-импульсный.
- Зеркально-теневой.
- Эхо-теневой.
Эти методы УЗИ отличаются друг от друга по углу вхождения волн в металл, схемой расположения и включения преобразователей и другими характеристиками. Независимо от используемого неразрушающего метода исследования, можно получить точные данные о дефектах (расположение, геометрия), имеющихся на разной глубине.
Параметры ультразвукового контроля качества сварки зависят от нескольких условий. Поэтому перед началом выполнения исследования методом дефектоскопии сварных соединений нам необходимо знать:
- Вид и марка изучаемого материала.
- Толщина и геометрия конструкции.
- Назначение конструкции (для определения норм браковки — какие дефекты считаются допустимыми, какие – нет).
В силу большого количества факторов, влияющих на стоимость работ по ультразвуковой дефектоскопии (УЗД) сварных швов как в Москве, так и в регионах, ультразвуковой толщинометрии трубопроводов по нашей практике точные цены могут существенно отличаться для различных объектов! Поэтому итоговые цены уточните у наших менеджеров, а здесь приведем примеры стоимости на данный вид дефектоскопии сварных соединений:
Проведение работ по ультразвуковому контролю качества (далее — УЗК) сварных швов трубопроводов
| Диаметр, мм, до 36 | 1 стык | 400 — 700 руб. |
| Диаметр, мм, до 65 | 1 стык | |
| Диаметр, мм, до 114 | 1 стык | |
| Диаметр, мм, до 159 | 1 стык | 500 — 1 300 руб. |
| Диаметр, мм, до 219 | 1 стык | |
| Диаметр, мм, до 273 | 1 стык | |
| Диаметр, мм, до 377 | 1 стык | 700 — 1 700 руб. |
| Диаметр, мм, до 465 | 1 стык | |
| Диаметр, мм, до 550 | 1 стык | От 1 600 руб. |
| Диаметр, мм, до 720 | 1 стык | От 1 800 руб. |
| Диаметр, мм, до 920 | 1 стык | От 2 000 руб. |
| Диаметр, мм, до 1220 | 1 стык | От 2 300 руб. |
| УЗК сварных швов конструкций и оборудования | 1 п. метр | От 700 руб. |
| УЗК основного металла оборудования, толщина стенки до 14 мм | 1 м2 | От 2 200 руб. |
| УЗК основного металла оборудования, толщина стенки до 30 мм | 1 м2 | От 2 700 руб. |
| УЗК основного металла оборудования, толщина стенки до 60 мм | 1 м2 | От 3 000 руб. |
| Ультразвуковая толщинометрия сварных швов оборудования и основного металла | 1 точка | От 50 руб. |
Свойства ультразвука и важность состояния диагностируемой поверхности
Ультразвук проверяет материал, не разрушая его структуры.

Ультразвуковой контроль – один из основных в дефектоскопии.
При дефектоскопии учитывается длина колебаний – она прямо пропорциональна разрешающей способности и чувствительности и обратно пропорциональна энергии колебаний. Оптимальный показатель – 0,5-10 МГц.
Корректность результатов измерения зависит от состояния диагностируемой поверхности. Необходим свободный доступ ко всем измеряемым участкам для свободного прохождения волн ультразвука через объект. На поверхности не должно быть инородных тел (масла, смазки, грязи, ворсинок, брызг металла, сварочного флюса и т.д.)
Для подготовки поверхности необходимо:
- Зачистить лакокрасочное покрытие и ржавчину на расстоянии 5-7 см.
- Обработать материал трансформаторным, турбинным или машинным маслом.
- Устранить воздушные зазоры нанесением контактной жидкости (можно использовать воду, масло или глицерин)
- Создать шероховатость поверхности выше или равную классу 5 (при использовании пьезоэлектрического преобразователя).
Проверка сварных швов ультразвуком
Технология проверки регламентирована ГОСТ Р 55724-2013. Операторам-контролерам выдают удостоверения. Перед проверкой им проводят инструктаж по ТБ. Проверять приходится соединения, расположенные в труднодоступных местах. Прибор обязательно заземляется. Оценка результатов проводится по нескольким критериям. В журнал ультразвукового контроля качества заносятся следующие данные:
- протяженность контролируемого сварного шва;
- описание дефекта (ширина, высота, форма);
- диапазон пропускаемой волны.
