
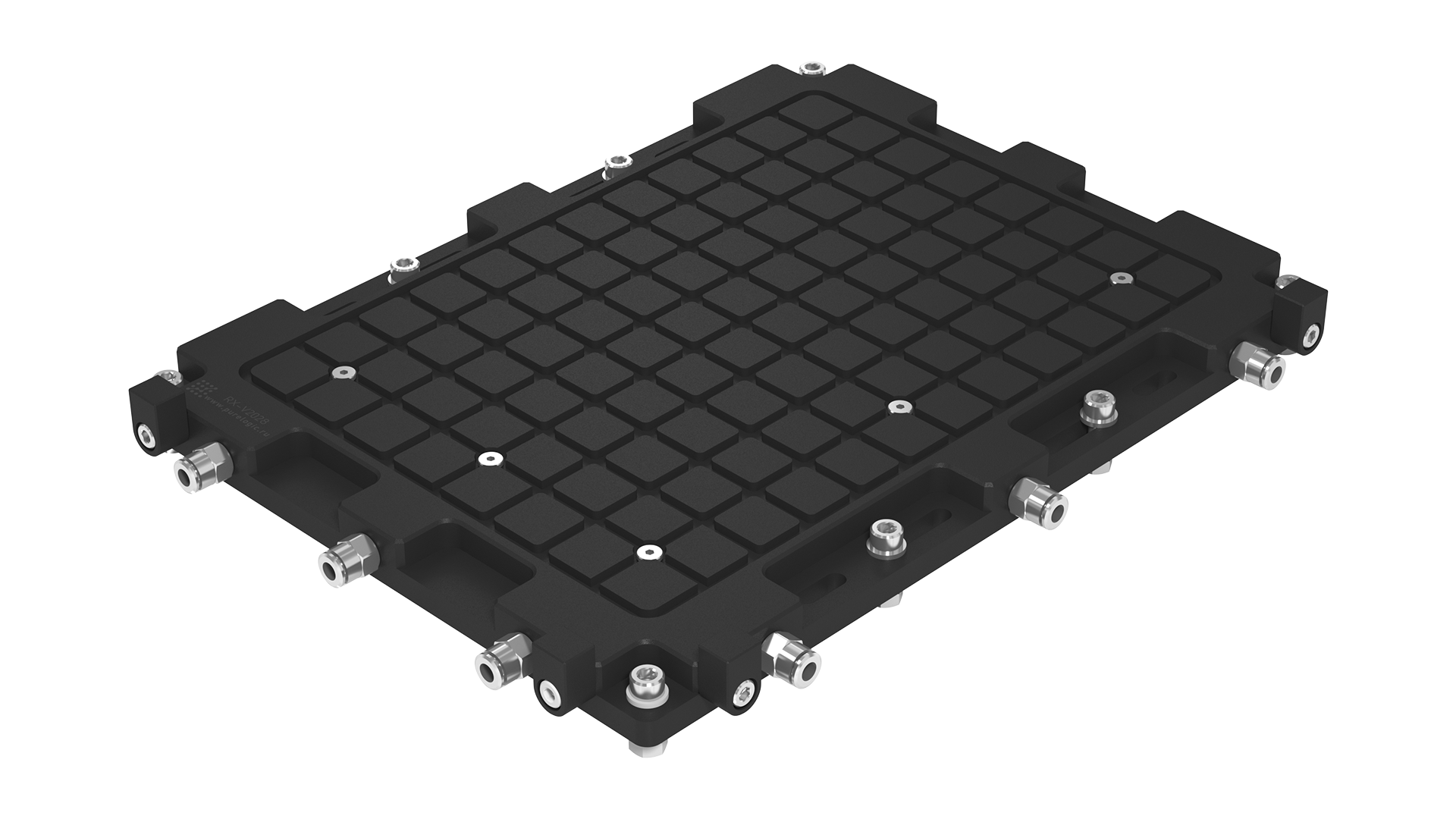
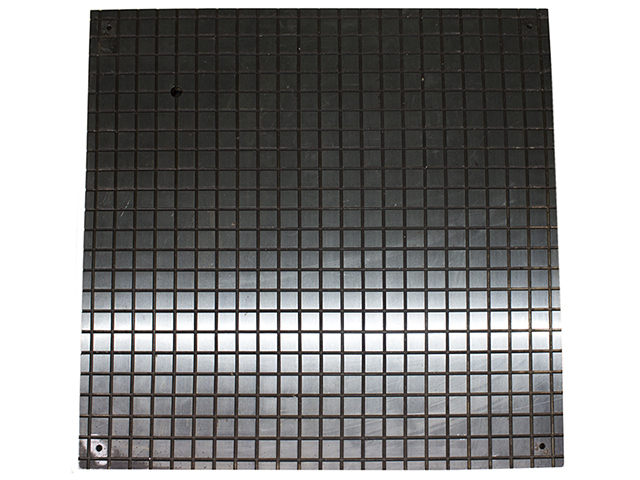
Вакуумные столы FLIP-POD
Вакуумные столы FLIP-POD были разработаны для закрепления крупных заготовок. Зажим с помощью данной системы позволяет производить обработку торцевых поверхностей заготовок за счет вакуумных присосов (элементов FP).
Каждый вакуумный элемент FP работает как самостоятельный клапан. Когда элемент перевернут в положение присосом вверх, происходит включение его в вакуумный канал (рабочее положение), в положении присосом вниз элемент FP занимает свое место внутри стола и выключает подачу вакуума. Элементы FP, регулируемые по высоте, позволяют расширить номенклатуру закрепляемых заготовок.
Размеры плат и расположение элементов FP выбираются на основании данных по столу станка и выполняемой на нем задаче. Существуют различные виды дополнительных элементов для базирования заготовок. Вакуумный стол может крепиться к столу станка при помощи боковых прижимов либо непосредственно через специальные крепежные отверстия.
| |
|


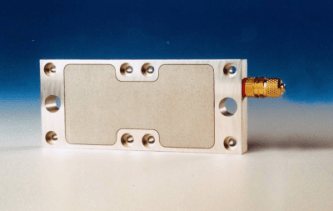
Вакуумные столы из пористых материалов
предназначены для обработки без использования СОЖ тонких листовых материалов вплоть до фольги. Однородная пористая структура рабочей поверхности вакуумных столов образует площадь, в пределах которой можно выставить по упорам и закрепить заготовку без дополнительных операций по переналадке стола на данную форму детали. Заготовка может быть любой конфигурации. Прижимающее усилие в этом случае будет зависеть от суммарной площади контактной поверхности заготовки и платы, а также от качества обработки базовой поверхности заготовки.
Пористые блоки столов выполнены из различных материалов, разных по структуре и свойствам (спрессованные материалы с однородной пористой структурой и спеченные металлы: бронза, сталь, алюминий). Подбор материала выполняется специалистами на основе данных об обрабатываемых заготовках. Возможно выполнение вакуумных плат с допуском рабочей поверхности по плоскости 5 мкр. Платы могут быть выполнены по заданному размеру или в виде объединяемых модулей. Пористые материалы могут поставляться отдельно в виде блоков максимального размера 500х500х400 мм. При необходимости получения большего размера блоки могут склеиваться в листы. После склеивания листы подвергаются вторичной механической обработке для получения требуемой точности поверхности.
Данный тип плат хорошо зарекомендовал себя при проведении высокоточной гравировки тонких пластин и закреплении фольги при производстве и сборке печатных плат, солнечных батарей и радиоэлектронных компонентов. Фольга надежно закрепляется, расправляясь на рабочей поверхности платы с допуском по плоскости до 2 мкр.
| |
|

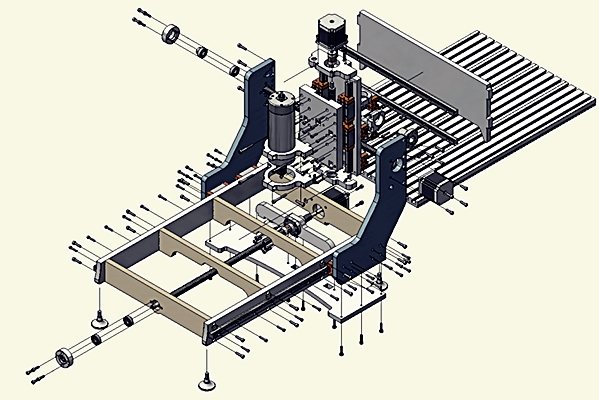
Особенности выбора конструкции фрезера
Возможности современного оборудования с ЧПУ огромны. Но, ни один станок не является универсальным. Каждая модель имеет свои особенности и предпочтительную область применения. Перед выбором конкретной конструкции, следует четко определить, для чего будет использоваться станок. Попытка совместить все в одном, приведет к большим материальным и физическим затратам, без гарантии результата.
Сегодня выделяют два направления конструирования настольных фрезеров. Первое, самое простое, ориентировано на обработку дерева, пластмассы и других мягких заготовок. Такие станки не предъявляют высоких требований к конструкционным материалам, отличаются простотой и низкой стоимостью. Они доступны для самостоятельного изготовления, без применения дополнительного оборудования. Металлические изделия на таких устройствах обычно не фрезеруются. В редких случаях точатся только мягкие цветные металлы с небольшой подачей.
Второе направление фрезеров ориентировано работу с металлическими заготовками. Эти станки обладают значительной массой и состоят из деталей, выполнить которые можно только с использованием серьезного станочного парка.
