
Применение
Раньше этот материал использовался для изготовления советских и недорогих кухонных ножей. К сожалению, из-за своей низкой стоимости они отличались сравнительно плохим качеством (из-за заводов-изготовителей ножей, а не стали), но для обычных бытовых и кухонных целей подходили отлично. Таким ножом с лёгкостью можно было разделывать курицу, другие мясные блюда, но самый главный плюс — безопасность для здоровья. Никакого риска заразиться какой-нибудь химической болезнью, используя сталь 40×13, просто не существует.
Отдельная сфера применения — авиамоделирование. В самолётостроении нельзя, чтобы материал, из которого изготавливаются важные составляющие части, сильно электрифицировался и подвергался различной коррозии, ведь на кону человеческие жизни. Конструкторы не стали бы использовать низкокачественную сталь, поэтому данный факт станет ещё одним плюсом. Но самый частый способ употребления — изготовление различных составляющих деталей. Высокая прочность и возможность использования в механизмах, работающих на износ, делают материал главным составляющим.
Стоит заметить, что медицинские скальпели изготавливаются именно из вышеуказанного сплава, что подтверждает информацию про безопасность для человеческого организма. Ещё из этой стали производят различные технические приспособления: подшипники, пружины, элементы для измерительных систем, детали компрессора и многие необходимые в повседневной жизни вещи.
Одним из главных минусов является тот факт, что использовать эту сталь для сварки категорически нельзя. При резком изменении температуры она теряет многие свои свойства, начинает ржаветь, разрушается кристаллическая решётка.
Механические свойства стали 40Х13
Нормированные механические свойства при 20 °С
| ГОСТ | Вид продукции | Режим термической обработки | σ в | δ 5 | |||
Лист тонкий | |||||||
Сорт Ø, ¤ до 200 мм Калиброванная сталь | Отжиг или отпуск | ||||||
Закалка: с 950-1050°С; с 1000-1050 °С, охлаждение в масле; отпуск при 200-300°С, охлаждение на воздухе или в масле | |||||||
Лента δ = 0,2-2 мм | Отжиг или отпуск при 740-800 °С | ||||||
δ |
Механические свойства при повышенных температурах
| t исп , °С | σ в | σ 0,2 | δ 5 | KCU | t исп | σ в | σ 0,2 | δ 5 | KCU | ||
Сталь 30Х13 (закалка с 1000 °С на воздухе, отпуск при 650 °С) | Сталь40Х13 (закалка с 1050 °С на воздухе, отпуск при 600 °С, твердость 311-331 НВ) | ||||||||||
Сталь 40Х13 (закалка с 1050 °С на воздухе, отпуск при 650 °С, твердость 277-286 НВ) | |||||||||||
Технологические свойства стали 40Х13
Марка 40Х13 обладает хорошей технологичностью при проведении пластической деформации в горячем состоянии. Ее проводят при температуре от 850 до 1100 ºC. Но надо помнить что при резком нагреве, сталь может потерять ряд своих уникальных свойств, например, твердость. Именно поэтому процедуру нагрева необходимо проводить с небольшой скоростью. По достижении температуры 830 ºC можно выполнять прокат или ковку. Охлаждение стали необходимо также проводить медленно.


Ряд характеристик коррозионно-стойкой и углеродистой стали во многом схожи, в частности, в твёрдости. Но они имеют различную микроструктуру и это приводит к появлению определённых сложностей в процессе механической обработки.
Основные сложности, возникающие при точении и фрезеровании стали марки 40Х13 это:
- упрочнение, возникающие в процессе резания;
- удаление отходов обработки;
- ускоренный износ режущего инструмента.
Дело в том, что при обработке 40х13 резанием, стружка не ломается как у большинства углеродистых сталей, а завивается в виде длинной стружки. Для решения этой проблемы на режущий инструмент устанавливают специальные приспособления — стружколомы.
Низкая теплопроводность хороша при использовании 40Х13 на практике, но создаёт определённые сложности при точении. То есть в месте обработки резко поднимается температура, вследствие чего происходит образование наклёпа и неравномерное упрочнение поверхности. Такое свойство стали приводит к снижению ресурса режущего инструмента и увеличению обработки детали.
Еще одно свойство 40Х13 — это наличие в ее составе карбидных и других соединений, имеющих микроскопический размер. Их наличие делает сталь неким подобием абразива, который выводит режущий инструмент из строя и это приводит к замедлению обработки.
Для эффективной обработки нержавейки применяют режущий инструмент, на поверхность которого наносят карбид вольфрама и другие упрочняющие покрытия.
Плюсы и минусы
Среди основных преимуществ стали 40Х13 выделяют:
- повышенную жаропрочность;
- коррозионную стойкость.
Это материал не окисляется даже в соленой воде. Именно поэтому сплав востребован при производстве ножей для дайверов. Тем не менее, клинкам требуется постоянный уход. Если лезвие будет часто находиться в сырости, то рано или поздно оно начнет покрываться ржавым налетом. Помимо достоинств, сталь 40Х13 имеет и свои недостатки. Так, режущая кромка довольно мягкая: она хорошо поддается заточке, но при этом довольно быстро начинает тупиться. Поэтому охотником или путешественникам придется постоянно затачивать свой инструмент.
Химический состав и структура стали 40Х13 позволяют материалу выдерживать различные типы механической обработки. Хотя, как показывает практика, при этом нередко возникают определённые сложности. Из-за дополнительного нагревания в ходе сверления повышается прочность поверхности. Это делает процесс более трудоемким и затратным. При контакте с деталью из-за повышения температуры снижаются параметры износостойкости режущей кромки. При затачивании ножей может появиться металлический наплыв, который нарушает равномерность кромочной поверхности.
Определенные минусы возникают при фрезеровании:
- необходимость в выведении отходов обработки;
- быстрое изнашивание режущих поверхностей;
- стружка, формирующаяся в ходе резания.
Это связано с тем, что в ходе обработки сталей методом резания стружка не ломается, а начинает завиваться форме удлиненной спирали. Именно поэтому приходится использовать дополнительные инструменты — стружколомы. Еще один недостаток связан с гибкостью ножей. Поэтому разрезать ими твердые поверхности не рекомендуется.


Лучшие марки стали для ножей

Лучшие марки стали для ножей В зависимости от процентного содержания углерода в сплаве, сталь разделяют на три вида: высокоуглеродистая, среднеуглеродистая, низкоуглеродистая. Если при этом сплав содержит другие химические элементы, она называется легированной. Если процентное содержание легирующих элементов, изменяющих ее свойства, составляет от 10 до 50, сталь является высоколегированной. Поскольку при добавлении в сплав стали химических элементов ее состав способен изменяться, это говорит о том, что, при повышении некоторых качеств стали, остальные могут изменяться не в лучшую сторону. Поэтому, сложно однозначно сказать, какая из марок стали является лучшей. Скорее, наилучшие характеристики ножа зависят от качества термообработки клинка, технология которой у разных производителей различается.
Наилучшим материалом для изготовления ножей на протяжении длительного периода времени остаются булат и дамаск.
Высшие сорта этой стали имеют сложную технологию выплавки, а качество клинка и его исключительная острота, упругость и прочность во многом также зависят от правильно выбранного режима термообработки, тщательности шлифовки, полировки. Из многочисленных сортов современной стали с дамаском и булатом способна соперничать лишь шведская сталь СРМ-Т-440С. Она изготовлена методом порошковой металлургии, и по износостойкости в несколько десятков раз превосходит марку 440С. Но трудоемкость изготовления этого материала делает его стоимость очень высокой.
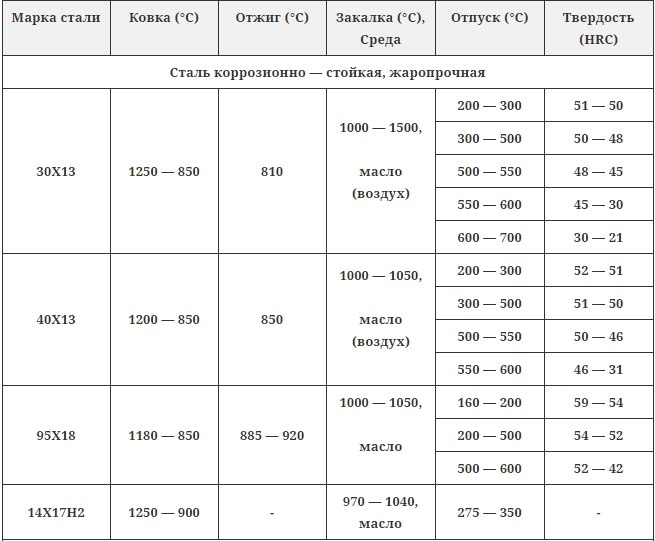
Термообработка стали
Свои уникальные свойства, в частности, повышенную стойкость к коррозии, марка 40Х13 получает в результате сложной термической обработки.
