
Томасовский способ
Томасовский способ – продувка через жидкий металл воздуха, но футеровка основная и благодаря этому становится возможным удаление фосфора. Футеровка доломитовая (МgO, СаО). Применяется для переплавки в стали чугунов марок Т-1 и Т-2, содержащих повышенный % фосфора до 2,2% и серы.
В томасовском конвертере процессы окисления протекают в такой же последовательности, как и в бессемеровском, за исключением того, что в третьем периоде идет бурное окисление фосфора, за счет чего резко повышается температура стали и сталь становится более качественной и пластичной.
Для удаления Р и S в конвертер загружается 12-14% от веса заливаемого чугуна – известняк СаСО3:
– 2Р + 5FeO + 4СаО → Р2О5(СаО)4 + 5Fe
шлак
Р2О5(СаО)4 – очень прочное соединение и ценное удобрение для сельского хозяйства.
– FeS + СаО → СаS + FeО, где СаS – непрочное соединение, поэтому вводят Mn:
СаS + MnO → MnS + СаО, где MnS – не переходит в ванну, если остается, то это более тугоплавкое соединение нежели FeS + Fe (tплавл. ≈ 988°С).
В настоящее время томасовский способ в нашей стране почти не применяется, так как высокофосфористых и высокосернистых руд у нас мало.
Рассмотренные конвертерные способы выплавки стали имеют следующие преимущества:
- Высокая производительность (время плавки 20-30 мин.).
- Простота конструкций печей (конвертеров) и следовательно малые капитальные затраты.
- Малые эксплуатационные затраты.
- Не требуется при плавке специально вводить тепло, так как оно получается в конвертерах за счет реакций окисления примесей.
Недостатки:
- Значительный угар железа (до 13%).
- Невозможность переплавлять в больших количествах скрап (металлический лом).
- Более низкое качество стали (главный недостаток конвертирования) – например, за счет продувки воздухом в стали увеличивается содержание азота (до 0,025-0,048%), которое заметно снижает качество стали.
- Из-за непродолжительности процесса невозможно в конвертерах выплавлять стали сложного химического состава, а из-за невысоких температур (наибольшая tплавл. = 1600°С) невозможно добавлять тугоплавкие легирующие компоненты (W, Mo, Nb и т.д.).
Таким образом до настоящего времени конвертерное производство стали было ограничено из-за вышеизложенных недостатков. В конвертерах выплавлялись лишь простые углеродистые стали обыкновенного качества.
Корпус и днище.
Корпус конвертера выполняют Сварным из нестареющей листовой стали 09Г2С толщиной от 20 до 100 мм и делают его либо цельносварным, либо с отъемным днищем, которое крепится болтами или клиновыми соединениями.
Горловина в большей степени, чем другие элементы кожуха, подвержена воздействию высокие температур и короблению и может быть повреждена при удалении застывших выплесков металла. Поэтому верх горловины защищают массивным шлемом. Хорошо зарекомендовала себя конструкция шлема, показанная на рисунке 4.
Рисунок 4. – шлем горловины конвертера
К корпусу 1 горловины приварена снабженная кольцевым пазом 3 утолщенная обечайка 2, на которой с помощью закладных планок 5 закреплены несколько литых сегментов 4. Эти сегменты обычно выполняют из жаропрочного чугуна, к которому меньше, чем к стали привариваются выплески металла (настыли). Поврежденные сегменты (один или несколько) можно сравнительно легко заменить.
Днище конвертеров чаще делают сферическим, что облегчает циркуляцию металла и способствует снижению износа футеровки. Применяются как неотъемные (см.рис. 3), так и отъемные днища. Отъемные днища могут быть приставными (рис. 5, а) и вставными (рис. 5 б).

1 — приставное днище; 2 — кожух конвертера; 3 — арматурный слой футеровки; 4 — рабочий слой футеровки;
5 — блоки из плавленого магнезита; 6 — предарматурный слой (огнеупорная масса, асбест); 7 — огнеупорная масса; 8 — вставное днище
Рисунок 5.- Футеровка кислородных конвертеров с приставными (а), и вставными (б) днищами
В кислородных конвертерах
Сегодня проводится производство различной стали в кислородных конвертерах. Данная технология предусматривает продувку жидкого чугуна в конвертере. Для этого проводится подача чистого кислорода. К особенностям этой технологии можно отнести нижеприведенные моменты:
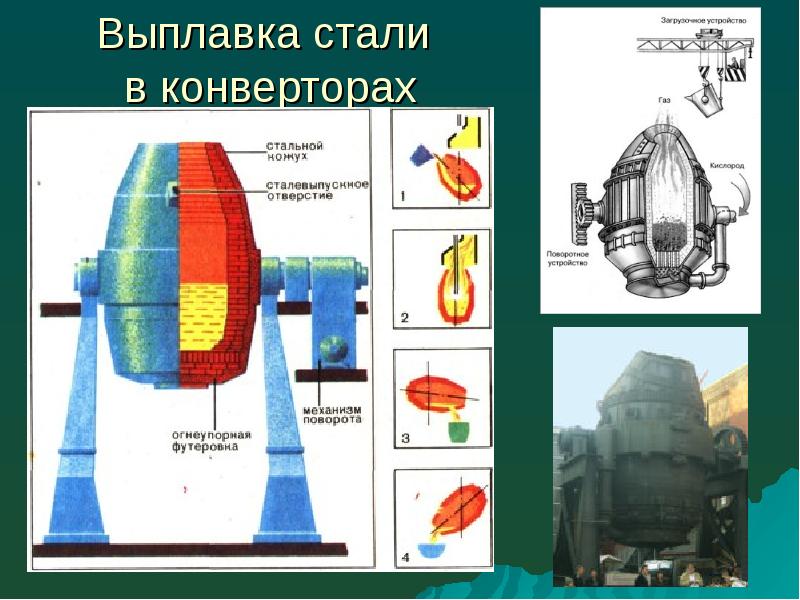
- Конвертор – специальное оборудование, которое представлено стальным сосудом грушевидной формы. Вместительность подобного устройства составляет 100-350 тонн. С внутренней стороны конструкция выкладывается огнеупорным кирпичом.
- Конструкция верхней части предполагает горловину, которая необходима для загрузки шихты и жидкого чугуна. Кроме этого, через горловину происходит удаление газов, образующихся в процессе плавления сырья.
- Заливка чугуна и добавление другой шихты проводится при температуре около 1400 градусов Цельсия. Для того чтобы обеспечить активное окисление железа чистый кислород подается под давлением около 1,4 МПа.
- При подаче большого количества кислорода чугун и другая шихта окисляется, что становится причиной выделения большого количества тепла. За счет сильного нагрева происходит расплавка всего шихтового материала.
- В тот момент, когда из состава удаляется излишек углерода, продувка прекращается, фурма извлекается из конвертора. Как правило, продувка продолжается в течение 20 минут.
- На данном этапе полученный состав содержит большое количество кислорода. Именно поэтому для повышения эксплуатационных качеств в состав добавляют различные раскислители и легирующие элементы. Образующийся шлак удаляется в специальный шлаковый ковш.
- Время конверторного плавления может меняться, как правило, оно составляет 35-60 минут. Время выдержки зависит от типа применяемой шихты и объема получаемой стали.

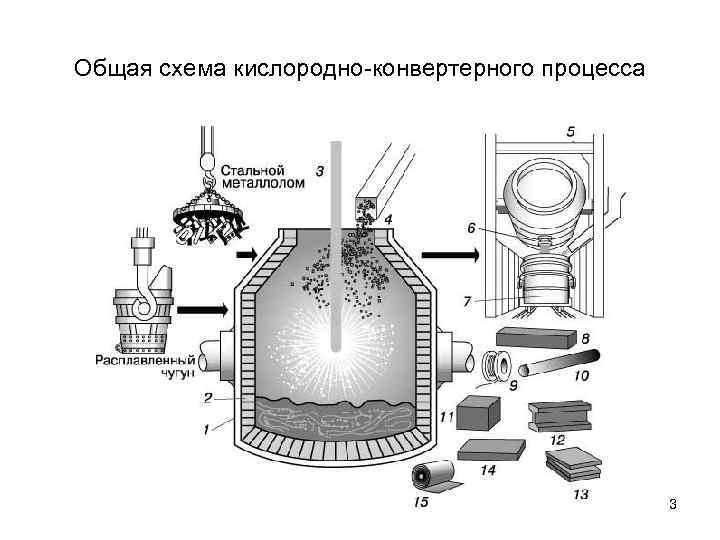
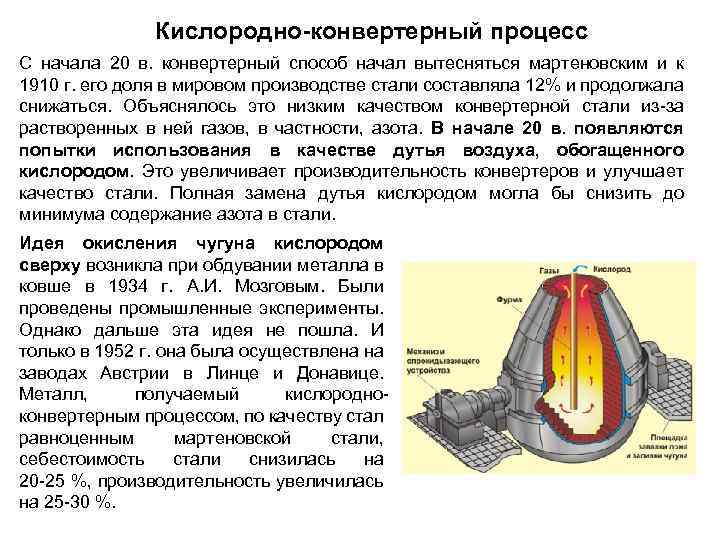
Кислородно-конвертерный способ
Стоит учитывать, что производительно подобного оборудования составляет порядка 1,5 миллионов тонн при вместительности 250 тонн. Применяется данная технология для получения углеродистых, низкоуглеродистых, а также легированных сталей. Кислородно-конвертерный способ производства стали был разработан довольно давно, но сегодня все равно пользуется большой популярностью. Это связано с тем, что при применении этой технологии можно получить качественные металлы, а производительность технологии весьма высока.