Для диагностики проводится зачистка исследуемой области (валик плюс область термовлияния). Для лучшей проходимости ультразвука на поверхности создают маслянистую пленку. Прибор настраивают по стандарту. Поиск отраженного или пропускаемого сигнала проходит на максимальной амплитуде
В зависимости от важности соединения контроль проводится за один или два прохода
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка аппарата, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Определение
Ультразвуковой контроль сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в металле) и выявления присутствия не металлических элементов.
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
- расстояние до дефекта — по времени распространения ультразвуковой волны в материале;
- относительный размер дефекта — по амплитуде отраженного импульса.
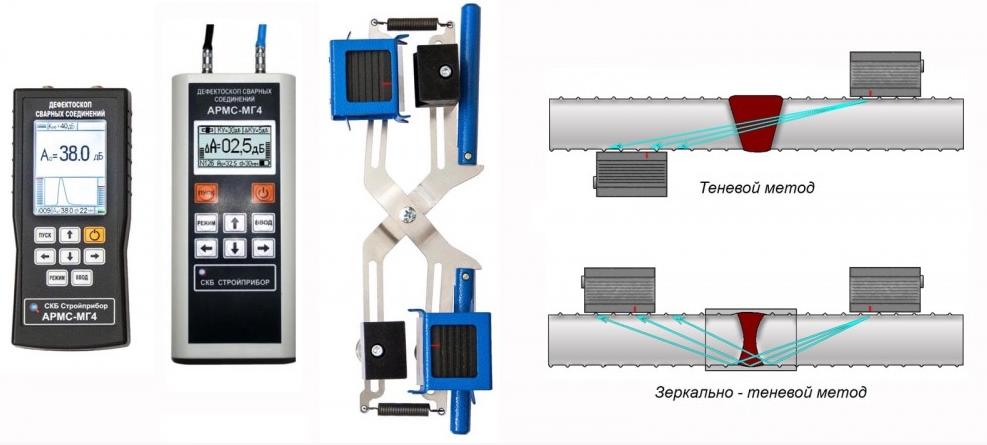
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 — 79), которые отличаются между собой только способом регистрации и оценки данных:
- Теневой метод. Заключается в контроле уменьшения амплитуды ультразвуковых колебаний прошедшего и отраженного импульсов.
- Зеркально-теневой метод. Обнаруживает дефекты швов по коэффициенту затухания отраженного колебания.
- Эхо-зеркальный метод или “Тандем”. Заключается в использовании двух аппаратов, которые перекликаются в работе и с разных сторон подходят к дефекту.
- Дельта-метод. Основывается на контроле ультразвуковой энергии, переизлученной от дефекта.
- Эхо-метод. Основан на регистрации сигнала отраженного от дефекта.
Откуда колебания волны?
Проводим контроль
Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8—2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1—5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
В чём заключается эффективность неразрушающего контроля сварных соединений?
Идеально однородные среды в процессе взаимодействии с источником ультразвуковых колебаний не ослабляют амплитуду звуковых волн. Совсем иное происходит, если сканируются реальные объекты. При наличии в них участка с искажениями первоначальной структуры всегда наблюдается существенное искажение и уменьшение амплитуды звукового давления, которое количественно проявляется в виде ослабления или даже полного поглощения ультразвуковых волн.








Интенсивность таких искажений устанавливается законом ослабления
P=Р exp(-αd),
где: Р – исходное значение амплитуды звукового давления; Р – значение на выходе из диагностируемого сварного шва; d – толщина шва; α – коэффициент ослабления.
Поскольку параметр d чаще представляют как расстояние до источника ультразвукового излучения, то считается, что звуковая волна имеет вид полусферы, а потому ослабление будет равномерным по всем направлениям. В практике измерений оно обычно устанавливается в децибелах (дБ), поэтому может быть вычислено по формуле
α = 20/d∙lg(P/Р)

Промышленный ультразвуковой дефектоскоп, применяемый для определения сплошности и качества сварных швов, оценивает интенсивность эхо-сигнала, которая пропорциональна амплитуде звукового давления:
p/P = H/H
где: Н и Н соответственно — амплитуды звукового сигнала на входе и выходе из прибора.