После закалки, составляющими компонентами стали 40Х13 являются:
- карбиды;
- мартенситы;
- остатки аустенитов.
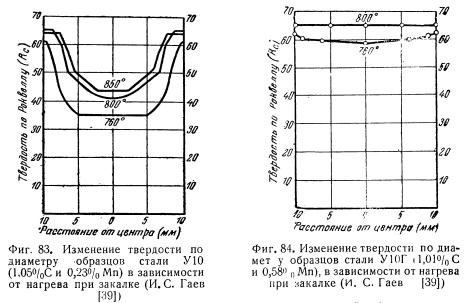
Надо отметить, что при температуре порядка 1050 ºC сталь теряет свою твердость. Это вызвано в первую очередь тем, при таком режиме растёт количество аустенита. Но при понижении температуры до 500 ºC твёрдость возвращается. Это обусловлено тем, что происходит удаление карбидов из структуры стали.
Финишная термообработка (закалка) производится при температуре 950 — 1000 ºC, с последующим охлаждением в масле или на воздухе. При соблюдении всех технологических режимов сталь получить требуемую твёрдость и коррозионную стойкость.
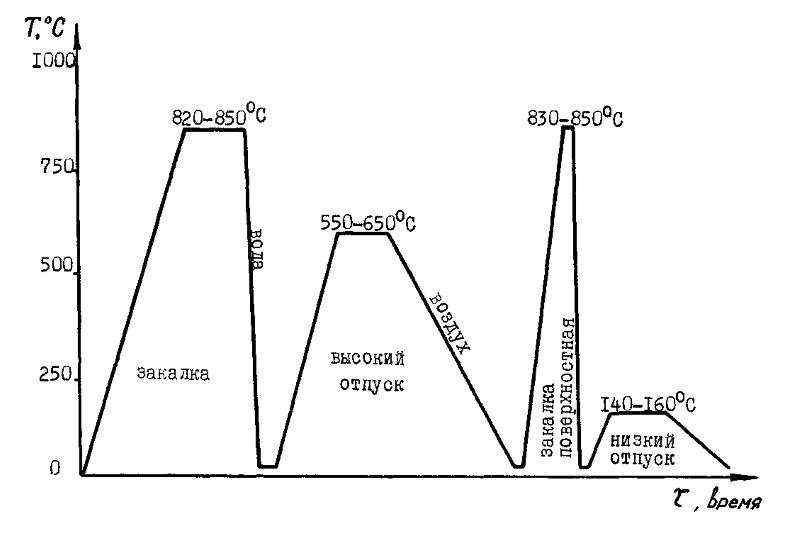
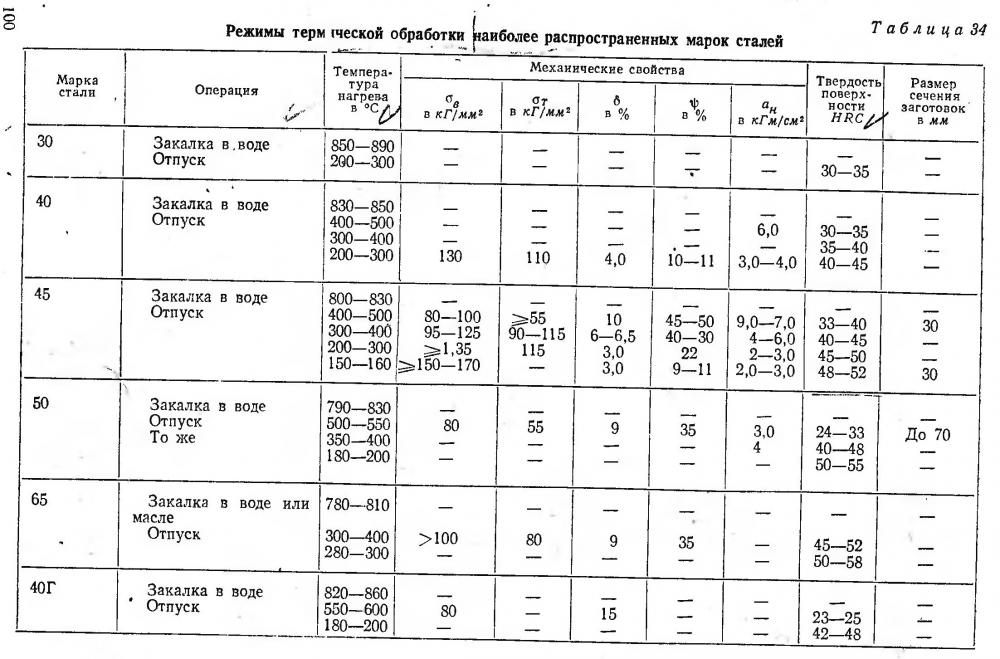
Как сделать крепче топор
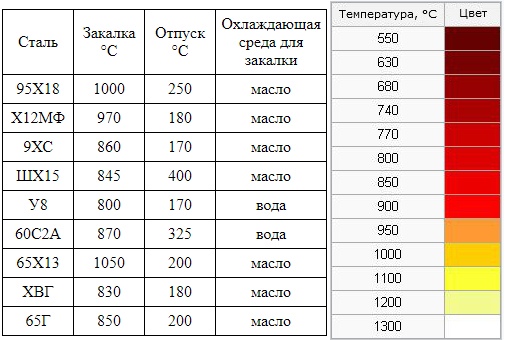
Для улучшения качества металла, из которого сделано лезвие топора, можно легко закалить его в домашних условиях. Лучше всего поддаются закалке колюще-режущие изделия из стали марки 45. Также не должно возникнуть проблем с изделиями из металла марки 40×13. Повысить твердость лезвия можно, просто опустив его в костер. Опытные мастера легко определяют степень закалки по цвету опущенного в него топора. Обычно изделие из стали 40х сначала становится ярко-красным, а потом цвет постепенно начинает бледнеть. Окраска металлического лезвия меняется в зависимости от температуры нагревания примерно следующим образом:
- Ярко-красный цвет, когда изделие нагрелось до 300 градусов;
- Оранжевый цвет при температуре около 400 градусов;
- Насыщенная желтая окраска при нагревании до 500−600 градусов;
- Светло-желтый, почти белый цвет на заключительном этапе, когда температура накаливания достигает примерно 750−800 градусов.
Далее, как правило, следует отпуск металла — его постепенное охлаждение. Если пренебречь этим этапом, в дальнейшем лезвие топора может легко сломаться даже от слабой нагрузки.