В заключение отметим, что в домашних условиях провести производство стали практически невозможно. Это связано с необходимостью нагрева шихты до достаточно высокой температуры. При этом процесс окисления железа весьма сложен, как и удаления вредных примесей
Производство стали в кислородных конвертерах – Металлы, оборудование, инструкции
Важно отметить, что кислородно-конвертерный способ производства стали имеет ряд особенностей, связанных с технологическими тонкостями, в процессе всего производства. Значительные затраты на конвертерное производство оправдывают окупаемость во время эксплуатации любых изделий, особенно из стали, выплавленной таким путем
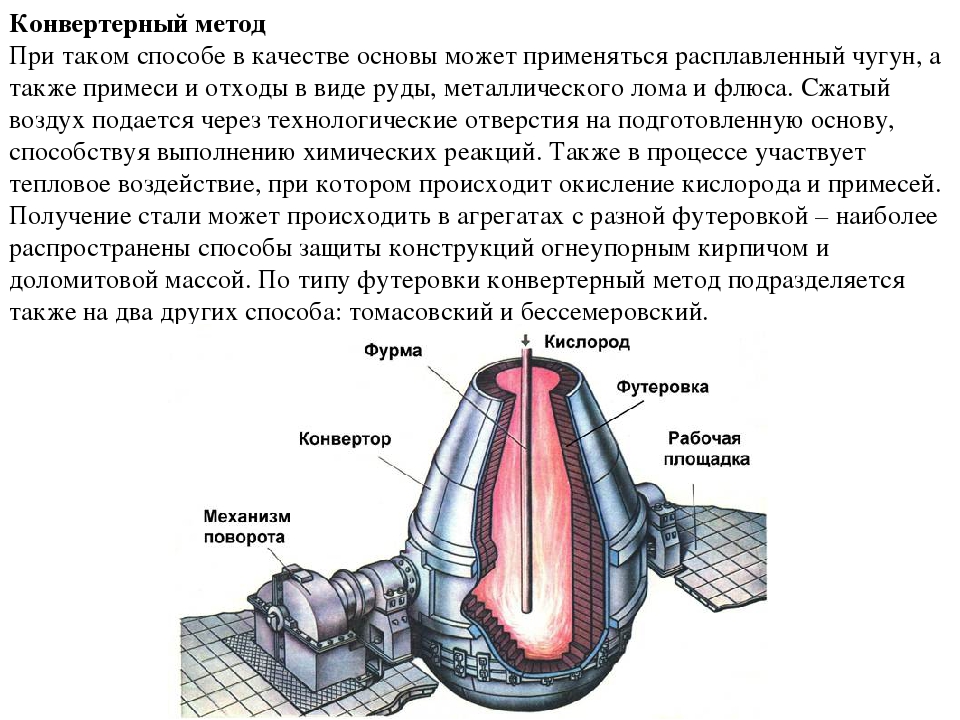
Основные нюансы процесса
Согласно технологическим особенностям, конвертерный способ подразделяется на две разновидности:
- Конвертерные процессы с донным воздушным дутьем – бессемеровский и томасовский процессы.
- Кислородно-конвертерный процесс с продувкой кислородом сверху и снизу.
При воздушном дутье, залитый в конвертерах чугун, продувают снизу воздухом. Благодаря тому, что частицы воздуха окисляют любые примеси чугуна, происходит повышение температуры стали вплоть до 1,6 тыс. градусов. Именно это тепло и превращает чугун в сталь.
Ведущие принципы выплавки качественной стали
Согласно статистическим показателям каждая десятая тонна выплавленной стали в мире получается в результате кислородно-конвертерного способа при донной продувке.
Весь процесс при низких производственных затратах и адекватных условиях для хода работ, способствует выплавки высококачественной стали. Уникальные технологические мощности конвертерных агрегатов позволяют использовать различные составы сплавов, кроме самого жидкого чугуна.
Определенный интерес в промышленности к этому способу вызван и широким его применением еще с 60-х годов прошлого столетия. Основной типовой ряд емкостей конвертерных агрегатов установлен еще при Советском Союзе. Огромные сосуды представлены в грушевидной форме и имеют объемный ряд от 50 до 400 тонн.




Одним из ведущих принципов производства стали в кислородных конвертерах является их проектирование емкостью от 400 до 4,3 тыс. тонн и минимальной высотой 6–8 метров. Слишком низкие агрегаты провоцируют выбросы вспенивающегося металла через узкие горловины. Подобный факт негативно сказывается на всем процессе производства и на качестве самой стали на выходе.
Планирование процесса
Принципиально важно и перед каждой плавкой осуществлять детальное планирование всех оптимальных условий. Они включают в себя:
- расход чугуна и лома,
- уровень подачи кислорода в фурму,
- приблизительные расчеты по концентрации фосфора, серы и шлаков,
- анализ окончательной массы стали и заданных объемов отходов.
Удельная интенсивность выплавки стали кислородным способом в конвертерах позволяет производить высокие объемы сырья при минимальных нагрузках на ход процесса. Немаловажную роль здесь играет фактор проектирования и выбора сопутствующих условий, а также организации технологии производства.
Высококачественную сталь в стране получают не только на огромных заводах, но и на территории малых помещений, для эффективного производства требуется необходимая мощность агрегатов и квалифицированные специалисты.
Кислородно-конвертерный способ производства стали
В настоящее время промышленная индустрия настолько окрепла, что стало возможным в больших промышленных количествах получать промышленно чистый кислород. Продувая чугун кислородом имеется возможность выплавлять в них стали по качеству близкие к мартеновским. Кроме того благодаря применению О2 в конвертерах производительность их еще более повышается и также повышается температура ванны (tплавл. повышается до
2500°С), что позволяет уже в большем количестве в конвертерах переплавлять скрап. Кислородно-конвертерное производство позволило в последние годы выплавлять в конвертерах до 40% от общего количества выплавляемой стали.