Для практически применяемого диапазона частот 1…15 МГц (что и случается для подавляющего большинства металлических изделий) интенсивность эхо-сигналов соотносится с относительным ослаблением ультразвукового сигнала следующими соотношениями:
| Н/Н | 1,26 | 1,78 | 2,82 | 5,01 | 10,0 | 21,62 |
| Мощность сигнала, дБ | 2 | 5 | 9 | 14 | 20 | 30 |
Из представленной таблицы следует, что применение оценочного критерия логарифмической интенсивности ультразвукового сигнала может эффективно фиксировать изменения в его амплитуде.

Причинами ослабления ультразвуковых волн происходит вследствие поглощения и рассеивания сигналов. Энергия поглощения превращает колебательную энергию в тепловую. Она пропорциональна частоте ультразвуковых колебаний, поэтому ультразвуковые дефектоскопы для контроля сварных соединений изготавливаются с максимально возможными генерируемыми частотами.
С повышением частоты облегчается фокусировка прибора, благодаря чему распознавание неоднородностей или дефектов улучшается. При этом должны соблюдаться следующие условия:
- Размер оцениваемой неоднородности должен быть больше половины длины волны.
- Направление сканирования должно быть перпендикулярным направлению хода звукового луча.
- Прибор не должен использовать так называемые критические частоты (для металлических конструкций это, например, частоты близкие к 6 МГц), при которых из-за явления дифракции ультразвуковых волн чувствительность метода резко снижается.
Энергия рассеивания более существенна для поликристаллических тел. Поэтому для крупнозернистых структур (например, чугуна) ультразвуковая дефектоскопия малочувствительна. Также неэффективно ультразвуковое сканирование при пониженных температурах окружающей среды.
Для получения ультразвуковых колебаний применяются два вида источников: магнитострикционные генераторы и пьезоэлектрические преобразователи. Каждое из устройств имеет свои рациональные области применения.

Теоретическое определение УЗК
Методика ультразвукового неразрушающего контроля является далеко не новым видом дефектоскопии и впервые была применена на практике в 1928 году, а с развитием технического прогресса и промышленных технологий стала использоваться во многих сферах деятельности человека. 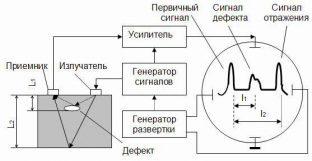
При этом чем существеннее разница в физических и химических свойствах материалов, тем больше будет звуковое сопротивление в месте раздела сред, тем ощутимее и заметнее эффект при отражении звуковых волн.
К примеру, при образовании сварного шва в структуре металла обычно остается смесь газов, которая не успела выйти во время затвердевания наружу.
При этом газообразная среда обладает фактически в пять раз меньшим волновым сопротивлением прохождению ультразвуковых колебаний, чем металлическая кристаллическая решетка, что и позволяет практически полностью отражаться ультразвуковым колебаниям.
Контроль качества сварных соединений стальных трубопроводов
При контроле качества сварных соединений трубопроводов надлежит руководствоваться требованиями настоящего раздела и требованиями раздела 5 настоящих Технических правил.
Контроль качества сварочных работ и сварных соединений трубопроводов следует выполнять путем:
– проверки исправности сварочного оборудования и измерительных приборов, качества применяемых материалов;
– операционного контроля в процессе сборки и сварки трубопроводов;
– внешнего осмотра сварных соединений и измерений размеров швов;
– проверки сплошности стыков неразрушающими методами контроля – радиографическим (рентгеновскими или гамма-лучами) или ультразвуковой дефектоскопией в соответствии с требованиями ГОСТ 7512-82, ГОСТ 14782-76 и других стандартов, утвержденных в установленном порядке;
– механических испытаний и металлографических исследований контрольных сварных соединений трубопроводов, на которые распространяются требования Правил Госгортехнадзора России;
– испытаний на прочность и герметичность.
При операционном контроле качества сварных соединений стальных трубопроводов надлежит проверить соответствие стандартам конструктивных элементов и размеров сварных соединений (притупление и зачистку кромок, величину зазоров между кромками, ширину и усиление сварного шва), а также технологию и режим сварки, качество сварочных материалов, прихваток и сварного шва.
Все сварные стыки подлежат внешнему осмотру и измерению.
