
Стойкость ленточных пил.
| Материал | Производительность, см/мин | Количество заготовок, шт. | Производительность при пилении биметаллическими ленточными пилами находится в пределах 10-25 см?/мин, когда разрезаются высоколегированные сплавы и труднообрабатываемые материалы, и 45-70 см?/мин, при разрезании конструкционных сталей. Для каждого инструмента существует определённая зависимость между производительностью и стойкостью, которая отображена в таблице 1. (Данные приведены для заготовок, диаметром 100 мм, разрезаемыми пилами 27х0,9) |
| Сталь 20-45 | 40 | 820 | |
| 50 | 780 | ||
| 60 | 660 | ||
| Сталь 40Х | 35 | 700 | |
| 45 | 630 | ||
| 50 | 510 | ||
| 20Х13, Р6М5 12Х18Н9Т | 15 | 380 | |
| 20 | 300 | ||
| 25 | 210 |
Кроме стойкости самого зуба пилы к износу, следует отметить также стойкость самого полотна к циклическим знакопеременным нагрузкам, возникающих при движении самой пилы в лентопротяжном механизме ленточнопильного станка.
Для пил большинства производителей (при условии соблюдения технологического процесса изготовления пилы – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие пилы при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
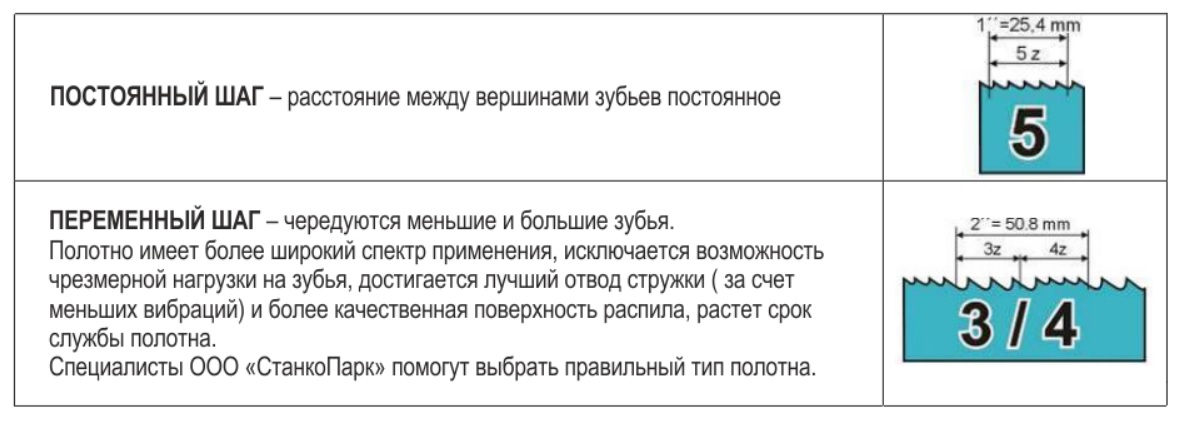
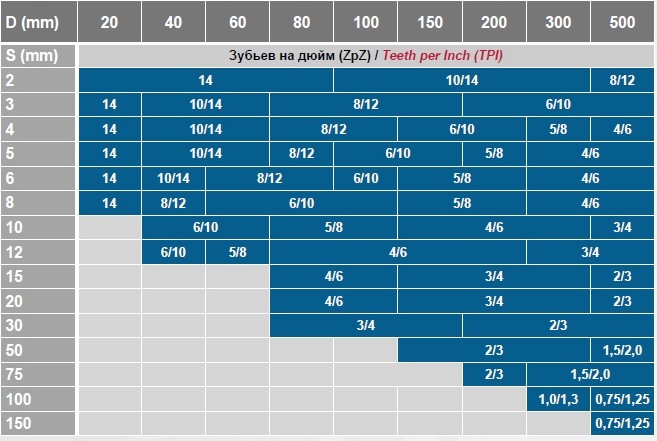
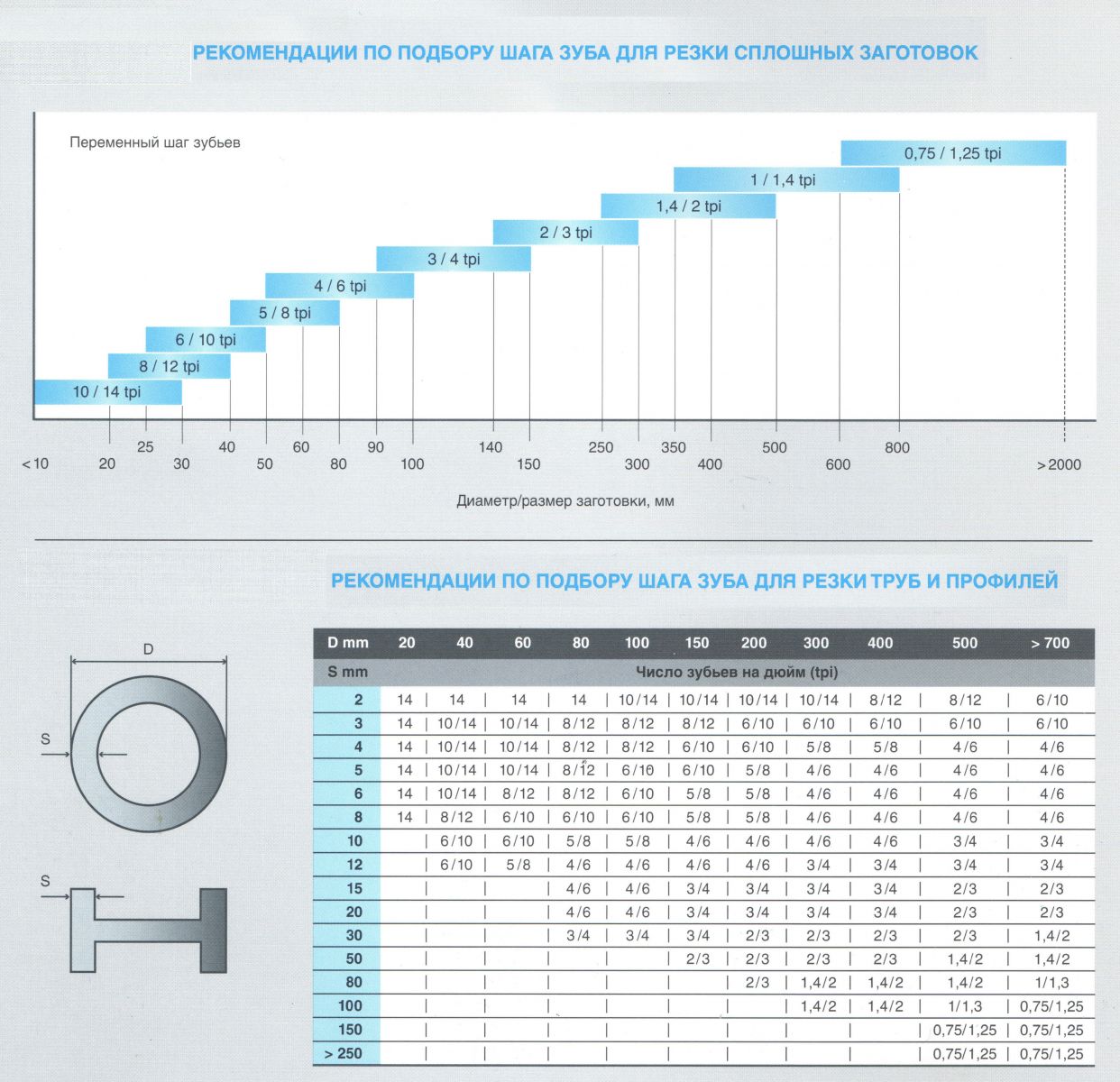
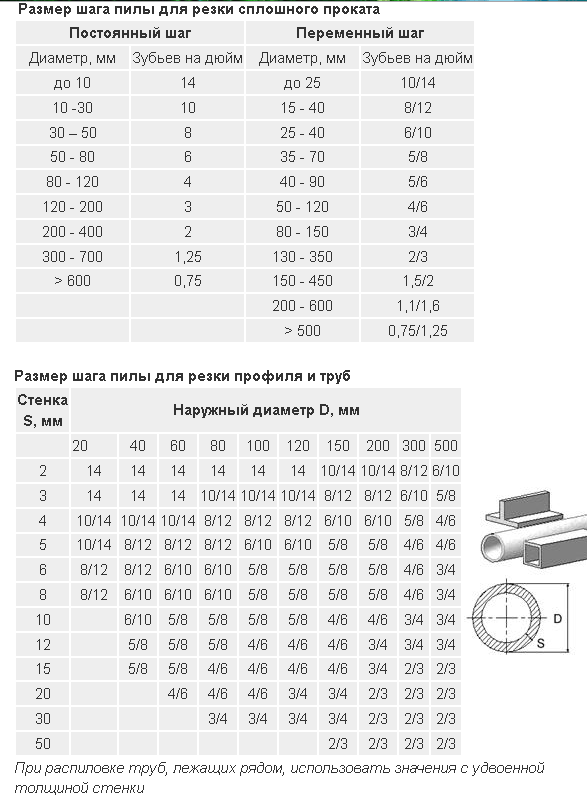
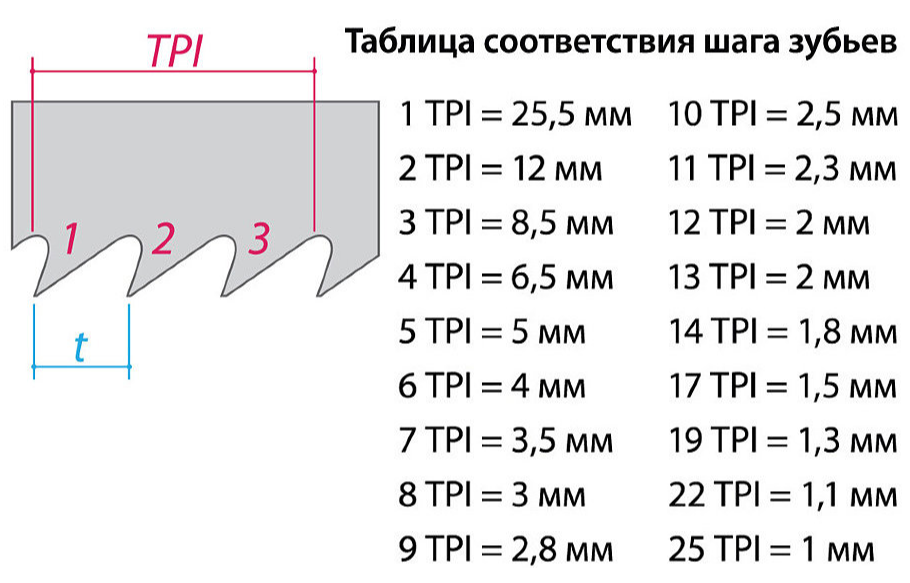
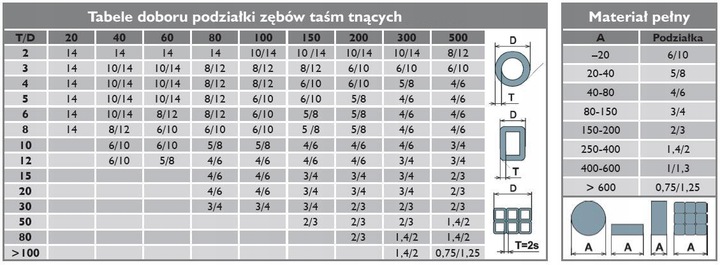
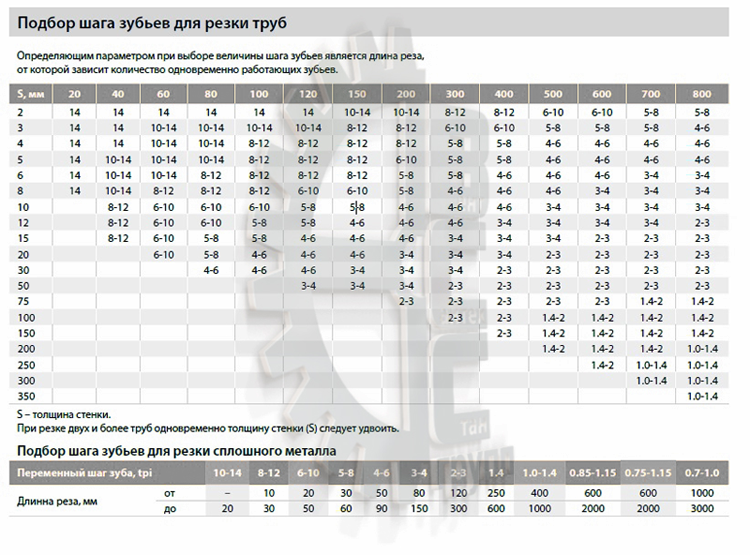
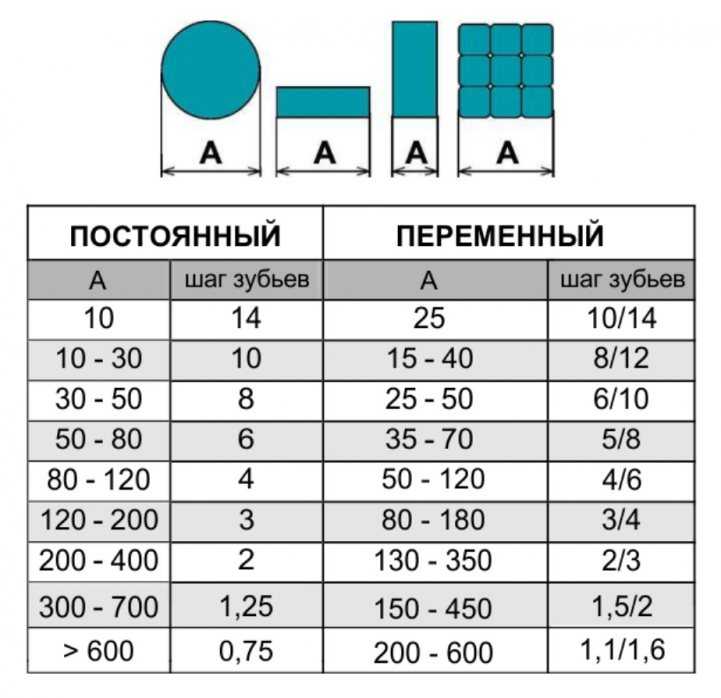
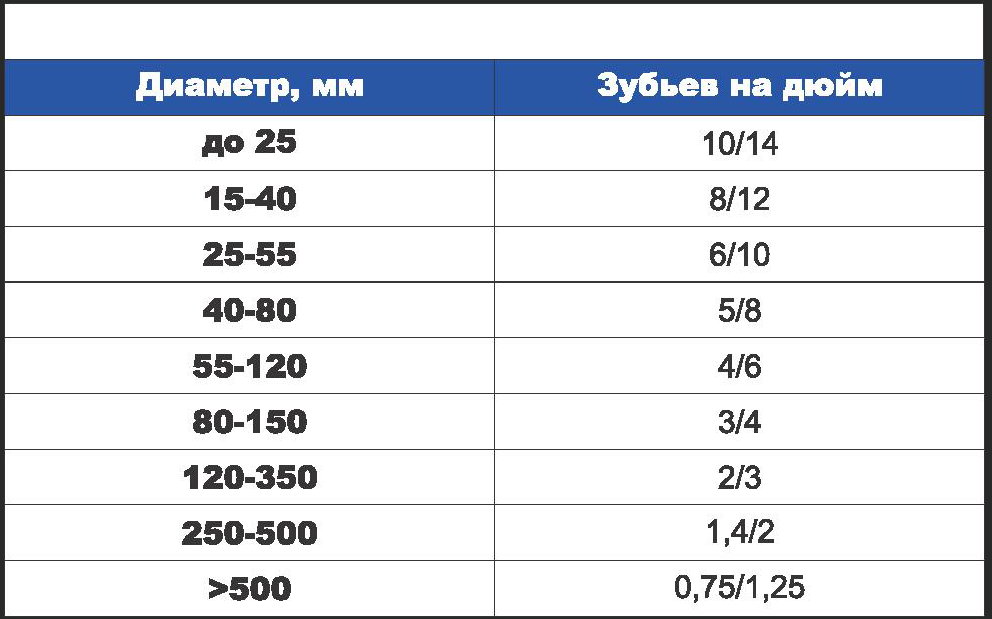
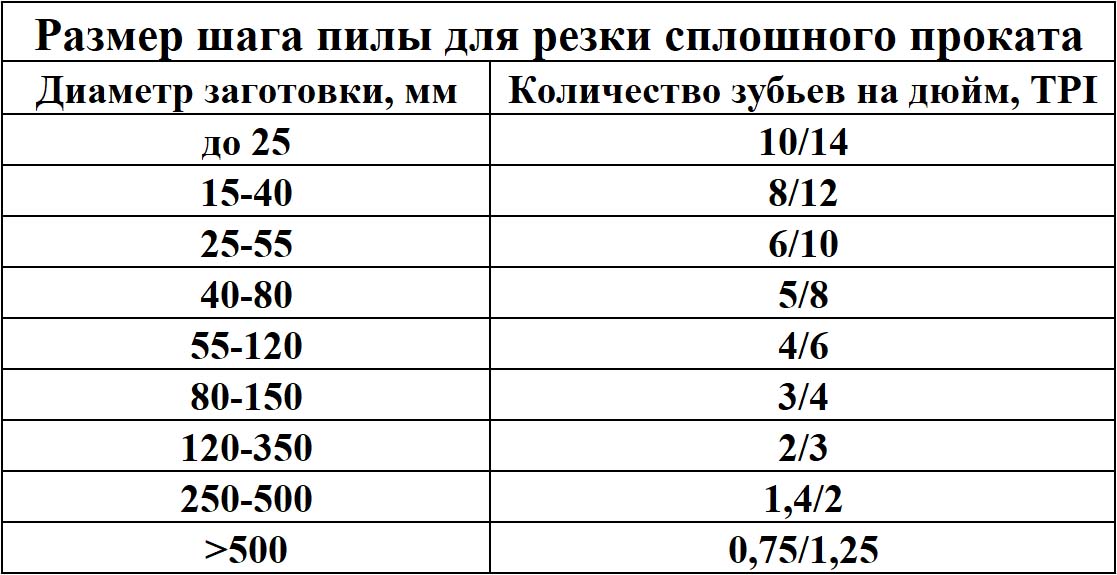
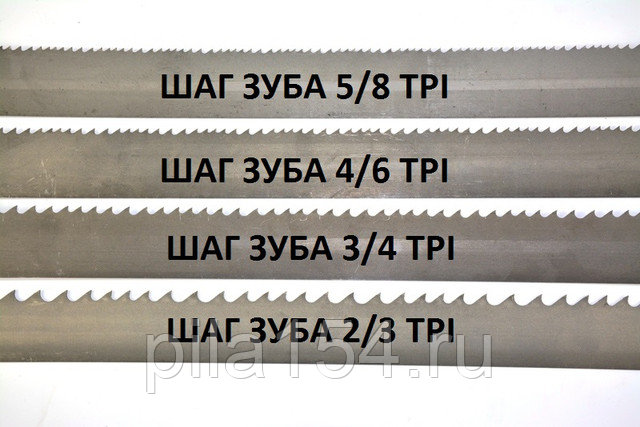
