
Выбор насадок
Диаметр насадок должен совпадать с диметров труб, которые вам необходимо спаять. Диаметр может обозначаться в миллиметрах или специальным номером. В бытовых условиях вам будет достаточно насадок с номером 20, 25 и 40. Насадки с большими номерами используются в профессиональных фирмах, где приходится работать с большим количеством самых разнообразных типов труб.

Также обратите внимание на то, из чего изготовлены насадки для паяльника для полипропиленовых труб. Приобретайте металлические насадки, а не пластиковые
Не пытайтесь сэкономить. Также нелишним будет узнать, какое покрытие на выбранных вами насадках. Самое лучшее — тефлоновое. Оно не допускает пригорание расплавленного пластика. Вы можете немного сэкономить при покупке сварочного аппарата, выбрав модель попроще, а вот на комплектующих экономить не стоит.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
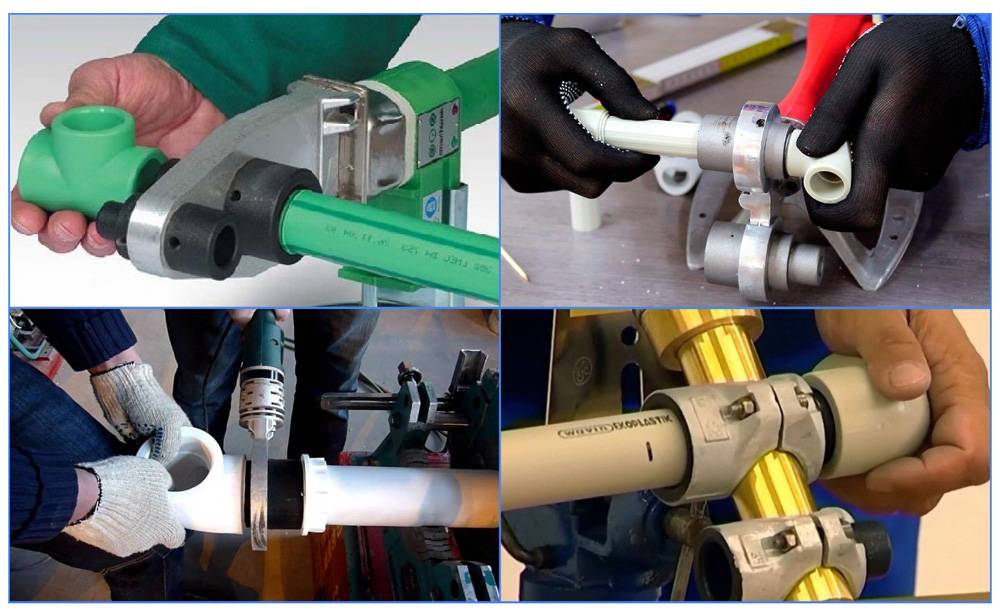
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.










Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
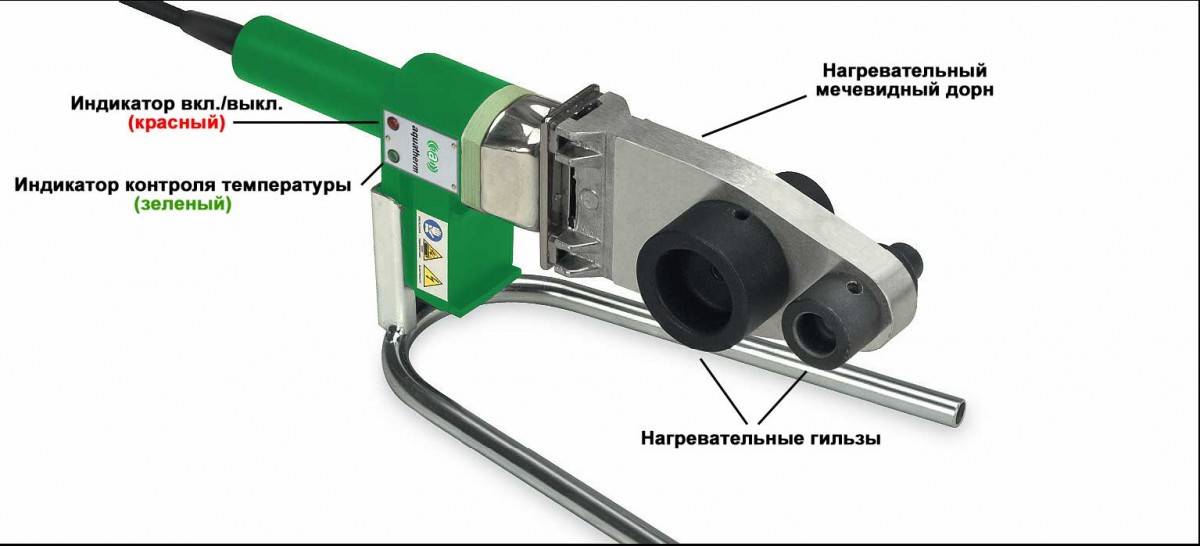
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
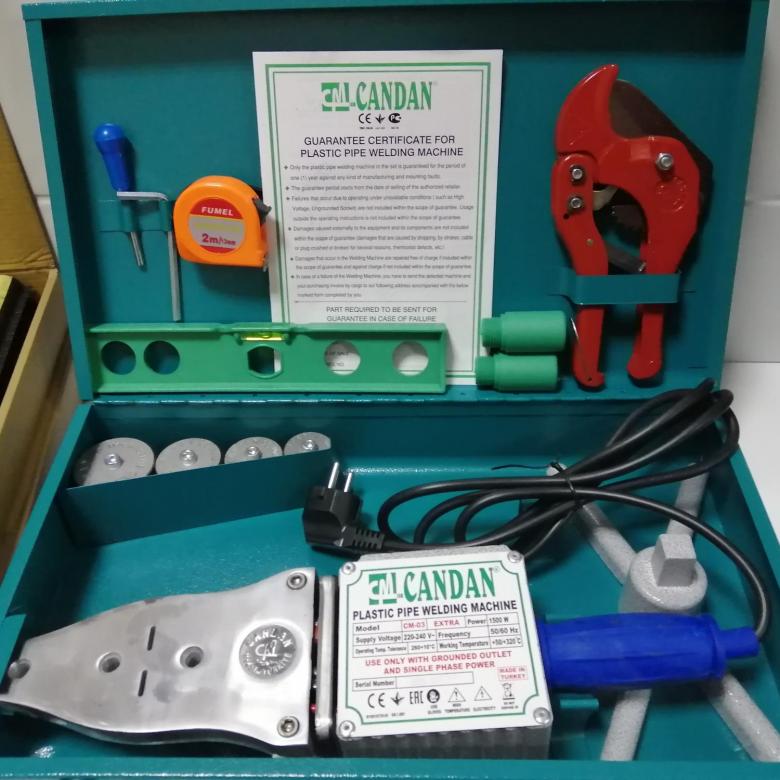
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Как паяльником паять микросхемы
Отдельно необходимо рассмотреть процесс пайки микросхем, которые сегодня встречаются в современных телевизорах, компьютерах, телефонах и прочей технике
Прежде чем паять микросхемы, надо понимать, что здесь важно не просто припаять или отпаять элемент, но еще и разбираться с их назначением