Стыки трубопроводов, сваренные без подкладного кольца с подваркой корня шва, подвергаются внешнему осмотру и измерению размеров шва снаружи и внутри трубы, в остальных случаях – только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений на ширину не менее 20 мм (по обе стороны шва).
Результаты внешнего осмотра и измерения размеров сварных соединений считаются удовлетворительными, если:
– отсутствуют трещины любых размеров и направлений в шве и прилегающей зоне, а также подрезы, наплывы, прожоги, незаверенные кратеры и свищи;
Таблица 4.1 (СНиП 3.05.03-85, таблица 1)









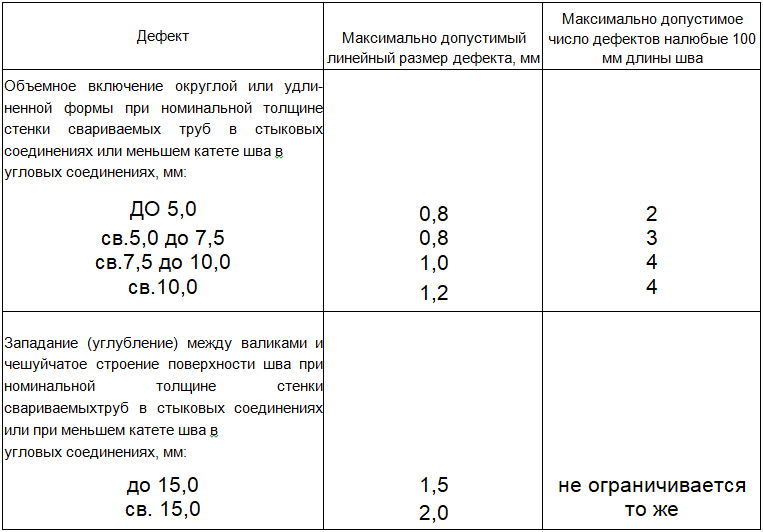
– размеры непровара, вогнутости и превышение проплава в корне шва стыковых соединений, выполненных без остающегося подкладного кольца (при возможности осмотра стыка изнутри трубы), не превышаютзначений, приведенных в таблице 4.2.
Таблица 4.2 (СНиП 3.05.03-85, таблица 2)
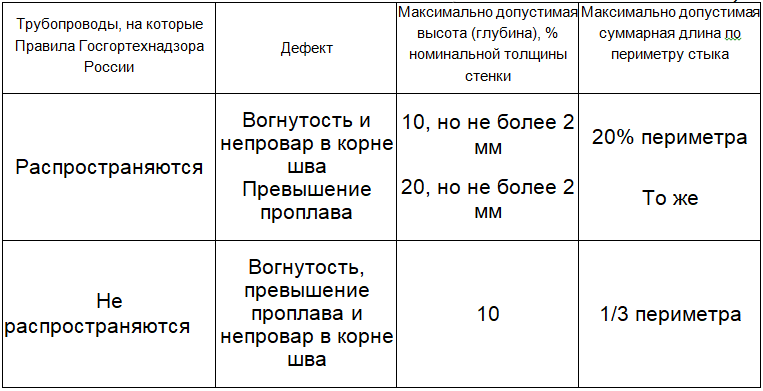
Стыки, неудовлетворяющие перечисленным требованиям, подлежат исправлению или удалению.
Неразрушающим методам контроля следует подвергать 100 % сварных соединений трубопроводов тепловых сетей, прокладываемых в непроходных каналах под проезжей частью дорог, в футлярах, тоннелях или технических коридорах совместно с другими инженерными коммуникациями, атакже при пересечениях:
– железных дорог и трамвайных путей – на расстоянии не менее 4 м, электрифицированных железных дорог – не менее 11 м от оси крайнего пути;
– железных дорог общей сети – на расстоянии не менее 3 м от ближайшего сооружения земляного полотна;
– автодорог – на расстоянии не менее 2 м от края проезжей части, укрепленной полосы обочины или подошвы насыпи;
– метрополитена – на расстоянии не менее 8 м от сооружений;
– кабелей силовых, контрольных и связи – на расстоянии не менее 2 м;
– газопроводов – на расстоянии не менее 4 м;
– магистральных газопроводов и нефтепроводов – на расстоянии не менее 9 м;
– зданий и сооружений – на расстоянии не менее 5 м от стен и фундаментов.