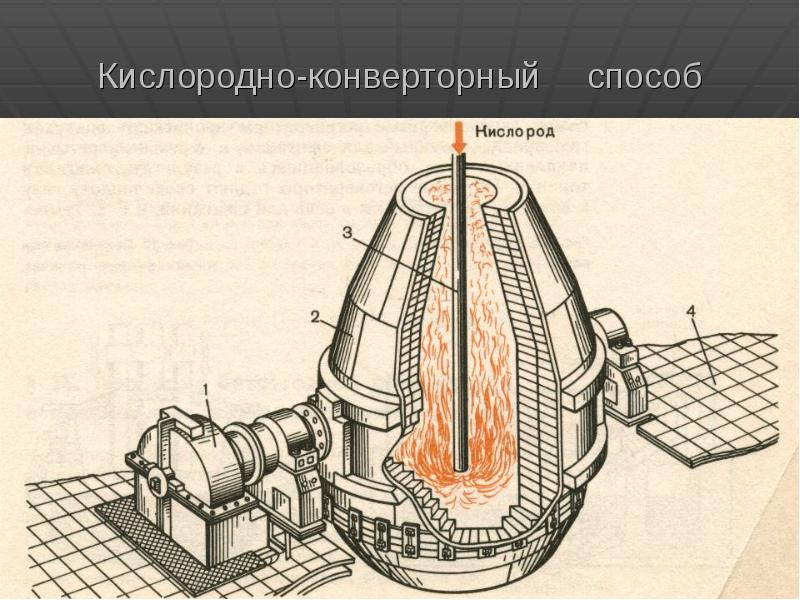
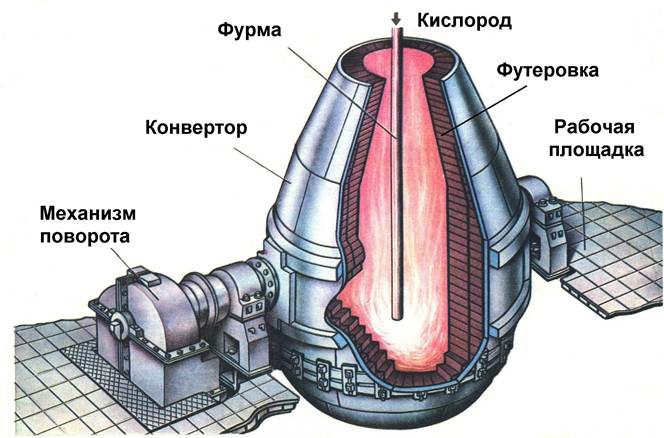
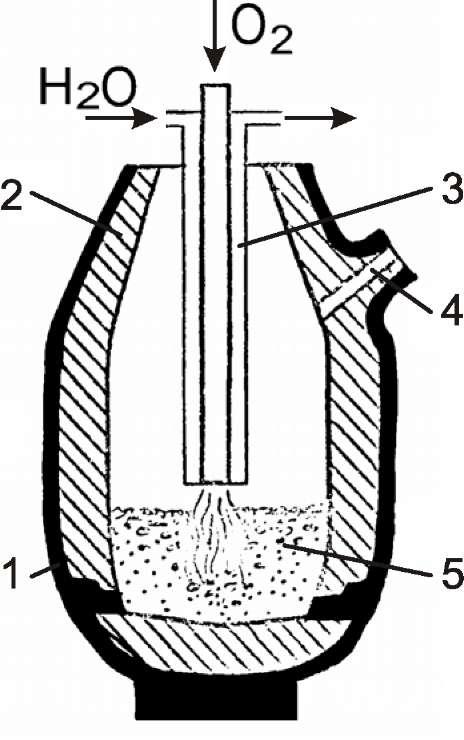
Рисунок 1.2 – Кислородно-конверторный способ:
1 – горловина для загрузки, 2 – цилиндрическая часть, 3 – стальное кольцо с цапфами, 4 – съемное днище
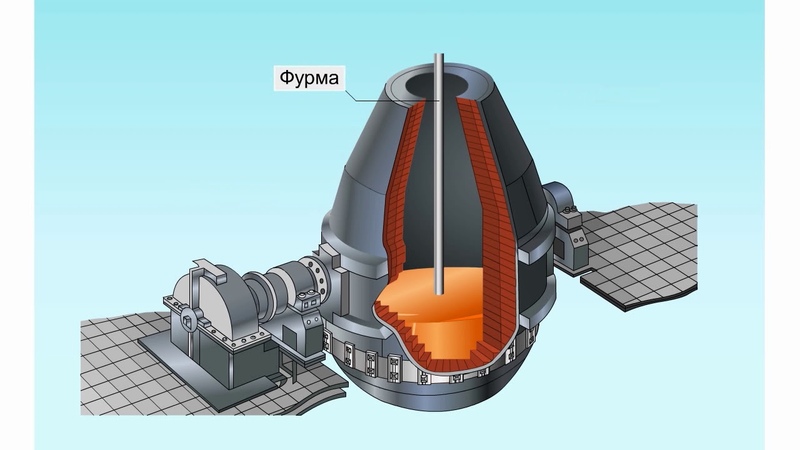
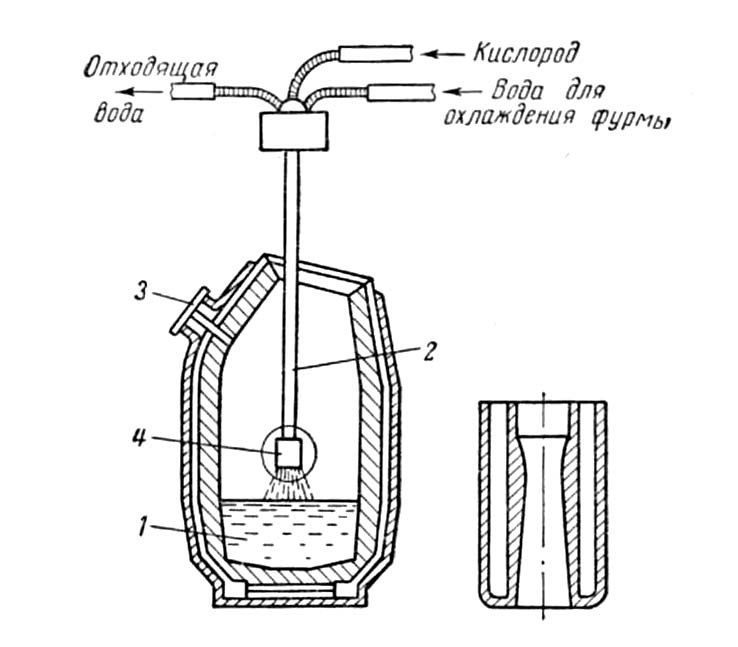
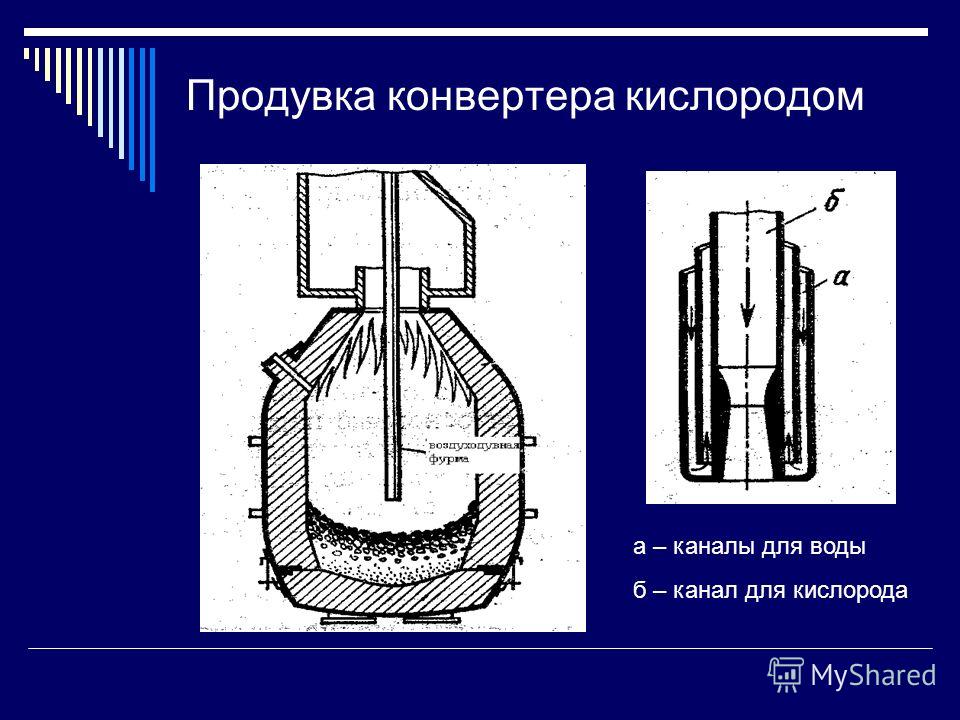
При этом способе кислород подается в ванну жидкого чугуна в конвертере сверху, через охлаждаемую водой фурму.
Технология
Бессемерование – процесс плавки чугуна, который позволяет получить сталь относительно высокого качества. Следует отметить, что подобная технология на сегодняшний день применяется крайне редко. Это связано с появлением довольно большого количества современных технологий, которые позволяют получить более качественную сталь за меньшие сроки.
Весь бессемеровский процесс производства стали можно разделить на несколько основных этапов:
- Выполняется заливка чугуна в конвертор через горловину. Важным моментом назовем то, что в подобном положении устройство должно находится в горизонтальном положении, так как есть вероятность заливки сопла металлом. Сопла необходимы для того, чтобы продувать шихту. Именно окисление примесей и их вывод в качестве шлаков позволяет получать сталь повышенного качества.
- Следующий этап заключается в пуске дутья и переворачивании конвертора в вертикальное положение.
- Для того чтобы обеспечить окисление вредных примесей и излишков углерода проводится продувка металла воздухом. На данном этапе происходит образование шлака, с которым и уходят ненужные химические вещества.