Вторым по важности, параметром станка выступают размеры обрабатываемых деталей. Новичкам сразу хочется крупногабаритное поле, на котором они смогут делать все, что захотят. Но чем больше станок, тем больше технических проблем придется решать при его конструировании
Да и стоимость его будет не самой оптимальной. Если нет конкретных задач для большого станка, то рекомендуется в первом проекте ограничиться полем обработки размером в стандартный бумажный лист А4. Максимум можно выбрать А3
Но чем больше станок, тем больше технических проблем придется решать при его конструировании. Да и стоимость его будет не самой оптимальной. Если нет конкретных задач для большого станка, то рекомендуется в первом проекте ограничиться полем обработки размером в стандартный бумажный лист А4. Максимум можно выбрать А3.
Создание самодельного станка
Прежде, чем переделать принтеры или сканеры в мини станки, которые смогут выполнять фрезерные работы, следует максимально точно собрать раму конструкции и ее основные составляющие.

На верхнюю крышку устройства требуется установить главные оси, которые являются важными компонентами среди всех профессиональных станков. Осей должно быть всего три, начало работы необходимо производить с крепления оси у. Для того чтобы создать направляющую используют мебельный полоз.
Отдельно отметим создание ЧПУ из сканера. Переделка этого устройства такая же, как и, если бы, под рукой был старый струйный принтер. В любом сканере, есть шаговые двигатели и шпильки, благодаря, которым и производится процесс сканирования. В станке нам пригодятся эти двигатели и шпильки, вместо сканирования и печати будет производится фрезерование, а вместо головки, которая перемещается в принтере, будет использоваться движение фрезерного устройства.
Для вертикальной оси, в самодельном ЧПУ нам пригодятся детали из дисковода (направляющая по которой перемещался лазер).
В принтерах есть так называемые штоки, именно они играют роль ходовых винтов.
Вал мотора должен быть соединен со шпилькой при помощи муфты гибкого типа. Все оси необходимо прикреплять к основаниям, выполненным из ДСП. В конструкциях такого типа фрезер перемещается исключительно в вертикальной плоскости, при этом сдвиг самой детали происходит по горизонтали.
Ошибки и недочеты с которыми можно столкнуться
В процессе сборки машины можно столкнуться с рядом проблем, поэтому рекомендую прежде чем приступать к заказу и понимать что нужно искать, определиться с габаритами станка, габаритами изделий которые вы будете обрабатывать. Итак ошибка номер один — не создается чертеж станка с мельчайшими деталями, от каждого винтика, до каждого провода.
Следующей ошибкой является неправильная подборка шпинделя и частотника, поэтому будьте внимательны.
Ну и конечно ошибки возникающие по причине недостатка опыта, тут можно посоветовать тщательней продумывать чертеж и руководствоваться пословицей «Дорогу осилит идущий».
Читать также: Все для мастерской своими руками
Тема раздела Механика станков CNC, самодельные проекты в категории Станки ЧПУ, Hobby CNC, инструмент
; Народ, добрый вечер. Есть желание построить маленький ЧПУ станочек для сверления отверстий в платах. Планируемые параметры – XYZ=150*150*30. 40мм, сверлить будет .





Опции темы
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
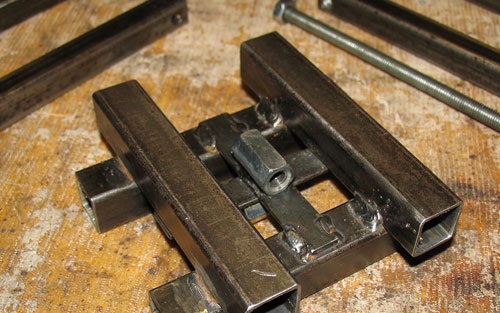
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
 Изготовить центральный узел стола в виде крестовины
Изготовить центральный узел стола в виде крестовины
 На поверхности готовой крестовины собрать каретки
На поверхности готовой крестовины собрать каретки
 Профили обработать напильником, вставить гайки
Профили обработать напильником, вставить гайки
 На шпильках произвести сборку рукояток с подшипниковым узлом
На шпильках произвести сборку рукояток с подшипниковым узлом
 Сварить два П-образных основания из уголка
Сварить два П-образных основания из уголка
 Собрать всю конструкцию
Собрать всю конструкцию
 Все узлы, подвижные части протереть смазочным материалом
Все узлы, подвижные части протереть смазочным материалом
 Прикрепить к станине сверлильного станка
Прикрепить к станине сверлильного станка
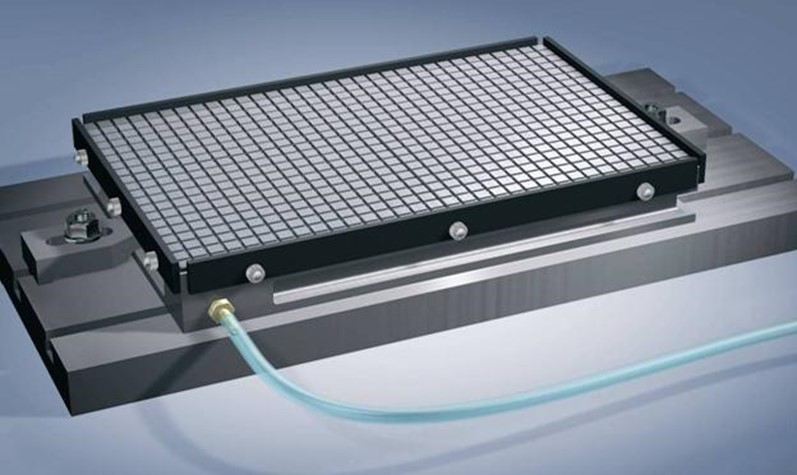
Что такое вакуумный стол для ЧПУ и зачем нужен?
Для эффективной работы на лазерных и фрезерных станках с компьютерным управлением с использованием плоских деталей больших размеров крайне необходим вакуумный стол. Такое оборудование имеет высокую стоимость и далеко не всегда отвечает запросам потребителя. Поэтому нередко обладатели станков с ЧПУ конструируют такие столы самостоятельно, с учетом индивидуальных потребностей и размеров заготовок, которые будут на нем обрабатываться.
Для того чтобы работа на станках с ЧПУ шла с высокой точностью, необходима поверхность, которая способна надежно зафиксировать обрабатываемые материалы. Вакуумный стол может выполнить эту функцию за счет сильного прижатия изделия к поверхности, предотвращая незапланированные оператором перемещения, и делая работу на станке более точной и соответствующей загруженному макету. Кроме того, стол обеспечивает нагрев до необходимой температуры. Такое оборудование более функционально, чем магнитный стол, который подходит лишь для обработки металлических заготовок.

Прижимная сила в таких устройствах создается за счет разницы давлений, которая возникает между разреженной средой (вакуумом), образующимся под деталью, и давлением атмосферного столба, который прижимает деталь к столу. В зависимости от того, насколько большую поверхность имеет такой стол, прижимная сила может быть равна до одного килограмма на 1 квадратный сантиметр поверхности.
Вакуумные столы служат мощным подспорьем в работе на станках с ЧПУ, обеспечивая эффективную фиксацию материала во время обработки, не давая режущим инструментам сдвинуть деталь и исключая необходимость ее ручной фиксации струбцинами или саморезами.
Вакуумные столы эффективны при работе с материалами следующих типов:
- все типы пластика;
- композитные материалы;
- органическое стекло;
- древесина;
- металлы.
Использование удерживающих устройств этого типа позволяет обрабатывать максимально тонкие листы материала, не деформируя их при этом.
Достоинствами вакуумных столов являются:
- Снижение временных затрат на крепление заготовок (более чем на 70 %).
- Снижение риска деформации материала при обработке тонких листов.
- Возможность безвибрационного зажима гнущихся материалов.
- Возможна фиксация неметаллов, в отличие от столов магнитного типа.
- Высокие показатели прижимной силы.

Игрек
Пошли дальше.
Поперечная балка, на которую будут устанавливаться рельсы оси Y, получается длиной 510 мм. В целях унификации сделаем ее из того же алюминиевого бокса 80х40х4 мм. Рельсы поставим прямо на торцы балки.
В большое прямоугольное отверстие на широкой грани профиля будет входить ось двигателя с насаженным на него зубчатым колесом. С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
Проводку зубчатого ремня выполним точно так же, как и по оси Х, только устройства для крепления и натяжения ремня сделаем на уголках.
Ремень оказывается хорошо защищен от стружек и грязи. В нижней части профиля (внутри) будет размещена петля кабеля от двигателей Y и Z. Осталось поставить заглушки на торцы балки и все.
С лицевой стороны (со стороны каретки Z) балка не имеет отверстий, что очень хорошо, т.к. именно тут летит стружка. Как видите, балка с кареткой Y получилась очень простой.