Если для пайки проводов и печатных плат с полупроводниковыми элементами применяются обычные стержневые паяльники, то при работе с микросхемами следует использовать термовоздушные приборы или как их еще называют — фены. Их главное достоинство в том, что припаивание или отпаивание деталей осуществляется очень быстро. Для работы с микросхемами понадобится также подготовить материалы и инструменты. В качестве противоокисляющего вещества применяется флюс ЛТИ, а в качестве вспомогательного инструмента используется пинцет.
Процесс пайки микросхем термовоздушным феном происходит следующим образом:
- В качестве выпаиваемого элемента может быть микропроцессор, контроллер или микроэлементы — резисторы, диоды или конденсаторы. Перед их припаиванием или выпаиванием, необходимо обработать флюсом ножки деталей и места на печатной плате
- Если необходимо выпаять микроэлемент, который сверху залит специальными веществами, то перед выпаиванием, их нужно удалить. Для этого используется ацетон или специальные растворители
- После того, как деталь будет очищена, можно приступать к ее выпаиванию. Для этого подносим паяльник, который должен быть предварительно разогрет. Располагает его на расстоянии 2-3 см от детали
- При помощи пинцета поддеваем деталь, прилагая небольшие усилия. Как только ножки детали оплавятся, то она отсоединится от платы
- Аналогичным способом осуществляется присоединение детали к плате
При необходимости используется припой, когда на новую плату припаиваются детали. Припой следует нанести предварительно, после чего приступать к припаиванию микроэлементов. Подробный процесс работы с микросхемами паяльником, представлен в видеоматериале ниже.