Сварные швы следует браковать, если при проверке неразрушающими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
На исполнительном чертеже трубопровода, составленном в соответствии со СНиП 3.01.03-84, следует указывать расстояния между сварными соединениями, атакже от колодцев, камер и абонентских вводов до ближайших сварных соединений.
Магнитострикционные преобразователи ультразвуковых дефектоскопов
Магнитоскрикция заключается в деформации ферромагнитной детали, которая размещена в силовом магнитном поле. Длина этой детали изменяется в зависимости от вида силовых линий магнитного поля, её материала, температуры и степени намагниченности. В ультразвуковых дефектоскопах используются ферромагнетики, относительное изменение длины которых – не менее 10-5.
Работают такие преобразователи следующим образом. В приборе создаётся переменное электромагнитное поле, при этом ферромагнитный стержень начинает совершать колебания удвоенной амплитуды. Поскольку линейная деформация магнитостриктора не зависит от направления силовых линий магнитного поля, то подмагничивания такого элемента не требуется.
Как и пьезоэффект, магнитострикция обратима. В качестве излучателей применяются химически чистый никель, а также его сплавы с медью или железом. Минимальная частота, при которой обнаружение дефектов сварных конструкций окажется эффективным, составляет 60 Гц, хотя в приборах обычно реализуются частоты от 300 Гц.
Магнитострикционные преобразователи конструктивно проще, однако уступают пьезогенераторам по параметрам минимальной площади диагностируемой зоны: она должна быть достаточно большой. Кроме того, такие ультразвуковые дефектоскопы теряют свою чувствительность при обследовании только что полученных сварных швов. Ещё одним ограничением магнитострикционных источников получения ультразвуковых волн считается их повышенная энергоёмкость. Зато они более компактны, а потому применимы в стеснённых для диагностики условиях.
Ультразвуковые толщиномеры

Установка ультразвукового контроля дает возможность не только определить дефекты образца, но и измерить толщину материала либо его лакокрасочного покрытия, не нарушая целостности последнего.
Измерение толщины производится с помощью зонда, который прикладывается к нужной точке. После этого прибор включается. Высокочастотные колебания, пройдя покрытие, и натолкнувшись на поверхность, отражаются от него. Чаще всего поверхность металлическая. Отраженные колебания, попадающие в датчик, анализируются, рассчитывается путь, пройденный импульсами.
Таким образом, определяется толщина покрытия. Но этот метод применяется не только для оценки размера слоя лака или краски, с его помощью устанавливается толщина металлической заготовки. У способа есть много плюсов. Основной — измерения производятся без повреждения поверхности. Ее не нужно царапать, надрезать и т.д.
Другое достоинство — возможность определять толщину изделий, у которых для исследований доступна лишь одна сторона и его невозможно поместить между измерительными болтами. К примеру, очень удобно проводить ультразвуковой контроль труб, вернее, толщины их стенок.
Немаловажное достоинство приборов в их компактности, их можно принести к любой исследуемой поверхности. Замеры производятся максимально оперативно, это может сделать практически любой человек, специальных навыков не требуется, хотя они приветствуются
Физической силы тоже прикладывать не нужно. Такая аппаратура отличается вполне демократичной ценой.
Параметры оценки результатов
Чувствительность прибора – основной фактор качества проводимых работ. Как с его помощью можно распознать параметры дефекта.
Во-первых, определяется количество изъянов. Даже при самых близких друг к другу расстояниях эхо-метод может определить: один дефект в сварочном шве или два (несколько). Их оценка производится по следующим критериям:
- амплитуда акустической волны;
- ее протяженность (условная);
- размеры дефекта и его форма.
Протяженность волны и ширину изъяна можно определить путем перемещения излучателя вдоль сварочного соединения. Высоту трещины или раковины можно узнать, исходя из разницы временных интервалов между отраженной волной и излученной раньше. Форма же дефекта определяется специальной методикой. В основе ее лежит форма отраженного сигнала, появляющаяся на мониторе.
Метод ультразвуковой дефектоскопии сложный, поэтому качество полученных результатов зависит от квалификации оператора и соответствия полученных показателей, которые регламентирует ГОСТ.