Порядок изготовления
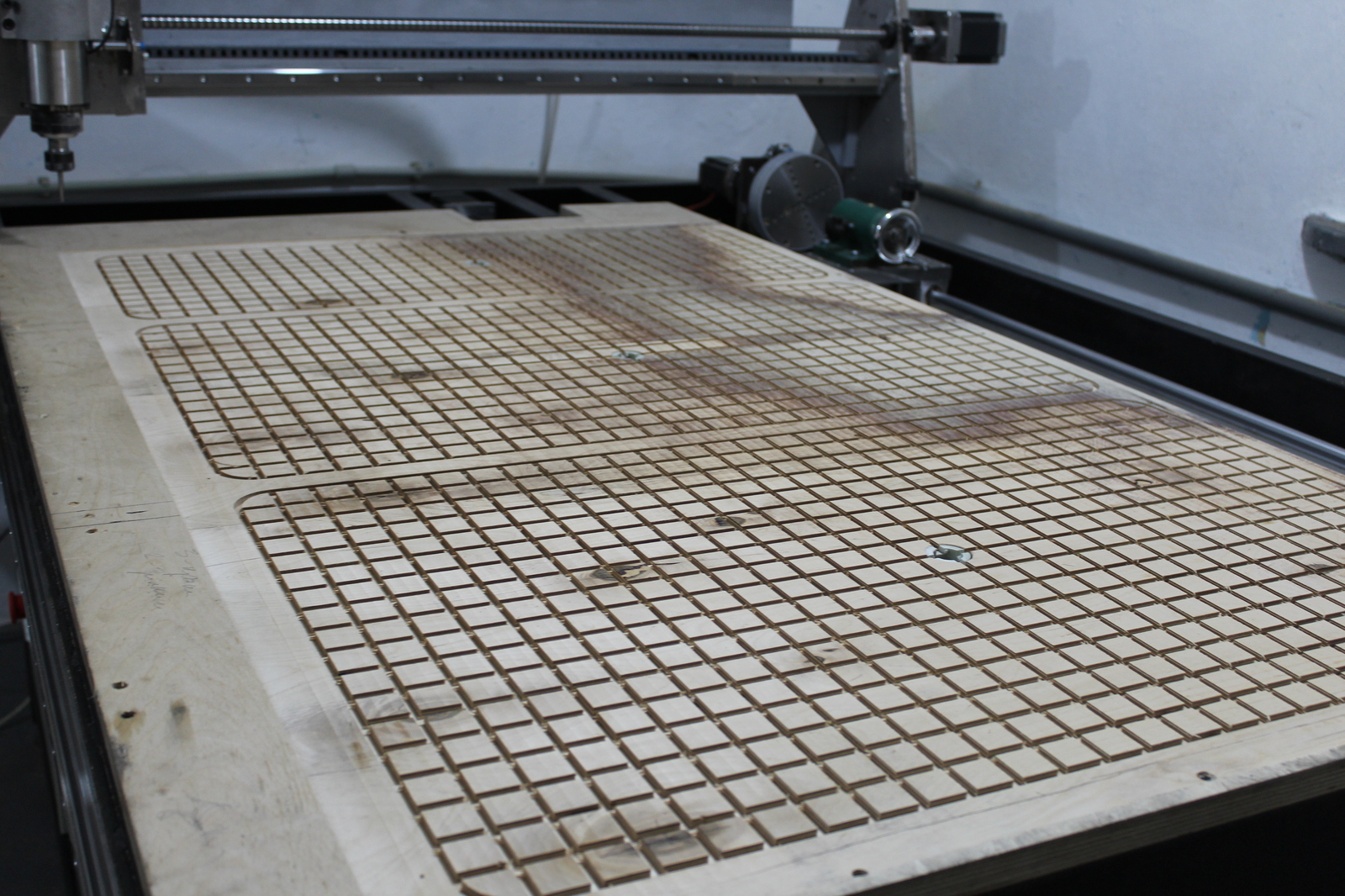
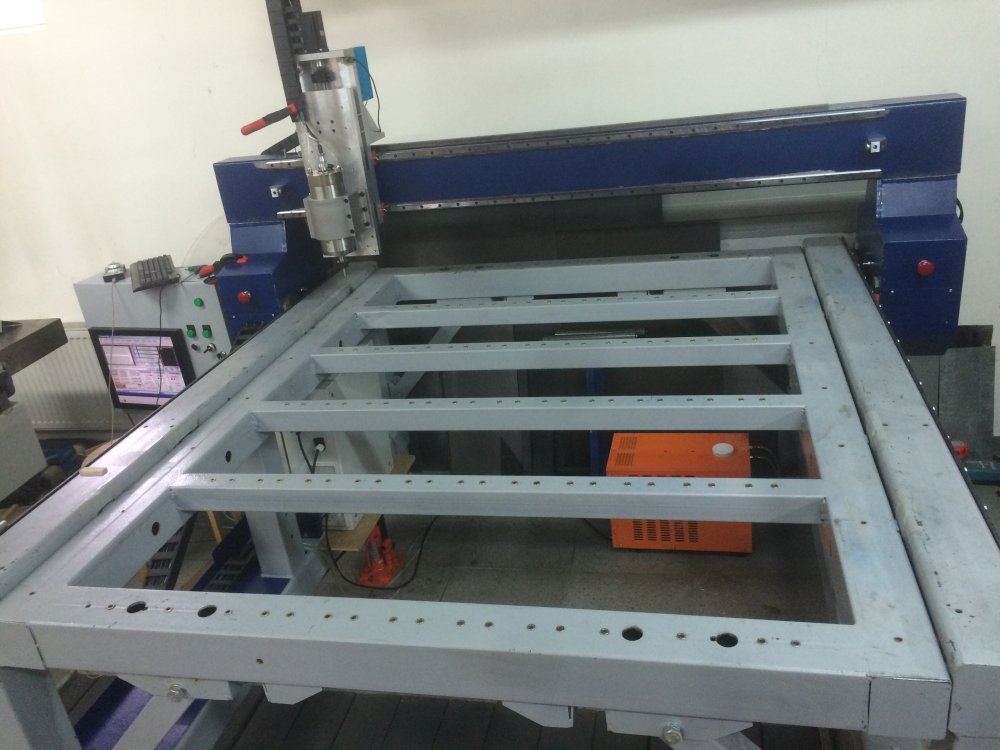
Чтобы сделать работоспособный вакуумный стол своими руками, потребуется только найти заготовку соответствующего размера. Оборудование для этого у вас уже есть – это портальный фрезерный станок. Предлагаем рассмотреть самодельный вакуумный стол решетчатого типа как наиболее простой в изготовлении. В перспективе можно купить адаптер-плату и работать с полимерными матами VAC-MAT.

Проектирование и выбор заготовки
Чтобы сделать вакуумный стол для ЧПУ своими руками, чертежи придется разрабатывать самостоятельно, производитель станка вряд ли поделится ими. Однако основные размеры все же можно взять из каталогов. За образец можно взять любой из продуктов компании Witte Barskamp KG, которая изготавливает вакуумные столы для фрезерных станков с ЧПУ.
Они делают решетчатые плиты с шагом сетки 12,5 мм, шириной канавки 4 мм, толщиной 32,5, 38 и 48 мм. Ширина от края плиты до оси первой канавки составляет полшага (6,25 мм). Горизонтальные размеры можно выбирать произвольно, исходя из габаритов обрабатываемых деталей.
Производитель предлагает модульные плиты, однако владельцы фрезерных станков предпочитают делать цельные конструкции с несколькими вакуумными зонами (замкнутыми контурами).
В качестве самых бюджетных материалов используется фанера 16-20 мм или ламинированные листы ДСП. Если нет финансовых ограничений, можно приобрести текстолитовую или дюралевую плиту (Д16Т, Д16АТ) 8-12 мм.
Выравнивание заготовки
Первоначально заготовку для вакуумного стола ЧПУ необходимо сделать идеально плоской, чтобы впоследствии обрабатываемые детали не копировали неровности при зажатии. Для этого по обеим поверхностям нужно сделать 1-2 прохода чистовой спиральной фрезой диаметром 20 мм до полного касания.
Нарезка канавок
Канавки фрезеруют в соответствии с выбранной схемой. Ширина канавки должна соответствовать диаметру уплотняющего шнура, поэтому его лучше заказать заранее. Что касается глубины, то здесь придется экспериментировать: сделать глубину 2,5-2,7 мм, а затем при необходимости углубить. В зависимости от жесткости и пористости уплотнения сжимаются по-разному.
Нужно добиться, чтобы в рабочем состоянии шнур не выступал над рабочей поверхностью, при этом не было потерь вакуума.
Изготовление трассы
Для изготовления вакуумной трассы подойдет ПВХ-труба диаметром 25 или 32 мм, и если в штатном столе предусмотрены сквозные отверстия, патрубки подводятся через них снизу (к каждому контуру). Если рабочий стол сплошной, то вакуумную плиту придется делать из двух частей (в виде бутерброда), герметизировать стык и подавать трассу с торца.
На каждую ветвь вакуум-провода стоит установить шаровой вентиль, чтобы задействовать только те зоны, на которые попадает заготовка. Трасса соединяется в единый коллектор и подключается к вакуумному насосу.
Сверление отверстий
В плите необходимо сделать отверстия следующего назначения:
- Для подвода вакуума по 1 для каждой зоны — на пересечении канавок.
- Для крепления к штатному столу — по центрам выступающих квадратов. Количество отверстий нужно выбирать исходя из жесткости вакуумной плиты. Если она дюралевая, можно обойтись без сверления, а крепить только края. Отверстия должны быть потайными: чтобы гайка полностью утопала. Зажимной винт также не должен выступать над поверхностью.
- Для фиксации заготовки с торцов — по центрам квадратов. В эти отверстия нужно запрессовать гайки (снизу). В дюралевом столе просто нарезают резьбу. При обработке заготовки небольшой площади усилия прижатия часто бывает недостаточно для надежного удержания. Чтобы предотвратить сдвиг, ее фиксируют планками с пазовыми отверстиями.
Посмотреть конструкции дополнительного крепежа можно на сайтах производителей оснастки для станков.