- После достаточно длительного периода продувки конвертор снова переворачивается в горизонтальное положение, прекращается продувка расплавленного металла.
- Выполняется слив расплавленного металла в ковш и его раскисление путем добавления специальных веществ.
На момент начала продувки состава происходит активное окисление марганца и кремния. На первоначальной стадии углерод практически не окисляется. Это связано с тем, что данный компонент реагирует исключительно на воздействие высоких температур. Кроме этого, на процесс окисления примесей оказывает влияние термодинамические факторы, которые определяют активность переноса кислорода к местам протекания бессемеровского процесса.
Рассматривая данную технологию отметим нижеприведенные моменты:
- На первом этапе происходит образование большого количества различных шлаков, который в составе имеет высокую концентрацию кремнезема. Временной интервал протекания первого этапа составляет 2-5 минут.
- На втором этапе бессемеровского процесса производства обеспечиваются наиболее благоприятные условия для окисления углерода. Примером можно назвать повышение рабочей температуры примерно до 2000 градусов Цельсия. Протяженность данного этапа составляет примерной 13 минут. В конце этого этапа температура понижается примерно до отметки 1600 градусов Цельсия.
- Добиться высокого качества стали можно различными методами бессемерования. Все зависит от особенностей состава применяемого лома, концентрации крема в составе.
- Для того чтобы исключить вероятность возникновения процесса передувки металла активная подача воздуха прекращается уже на втором этапе.
- Только на третьем этапе можно отметить активное окисление железа, что становится причиной выделения бурого дыма. Данный этап начинается на тот момент, когда концентрация углерода меньше 0,1%.
Как ранее было отмечено, бессемеровский метод изготовления стали получил большое распространение по причине высокой производительности. В литейных цехах довольно часто устанавливается оборудование, которое имеет садку около 35 тонн.



Бессемеровский метод выплавки стали
Сегодня бессемеровский метод производства стали практически не применяется, что связано с низким качеством получаемого металла и его достаточно высокой стоимостью.
Источник
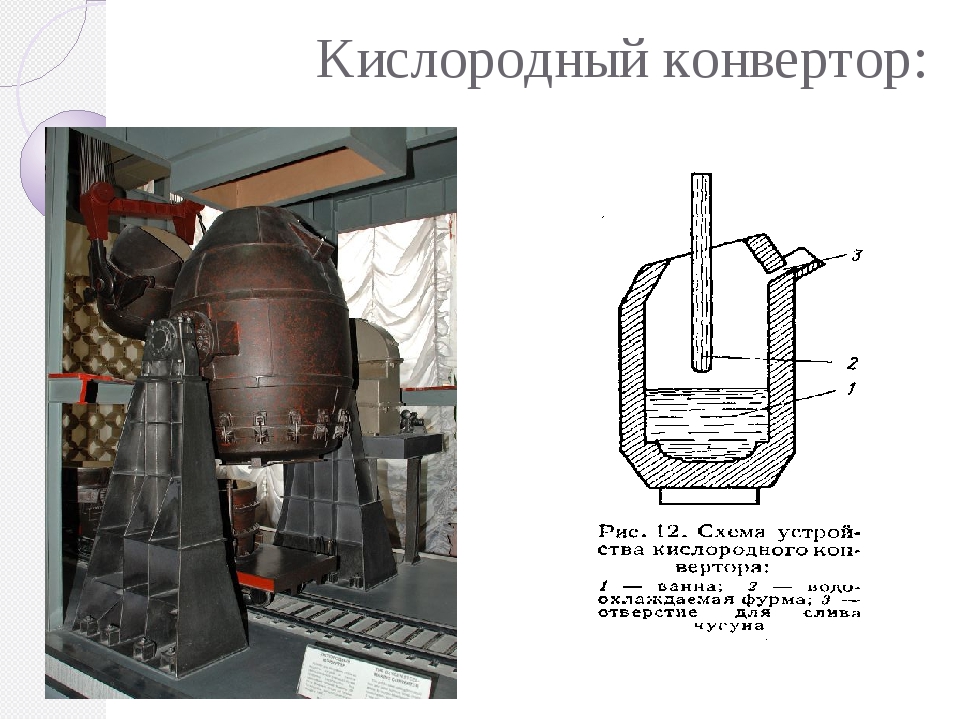
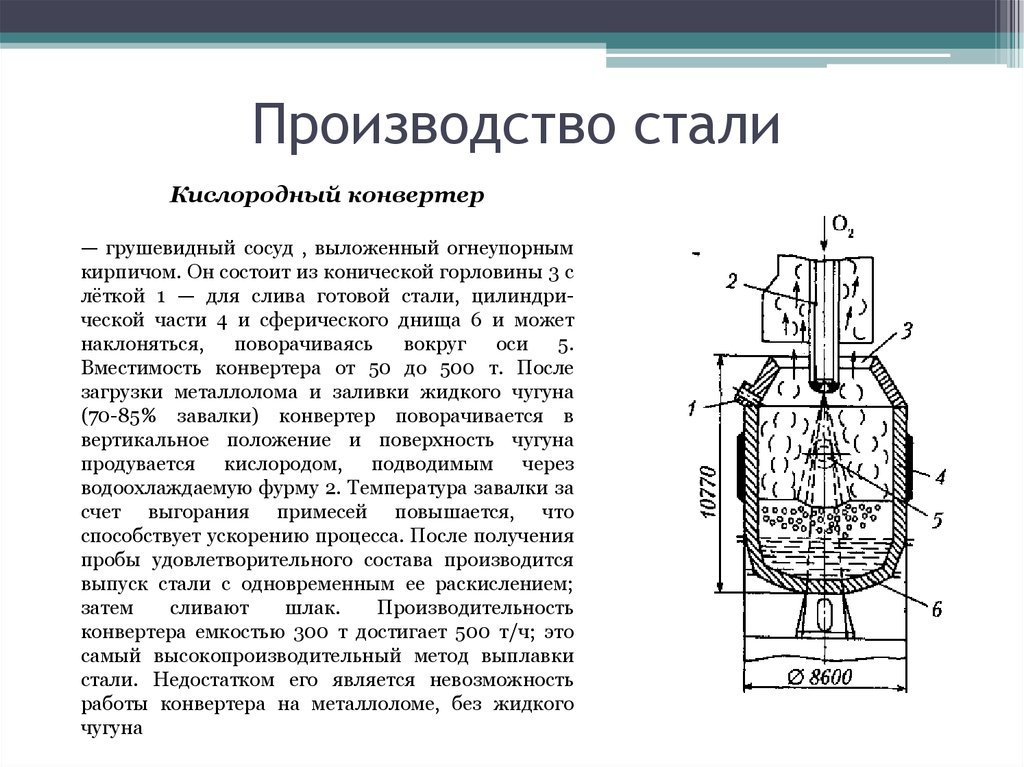
Кислородный конвертор
| Мартеновская печь. |
Кислородный конвертор ( рис. IV) представляет собою аппарат, выполненный из стальных листов, сваренных между собой, и выложенный изнутри огнеупорным кирпичом.
Кислородный конвертор с боковой продувкой футеруют перикла-зо-шпинелидным кирпичом. Для охлаждения фурмы одновременно с кислородом ( 99 2 – 99 5 % 02, давление 1 – 1 2 МПа) подают под избыточным давлением 0 8 МПа воду: примерно 1 – 2 л / мин. Фурменное отверстие набивают массой, состоящей из молотого магнезита с добавкой 10 % жидкого стекла. Фурменную зону ремонтируют через 14 – 17 плавок, а всю футеровку – через 250 – 300 плавок.
| Кислородный конвертор емкостью 100 – 130 т ( а и выгорание примесей в нем ( б. |
Кислородные конверторы оснащены автоматическими системами регулирования и контроля процесса. В них выплавляют как углеродистую, так и легированную сталь.
| Ковш для перемешивания жидкого чугуна. |
Применяют кислородные конверторы емкостью 2 – 20 т преимущественно в дуплекс-процессе: вагранки горячего ( реже холодного) дутья – кислородный конвертор. Емкость ковертора определяется из расчета 1 м3 на 1 т жидкого металла.