Устройство
Основным элементом устройства, который испускает звуковые волны, является генератор импульсов. Образуемые им сигналы передаются на следующий элемент, которым выступает преобразователь. Он повернут непосредственно к образцу исследуемого металла, чтобы отраженный сигнал мог попасть точно на его поверхность. После возвращения волны она попадает на поверхность преобразователя, который отправляет сигнал на следующий компонент – усилитель. Он необходим для того, чтобы получаемый относительно слабый импульс был усилен для нормального восприятия электронно-лучевой трубкой. При помощи генератора развертки электронно-лучевая трубка выводит изображение полученного анализа.
Принцип работы
Ультразвуковой дефектоскоп сварных швов имеет следующий принцип работы. Когда волна генерируется при помощи соответствующего элемента устройства, она моментально начинает распространяться в воздушном пространстве. Но в то время, когда она сталкивается со средой, плотность которой отличается от той, в которой она проходила до этого, то часть волн возвращается. При одной плотности шва это должно происходить на момент вхождения ее в шов и на момент выхода, то есть график должен быть ровным. Но если внутри есть неровности и воздушные прослойки, что говорит о наличии дефекта, то волна будет приходить назад неравномерно. Преобразователь помогает определить данную особенность, а усилитель обеспечивает показания сигнала так, чтобы человек смог локализовать найденный дефект.
Технические характеристики
На примере такой модели как дефектоскоп контроля сварных швов УД1 можно рассмотреть основные технические характеристики данных устройств:
| Параметр | Значение |
| Диапазон возможных размеров глубины стали, мм | 6000 |
| Регулируемый диапазон усиления | 115 дБ |
| Регулировка чувствительности | до 70 дБ, кривая строится по 16 основным точкам, которые вводятся вручную или по специальным контрольным отражателям |
| Контролируемая зона | Ширина и начало измерений в используемой развертке |
| Импульс зондирования | Переменный с возможностью настройки, амплитуда импульса достигает до 350 В, максимальная измеряемая длительность составляет от 12,5 до 500 нс, |
| Память | Запоминание настроек с А-сканом (Б-сканом, С-сканом), ее размер ограничен только вместительностью SD-карты. |
| Интерфейс | Блютуз, SD-card |
| Диапазон рабочих температур | От -20 да +50 градусов Цельсия |
Модели и отличительные особенности
Каждый ультразвуковой дефектоскоп для контроля сварных швов обладает собственными параметрами, которые обеспечивают ему свою сферу применения. Среди основных распространенных моделей можно выделить:
УД4 12Т используется для анализа однородности металла, пластика и прочих твердых материалов. Применяется в машиностроении, в строительстве, металлургической промышленности, а также при ремонте транспортных средств.








Ультразвуковой дефектоскоп УД4 12Т
УСД 50 – универсальная модель, которая обладает цветным дисплеем, что построен по технологии TFT. Экран большого размера, поддерживающий разрешение 640х480 точек. Вес устройства около 2 кг, работа прибора идет от аккумуляторов. Это отличный выбор для профессионалов.

Ультразвуковой дефектоскоп УСД 50
УСД 60 – универсальная модель, которая обладает TFT дисплеем, размером 135х100 мм. Сигналы выводятся в виде каналов А, В и С. Может записывать большие объемы данных. Есть функция автоматического формирования отчетов с последующим выводом на печать. Устройство отличается высокой точностью и тонкой коррекцией. Есть поддержка подключения многоканальных систем сканирования.

Ультразвуковой дефектоскоп УСД 60
- УД 25 П45 – не имеет функции сохранения данных, а также не подключается к ПК. Используется для поиска дефектов и измерения толщины деталей.
- ФОКУС РХ – применяется как один из компонентов автоматических систем контроля. Работает на собственном программном обеспечении ФОКУС ПК. Обладает хорошими характеристиками в параметрах сигнал-шум и скорости контроля.