Выбор насоса
Чтобы сделанный своими руками вакуумный стол работал не хуже «заводского», этому вопросу нужно уделить максимум внимания. Если сетка в плите сделана точно по образцу, достаточно посмотреть, какой насос рекомендует . В противном случае придется экспериментировать или заказывать расчет.



При выборе исполнения насоса стоит обратить внимание на вихревые воздуходувки. Это наиболее бюджетное оборудование, в котором кроме как подшипников нет других изнашивающихся элементов
Оно не требует обязательного отключения при достижении максимального разрежения, отличается компактностью и простотой в установке.
Один из важных этапов конструирования, который не был упомянут в статье, — это составление сметы расходов. Однако именно по окончании работы над сметой можно точно решить, попробовать собрать вакуумный стол для ЧПУ своими руками или же проще и выгоднее выйдет заказать готовое изделие.
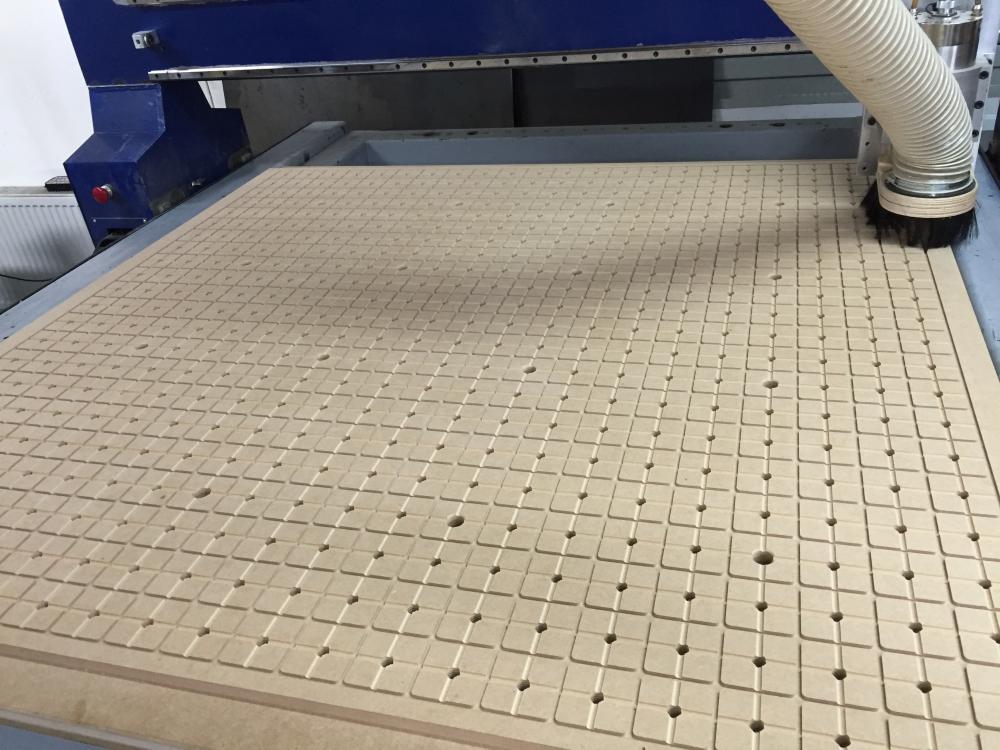
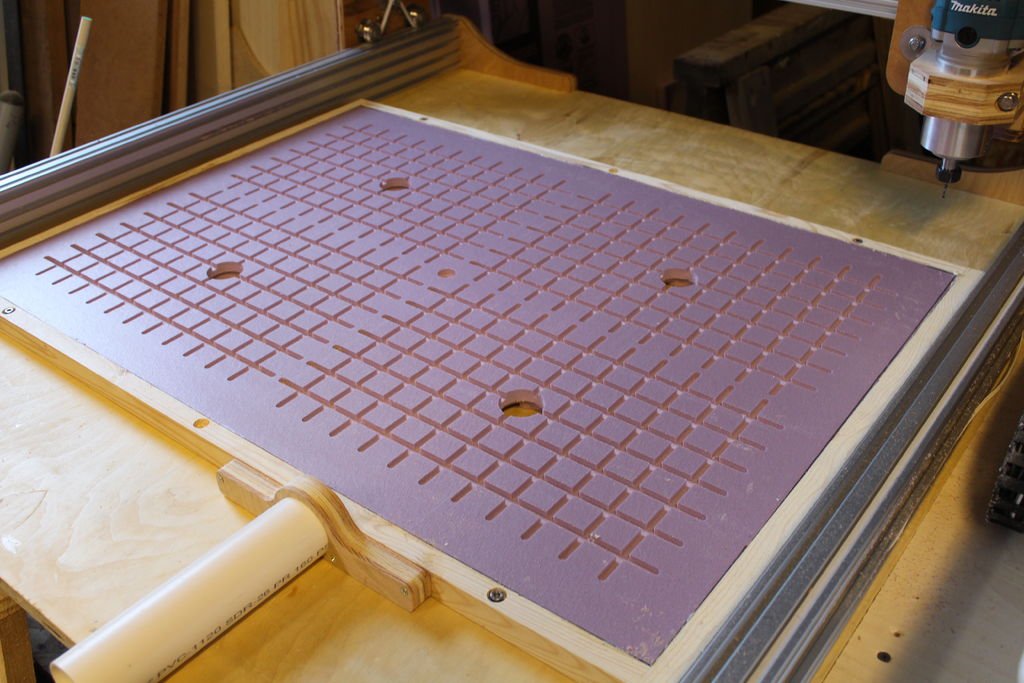
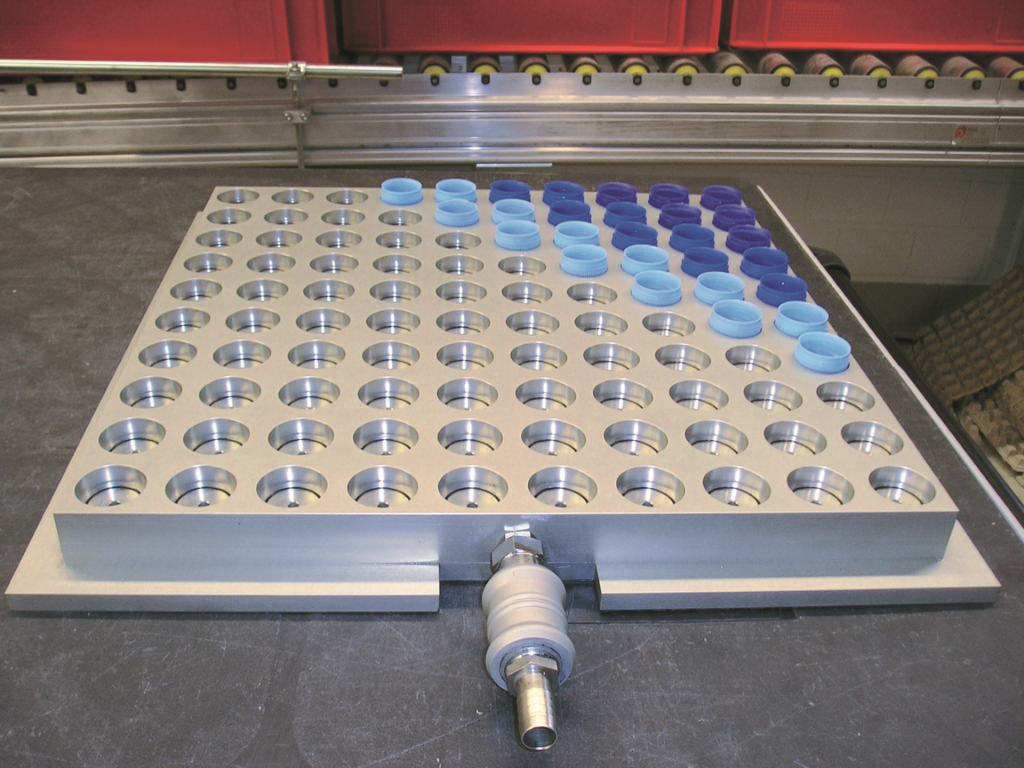
Вакуумные желобковые столы
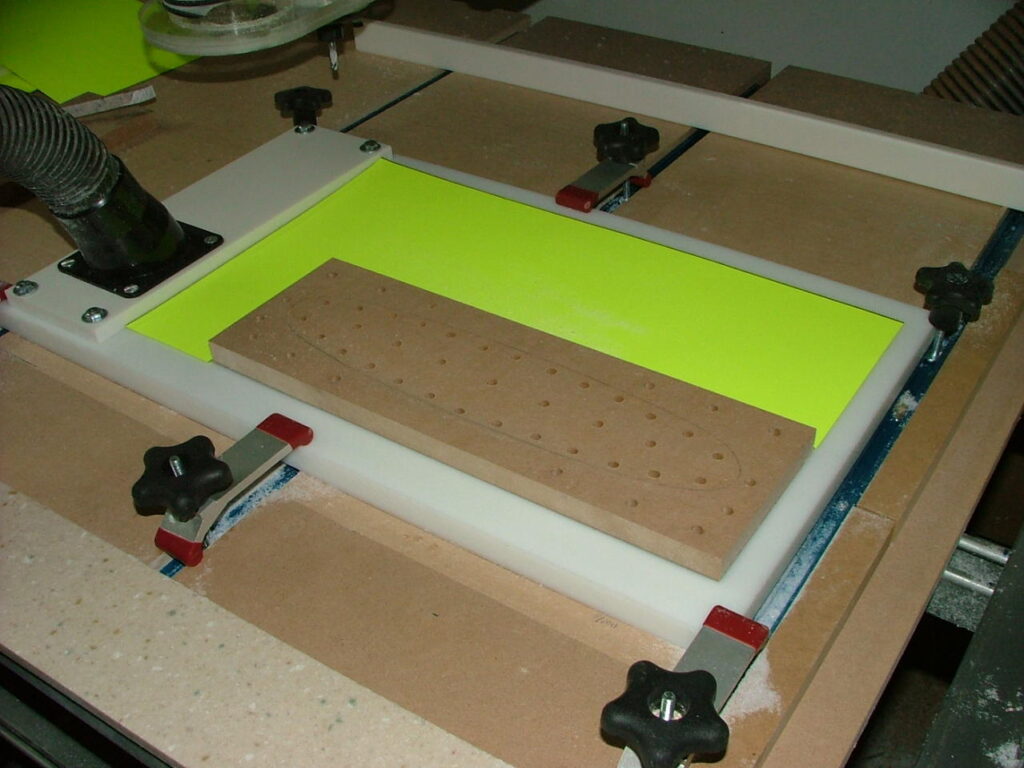
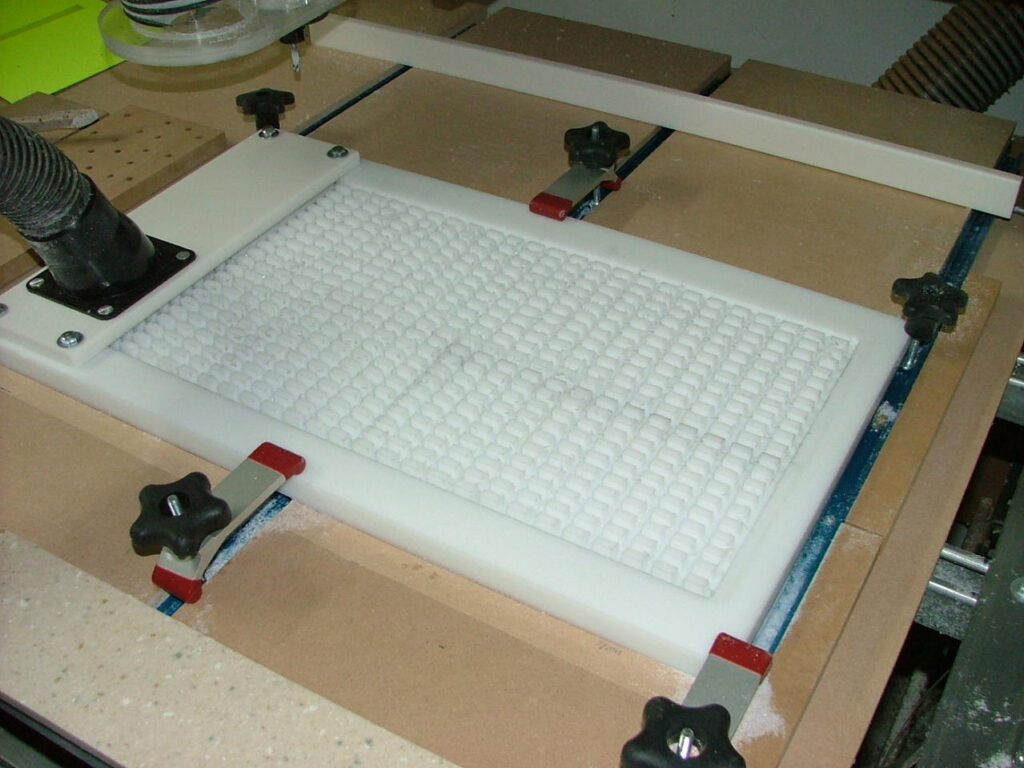
Данный вид вакуумных столов предназначен для закрепления заготовок с малой контактной площадью (мелкие изделия, заготовки с большим количеством отверстий и окон). Использование плоских матов, обладающих высоким коэффициентом трения, позволяет создавать дополнительное усилие от сдвига заготовки относительно плоскости закрепления.
На плиту укладывается плоский мат, в котором выбиваются отверстия, расположенные под опорной поверхностью заготовки, как показано на рисунках. При закреплении заготовка плотно прижимается к мату. На этих столах также как и на столах VAC-MAT возможна сквозная обработка заготовок. После перфорации, мат будет являться шаблоном для закрепления и обработки однотипных деталей.
| |
|
|

Как сделать дома?
Вакуумный фиксатор для формовки пластика
Сделать подобное приспособление в домашних условиях можно, но занятие это не из легких. Нужно понимать специфику работы устройства и принципы его строения. Для формирования вакуумного стола подойдет любой устойчивый листовой материал, например, МДФ. Создаем контуры стола по типу коробки и на фронтальной стороне панели высверливаем дырки при помощи обыкновенной дрели.
К этой же коробке приделываем специальные ножки и устанавливаем перегородки с отверстиями диаметром от 7 до 8 сантиметров. Все это мы делаем, чтобы добавить нашему столу устойчивости и предотвратить его деформацию во время использования.
Источник энергии (для формовки пластика)
В качестве нагревателя часто используют проволоку не хромового типа. Такой подход влечет за собой довольно высокие затраты, к тому же подходящий материал найти довольно трудно. Как альтернативу можно использовать лампы галогенового типа. Лучше пожертвовать уровнем тепла, но получить доступные и эффективные нагреватели для самодельного вакуумного стола.
Патроны галогеновых ламп следует установить в предварительно просверленные пазы в металлическом листе. Из печатных плат делаем дорожки для проводки тока, устанавливаем их на основу и только тогда спаиваем. В противном случае придется потратить большое количество времени на пайку дорожек. Панель с лампочками должна находиться в коробе с крышкой, которая позволит осуществлять обслуживание устройства.
Такой подход к созданию источника тепла позволяет нагревать всю площадь, а при необходимости только отдельные участки. Но чтобы сделать такой «умный» аппарат, надо больше внимания уделять подключению ламп.