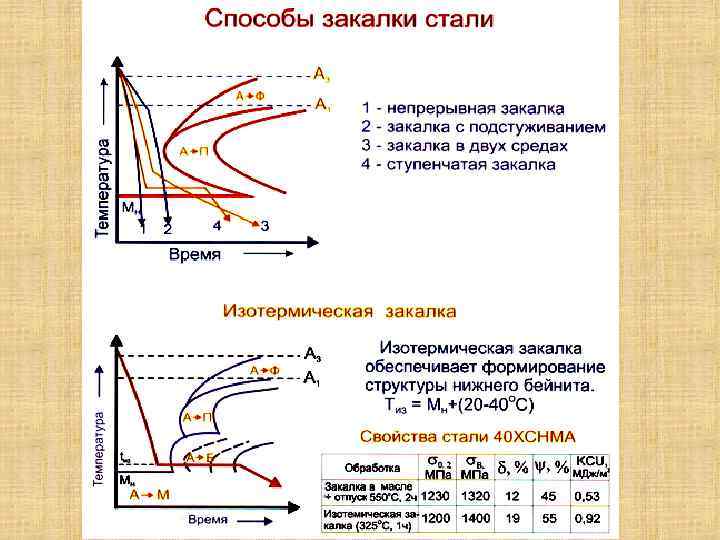
Процедура охлаждения
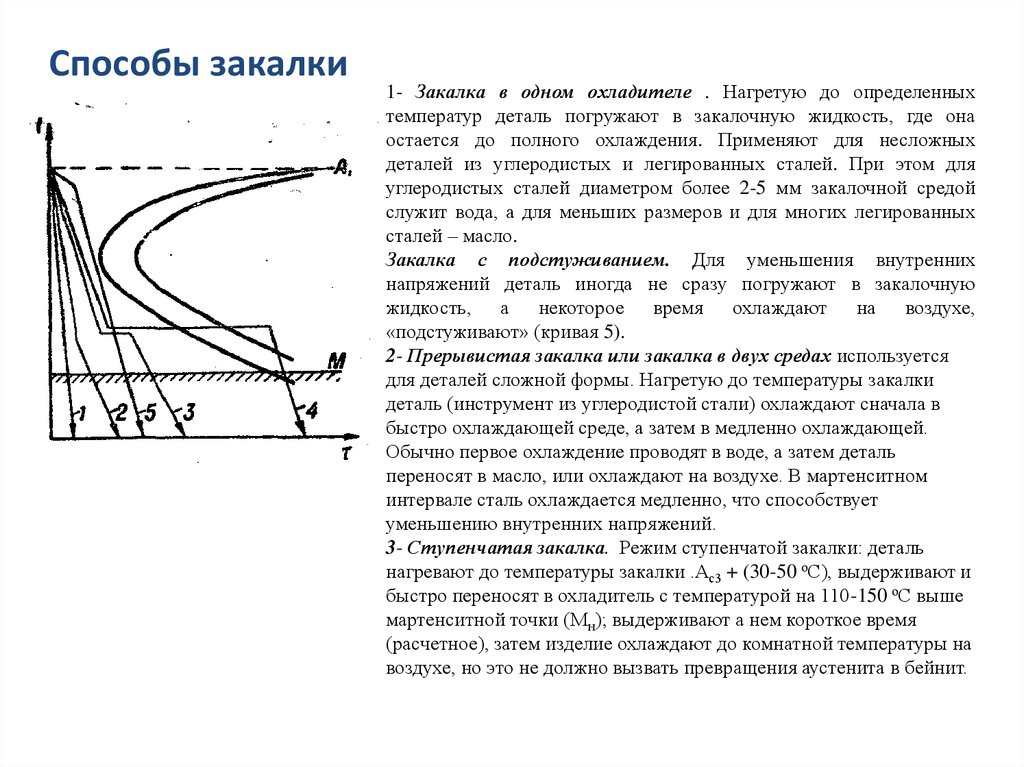
Рассматривая все виды закалки стали стоит учитывать, что не только температура нагрева оказывает сильное воздействие на структуру, но и время выдержки, а также процедура охлаждения. На протяжении многих лет для охлаждения сталей использовали обычную воду, в составе которой нет большого количества примесей. Стоит учитывать, что примеси в воде не позволяют провести полную закалку с соблюдением скорости охлаждения. Оптимальной температурой воды, используемой для охлаждения закалённой детали, считают показатель 30 градусов Цельсия. Однако стоит учитывать, что жидкость подвергается нагреву при опускании раскаленных заготовок. Холодная проточная вода не может использоваться при охлаждении.
Обычно используют воду при охлаждении для получения не ответственных деталей. Это связано с тем, что изменение атомной сетки в данном случае обычно приводят к короблению и появлению трещин. Закаливание с последующим охлаждением в воде проводят в нижеприведенных случаях:
- При цементировании металла.
- При поверхностной закалке.
- При простой форме заготовки.
Для придания нужной твердости заготовкам сложной формы используют охлаждающую жидкость, состоящую из каустической соды, нагреваемой до температуры 60 градусов Цельсия. Стоит учитывать, что закаленное железо при использовании данной охлаждающей жидкости приобретает более светлый оттенок
Специалисты уделяют внимание важности соблюдения техники безопасности, так как могут выделяться токсичные вещества при нагреве рассматриваемых веществ
Процесс закалки стали
Тонкостенные детали также подвергаются термической обработке. Закалочное воздействие с последующим неправильным охлаждением приведет к тому, что концентрация углерода снизиться до критических значений. Выходом из сложившейся ситуации становится использование минеральных масел в качестве охлаждающей среды. Используют их по причине того, что масло способствует равномерному охлаждению. Однако попадание воды в состав масла становится причиной появления трещин. Поэтому заготовки должны подвергаться охлаждению при использовании масла с соблюдением мер безопасности.
Рассматривая назначение минеральных масел в качестве охлаждающей жидкости следует учитывать и некоторые недостатки этого метода:
- Соблюдая режимы нагрева можно создать ситуацию, когда раскаленная заготовка контактирует с маслом, что приводит к выделению вредных веществ.
- В определенном интервале воздействия высокой температуры масло может загореться.
- Подобный метод охлаждения позволяет выдержать требуемую твердость, измеряемую в определенных единицах, а также избежать появления трещин в структуре, но на поверхности остается налет, удаление которого также создает весьма большое количество проблем.
- Само масло со временем теряет свои свойства, а его стоимость довольно велика.
https://youtube.com/watch?v=I-br0B8ocpI
Какие именно жидкости используют для охлаждения стали?
Вышеприведенная информация определяет то, что жидкость и режим охлаждения выбираются в зависимости от формы, размеров заготовки, а также того, насколько качественной должна быть поверхность после закалки. Комбинированным методом охлаждения называется процесс применения нескольких охлаждающих жидкостей. Примером можно назвать закалку детали сложной формы, когда сначала охлаждение проходит в воде, а потом масляной ванне. В этом случае учитывается то, до какой температуры на каком этапе охлаждается металл.
Область применения
Благодаря своим характерным свойствам сталь 40х13 применяется в таких отраслях промышленности как:
- авиационная;
- машиностроение (в том числе автомобилестроение);
- металлообработка;
- производство оборудование для пищевой промышленности;
- медицине;
- изготовление бытовых приборов и устройств.
При производстве вертолётов и самолётов из неё изготавливают отдельные элементы конструкции фюзеляжей.
В машиностроении и автомобилестроении её применяют для изготовления: валов, различных втулок, корпусов, лопастей турбин, игл для карбюраторов автомобильных двигателей, пружин, подшипников. Она активно используется для производства большого разнообразия метизной продукции (болтов и гаек). Кроме этого такая марка стали применяется при изготовлении измерительного инструмента, изделий, предназначенных для работы в слабоагрессивных средах при невысоких температурах (не выше 450 °С).
Особое место она занимает при производстве бытовых и медицинских режущих инструментов. При проведении качественной закалки из стали 40х13 получаются хорошие ножи и скальпели. Поэтому она получила название медицинской стали. В этом случае твёрдость этих инструментов по шкале Роквелла может достигать 58 HRC единиц. Эти инструменты хорошо поддаются заточке, они практически не ржавеют и не требуют дополнительного ухода.
Кроме этих свойств, отмечают, что эта марка металла абсолютно не флокеночувствительна.