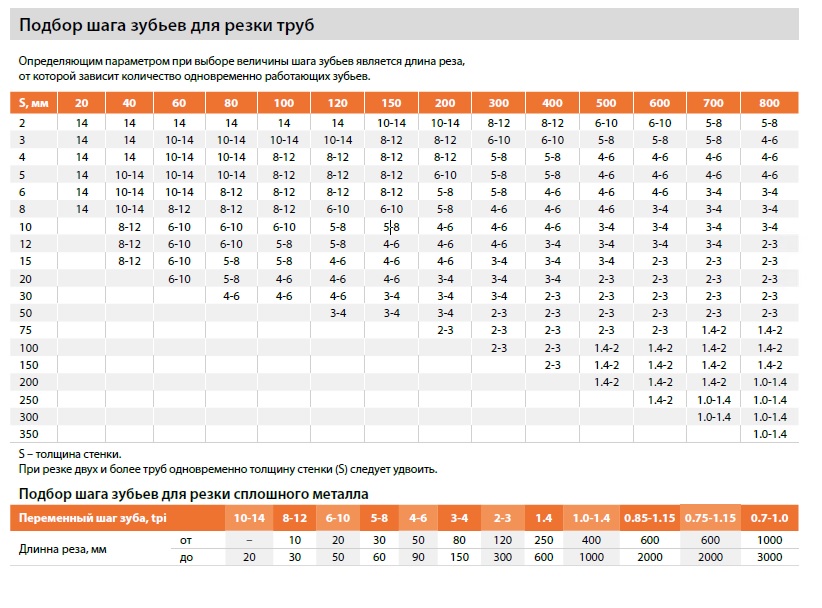
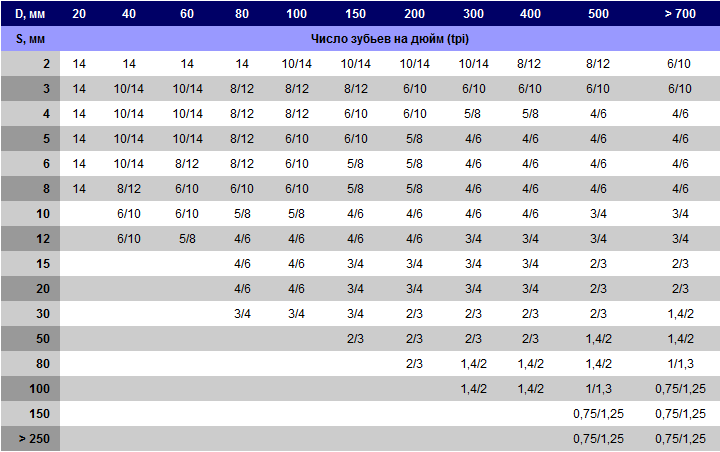
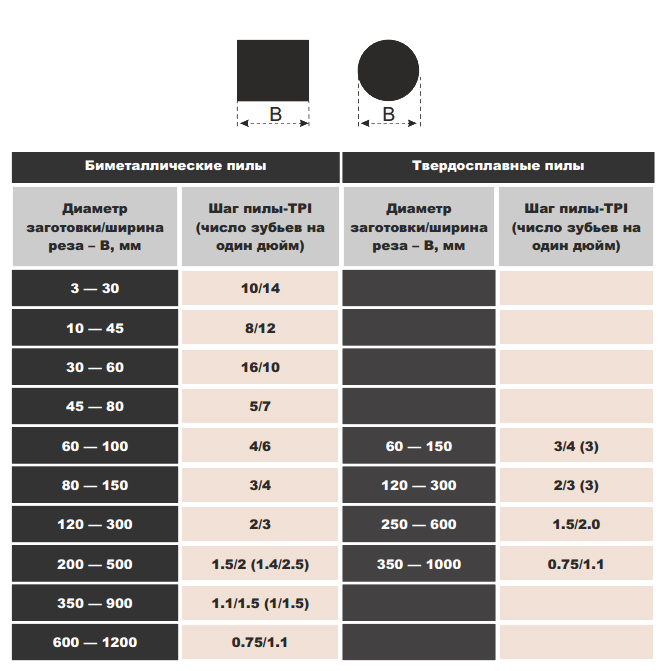
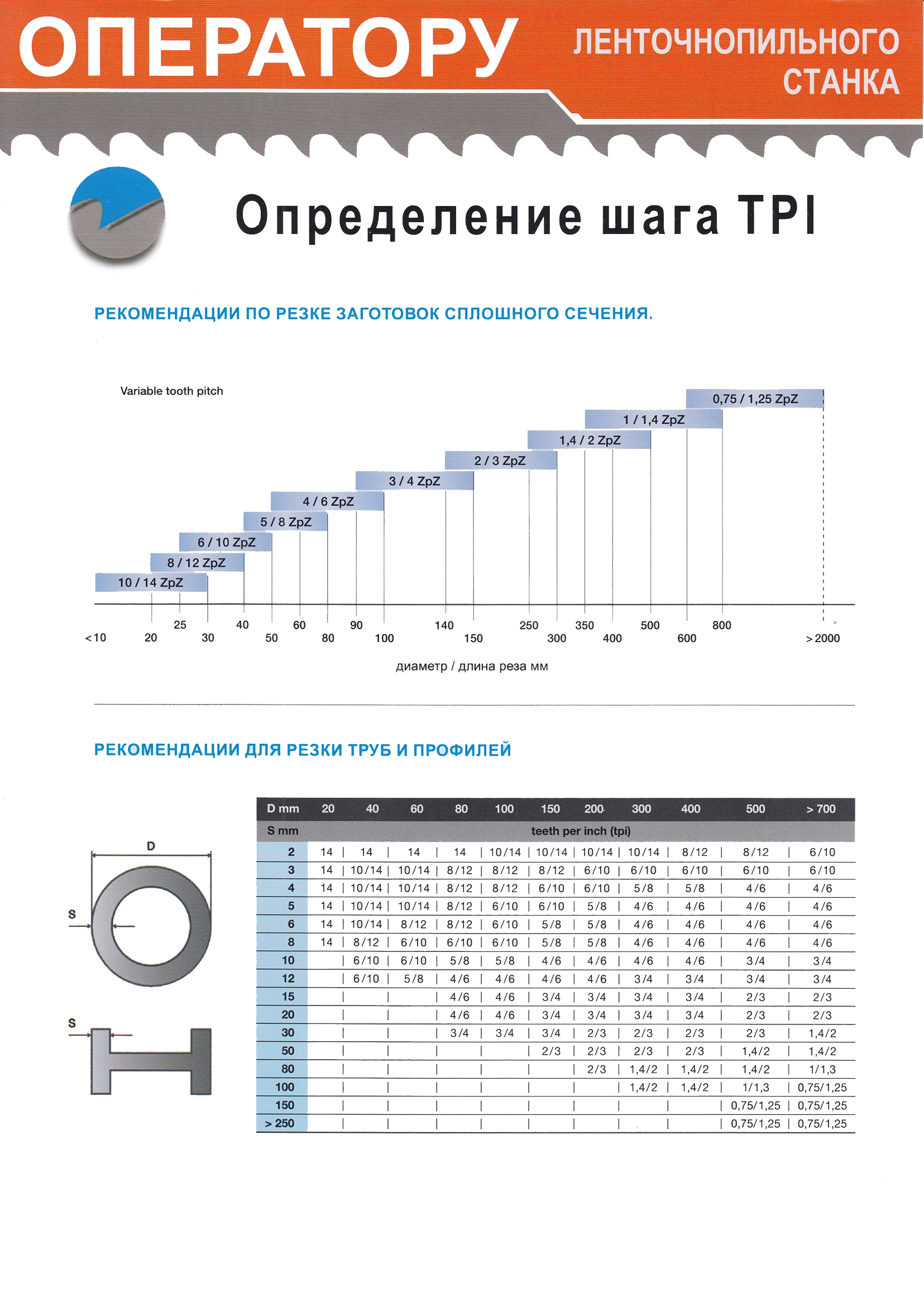
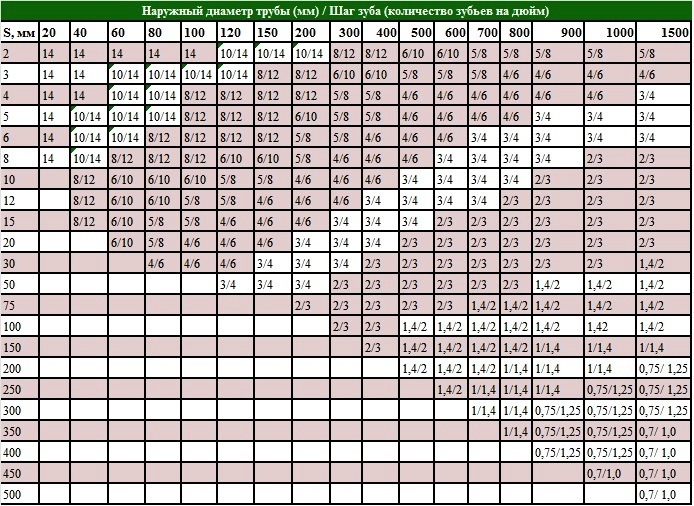
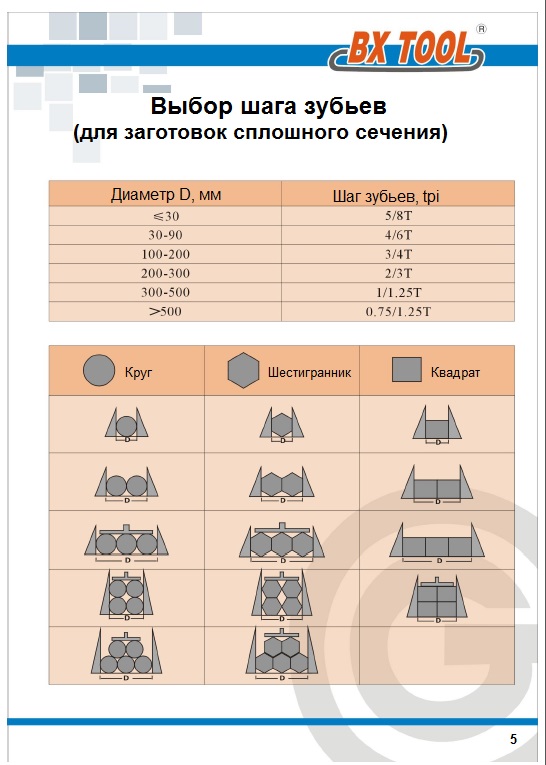
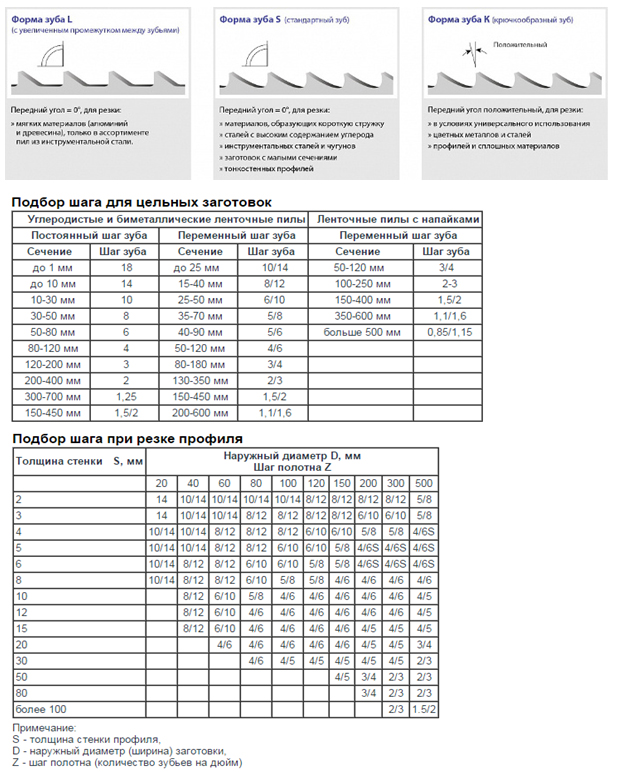
На стойкость зуба пилы существенно влияет правильно подобранный шаг зуба ленточной пилы. В таблицах ниже приведена зависимость шага пилы от диаметра разрезаемого материала. Следует отметить, что при порезке пакетом, толщиной стенки следует считать суммарную толщину металла, которое пройдёт зуб пилы.
Ремонт полотна
Рано или поздно лента теряет свои качества и нуждается в замене, но устанавливать новое полотно не всегда рентабельно. Имея значительный ресурс по своим прочностным характеристикам, экономически выгодно отдать на ремонт инструмент. Ленточнопильный станок освобождается от пилы, которая после определенных операций вновь будет работоспособной. Главной задачей становится восстановление режущих способностей полотна. Для этого определяют необходимые процедуры:
- Сварка. Применяется при нарушении целостности изделия, потери части зубьев или других серьезных повреждениях. При сварке учитывается марка стали и место стыка, требования к которому такие же, как и при промышленном производстве.
- Очистка. При работе возможно налипание оплавленных частиц обрабатываемого материала, окалины и прочих посторонних веществ. Это сильно затрудняет резку и ухудшает ее качество. Снижение рабочих качеств оказывает на основное производство не лучшее влияние. После очистки полотно пригодно для установки в ленточнопильный станок. Этот вид ремонта часто проводят на месте.