Система управления
Ключевые элементы управления вакуумным столом:
- Симметричный тиристор с параметрами работы от 20А и 240В. Его функция – регулировать процесс нагрева и координировать работу вентилятора.
- Фронтовая панель с жидкокристаллическим дисплеем. Интерфейс стола должен отображать состояние каждого нагревательного ряда. На панели также находится ключ активации устройства и кнопка его аварийного отключения.
- Плата с электромеханическими реле (6 штук). 5 реле активируют линии нагревателей, а шестая – вентилятор.
- Индикатор температуры стола.
- Плата нейтрального реле. В ее состав входят электромеханические реле (7 штук). Их функция – подключать линии нагревателей к нейтральному кабелю.
- Микроконтроллер с платой (АТmega644). Именно к этому устройству подключается температурный датчик, индикатор давления, дисплей, переключатель режимов, плата реле.
- Узел контроля над переменным током. Его функция – сопоставлять сигнал микроконтроллера, симметрического тиристора и линий с переменным током.
Монтаж опор для нагревателей осуществляется на короб, который был подготовлен предварительно. После этого устанавливаем панель нагревателей. Необходимо также установить и специальную рамку для пластика. Вставляем ее в опоры на специальных подшипниках. Для лучшей фиксации рамки по периметру стола следует использовать изоляционную ленту.
Ключевой элемент вакуумного стола – вентилятор, надо крепить к нижней стороне короба. Стоит отметить, что источник вакуума можно монтировать посредством дополнительной пластины и прокладок неопренового типа.
После окончательного создания всех ключевых элементов вакуумного стола можно приступать к его монтажу. Перед тестированием следует проверить качество всех соединений, бесперебойность и безопасность работы электрооборудования станка и стола.
Подобный тип стола, только без нагревательных ламп подойдет и для фрезерного станка. Таким образом, мы описали для вас самостоятельную разработку и монтаж наиболее сложного типа вакуумных столов, предназначенного для обработки пластика. Для работы с металлом или деревом достаточно правильно сделать только нижнюю часть этого устройства.
Вместо вентилятора, как источник вакуума можно использовать мощный насос. В том месте, где у стола для пластика находятся нагревающие элементы, у вас должен быть фрезерный станок.
Видео: вакуумный стол.
Важные нюансы
- В качестве источника вакуума можно использовать специальный генератор вакуума. Он выглядит как маленькая коробочка с отверстием для выхода воздуха и для входа вакуума. Также для устройств такого типа должен устанавливаться индикатор для измерения показателей вакуума.
- Эжектор и уровень его производительности зависит от скорости и объемов воздуха, которые пролетают мимо него. Именно поэтому, он мало в чем выигрывает по сравнению с обычным вакуумным насосом. Ведь для создания качественного вакуума следует использовать и качественный компрессор. Дело в том, что для крепления большой детали по всей площади стола хватит и довольно слабого компрессора, но для фиксации небольшой пластинки, надо использовать более мощный агрегат.
- Обычный промышленный пылесос слабо подходит для создания вакуумных фиксаторов, поскольку не слишком приспособлен для работы с полностью закрытым шлангом. Именно поэтому рекомендуется применять специальный вакуумный насос.