Это интересно: Процесс отжига стали и металла — виды, особенности, технология
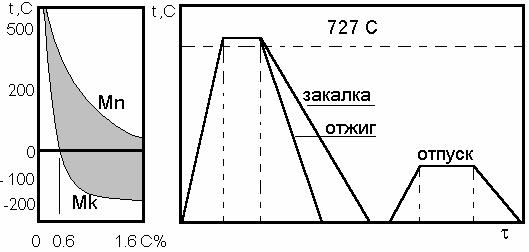
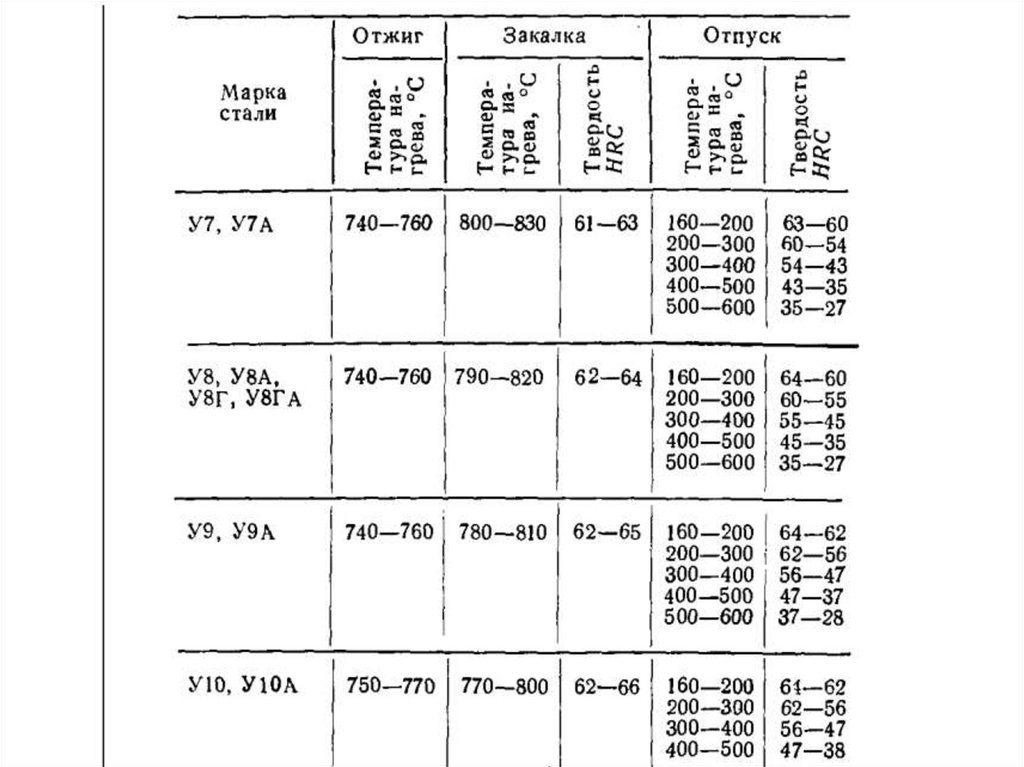
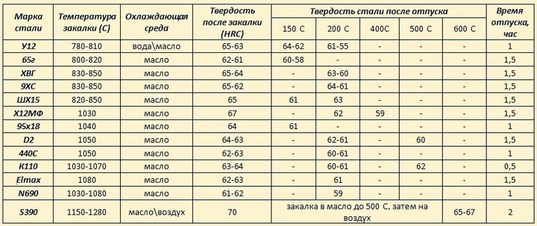
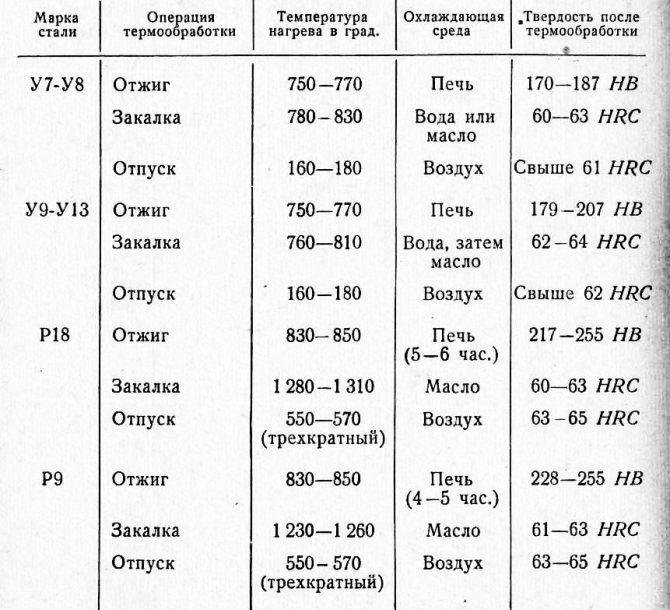
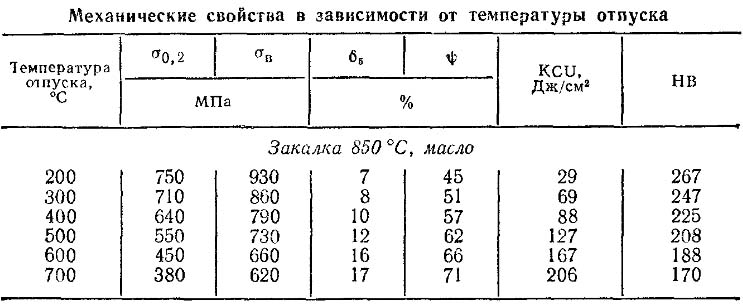
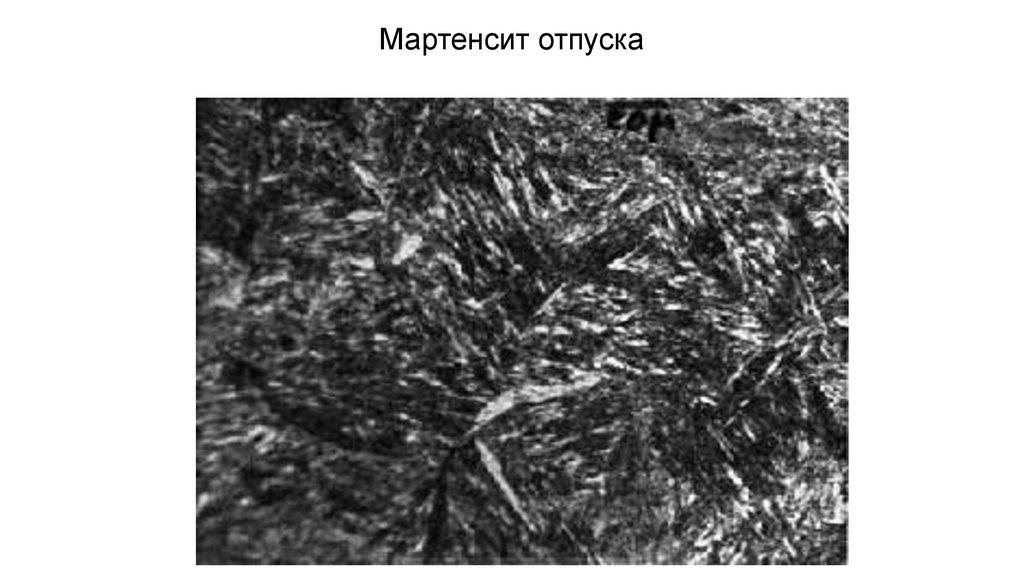
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
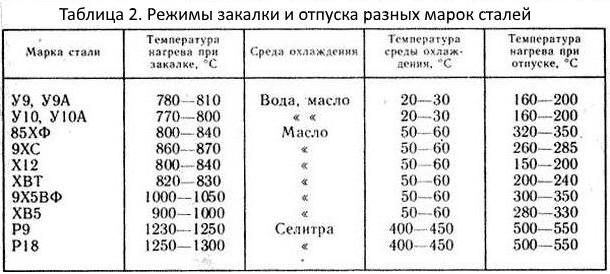
В зависимости от требуемой температуры отпуск производится :
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.


Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Способы обработки
Рассматриваемая сталь подвергается двум основным видам обработки: термической и механической. Термообработка стали 40х13 применяется для придания ей соответствующих технологических свойств. Механическая – для создания требуемой формы, решения поставленных технических задач.
Подобный металл специалисты относят к той категории материалов, которые при проведении термической обработки требуют определённого специфического подхода. Именно этот вид обработки придаёт требуемые свойства.

Сталь 40х13 в печи для закаливания
Основными видами термической обработки являются:
- последовательная закалка;
- медленный отпуск после нагрева;
- горячая и холодная пластическая деформация;
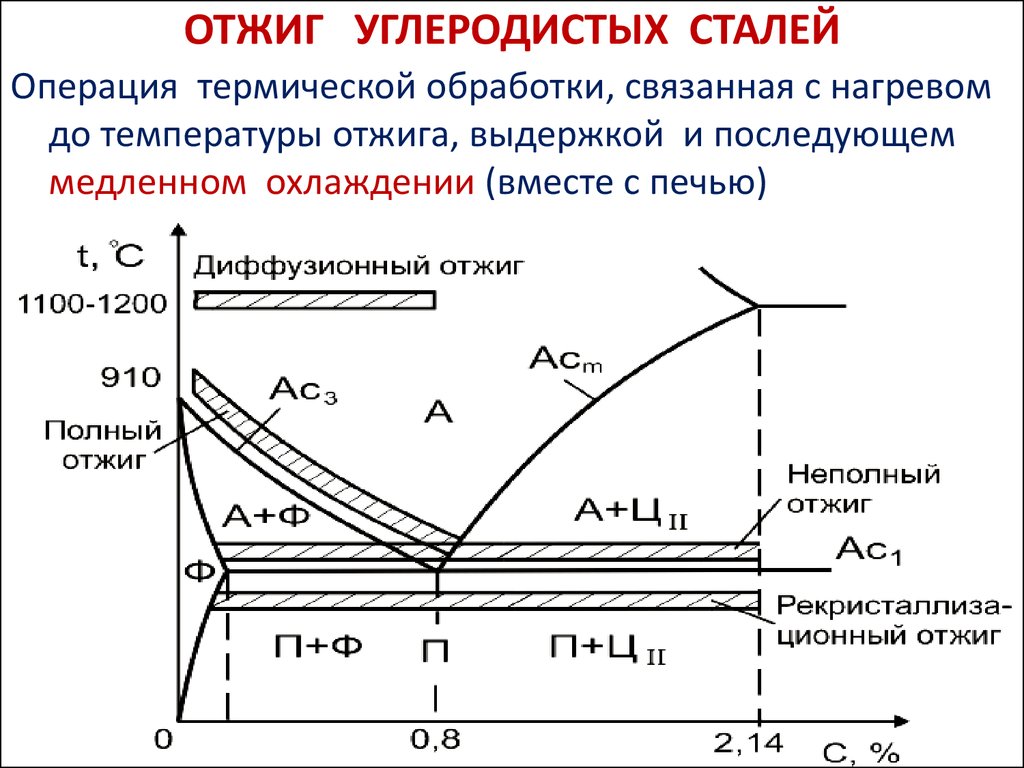
- отжиг.