| Кислородный конвертор емкостью 100 – 130 т ( а и выгорание примесей в нем ( б. |
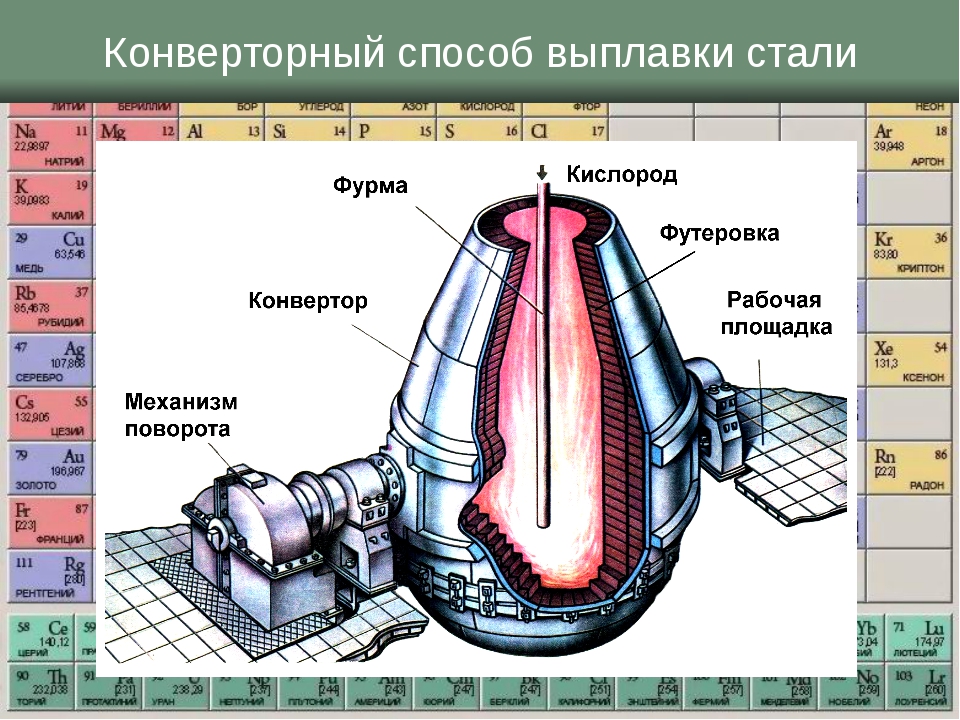
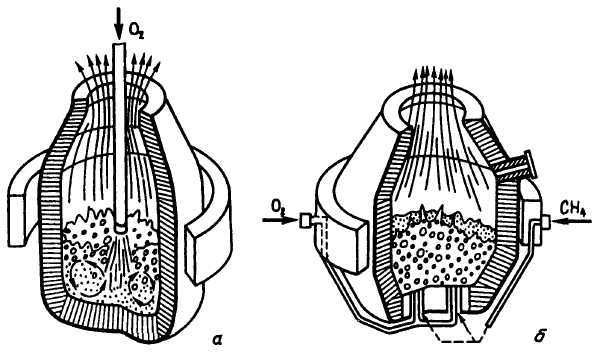
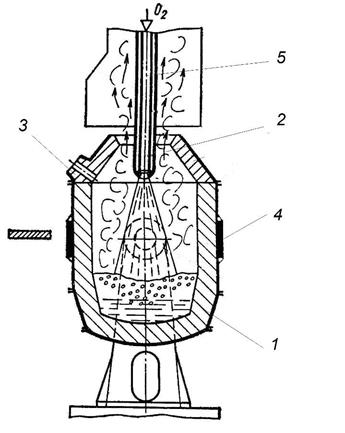
Устройство кислородного конвертора ( рис. 6) отличается от бессемеровского и томасовского. Кислород вдувают в конвертор сверху через горловину ( под давлением до 12 ат) вертикальной водоохлаждае-мой медной фурмы 2 на зеркало жидкого металла, которая выше уровня металла на 1500 – 3000 мм. Выпуск готовой стали производят через верхнее выпускное отверстие. Вследствие того что в конверторе развивается высокая температура, возможно вводить не только жидкий чугун, но и до 30 % железного скрапа, железную руду. Для удаления вредных примесей ( серы и фосфора) в конвертор добавляют известь, обычно после разогрева металла кислородом.
Производительность кислородных конверторов очень высока. Практика показала, что один 100-тонный конвертор дает в год столько же стали, сколько 500-тонная мартеновская печь.
| Кислородный конвертор емкостью 100 – 130 т ( а и выгорание примесей в нем ( б. |
Устройство кислородного конвертора ( рис. 6) отличается от бессемеровского и томасовского. Кислород вдувают в конвертор сверху через горловину ( под давлением до 12 ат) вертикальной водоохлаждае-мой медной фурмы 2 на зеркало жидкого металла, которая выше уровня металла на 1500 – 3000 мм. Выпуск готовой стали производят через верхнее выпускное отверстие. Вследствие того что в конверторе развивается высокая температура, возможно вводить не только жидкий чугун, но и до 30 % железного скрапа, железную руду. Для удаления вредных примесей ( серы и фосфора) в конвертор добавляют известь, обычно после разогрева металла кислородом.
В основных кислородных конверторах за счет введения извести и повышенной основности шлаков достигается снижение содержания в стали фосфора и серы. Продолжительность продувки в 100-тонном конверторе составляет 14 – 18 мин, а общая продолжительность плавки 45 мин. В конце плавки металл доводится до заданного состава, раскисляется и выпускается через боковое отверстие, а шлак – через горловину. В кислородных конверторах получают сталь с низким содержанием азота, серы и фосфора как обыкновенного качества, так и качественную, по своим свойствам не уступающую мартеновской стали. Кроме углеродистых сталей выплавляются низколегированные и в качестве опыта легированные стали.
Металл из кислородных конверторов выливают через летку; при этом уменьшается перемешивание металла со шлаком. Рас-кислители вводят в ковш или в струю металла. В ближайшие годы намечено строительство ряда крупных конвертерных цехов с применением кислородного дутья.
При сочетании кислородного конвертора с основной мартеновской печью жидкий чугун сначала продувают в конверторе и полученный полупродукт передают в основную мартеновскую печь для удаления серы и фосфора и придания стали заданного химического состава.
Опорные кольца и цапфа
Конвертер располагается на роликовых подшипниках, которые фиксируются на станине. Конструкция может быть и стационарной, но это встречается редко. Обычно на этапах проектирования определяется возможность транспортировки или перемещения агрегата в тех или иных условиях. Именно за эти функции отвечает оснастка в виде опорных колец и цапфы. Группа подшипников обеспечивает возможность кручения оборудования вокруг оси цапф. Прежние модели конвертеров предполагали совмещение несущей оснастки и корпуса плавильного оборудования, но из-за воздействия высоких температур и деформации вспомогательных материалов это конструкционное решение было заменено более сложной, но надежной и долговечной схемой взаимодействия функционального блока и емкости.
Современный кислородный конвертер, в частности, обеспечивается отдельным опорным кольцом, в структуру которого также вводятся цапфы и закрепленный кожух. Технологический промежуток между кожухом и опорной базой предотвращает негативное температурное воздействие на чувствительные элементы подвесок и передвижных механизмов. Непосредственно система фиксации конвертера реализуется за счет упоров. Само же опорное кольцо представляет собой несущее устройство, сформированное двумя полукольцами и цапфовыми плитами, закрепленными в узлах стыковки.
Горячий ремонт футеровки
В процессе эксплуатации конвертера доступен так называемый горячий ремонт, позволяющий продлить срок службы рабочего слоя. Речь идёт о торкретировании и ошлаковывании внутренней поверхности.




Особенности торкретирования
Процесс подразумевает нанесение на изношенные участки огнеупорной массы специальными машинами. Существует два метода подобного ремонта: факельный и полусухой. Торкретировать можно как всю поверхность футеровки, так и отдельные наиболее поврежденные части. Подобный горячий ремонт значительно сокращает количество холодных работ, при которых требуется большое количество формованных огнеупоров, времени и тяжелого физического труда. Одновременно при торкретировании и ошлаковывании растёт объём различных порошкообразных огнеупорных материалов в виде смесей на базе извести, магнезитового порошка и других составов.
Факельное торкретирование
Здесь в качестве основного рабочего органа выступает водоохлаждаемая торкрет-фурма, через которую подают кислород и ремонтную массу. Последняя представляет смесь коксовой пыли и магнезитового порошка. При сгорании кокса образуется факел с температурой около 1800-2000 °C, при которой огнеупор переходит в пластичное состояние. Это позволяет ремонтному защитному порошку прочно соединиться с поверхностью футеровки, образовав дополнительный слой и восстановив общую толщину.
Полусухое торкретирование
Огнеупорная масса наносится через сопло специальной машины с помощью струи сжатого воздуха. Проходя через сопло, она увлажняется, и при попадании на футеровку налипает с последующим привариванием к ней. Минусом этого метода ремонта является испарение влаги: она делает структуру слоя довольно рыхлой, что значительно уменьшает его стойкость и требует относительно скорого повторного ремонта. На этом фоне более эффективным является факельное торкретирование.
Ошлаковывание футеровки
Данный вид ремонта выполняют методом раздувания шлака. Для этого после слива металла в шлак добавляют обожженный доломит, который его загущает. Затем через специальную фурму вдувают большой объем азота. На этом фоне формируются брызги шлака, которые попадают на футеровку и образуют дополнительный шлаковый слой, разрушаемый при последующих плавок и защищающий основной огнеупорный состав. При этом последний остается неизменным, а долговечность нанесенной ремонтной поверхности выдерживает, как минимум, две плавки.