Рабочий инструмент для пайки
Разумеется, главным инструментом здесь является паяльник
И при его выборе в магазине нужно обратить внимание на такие параметры, как число насадок, мощность, наличие или отсутствие функции регулировки температуры
Домашнему мастеру, чтобы спаять пластиковые трубы обычных диаметров, вполне достаточно паяльника мощностью 1200 Ватт. Хотя, конечно, пользоваться паяльником для труб мощностью, например, от 1800 Ватт гораздо приятнее — все операции делаются быстрее.









Что касается числа насадок в комплектации паяльника, то тут правило простое: чем больше их, тем лучше. Насадка — это как раз тот элемент, которым непосредственно паяют пластиковые трубы. Качественные насадки должны иметь тефлоновое покрытие, исключающее пригорание обрабатываемого материала. Насадки подбираются под соответствующие параметры пластиковых труб.

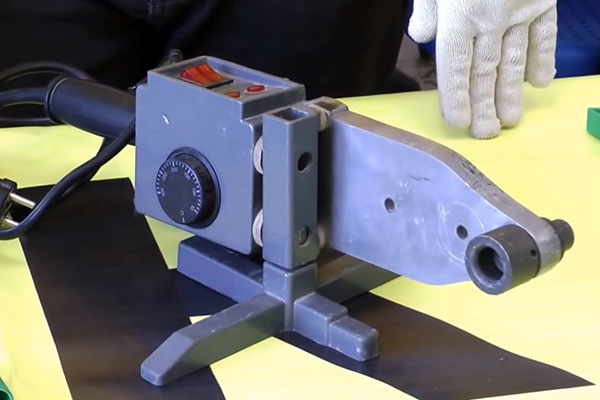
Наличие в паяльнике узла регуляции температуры тоже значительно облегчает процесс пайки пластиковых изделий. С его помощью можно устанавливать температуру с точностью до 1 градуса. Если же такая регулировка отсутствует, можно замерять температуру с помощью специального градусника.

Кроме паяльника, необходимы будут ножницы (или ножовка) для разрезания пластиковых труб, а также, если речь идёт о металлопластиковых трубах, торцеватель (инструмент, с помощью которого проводится шлифовка и зачистка внутреннего армирования). Помимо этого, нужно будет подготовить вспомогательные материалы — маркер, деревянную линейку, измерительную рулетку и влажную тряпочку. Не стоит забывать и о соединяющей арматуре — муфтах или фитингах.
Паяльник для полипропиленовых труб
Новичку не рекомендуется приобретать такой аппарат. Его можно изготовить из утюга и соответствующих материалов, сэкономив при этом значительную сумму.
Способ первый
Для изготовления самодельного паяльника понадобятся:
- вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- детский металлический конструктор;
- резиновая ручка;
- тумблер;
- асбестовый шнур;
- дюраль;
- изолента.
Технология изготовления
болгаркой от дна утюга срезаются все лишние детали;
- изготавливается алюминиевая накладка;
- из конструктора монтируется коробка; в нее устанавливаются лампочка и резиновая ручка;
- к проводу подсоединяются тумблер и регулятор паяльника;
- все детали соединяются в одно целое;
- припаиваются кабели;
- к корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.
Таким образом, потратив немного времени, используя подручный материал, вы становитесь обладателем самодельного паяльника для сварки труб из ПП.
Способ второй
Для изготовления инструмента понадобятся парная насадка стоимостью 215 р. и выброшенный подожженный утюг. На его сборку требуется примерно два часа.
Сначала нагревающийся прибор устанавливается вертикально. Фитинг одновременно с трубой надевается на разогревающие насадки. Для обеспечения возможности проводить операции на стене утюг нужно подвергнуть небольшой модернизации: обрезать «жало» подошвы и слегка его закруглить. Нелишним будет применение термопасты.
Известно, что таким самодельным аппаратом было сварено несколько трубопроводов. Качество работы получилось довольно высоким.
После нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу удалять фитинг не нужно, поскольку его толщина не дает ему быстро расплавиться. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшие усилия, пока не образуется ровного облоя по всему периметру детали крепежа.
В этом положении нужно подержать соединение примерно 15-20 секунд, пока не начнется полимеризация. Сварка на стене отличается простотой: одной рукой придерживается нагревающийся прибор, другой – труба.