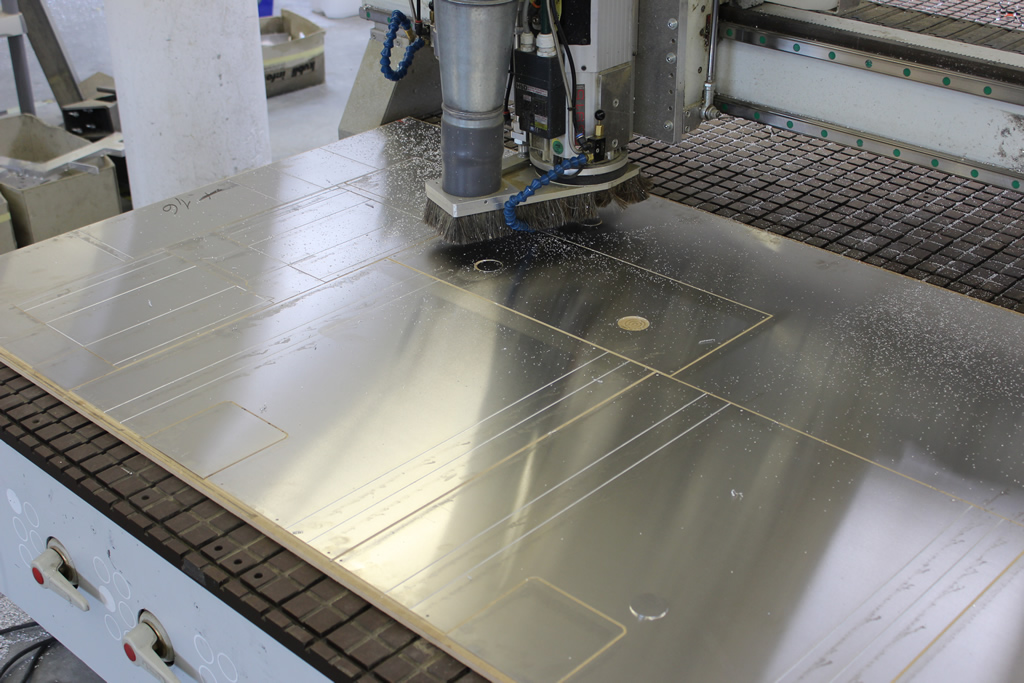
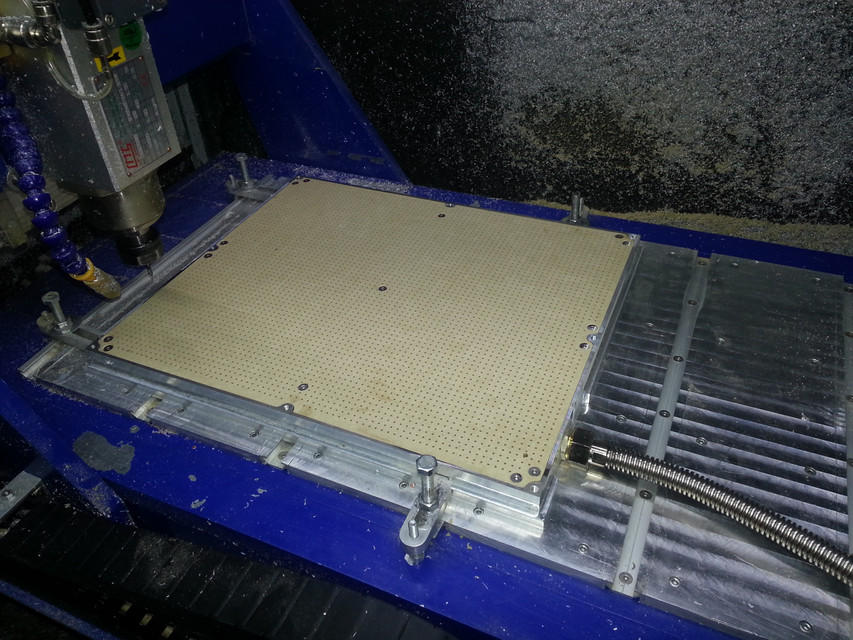
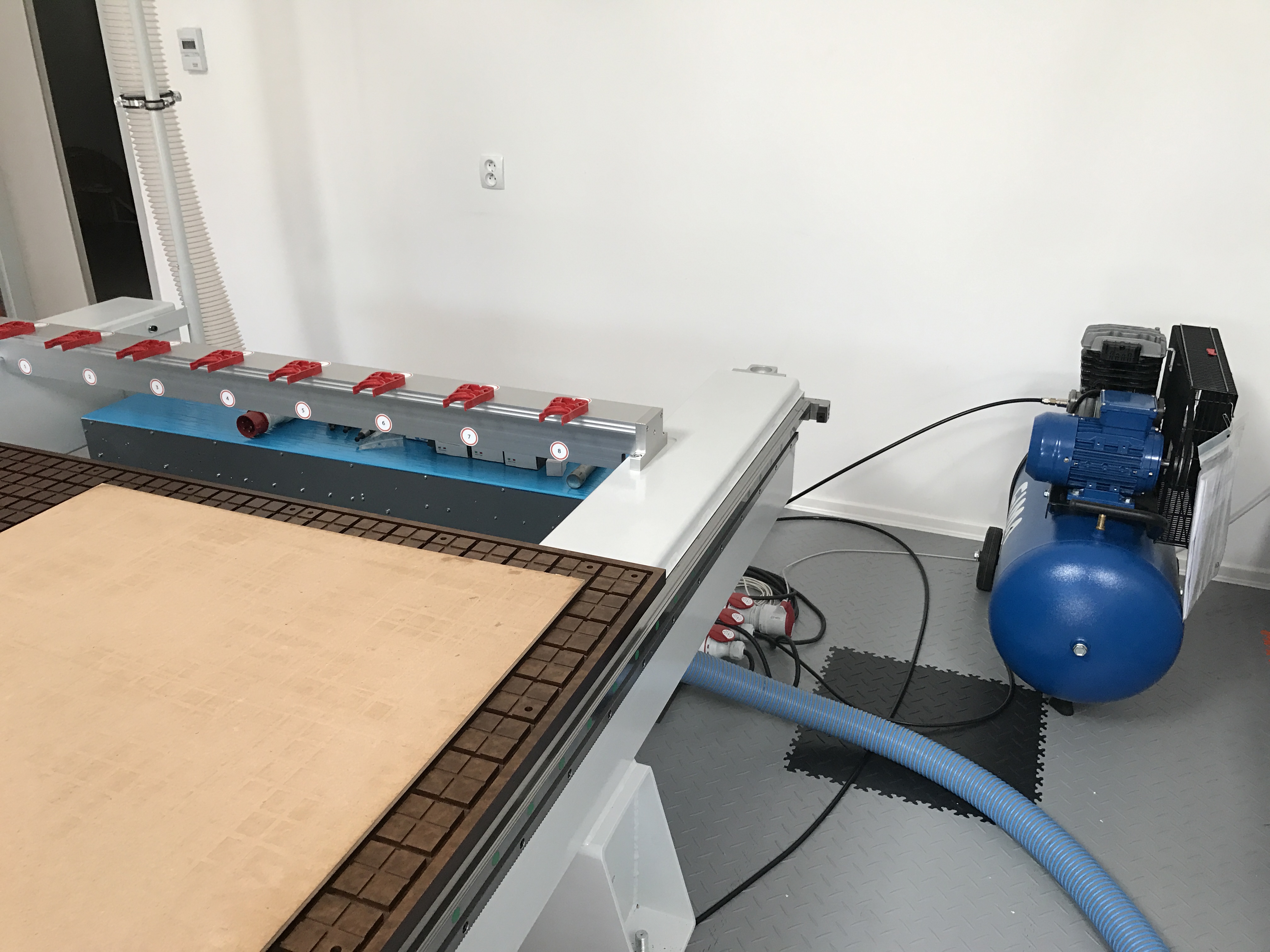
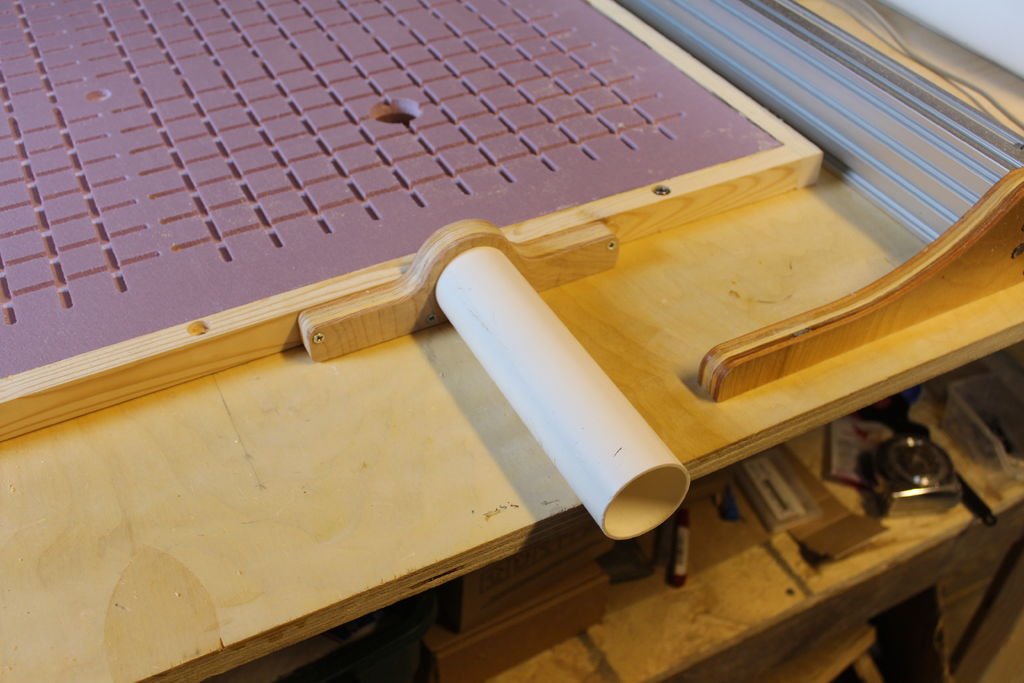
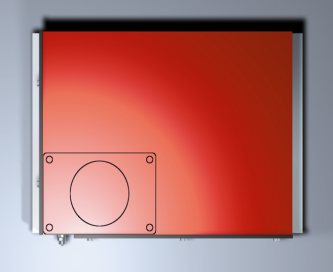
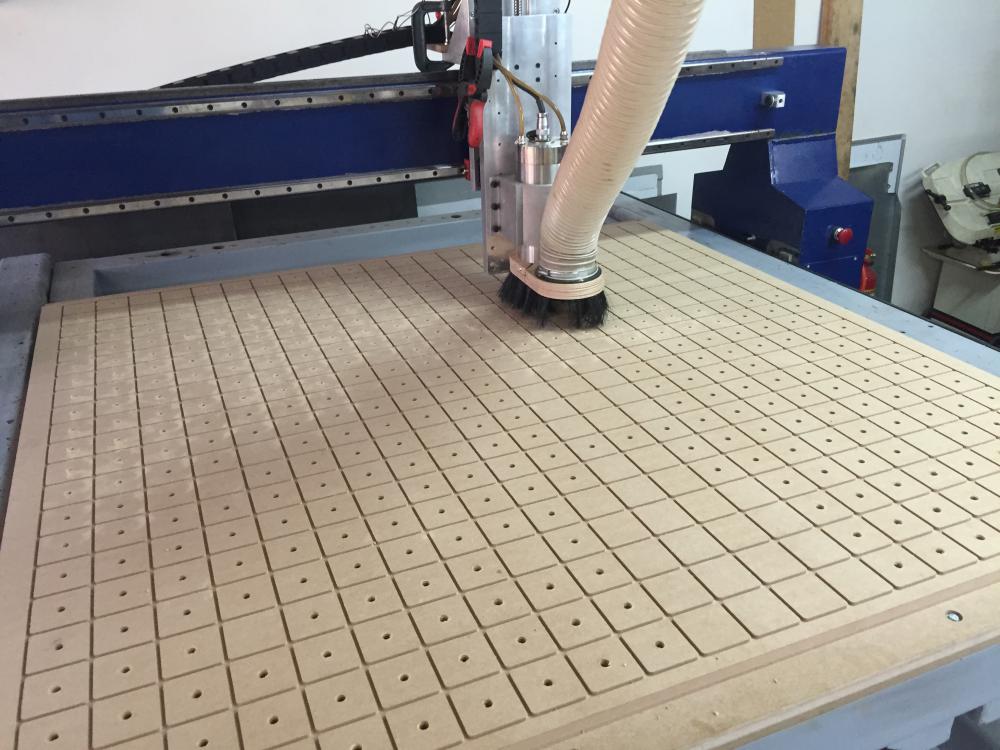
Вакуумный стол позволяет значительно упростить и ускорить установку на стол фрезерного станка с ЧПУ листовых материалов. Это могут быть и листы МДФ, и акрила… При этом, если лист выгнут, то вакуумное крепление позволяет его выровнять на время работы. Если на станке регулярно обрабатывается МДФ, то наверняка станок оснащен мощной вытяжкой (пылесосом для сбора стружки и древесной пыли — см. фото ниже). Такая вытяжка, мощностью 2,2 кВт способна не только удалять опилки из зоны резания, но и обеспечивать работу вакуумного стола.
ВНИМАНИЕ!
Безопасность работы гарантирована только при определенных условиях: размер фрез должен быть не более допустимого усилием прижима заготовки, режим резания — только