Проведение ремонта методом ошлаковывания повышает срок службы футеровки, выполненной из магнезитоуглеродистых огнеупоров, который может достигать 5 000-10 000 плавок. Если же выполнять горячий ремонт через каждые две плавки, то межремонтный период может достигать 10 000–12 000 плавок.
Кислородный конвертор
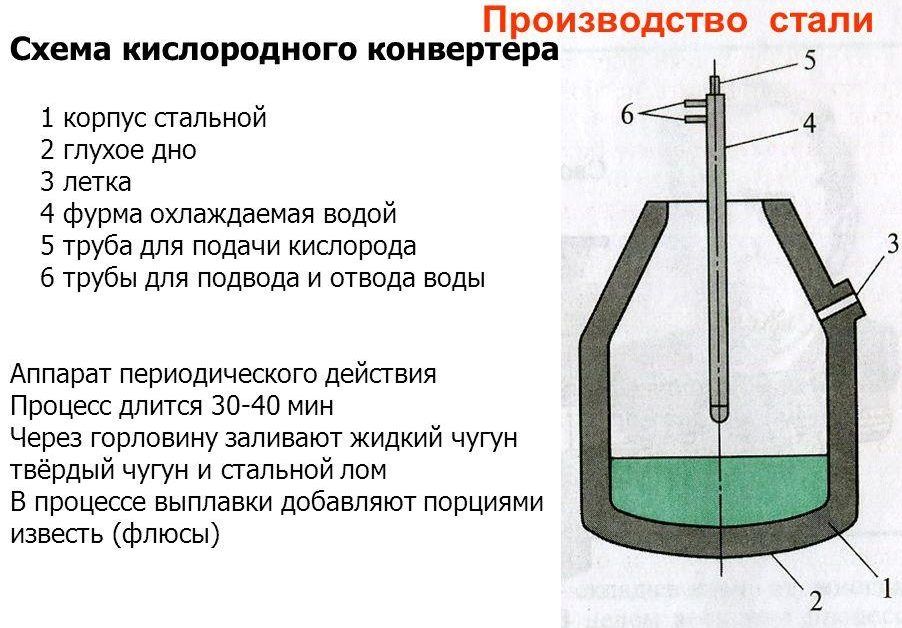
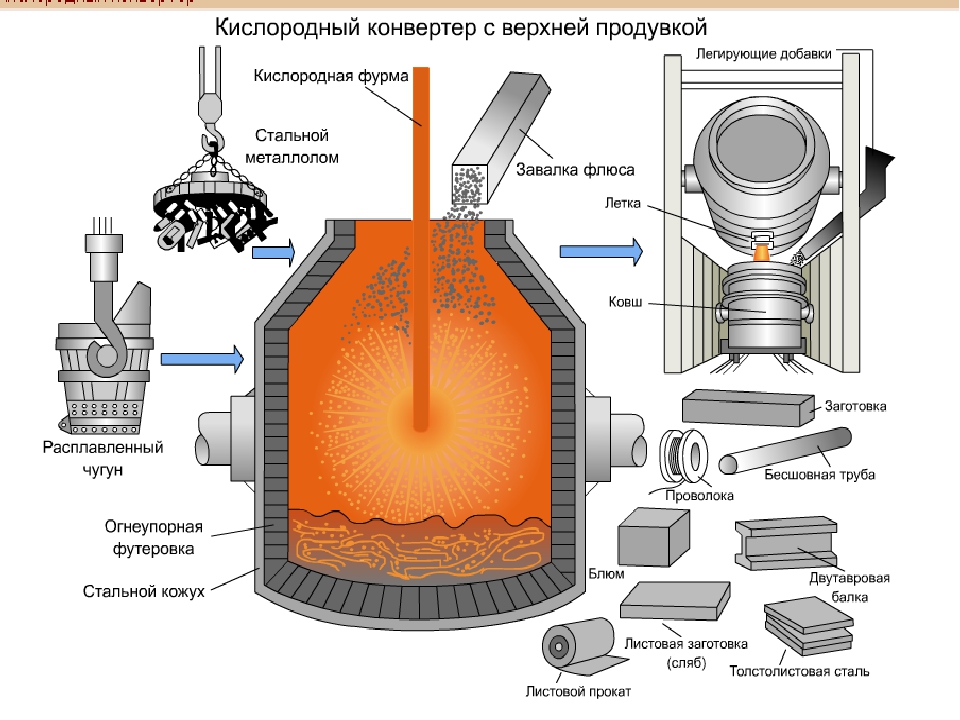
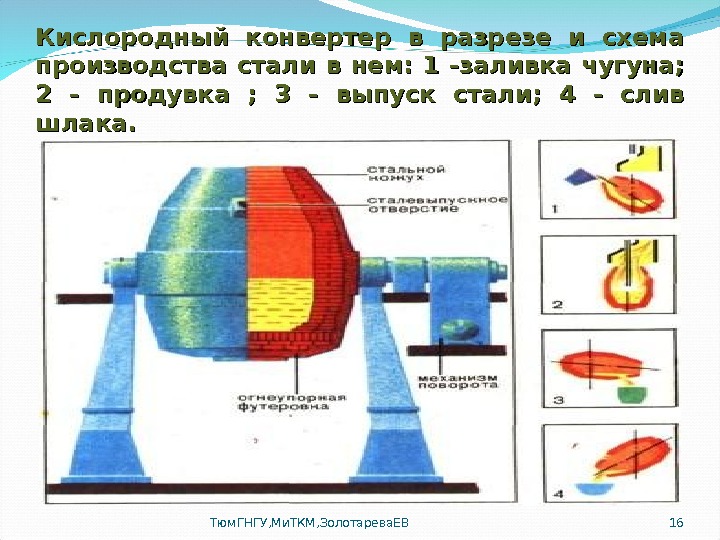
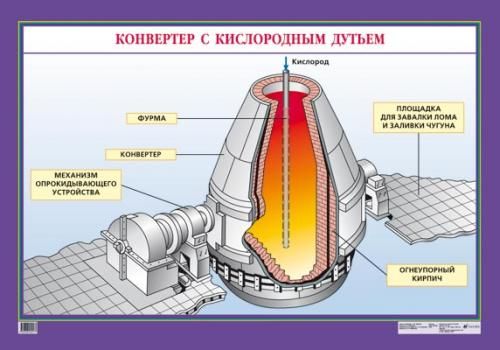
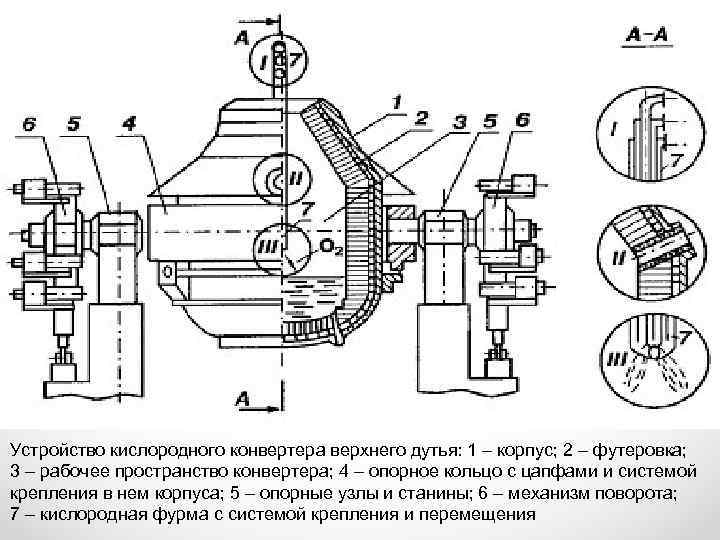
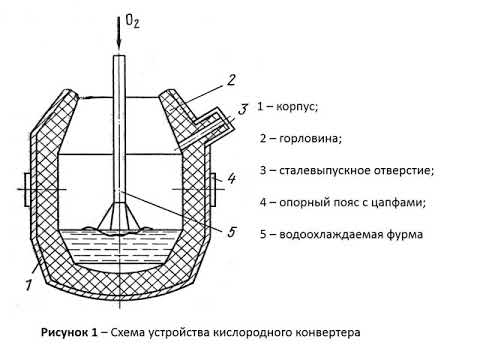
Кислородно-конвертерный процесс это процесс выплавки стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму. В России используют в основном конвертеры с подачей кислорода сверху. Кислородный конвертор представляет собой сосуд грушевидной формы из стального листа, футерованный основным кирпичом (рисунок 21). Вместимость конвертера 50-350 тонн. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360 градусов для завалки металлолома, заливки чугуна, слива стали и шлака.