- Заточка. Режущая кромка восстанавливается с помощью обработки абразивным инструментом. При этом шаг зубьев и их форма должны оставаться прежними. Нарушение геометрии пилы приведет к изменению ее рабочих характеристик.
- Разводка. Необходимое качество для свободного хода ленты в обрабатываемом материале. Под нагрузкой в процессе работы отклонение зубьев от полотна, заданное при производстве уменьшается. Пилу начинает «закусывать» или она начинает отклоняться от вектора движения в сторону. Правильная разводка вернет необходимые эксплуатационные качества.
Ремонтироваться могут все виды полотна, и простые модели для дерева, и биметаллические ленточные пилы для твердых марок стали. Восстановление инструмента улучшает основные экономические показатели, делая производство более рентабельным.
Классификация ленточных пил

- пилы для камня;
- по дереву;
- по металлу;
- для нарезки синтетических материалов.
При работе с полотнами, которые рекомендуют использовать с более твердыми материалами, применяется усиление при использовании максимально прочных сплавов.
В ленточных пилах режущим элементом выступают такие металлы, как:
- сталь;
- твердые сплавы;
- композиционные сплавы.
Так, например, при выборе ленточной плиты для резки металла нужно учитывать ее технические характеристики и тот вид металла, который вы планируете обрабатывать с ее помощью:
- чтобы хорошо нарезать износостойкие и жаростойкие материалы, выбирайте пилы марки SP;
- биметаллическое полотно , например, М – 42 подойдет для нарезки низкоуглеродистых и среднеуглеродистых сталей;
- пилы марки М- 51на основе композиционных сплавов подходят для обработки высокоуглеродистой стали;
- а ТСТ подходит для материалов повышенной твердости , например, титана или никелевых сплавов.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Некоторые характеристики
- Ширина поперечного сечения разрезаемого материала.
- Максимальная длина отрезаемого материала.
- Размеры реза.
- Угол резания.
- Геометрические параметры ленточной пилы.
- Параметры скорости подачи и резания.

Ленточнопильный горизонтальный станок AT-S LS-100. Фото AT-S
Любое производство подразумевает наличие специализированного оборудования. Для резки литых, кованых, прокатных заготовок используют ленточнопильные станки. Профессионалы и любители уже оценили преимущества устройства за точный рез деталей, скорость, незначительные эксплуатационные расходы и безопасность.
Важно! Производители ленточнопильных станков относят оборудование к категории высокой мощности, которое используется при резке металла, древесины, полимерных и других материалов. Важным преимуществом оборудования является производительность, мощность и эффективность
Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне
Важным преимуществом оборудования является производительность, мощность и эффективность. Все типы станков отличаются высоким уровнем безопасности, так как движение режущего полотна всегда направлено в сторону рабочего стола, благодаря этому оператор располагается в защищенной зоне.
| Тип станка | Особенности | Преимущества | Недостатки | Где используются |
| Ручной | Разметку и крепеж заготовки выполняет рабочий, скорость опускания пильной рамы регулируется вручную. | Низкая стоимость, простота использования, присутствует функция резки под углом. | Срок службы режущего полотна сокращается из-за вибрации во время резки; отсутствует визуальный контроль за степенью натяжения полотна; нет возможности осуществлять контроль за давлением на деталь режущим полотном. | Небольшие производства, где осуществляют резку деталей из цветных металлов и нержавеющих сталей. |
| Автоматический | Автоматизированы все процессы, действия задаются с помощью программы, оснащены сенсорным экраном управления, могут быть переведены в режим ручной работы. | Круглосуточный режим работы без участия рабочего; угол вращения рамы 60 градусов; применяется материал любой твердости. | Высокая стоимость агрегата. | Используются в крупносерийном производстве. |
| Полуавтоматический | Автоматизированы процессы опускания, подъема пильной рамы, зажим заготовки и освобождение из тисков. | Регулировка скорости пилы; частичная автоматизация некоторых процессов резки, низкий уровень шума. | Присутствие оператора обязательно для контроля за процессом работы и подачи заготовок. | Оснащение мелкосерийных производств. |
Благодаря экономному энергопотреблению и низкой стоимости такие промышленные агрегаты сберегают средства предприятия. Поэтому при правильном выборе модели и соблюдении всех условий эксплуатации в этом устройстве не будет недостатков.





Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Настройка ленточнопильного оборудования
 Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Originally posted 2018-07-04 07:38:21.
Промышленное оборудование
В продаже можно встретить достаточно большое количество оборудования, которое можно использовать для решения поставленной задачи по доведению геометрии пилы к правильным показателям. Примером можно назвать разводной импортный станок для ленточных пил Silicon Setting machine или разводной двухсторонний станок Wood Mizer.
При выборе оборудования следует уделить внимание на следующие моменты:
Страна производитель. Как правило, оборудование импортного происхождения стоит дороже, но и качество его существенно выше. Среди отечественных представителей можно выделить разводной двухсторонний станок Тайга, который имеет относительно невысокую цену и высокое качество изготовления.
Ширина пилы. Каждая модель Астрон или Тайга, другого производителя, имеет диапазон возможной ширины режущей ленты, который, как правило, указывается в миллиметрах.
Существует и несколько типов самой пилы
При покупке следует уделять внимание тому, что выбираемое оборудование должно быть предназначено для работы с ленточным типом пил.
Разводной станок Wood Mizer двухсторонний может работать в ручном или автоматическом режиме.