После проведения закалки в структуре образуются следующие компоненты:
- карбиды;
- мартенситы;
- некоторые остатки так называемых аустенитов.
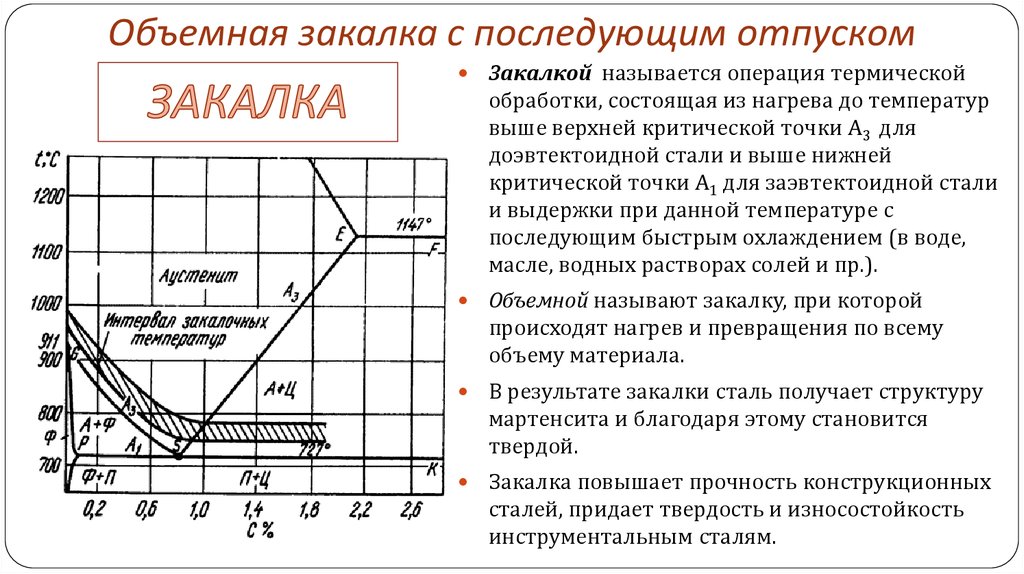
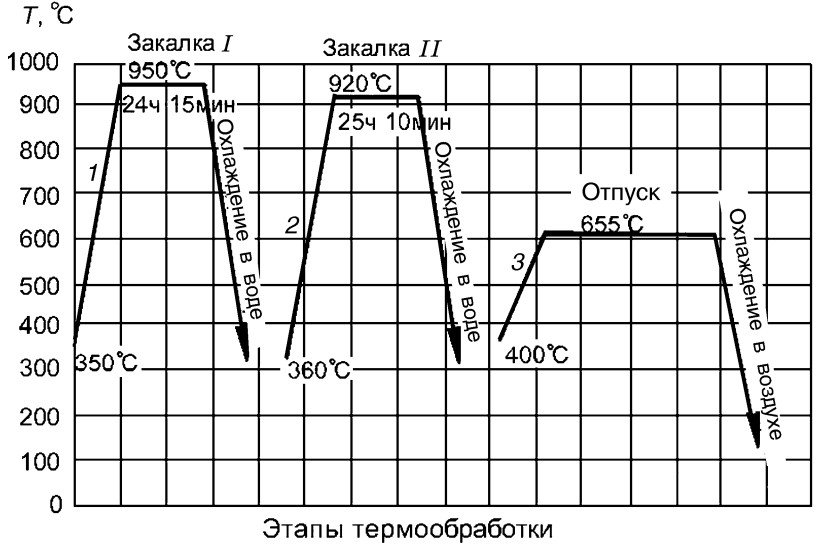
Первые два способа обработки позволяют придать стали хорошую коррозийную стойкость и отличные механические свойства. Это удаётся за счёт того, что она обладает хорошей пластической деформацией. Закалка такой стали происходит с помощью постепенного нагрева до температуры более 950 °С, но не более 1100 °С. Последовательный нагрев необходим потому, что эта марка стали обладает повышенной чувствительностью к трещинам. Чтобы избежать проявления негативных последствий металлическую деталь (особенно с толщиной более 100 миллиметров необходимо нагревать более 10 минут).
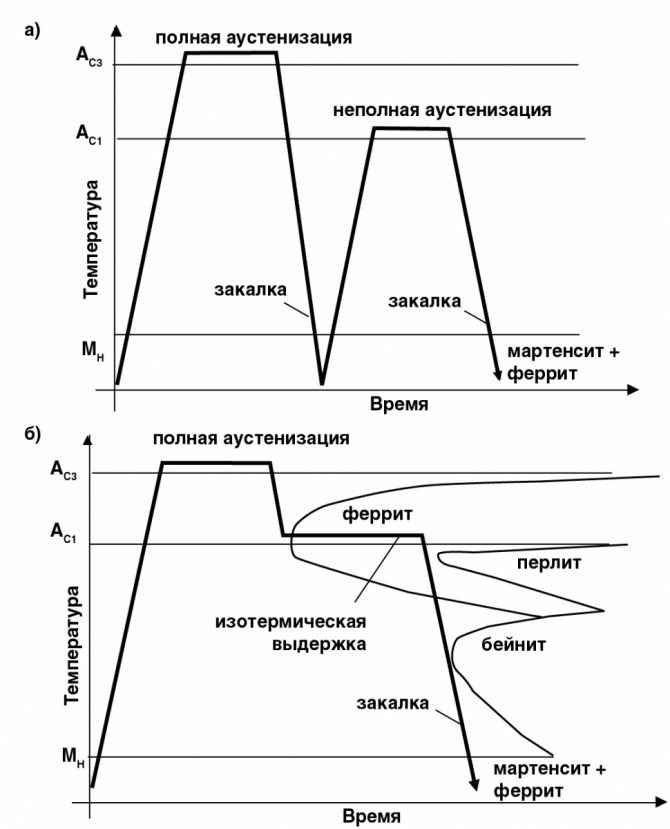
Чтобы избежать появления трещин, в том числе и в глубине металла, образец подвергают так называемому отпуску. То есть, постепенному понижению температуры и выдерживанию образца при температуре до 300 °С. В этом случае сталь приобретает свои максимальные прочностные характеристики. Если температурный режим не будет выдержан, и процесс произойдёт при 450 °С, сталь потеряет свои характеристики по ударной вязкости. Наилучшие коррозийные свойства и хорошую пластичность она приобретает при соблюдении следующих параметров. Последовательный нагрев до температуры 700 °С, последующая выдержка в течение 20 минут, охлаждение в ёмкости с маслом.