Способ третий
Изготавливаем утюг, оборудованный регулятором температуры, в качестве которого будет выступать специальное управляющее устройство мощности, собранное на тиристоре. Для паяльных работ подается напряжение, равное 170В. Для создания приспособления используются алюминиевые или медные пластины. На фотографии показана деталь толщиной 0,8 мм, однако значение этой величины может варьироваться в большую сторону.
Плоские элементы нужны, чтобы нагреватель не начал остывать в момент надевания трубы. Для работы используется ТЭН (1 кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагревается, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого утюга может иметь любой вид, все зависит от вашей фантазии.
Ниже приведена схема регулятора мощности.
С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу крепится ручка с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один: для пайки труб из ПП нужно соблюдать определенную температуру.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С










Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Купить паяльники для полипропиленовых труб
Для разводки водопроводной системы и отопления внутри дома в подавляющем числе случаев используют полипропиленовые трубы. Они легко монтируются, а бригада работников при наличии специального оборудования способна в кратчайшие сроки выполнять большие объемы работ.
Сварочный аппарат для полипропиленовых труб — неотъемлемый инструмент сантехника. С его помощью происходит соединение частей водопровода, системы отопления. Процесс занимает не больше 1 минуты, все зависит от диаметра трубы.
Сварочный аппарат для полипропиленовых труб – устройство
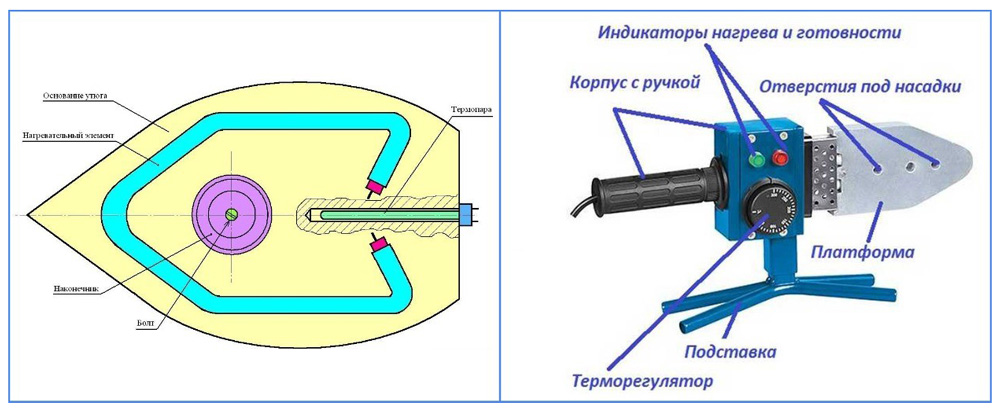
Паяльник для пластиковых труб имеет довольно простую конструкцию. Благодаря этому стоимость оборудования является вполне доступной, причем это касается даже разового использования инструмента.
Среди основных частей паяльника для полипропилена можно выделить:
корпус с рукояткой;
металлическая плита;
терморегулятор
С его помощью можно регулировать температуру нагрева тэны, что важно для выполнения сварочных работ с трубами различного диаметра;
тэн. Важнейшей его характеристикой является мощность;
съемные насадки разного диаметра
Они крепятся на металлической плите.
Принцип работы устройства является довольно простым. При подсоединении к электрической сети тэн начинает нагреваться, что в свою очередь происходит с металлической плитой, прикрепленными к ней насадками. Именно они расплавляют трубы, уголки, фитинги и иные элементы системы водо-, теплопровода из полипропилена до необходимой температуры. Нагревается внутренняя и наружная часть труб, что является залогом надежного соединения. При грамотной работе сантехника стык является абсолютно герметичным и может прослужить десятки лет.
Утюг для пайки полипропиленовых труб – что учитывать при выборе
Выбирая аппарат для сварки полипропиленовых труб, важно принять во внимание целый ряд аспектов. Прежде всего это касается мощности инструмента. На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт. Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры.
Немаловажной является комплектация паяльника. Все они работают от сети, поэтому имеет значение даже длина кабеля
Также стоит обратить внимание на количество имеющихся в наборе насадок и их диаметр. С помощью современных сварочных аппаратов можно сваривать разные детали водопровода диаметром от 16 до 125 миллиметров
Особое внимание, выбирая изделие, стоит уделить корпусу. Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Ручка обычно выполняется из специального термостойкого пластика.
Вес и габариты — важнейшие характеристики прибора. От них будет зависеть удобство использования инструмента и транспортировка оборудования. Подавляющее число моделей имеют совсем небольшие габариты, а в комплекте поставляется специальный ящик для хранения насадок и прибора. Паяльник для пластиковых труб редко весит более 1,5 кг.