Шихтовыми материалами кислородно-конвертерного процесса являются:
- жидкий передельный чугун;
- металлолом;
- шлакообразующие (известь, полевой шпат, железная руда, бокситы).
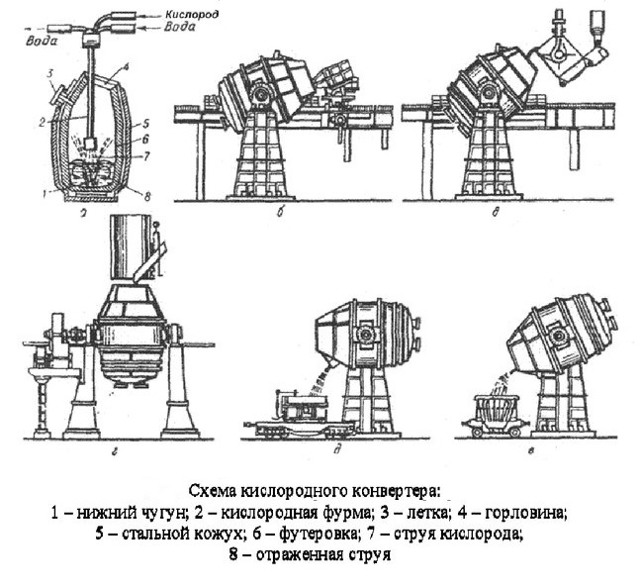
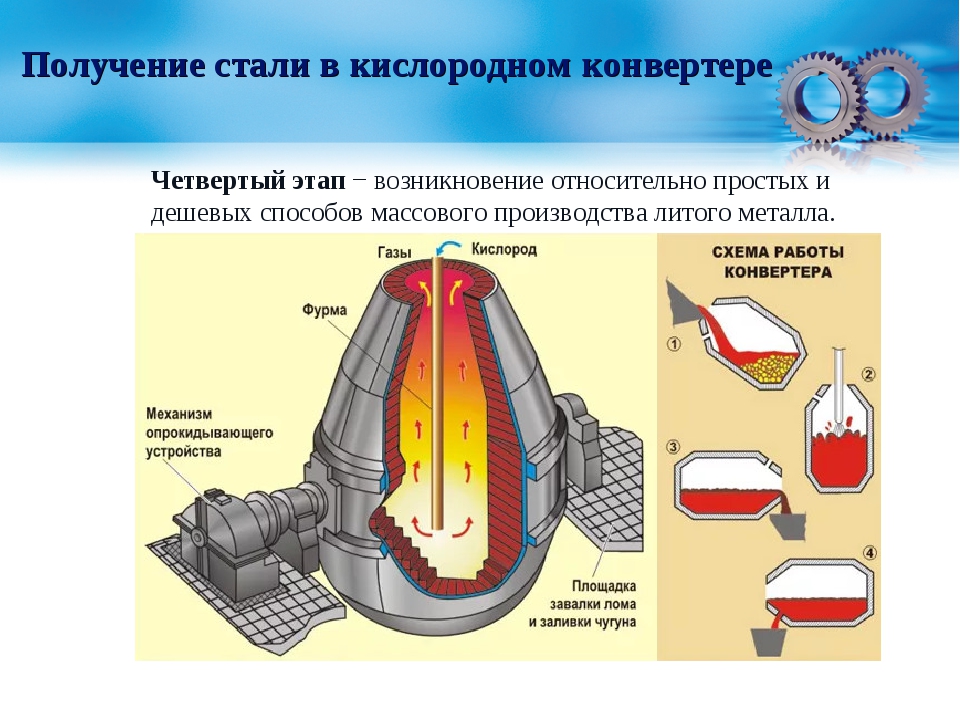
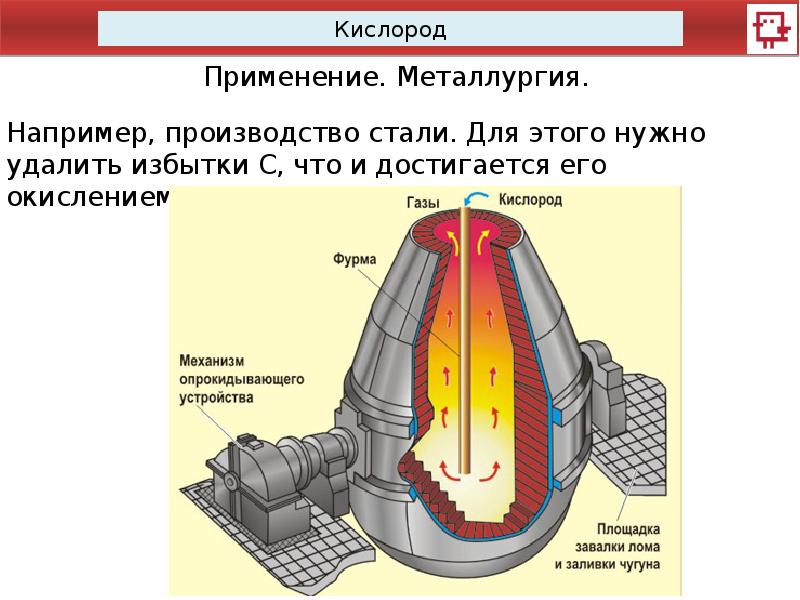
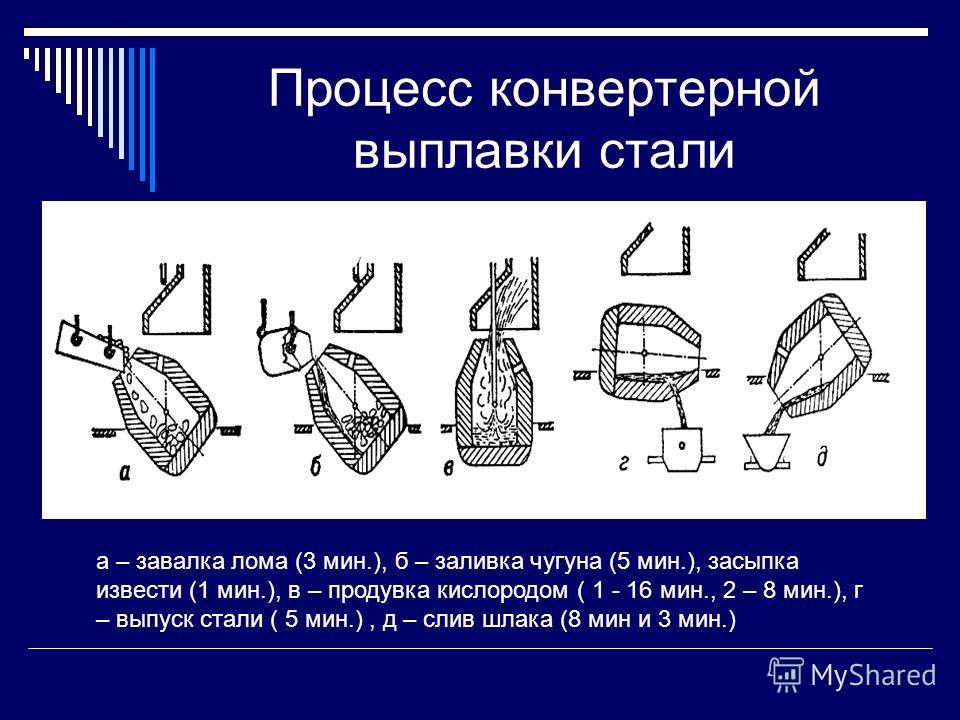
Перед плавкой конвертер наклоняют, загружают через горловину металло-лом (скрап) и заливают чугун при температуре 1250 – 1400 °C (рисунок 21а). После этого конвертер поворачивают в вертикальное положение (рисунок 21б), вводят водоохлаждаемую фурму и через нее подают кислород. Одновременно с началом продувки в конвертер загружают известь, бокситы, железную руду для образования жидкоподвижного шлака. Кислород проникает в металл, вызывает его циркуляцию и перемешивание со шлаком.
В зоне контакта кислородной струи с чугуном интенсивно окисляется же-лезо, так как концентрация его выше, чем примесей. Образующийся оксид же-леза растворяется в шлаке и металле, обогащая металл кислородом. Растворенный в металле кислород, окисляет кремний, марганец, углерод и содержание их в металле понижается. При этом происходит разогрев ванны металла теплотой, выделяющийся при окислении примесей. Благодаря присутствию шлаков с большим содержанием CaO и FeO про-исходит удаление из металла фосфора в начале продувки ванны кислородом, когда температура ее еще не высока. В чугунах, перерабатываемых в кислородных конвертерах, не должно быть более 0,15%P. При повышенном содержании фосфора для его удаления необходимо сливать шлак и наводить новый. Удаление серы из металла в шлак проходит в течении всей плавки. Однако для передела в сталь в кислородных конвертерах применяют чугун с содержа-нием до 0,07%S.