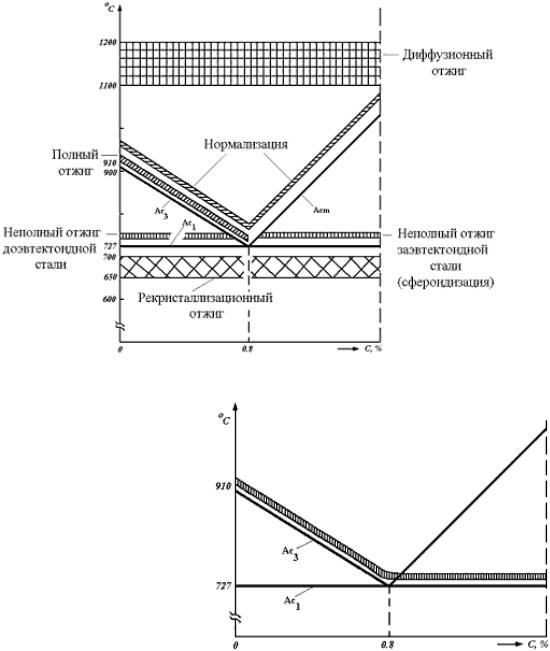
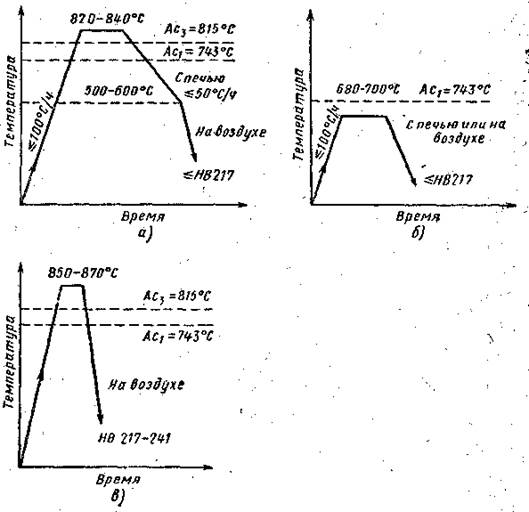
В качестве смягчающей термической обработки используется так называемый отжиг. Деталь нагревается до температуры 800 °С. Далее проводят медленное охлаждение в самой печи до температуры около 500 °С.

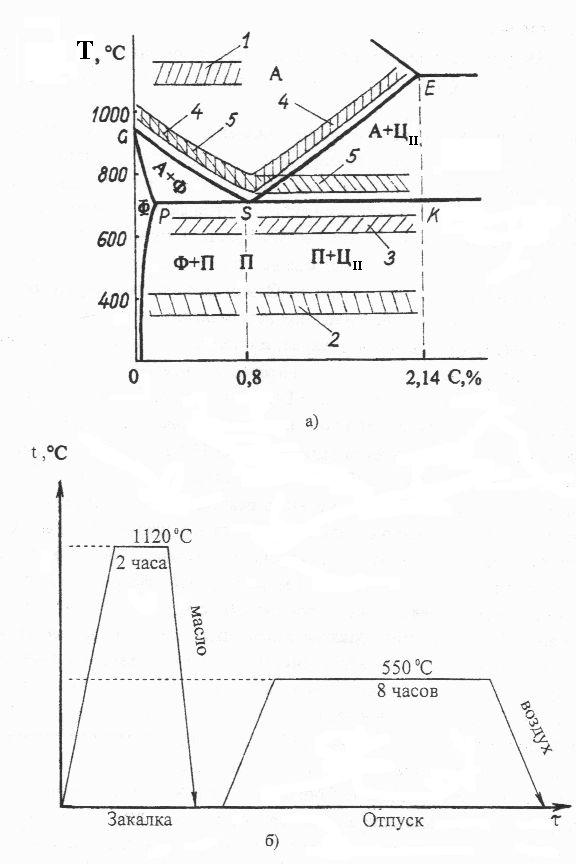
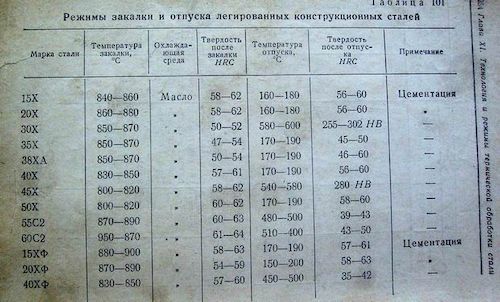
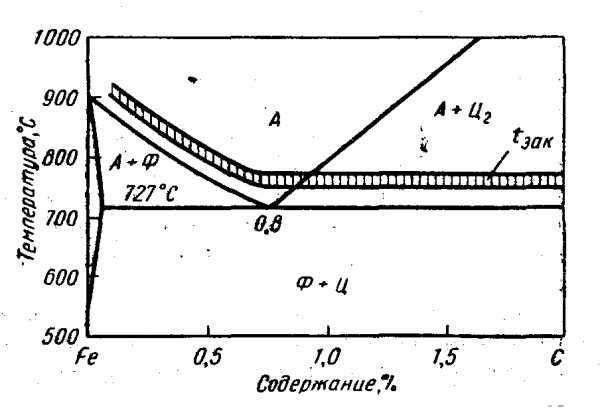
Температура закалки и отпуска стали 40х13
В качестве альтернативы стандартному виду нагрева, для проведения термической обработки применяют нагрев токами высокой частоты. Особенно этот метод используется при необходимости проведения закалки поверхностного слоя детали. Это детали, которые входят в механизмы с узлами трения и качения, в элементы трубопроводной арматуры. Обычно такая закалка применяется только к деталям, толщина которых превышает 15 миллиметров. С её помощью удаётся добиться показателя твердости после закалки равного 36,5 HRC единиц.
Она подвергается следующим видам механической обработки:
- сверление отверстий;
- заточка;
- фрезерование;
- ковка.
Проведение этих операций связано с определёнными трудностями:
- Упрочнение поверхностного слоя (это связано с дополнительным нагревом заготовки в момент резания или сверления).
- Проблемы с удалением отходов металлообработки (получаемая металлическая стружка образует длину узкую закрученную полоску). Это вызывает определённые неудобства при длительной обработке. Эту проблему решают с помощью установки специальных приспособлений на металлорежущий инструмент. Они производят периодический облом стружки.
- Повышенный износ режущей кромки. Это связано с повышением температуры детали в месте соприкосновения с кромкой режущего инструмента. В этом случае наличие в этой марке кристаллических соединений (карбидов и мартенситов) создаёт эффект наличия в ней абразивных элементов что приводит к быстрому износу режущей кромки.
Кроме этого возникают трудности при заточке режущих инструментов, сделанных из этой стали. В момент заточки повышается температура затачиваемой кромки и образуется так называемый металлический наплыв. Это приводит к появлению неравномерного упрочнения края затачиваемой поверхности.
После проведение этой операции (горячей деформации) допускается только медленное охлаждение с последующим низкотемпературным отжигом.
В доступный перечень механической обработки, к сожалению, не попадает сварка. Дело в том, эта марка металла относится к категории трудносвариваемых материалов. Поэтому этот метод обработки не применяется для соединения конструкций, изготовленных из этого материала.
Существующие аналоги
Производством стали с аналогичными свойствами занимаются все развитые страны. В разных странах она имеет свою маркировку:
- в США это сталь, которая имеет маркировку AISI 420;
- в Германии аналогами нашей стали является целая линейка (от X38Cr13 до X46Cr13);
- Китай производит сталь под маркой 4С13;
- в Японии это сталь SUS 420J2;
- во Франции, тоже имеется целая линейка со схожими характеристиками. Это X40Cr14, Z33C13, Z38C13M, Z40C13, Z40C14, Z44C14, Z50C14.
Все эти аналоги имеют хорошие антикоррозийные показатели. Они могут длительное время выдерживать воздействие с такими слабоагрессивными жидкостями, как спиртосодержащие напитки, вино и даже коньячный спирт.
Защита изделия от внешних воздействий
Нередки ситуации, когда приходится решать проблему защиты стали от вредных воздействий, которые могут быть созданы в результате появления окалины или потери углерода. В качестве решения этой проблемы могут выступить специальные газы, которые подаются в печи, где размещена обрабатываемая деталь. Но следует помнить, что подобная процедура может быть выполнена при условии, что печь имеет герметичную конструкцию. Чаще всего в качестве источника газа используется специальный генератор, топливом для которого выступают углеводородные газы, например, метан
При проведении полной закалки металлической заготовки важно обеспечить ей защиту. В некоторых ситуациях нет возможности подвести газ
Тогда эту операцию можно проводить в герметичной таре. Герметиком здесь может выступать глина, способная исключить проникновение внутрь воздуха. Но еще до начала этой процедуры рекомендуется покрыть заготовку слоем чугунной стружки.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.





Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
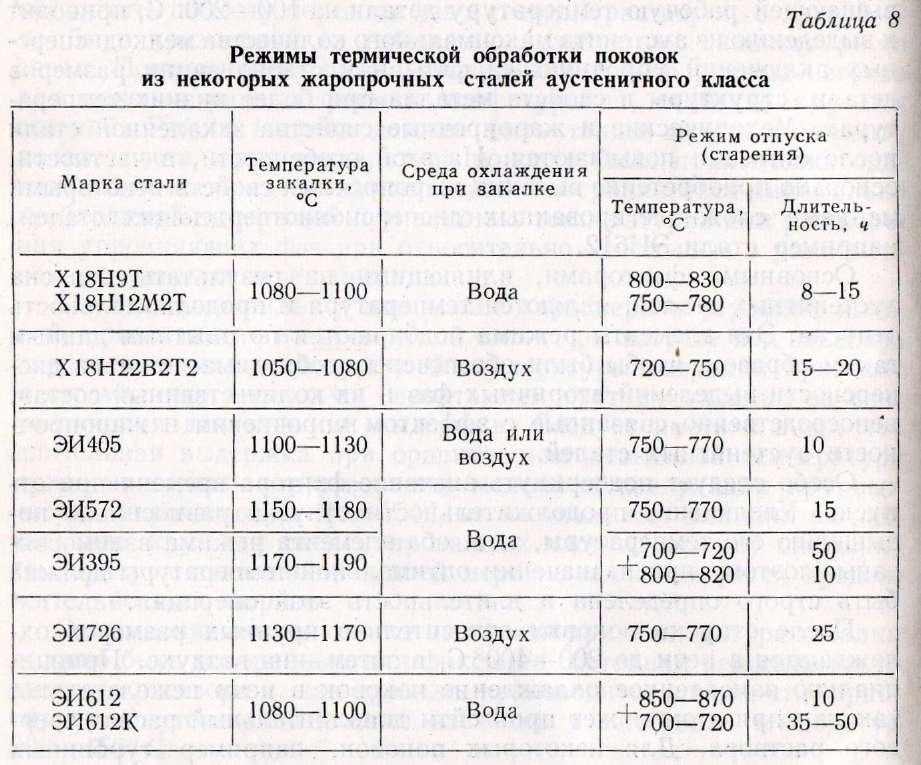
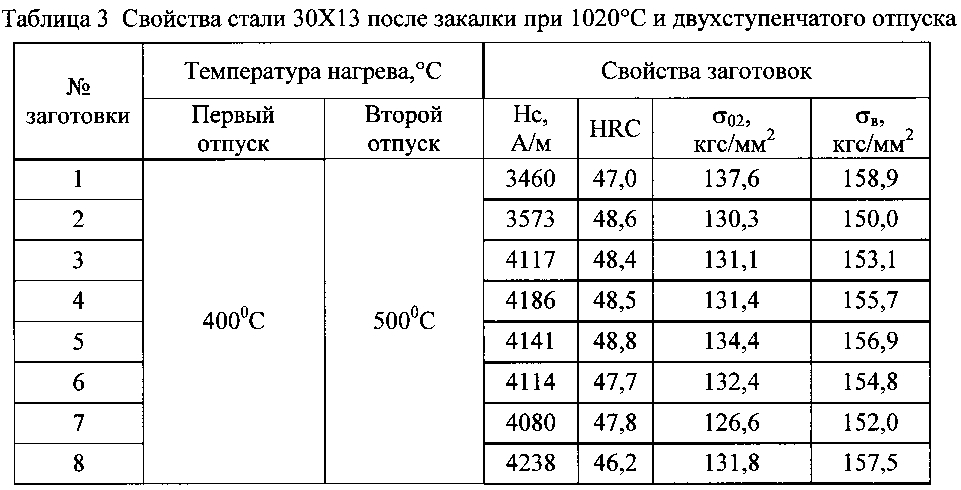
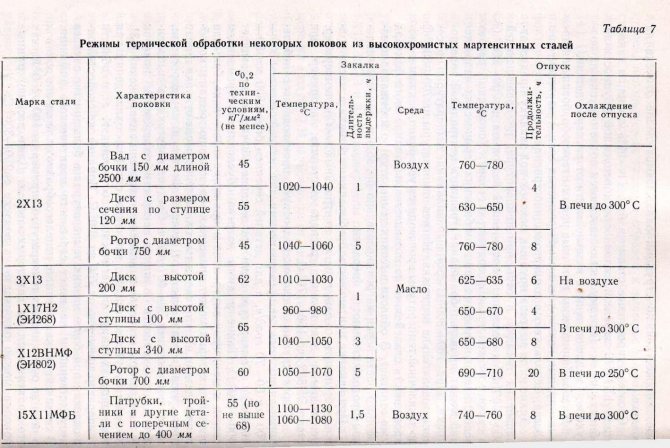
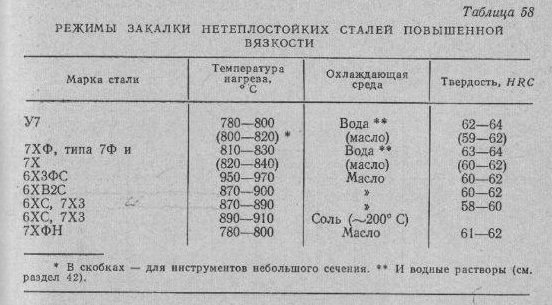
Технология закалки стали 40Х13
Нержавеющая сталь 40Х13, химический состав которой должен соответствовать требованиям ГОСТ 5632, производится в сортаменте катаных прутков и листов по ГОСТ 5949. Специфические особенности эксплуатации этой стали обуславливают повышенный уровень требований к качеству её термической обработки.

Закалка стали 40Х13
Состав, свойства и применение
Сталь 40Х13 отличается повышенным содержанием хрома (от 12 до 14%), при минимально допустимом процентном содержании марганца (до 0,8%). Никель, обычно добавляемый в стали мартенситного класса, в данной стали отсутствует. Это уменьшает опасность образования карбидов по границам зёрен, и способствует стабильности механических характеристик.
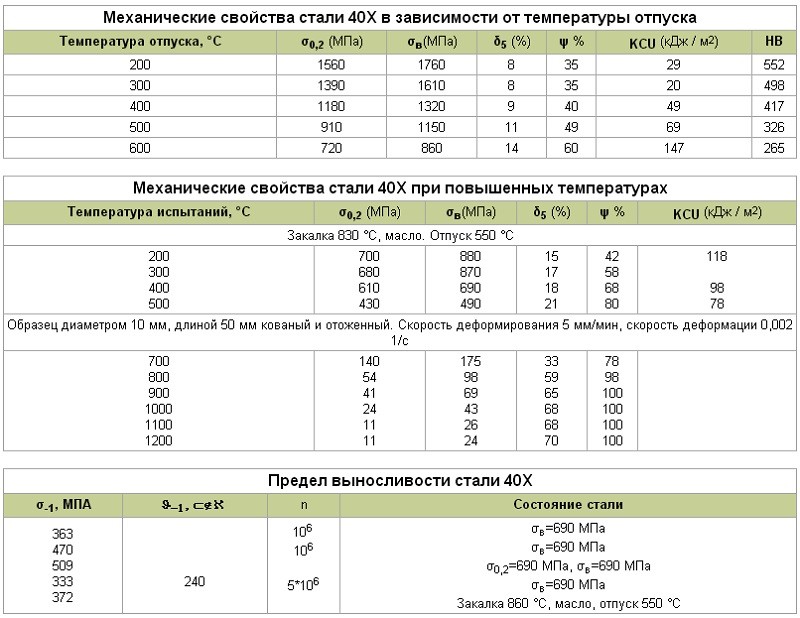
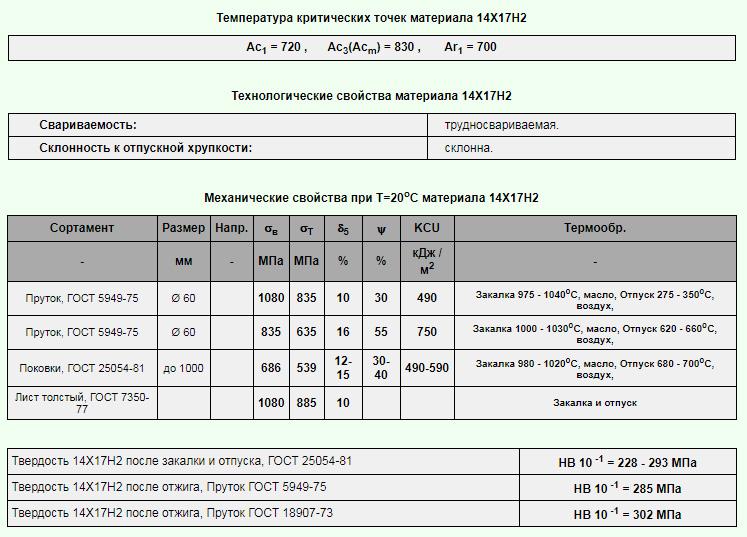
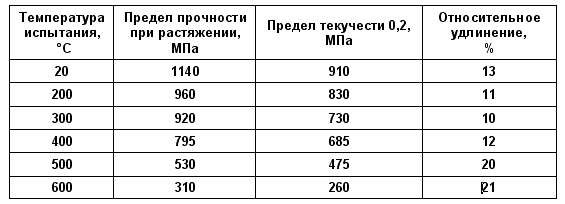
Приводимый далее комплекс механических свойств позволяет относить данный материал к сталям повышенной жаропрочности:
- при температуре в 200 °С постоянной эксплуатации изделий, изготовленных из стали 40Х13, предел временного сопротивления составляет не менее 960 МПа, при пределе текучести 830 МПа, и коэффициенте ударной вязкости 500 кДж/м2;
- при температуре в 400 °С постоянной эксплуатации изделий, изготовленных из стали 40Х13, предел временного сопротивления составляет не менее 795 МПа, при пределе текучести 685 МПа, и коэффициенте ударной вязкости 750 кДж/м2.