опробированный с имеющимся вакуумным столом. Иначе возможен отрыв заготовки в процессе обработки, что чревато травмами с тяжестью вплоть до фатального исхода.
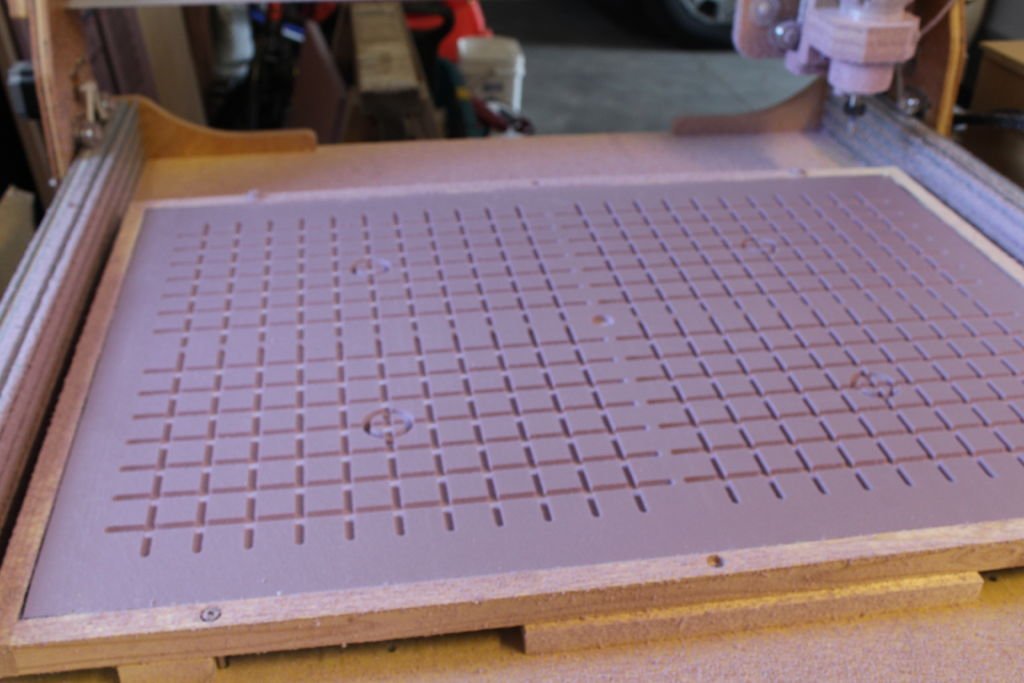
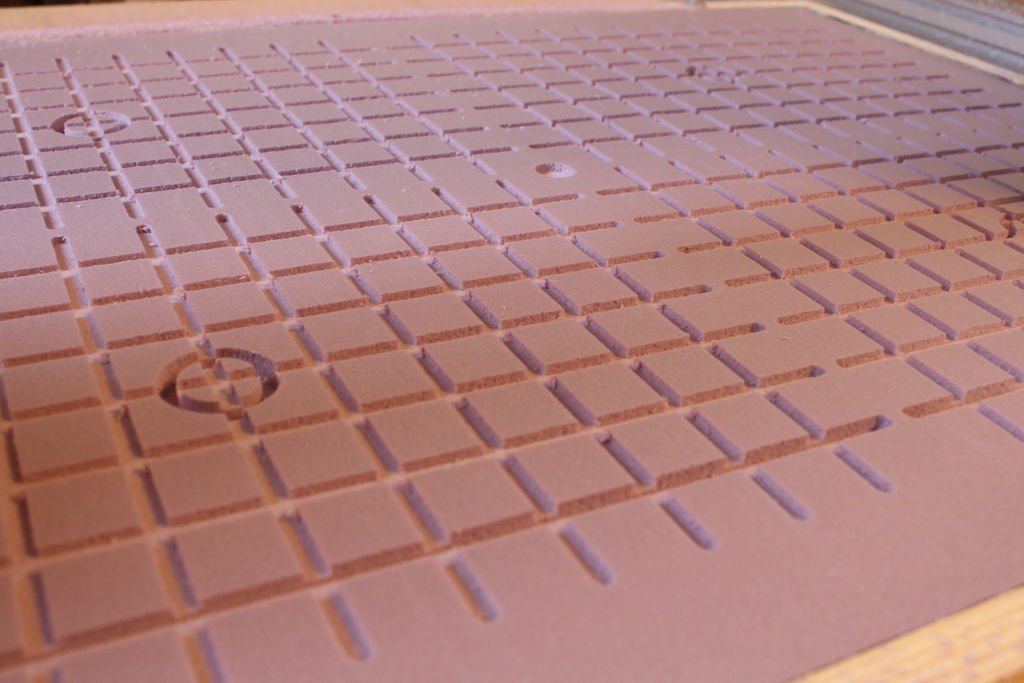
Вакуумный стол выполнен из двух слоев МДФ толщиной 20мм. Верхний слой — лицевой — нужен для присасывания листов обрабатываемого материала. Каналы на нем разделены на шесть зон (см. фото ниже), которые за необходимостью можно по одной заглушить в зависимости от размера и конфигурации обрабатываемой заготовки. Сечение каналов выбрано таким, чтобы при необходимости каждую зону можно было уплотнить по контуру с помощью бытовой уплотнительной резиновой ленты D-образного сечения (лента для уплотнения окон и дверей). Лента снабжена самоклеящимся слоем и хорошо фиксируется в каналах. Глубина каналов подобрана так, чтобы заготовка при включении вакуумного стола легла на поверхность стола, придавив уплонительную ленту.