Где приобрести аппарат для сварки полипропиленовых труб
В нашем каталоге вы сможете найти паяльник для полипропилена следующих производителей:
- Kern;
- Rems;
- Rothenberger;
- Rotorica;
- Dytron;
- Ritmo.
Всего на сайте представлено свыше 30 моделей, а специалисты ежедневно работают над расширением ассортимента.
Посетители сайта вправе рассчитывать на помощь специалистов компании ПрофТехСнаб, нужно лишь набрать указанный номер телефона. Имея обширный опыт, они с легкостью ответят на любой интересующий вопрос, помогут подобрать оптимальный вариант паяльника для выполнения поставленных задач.
Агрегат для проведения пайки труб
Давайте разберёмся, как правильно пользоваться паяльником для полипропиленовых труб. Первоначально нужно понять, что используется специальный прибор, который именуется как паяльник для ПВД или ПВХ конструкций. Если мы будем рассматривать простейший вариант исполнения прибора то он чем то по параметрам и характеристикам напоминает привычный нам электроутюг, точно такая же подошва и принцип работы. Нагревательная подошва способна разогреться до максимальной температуры в 260 градусов. Этого достаточно для пропиленовых групп, иначе высокая температура способна вызвать деформацию материала.
Далее решаем эффективно задачу, как пользоваться паяльником для пластиковых труб на весу. Для этих целей предусмотрены специальные рабочие насадки, которые входят в комплектацию агрегата. Для бытовых целей применяют насадки в диапазоне диаметров от 16мм до 32 мм, в комплект входит 2-3 насадки для бытового варианта проведения ремонтных работ. Если вы профессионал, то знаете, что количество насадок может иметь достаточно большой диапазон, начиная от 10 мм и заканчивая 110 мм.
Паяльник для пластиковых труб
Не менее важной проблемой является решение задачи, как пользоваться паяльником для пластиковых труб как температура влияет на качество материала. В данном случае рекомендуем применять тефлоновые насадки, которые не перегревают прибор, и позволяют эффективно производить пайку повреждённых участков трубопроводной системы. Кроме этого, необходимо учитывать, что правила работы с паяльником предусматривают использование, как мечевидного варианта нагревательного прибора, так и цилиндрической формы. Помещение, где будет проводиться работа, должно быть предельно комфортным по температурным параметрам
То есть, не должно быть холода, а обычная комнатная температура. Если вы все же проводите ремонтные работы в холодном помещении, помните, что время на качественную работу по соединению повреждённых участков увеличивается, и естественно увеличиваются затраты на электроэнергию и т.д
Кроме этого, необходимо учитывать, что правила работы с паяльником предусматривают использование, как мечевидного варианта нагревательного прибора, так и цилиндрической формы. Помещение, где будет проводиться работа, должно быть предельно комфортным по температурным параметрам. То есть, не должно быть холода, а обычная комнатная температура. Если вы все же проводите ремонтные работы в холодном помещении, помните, что время на качественную работу по соединению повреждённых участков увеличивается, и естественно увеличиваются затраты на электроэнергию и т.д.
Особенности проведения паяльных работ
Теперь давайте разберёмся, что нужно для пайки паяльником. В данном случае необходимо провести подготовительные работы, которые включают следующее:
- Подготавливаем весь инструментарий для проведения работы.
- Подготавливаем труборез, маркер и измерительную рулетку.
- Очищаем рабочие поверхности соединения для муфты и фитингом промышленным спиртом.
- Процесс пайки начинаем через 5-10 минут после того, как прибор прогреется.
- На тефлоновых насадках в процессе пайки могут оставаться кусочки материала, периодически удаляем отходы.
- Устанавливаем на платформу паяльник, при этом для ПВХ устанавливаем температуру 260 градусов, для полиэтиленового материала- 220 Вольт.
- Далее, для каждого диаметра трубы необходимо выдержать определённый временной промежуток интервала для соединения повреждённых участков.
Последний момент очень важен, так как от этого зависит качество соединения. Ниже приведём таблицу рекомендуемой выдержки по времени, в зависимости от диаметра трубы.