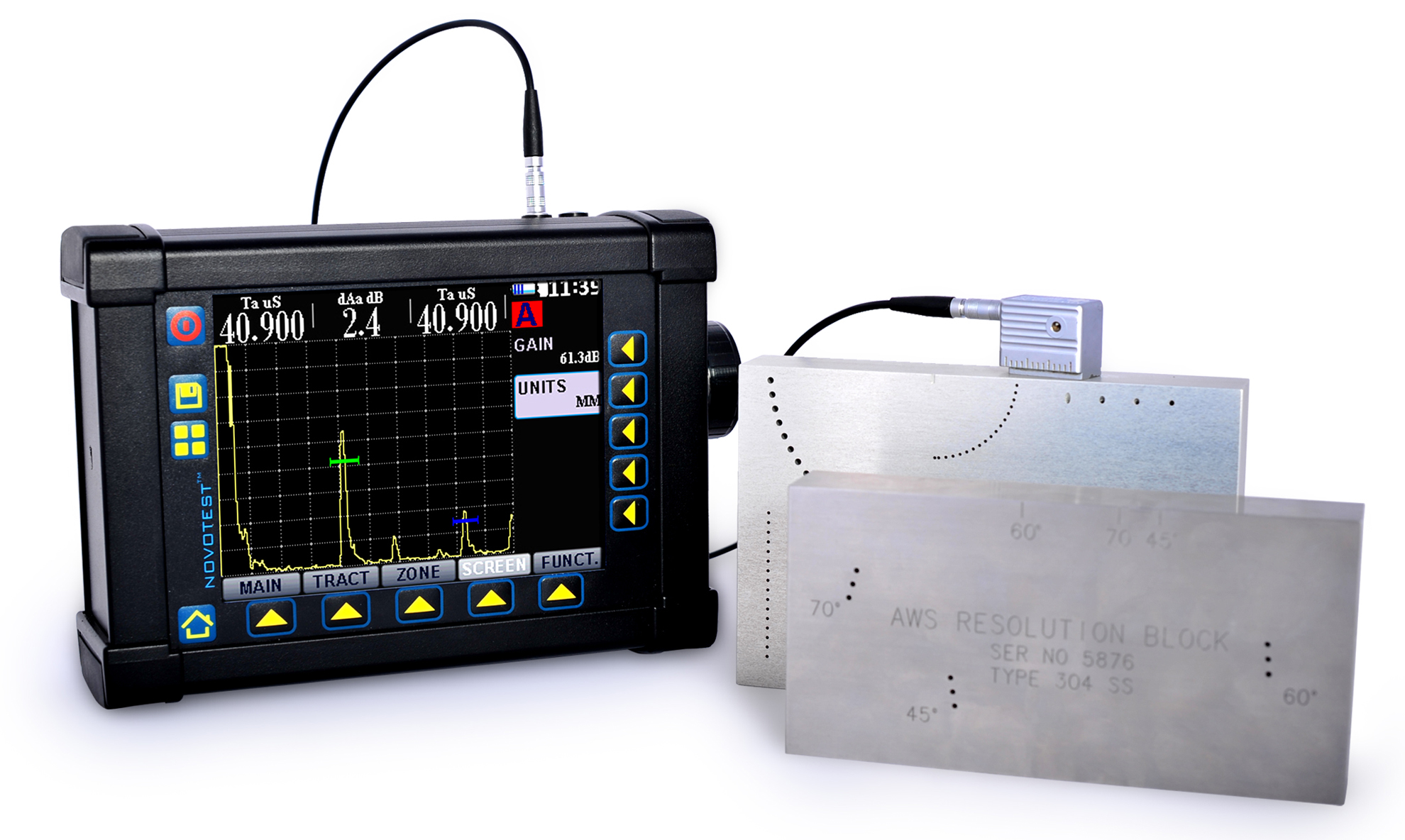
Производители
Среди производителей на современном рынке выделяются такие компании как:
- Novotest;
- АКС;
- Helling;
- Orient;
- Пульсар.
Ультразвуковой дефектоскоп и другое оборудование, приборы для контроля
Комплект оборудования для ультразвукового контроля можно условно разделить
на основные группы:
1. Дефектоскопы и преобразователи. Подробнее о них рассказано на странице:
“Дефектоскопы для ультразвукового контроля сварных соединений”.
2. Комплекты образцов и эталонов, необходимых для настройки и поверки приборов
3. Координатные линейки и шаблоны для определения места расположения дефектов
4. Вспомогательные приспособления
Дополнительные материалы по теме:
Магнитные | Виды |