Технологические свойства 40Х13
Таким образом, эта сталь отличается повышенной стойкостью против вибраций и знакопеременных нагрузок, возникающих в узлах и деталях оборудования, эксплуатационные температуры которого превышают 300…350 °С. К числу таких деталей относятся мерительные приспособления, используемые в ковочно-штамповочном производстве, ответственные детали компрессорных установок, пружины, нагретые до 75 °С. Иногда из данного материала производят и деформирующие инструменты, например, отрезные ножи горячештамповочных автоматов.
Все перечисленные области применения требуют от материала повышенной прочности и твёрдости. Между тем относительно сталей мартенситного класса это сочетание получить довольно трудно, поскольку при повышенной твёрдости изделия становятся достаточно хрупкими, и при ударных нагрузках склонны к трещинообразованию.
Аналоги стали и область применения
4Х13 — старое название. Существуют зарубежные аналоги, отличающиеся чистотой сплава, отсутствием или наличием примесей.
Зарубежные аналоги разных поставщиков: американские AISI420, японские SUS420J2, французские X40Cr14, английские 420S45, итальянские X40Cr14, испанские F.3404, китайские 4C13, польские 4h23, чешские 17024. Все аналоги имеют похожие характеристики.
Область применения:
- Мерительный инструмент.
- Режущий инструмент.
- Предметы домашнего обихода.
- Медицинские инструменты.
- Валы.
- Пружины.
- Подшипники.
- Мерительные приспособления для ковочного производства.
- Детали компрессорных установок.
- Режущие ножи аппаратов для горячей штамповки.

Характеристики
Удобство использования такого материала обусловлена ещё и тем, что сталь изготавливается в печи открытого типа с температурным режимом от 850 до 1200 градусов, поэтому материал полностью деформируется и может быть залит в совершенно различные формы. Переменность системы охлаждения и нагревания позволяет создать изделие без дефектов, трещин и каких-то неровностей.
Составляющие после закаливания:
- карбидные частицы,
- мартенситы,
- остаточные аустениты.
Последний элемент влияет на жёсткость полученной стали: чем выше температура закаливания, тем ниже жёсткость/твёрдость. Именно поэтому, если требуется сталь для ножей (мягкую сталь в ножах точить намного проще и удобнее), то идеальной температурой закаливания будет 1050 градусов и выше.
Это интересно: Сталь 40Х — характеристики, твердость, применение
Обработка материала
Термообработка стали 40 х 13 – это процедура, которая во многом определяет наличие положительных характеристик у сплава. После прохождения этого этапа, материал состоит из таких частиц, как карбиды, мартенситы, остаточные аустениты. Если во время температура будет превышать 1050 градусов по Цельсию, то будет образовываться больше аустенитных частиц. Это приведет к тому, что твердость стали 40х13 будет снижаться. Если понизить температуру плавки металла до 450-550 градусов по Цельсию, то можно получить такой эффект, как вторичная твердость. Это происходит из-за того, что при такой температуре начинает выделяться вещество, которое называется мелкодисперсным карбидом.

Способы обработки
Рассматриваемая сталь подвергается двум основным видам обработки: термической и механической. Термообработка стали 40х13 применяется для придания ей соответствующих технологических свойств. Механическая – для создания требуемой формы, решения поставленных технических задач.

Подобный металл специалисты относят к той категории материалов, которые при проведении термической обработки требуют определённого специфического подхода. Именно этот вид обработки придаёт требуемые свойства.

Основными видами термической обработки являются:
- последовательная закалка;
- медленный отпуск после нагрева;
- горячая и холодная пластическая деформация;
- отжиг.
После проведения закалки в структуре образуются следующие компоненты:
- карбиды;
- мартенситы;
- некоторые остатки так называемых аустенитов.
Первые два способа обработки позволяют придать стали хорошую коррозийную стойкость и отличные механические свойства. Это удаётся за счёт того, что она обладает хорошей пластической деформацией. Закалка такой стали происходит с помощью постепенного нагрева до температуры более 950 °С, но не более 1100 °С. Последовательный нагрев необходим потому, что эта марка стали обладает повышенной чувствительностью к трещинам. Чтобы избежать проявления негативных последствий металлическую деталь (особенно с толщиной более 100 миллиметров необходимо нагревать более 10 минут).
Чтобы избежать появления трещин, в том числе и в глубине металла, образец подвергают так называемому отпуску. То есть, постепенному понижению температуры и выдерживанию образца при температуре до 300 °С. В этом случае сталь приобретает свои максимальные прочностные характеристики. Если температурный режим не будет выдержан, и процесс произойдёт при 450 °С, сталь потеряет свои характеристики по ударной вязкости. Наилучшие коррозийные свойства и хорошую пластичность она приобретает при соблюдении следующих параметров. Последовательный нагрев до температуры 700 °С, последующая выдержка в течение 20 минут, охлаждение в ёмкости с маслом.
В качестве смягчающей термической обработки используется так называемый отжиг. Деталь нагревается до температуры 800 °С. Далее проводят медленное охлаждение в самой печи до температуры около 500 °С.

В качестве альтернативы стандартному виду нагрева, для проведения термической обработки применяют нагрев токами высокой частоты. Особенно этот метод используется при необходимости проведения закалки поверхностного слоя детали. Это детали, которые входят в механизмы с узлами трения и качения, в элементы трубопроводной арматуры. Обычно такая закалка применяется только к деталям, толщина которых превышает 15 миллиметров. С её помощью удаётся добиться показателя твердости после закалки равного 36,5 HRC единиц.
Она подвергается следующим видам механической обработки:
- сверление отверстий;
- заточка;
- фрезерование;
- ковка.
Проведение этих операций связано с определёнными трудностями:
- Упрочнение поверхностного слоя (это связано с дополнительным нагревом заготовки в момент резания или сверления).
- Проблемы с удалением отходов металлообработки (получаемая металлическая стружка образует длину узкую закрученную полоску). Это вызывает определённые неудобства при длительной обработке. Эту проблему решают с помощью установки специальных приспособлений на металлорежущий инструмент. Они производят периодический облом стружки.
- Повышенный износ режущей кромки. Это связано с повышением температуры детали в месте соприкосновения с кромкой режущего инструмента. В этом случае наличие в этой марке кристаллических соединений (карбидов и мартенситов) создаёт эффект наличия в ней абразивных элементов что приводит к быстрому износу режущей кромки.
Кроме этого возникают трудности при заточке режущих инструментов, сделанных из этой стали. В момент заточки повышается температура затачиваемой кромки и образуется так называемый металлический наплыв. Это приводит к появлению неравномерного упрочнения края затачиваемой поверхности.
После проведение этой операции (горячей деформации) допускается только медленное охлаждение с последующим низкотемпературным отжигом.
В доступный перечень механической обработки, к сожалению, не попадает сварка. Дело в том, эта марка металла относится к категории трудносвариваемых материалов. Поэтому этот метод обработки не применяется для соединения конструкций, изготовленных из этого материала.