Нижний слой вакуумного стола служит для подвода разрежения поотдельности к каждой зоне верхнего слоя стола. В каналах верхнего слоя выполнены вертикальные отверстия для перепуска разрежения из каналов нижнего слоя в каналы верхнего. Таких отверстий по 4 шт. на каждую зону. Впрочем чем больше их количество — тем лучше.
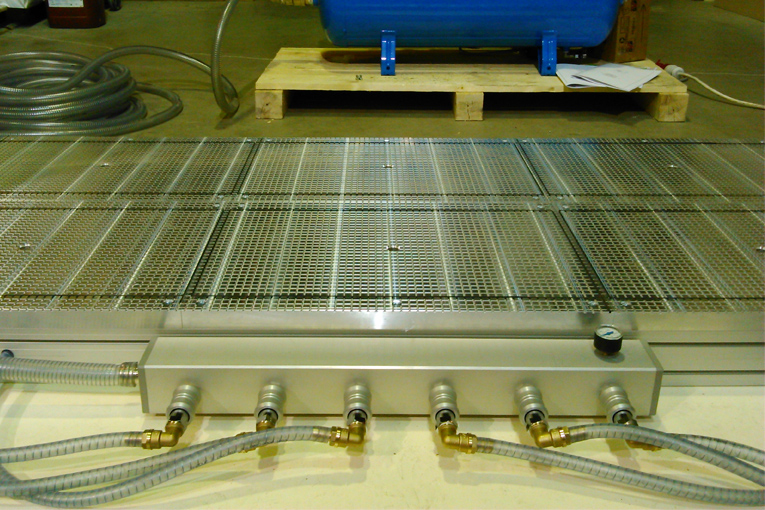
Подключить вакуумный стол к пылесосу проще всего с помощью повсеместно распространенного трубопровода, например канализационного (см. фото ниже). Это и дешевле, и технологично. На фото видно, что для подвода разрежения к станку использована труба канализационная диаметром 110 мм. Непосредственно к станку разрежение подводится шестью гофрошлангами диаметром 50 мм. Каждый гофрошланг пристыкован к вакуумному столу посредством вкрученного в стол штуцера. Все соединения герметично уплотнены либо стандартными уплотнениями, либо хомутами (желательно с применением герметика).
Перед сборкой стола все его каналы следует обработать клеем ПВА или грунтовкой, чтобы обеспечить непроницаемость МДФ для воздуха (МДФ действительно обладает неплохой воздухопрницаемостью). Верхний слой вакуумного стола прикручен к нижнему саморезами. Чтобы шляпки саморезов не мешали работе со столом, в его поверхности выполнены отверстия, в которые шляпки утапливаются. После сборки стола его поверхность следует обработать фрезой, чтобы обеспечить плоскостность поверхности.
Принцип действия вакуума
Чтобы понять принцип действия устройств с вакуумной фиксацией заготовок, необходимо разобраться с самим определением вакуума, его силой и возможностями использования.
По определению, вакуум – это пространство, свободное от вещества. В данном случае под вакуумом подразумевается технический термин характеризующий область разрежения, которая создается между вакуумным столом станка ЧПУ и установленной на нем заготовкой. Однако в действительности на заготовку воздействует не вакуум, а давление атмосферного воздуха, которое прижимает ее к поверхности стола.
В обычном состоянии атмосферный воздух давит на деталь со всех сторон. Если под одной из сторон детали с помощью вакуумного насоса откачать воздух, то атмосферное давление под ней уменьшится. По закону «Сила действия равна силе противодействия» внешнее давление атмосферного воздуха будет прижимать деталь к плоскости вакуумного стола до тех пор, пока сила сопротивления стола не сравняется с силой давления атмосферы.
На поверхности земли сила давления атмосферного воздуха составляет примерно 1 кг/см2. То есть, на плоскость детали со сторонами 10 на 10 см давит вес равный примерно 100 кг. Однако на самом деле сила прижима детали на вакуумном столе станка ЧПУ может существенно отличаться от расчетной силы.
В технических характеристиках вакуумных насосов есть такой показатель как предельное остаточное давление – максимальное значение вакуума, которое позволяет достигнуть конструкция данного агрегата. К тому же, из-за подсоса воздуха в магистралях подачи вакуума и фиксирующих элементах рабочего стола ЧПУ, сила вакуума может теряться. Поэтому фактическое воздействие атмосферного давления на деталь намного меньше.
Следует отметить, что сила вакуума может изменяться в зависимости от мощности вакуумного насоса, но она никогда не будет выше, чем сила атмосферного давления.
Правила эксплуатации
Фрезерный станок, даже если речь идет о варианте с ЧПУ, является опасным оборудованием. Поэтому:
- перед эксплуатацией проверяется стабильность конструктивных узлов, уровень смазки и электрическое оборудование;
- пропускается как минимум 5 холостых ходов;
- проверяется отдельно упругость крепления заготовки на шпинделе;
- даже при автоматическом управлении устройство под наблюдением;
- регулярно проводится осмотр;
- работают в защитной одежде, если это требуется, защищаются руки и глаза.
При выборе станка в первую очередь смотрят функциональность оборудования, насколько эффективность устройства сочетается с флангом выполняемых на производстве или дома работ. Не переплачивайте за дорогие модели с массой функций, если не знаете, понадобятся ли они.


Этапы изготовления
Проектирование и выбор заготовки
Для того чтобы собрать вакуумный стол для станка с компьютерным управлением самостоятельно, в первую очередь необходимо разработать чертеж. Размеры для его создания можно взять из каталогов, а образцом выбрать любой из продуктов массового производства.
Чаще всего размеры сетки берутся с шагом 12,5 мм, шириной канавки 4 мм и толщиной от 32,5 до 48 мм. Ширина плиты от края до оси первой канавки составляет 6,25 мм, что соответствует ровно половине шага сетки. Горизонтальные размеры устанавливаются произвольно, на основании размеров заготовок, которые будут обрабатываться на станке.
В продаже, как правило, встречаются цельные плиты, состоящие из одного модуля, но при создании собственного вакуумного стола пользователи могут разработать системы с несколькими вакуумными зонами.
В качестве основы могут быть использованы:
- листы фанеры (толщиной от 1,6 до 2 см);
- листы ДСП (ламинированные);
- дюралевые или текстолитовые плиты типа Д16Т или Д16АТ толщиной от 8 до 1,2 мм.
Создание рабочей поверхности и короба
Рабочая поверхность стола должна быть предельно ровной, иначе обрабатываемые детали будут копировать неровности лежащей в основе плиты. После выравнивания на листе в шахматном порядке высверливаются отверстия. Тыльная сторона материала при этом предназначается для примыкания к насосу.
Надежность конструкции обеспечивается за счет установки перегородок. Они позволяют избежать деформации стола во время его эксплуатации.
Следующий шаг – нарезка канавок в соответствии со схемой, выбранной ранее. Оптимальная глубина нарезки на начальном этапе – не более 2,8 мм. После нарезки в канавки закладывается уплотняющий шнур.
Далее идет этап изготовления трассы. Для ее создания потребуется пластиковая труба с диаметром от 2,5 до 3,2 см. Если рабочая поверхность сплошная – плита делается из двух частей, после чего стык надежно герметизируется. Трасса в таком случае подается с торцевой стороны.
Для каждой из зон устанавливается собственный шаровой вентиль, который обеспечивает автономную работу отдельных секторов.
После того как сборка трассы завершена, наступает этап сверления отверстий. Чаще всего высверливаются:
- 1 отверстие на стыке канавок (для обеспечения вакуума);
- в центре квадратов для крепления к штатному столу;
- дополнительные отверстия для фиксации заготовок с торцов.

Коробка
При изготовлении коробки повышенное внимание уделяется определению ее высоты. Это обусловлено тем, что заготовка вакуумного стола предназначается для станков с ЧПУ
Из металлических или деревянных частей создается устойчивая конструкция, на которой будет крепиться рабочая поверхность. Над рабочей зоной при этом устанавливается нагревательный элемент.
При сборке крайне нежелательно использовать подвижные соединения или недолговечные материалы.
Нагревательный элемент
В качестве нагревательного элемента при самостоятельной сборке вакуумного стола лучше всего себя зарекомендовала нихромовая нить, но высокая стоимость не сделала ее популярной в массах. Именно поэтому при самостоятельной сборке пользователи чаще всего применяют галогеновые лампы.
В металлическом листе просверливаются три отверстия, в них крепятся нагревательные элементы и монтируется электрическая часть. Лампы при этом необходимо соединять параллельно друг другу. Соединение обеспечивается спайкой медных проводов. Конструкция световой панели также должна предусматривать возможность ее разбора.
Вакуумный насос
Наиболее важный конструктивный элемент, который обеспечивает создание разреженной среды и надежную фиксацию деталей. Предпочтение при выборе стоит отдавать специализированным генераторам вакуума с манометрами. Если специализированный насос не может быть установлен – возможно использование вакуумных вентиляторов, несмотря на их менее высокую мощность. Если конструкция стола слишком сложна – манометр и регулятор нагрева устанавливаются в управляющий блок.
Блок управления
Электронная составляющая вакуумного стола необходима для того, чтобы обеспечивать эффективную регулировку нагрева рабочей поверхности и наиболее стабильную фиксацию деталей. Для работы потребуется:
- микроконтроллер с дисплеем;
- реле для управляющих блоков;
- датчики температуры и давления.
В минимальной комплектации требуются 2 реле (для включения и выключения насоса, а также контроля над нагреванием панели) и по одному датчику.
Если планируется создание автономно работающих секций – потребуется большее количество реле и более производительный контроллер.