Диаметр трубы | Время выдержки |
16 мм | 5 секунд |
20 мм | 6 секунд |
25 мм | 7 секунд |
32 мм | 8 секунд |
40 мм | 12 секунд |
50 мм | 24 секунды |
| 63 мм | 40 секунд |
Лучшим способом будет поместить рядом с собой секундомер, но на качество соединение оказывает температура окружающей среды. Эти требования по выдержке по временному интервалу рассчитаны для температуры окружающей среды 16-18 градусов. Если вы впервые приступаете к работе, лучшей рекомендацией станет тренировка на кусках трубы, которые не используются в работе.
4 Техника соединения

Перед началом работ следует провести ряд подготовительных операций. Это относится как к соединяемым деталям, так и паяльному устройству. Принцип сварки основан на расплавлении двух частей с последующей их физической стыковкой друг с другом до момента кристаллизации. Чтобы сварочный шов получался надёжным, одна из свариваемых частей вставляется в другую на глубину от 13 до 32 миллиметров, в зависимости от диаметра деталей. Сварка двух труб происходит через фитинг. Они бывают разного вида и размеров. Каждый фитинг рассчитан на определённый диаметр трубы, поэтому при пайке следует быть внимательным.
В случае использования армированной трубы с алюминиевой фольгой вставляемый конец в насадку должен быть зачищен от её слоя. Зачистка происходит механическим путём с использованием специального инструмента. Но так как это приспособление довольно дорогое, часто используют ножовочное полотно. Им пропиливают трубу по кругу на глубину расположения армирующего слоя, а после срезают его ножом. Такой подход требует сноровки и опыта.
Детали перед сваркой следует обрезать до необходимой длины, очистить от грязи и обезжирить. Для этого разрешается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за рыхления полипропилена после их воздействия.
Втулки перед работой также должны быть очищены с помощью ветоши
Следует уделить внимание целостности тефлонового слоя, использовать насадки с повреждённым покрытием нельзя. Поэтому чистить металлическими предметами или абразивами запрещено
В случае же сильного пригара используются деревянные скребки. Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника.









Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Kolner KPWM 800MC
Сварочное оборудование для труб из пластика оснащено 6 насадками со специальным покрытием, которое делает сварку проще. Аппарат потребляет мощность 800 Вт, что указывает на его эффективность и надежность. Мгновенно нагревается до рабочей температуры в 300°C. Прилагаются необходимые для сантехники насадки, массивная подставка для стабилизации и фиксации паяльника и контейнер для хранения оборудования и аксессуаров. После пайки необходимо удерживать соединение непродолжительное время для сопряжения и охлаждения сваренных элементов. Отличается длинным, 2-х метровым кабелем. Корпус выполнен в желтом цвете.
Из достоинств нужно отметить:
- Оптимальный вес и размер прибора;
- Наличие функции автоотключения;
- Достойный ценник.
Паяльник имеет лишь один минус, который заключается в шаткости подложки и не влияет на функционал. Подставку можно сделать своими руками.
Denzel DWP-2000
Аппарат для сварки соединяет полипропиленовые и металлопластиковые трубы в домашних условиях. Во время работы происходит нагрев, размягчение и стыковка 2-х монтажных компонентов. Имеется возможность регулировки нагрева. Поставляется с шестью сменными матрицами, позволяющими соединять детали диаметром 20-63 мм. Тефлоновое покрытие насадок исключает налипание элементов пластика. Подходит для бытовой и полупрофессиональной сфер.
Аппарат имеет следующие плюсы:
- Качественная сборка;
- Удобная конструкция;
- Вместительный ящик для хранения;
- Надежная металлическая подставка;
- Отсутствие лишних клавиш;
- Хорошие насадки.
Из недостатков можно отметить небольшую длину питающего кабеля и невысокое качество прилагаемых ножниц для полипропиленовых труб. Устройство имеет высокий рейтинг и отличные видео отзывы, которые можно найти в интернете.
Какой мощности взять паяльник?
Мощность приборов для работы с полипропиленовыми и полиэтиленовыми трубами начинается с 600 Вт. Самые мощные могут быть на 2000 Вт. От мощности напрямую зависит интенсивность нагрева рабочей насадки и по сути скорость расплавления внутреннего или наружного слоя трубы. При этом приборы мощностью и 600 Вт и 2000 Вт будут нагревать до одинаковой температуры (например, до 300°С), но вот интенсивность нагрева более крупной насадки у мощного будет выше.
Если будете монтировать для себя отопление или трубопровод с максимальным диаметром трубы до 25 мм, берите маломощный (для паяльников ПП) на 600 — 1000 Вт. Если же планируете работать с насадками 50 — 63 мм, тогда вам потребуется прибор на 1500 — 2000 Вт.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.