Рассматривая разводной станок Тайга или разводной станок RWM нужно уделять внимание принципы работу. Наиболее распространенной и популярной можно назвать конструкцию, которая предназначена для разведения 2-х зубов одновременно.
Кроме этого при выбирая ручной или автоматический разводной станок для ленточных пил следует уделить внимание и мощности установленного двигателя
От этого зависит не только производительность, но и расходы на электричество. Также производитель указывает массу конструкции, которая определяет предъявление требований к установке. Двухсторонний разводной станок для ленточных пил может весить около 200 килограмм.
Выбор
Несмотря на то что внешне конструкция ленты кажется простой, она имеет немало отличительных признаков, которые указывают, с какой задачей полотно справляется лучше и для чего предназначено. К ним относят количество и форма зуба, а также скорость резки и вариант разводки.
Число и габариты зубьев
Присматривая полотно для ленточнопильного станка, нужно обращать внимание на количество зубьев со стороны режущей кромки. Оно неслучайно, так как от этого зависит ровность распила. Чем их больше, тем легче сделать ровный рез детали с толстыми стенками
Если же плотность зубьев невелика, то это отражается на рабочей нагрузке, подаваемой на детали (она снижается). Когда режущих зубцов очень много, в процессе работы происходит распределение напряжения на всю площадь полотна
Чем их больше, тем легче сделать ровный рез детали с толстыми стенками. Если же плотность зубьев невелика, то это отражается на рабочей нагрузке, подаваемой на детали (она снижается). Когда режущих зубцов очень много, в процессе работы происходит распределение напряжения на всю площадь полотна.
Что касается размера зубьев, то здесь все просто: чем они меньше, тем меньше глубина пропила. Например, если полотно имеет маленькие режущие кромки, им лучше работать преимущественно с тонкостенными листами. Зубья стандартного размера предназначены для работы преимущественно на тонких заготовках. Такие полотна можно использовать, если нужен фигурный рез. Когда необходим глубокий пропил, имеет смысл купить вариант с крупными зубьями.
Шаг
Здесь не все так просто: чтобы купить верный вариант, нужно соотнести шаг с параметрами ответной части на самом станке. Здесь можно учесть, что полотно с крупным и постоянным шагом выпускают для реза небольших тонких деталей (редкие зубья не справятся с большой толщиной). Если нужно разрезать большой лист, стоит покупать ленту, зубья которой расположены близко друг к другу. В случае работы с мягким материалом целесообразно приобретать ленту, зубцы которой переменны.
Разводка
В зависимости от типа полотна для ленточной пилы зубья у нее могут располагаться по-разному. Они имеют небольшое отклонение в стороны относительно плоскости самой кольцевидной ленты. Именно от разводки зависит качество реза и степень вибрирования во время работы с тем или иным материалом. Кроме того, от этого зависит и скорость стачивания самого инструмента.
Развод может быть стандартным, групповым и волнообразным. При стандартном варианте зубцы располагаются попеременно в обе стороны, а третий – смотрит в центр. Полотно с данной разводкой используют для распила габаритных секций из металла на горизонтальном оборудовании, а также для контурного пиления и реза сырья на станках, оснащенных вертикальной подачей.
В групповом режущем профиле зубья смотрят попеременно вправо и влево. Скорость вращения такого полотна больше (в сравнении с иными аналогами). К тому же оно не создает колоссальных нагрузок на обрабатываемые детали и отличается высоким качеством реза. В волновом разводе зубья смотрят попеременно в обе стороны, но при этом в каждую сторону может смотреть сразу несколько элементов. Такая разводка актуальна для реза тонких материалов и маленьких заготовок.




Скорость резки
Степень полезности полотна для решения запланированных задач зависит от скорости реза и подачи. И здесь придется отталкиваться от типа обрабатываемого материала. Чтобы подобрать верный вариант, нужно отталкиваться и от выбора конкретного производителя, поскольку каждый зуб должен спиливать с обрабатываемой заготовки стружку конкретной толщины. Полотно подбирают, исходя из особенностей ленточнопильного оборудования, так как каждый станок имеет свою скорость реза и подачи материала.
Устройство и технические параметры ленточной пилы
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.
При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).
Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Критерии выбора электрической пилы
Первое, что вам нужно сделать, это решить, для какой цели вы покупаете пилу. Обычно он нужен мастерам, работающим с деревом. Но есть и ленточные пилы. Это также стоит отметить.
При покупке электрической пилы обратите особое внимание следующие пункты:
- Материал ленточной пилы;
- Качество и безопасность эксплуатации;
- Гарантийный срок службы электроинструмента;
- Размеры пилы;
- Индикатор уровня шума во время работы;
- Скоростной режим;
- Качество зубьев ленточной пилы;
- Цена.
Существуют и другие критерии выбора, но они вам понадобятся при выборе конкретного распылительного устройства.
Приведите пример, Немецкий производитель Proxxon предлагает широкий ассортимент моделей ленточных пил, которые позволяют резать заготовки из толстого дерева, металла, пластика, керамики и даже стекла.
Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).
Материалы и инструменты
Перед началом работ по изготовлению ручной ленточной пилы по металлу необходимо подготовить необходимые материалы и оборудование:
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
Для сборки станка из подручных материалов необходимо найти:
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Правила выбора ленточного полотна
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.
Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.
Краткий справочник инструментальщика
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические — с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных параметров ленточных пил в сочетании с применением оптимальных режимов резания позволяет обеспечить высокую производительность и снизить себестоимость технологического процесса обработки на ленточнопильных станках по сравнению с другими способами разделительной резки заготовок.

Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.