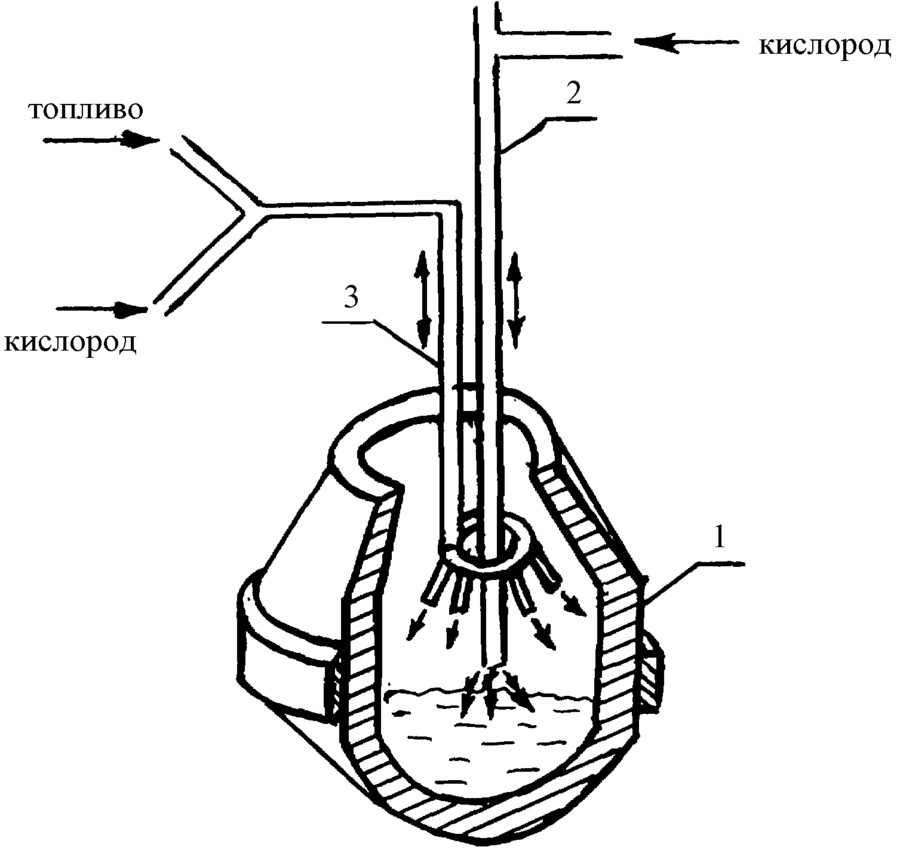
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер наклоняют, выпуская сталь в ковш через летку (рисунок 21в) и одновременно вводят в ковш раскислители и легирующие добавки. В ковш сливают также небольшое количество шлака, ко-торый предохраняет металл в ковше от быстрого охлаждения. Оставшейся шлак сливают через горловину в шлаковую чашу. Общая длительность плавки в конвертерах емкостью 50 – 350 тонн соста-вляет 30 – 50 минут. Конвертерный процесс с донной продувкой кислородом. Конвертеры для донной кислородной продувки имеют отъёмное днище, а в остальном схожи с конвертерами, применяемыми при верхней продувке кислородом. Емкость этих конвертеров составляет 30 – 250 тонн.
В зависимости от емкости в днище устанавливают определенное количество фурм. Каждая фурма состоит из двух концентрически расположенных труб. По средней трубе подают кислород, а внешняя труба образует кольцевой зазор, через который подается защитная среда, состоящая из газообразных или жидких углеводородов. При донной продувке у фурм в результате окисления здесь примесей чугуна образуются зоны высоких температур и футеровка днища по этой причине разрушается в течение нескольких минут. Образующаяся кольцевая оболочка предотвращает контакт кислорода с чугуном у фурм, перемещая зону интенсивного окисления примесей чугуна и тепловыделения от фурм в объем ванны. Кроме того, при контакте с жидким металлом углеводороды разлагаются, что сопровождается поглощением тепла и обеспечивает охлаждение околофурменной зоны.
Принцип бессемеровского способа
Впервые массовое получение жидкой стали стало возможным в 1856 году благодаря Г. Бессемеру – изобретателю из Англии. Он придумал, как нагреть металл до температуры, превышающей 1500°С. Именно такая температура необходима для того, чтобы расплавить металл с пониженным содержанием углерода.

Схема конвертера и основные периоды плавки
Бессемеровский процесс предусматривает продувку расплава атмосферным воздухом. Для этих целей применяются конвертеры, у которых внутренняя часть камеры сгорания защищена динасовым кирпичом. Благодаря такой защите бессемеровский способ называют кислой футеровкой конвертера.
Плавка в бессемеровском сталеплавильном агрегате осуществляется путем заливки чугуна при температуре 1250–1300°С. Следует заметить, что для выплавки бессемеровских чугунов требуются железные руды с низким содержанием серы и фосфора.
Залитый чугун продувают воздухом, в результате чего происходит окисление углерода, марганца и кремния. При окислении образуются оксиды, формирующие кислый шлак. Продувку воздухом заканчивают после того, как углерод окислится до требуемых значений.
Далее металл через горловину сливают в ковш, попутно его окисляя. У такого способа присутствует один существенный недостаток, заключающийся в невысоком качестве конечного продукта, который получается слишком хрупким за счет неполного удаления серы и фосфора.


Механизм поворота
Механизм поворота обеспечивает вращение конвертера вокруг оси цапф на 360° со скоростью (частотой) от 0,1 до 1мин-1 . Механизм поворота может быть односторонним и двухсторонним. У конвертеров вместимостью 130т и менее делают односторонний механизм поворота, в котором одна из цапф соединена с приводом (см. рис. 2). У большегрузных конвертеров опорное кольцо при повороте подвергается большим усилиям. Поэтому для более равномерного их распределения механизм поворота большегрузных конвертеров делают двухсторонним (см.рис. 3). Этот механизм имеет два синхронно работающих привода, каждый из которых соединен с одной цапфой.
Механизмы поворота бывают стационарными и навесными. Первые конвертеры имели стационарный механизм поворота, жестко закрепленный на отдельной опоре. Такой механизм имеет (см. рис. 2) два электродвигателя 6 (один из них резервный), связанный с ними двухсторонний червячный редуктор 5 и тихоходный редуктор 4, соединенный с цапфой конвертера через зубчатую муфту 3. Недостатком механизма является его быстрый износ вследствие того, что будучи неподвижно закрепленным он испытывает удары вращающихся цапф в случае их перекоса, а также ударные нагрузки в момент включения привода.
Современные конвертеры имеют более совершенный навесной (закрепленный на цапфе) привод (см. рис. 3). На цапфе жестко закреплено ведомое зубчатое колесо 4, закрытое корпусом 7; этот корпус опирается на цапфу через подшипники и от проворачивания его удерживает демпфер 9. Таким образом при вращении зубчатого колеса 4 с цапфой, корпус 7 остается неподвижным. Зубчатое колесо вращают несколько (от 4 до 6) электродвигателей с редукторами 6, выходные валы-шестерни 5 которых входят в зацепление с колесом; эти валы-шестерни через подшипники крепятся в отверстиях стенки корпуса 7. Электродвигатели с редукторами держатся (навешены) на валах-шестернях 5; вращая валы, сами двигатели остаются неподвижными, так как удерживаются от проворачивания демпферами 8.
Рисунок 10. – Кинематическая схема навесного многодвигательного привода конвертера
На рисунке 10 показана кинематическая схема аналогичного навесного двухстороннего привода. В ней выделяют электродвигатели 5 (их четыре) с тормозами, быстроходные трехступенчатые редукторы 4-, тихоходные редукторы 1 (зубчатое колесо 7, вал-шестерня 6). В каждом из четырех приводов электродвигатель через быстроходный редуктор вращает вал-шестерню и, тем самым, зубчатое колесо и цапфу 2 с опорным кольцом 9. Цапфы установлены в подшипниковых опорах; опора 10— фиксированная, опора 8 — плавающая.
Навесной многодвигательный привод по сравнению со стационарным обладает следующими преимуществами: перекос цапф не влияет на его работоспособность, так как, будучи закрепленным на цапфе, привод перемещается вместе с ней; при выходе из строя одного двигателя привод остается работоспособным; демпферы частично компенсируют динамические нагрузки при включениях и торможениях, что снижает износ шестерен привода; в 2-3 раза уменьшается масса привода; существенно уменьшается площадь, необходимая для его установки.
Футеровка кислородных конвертеров
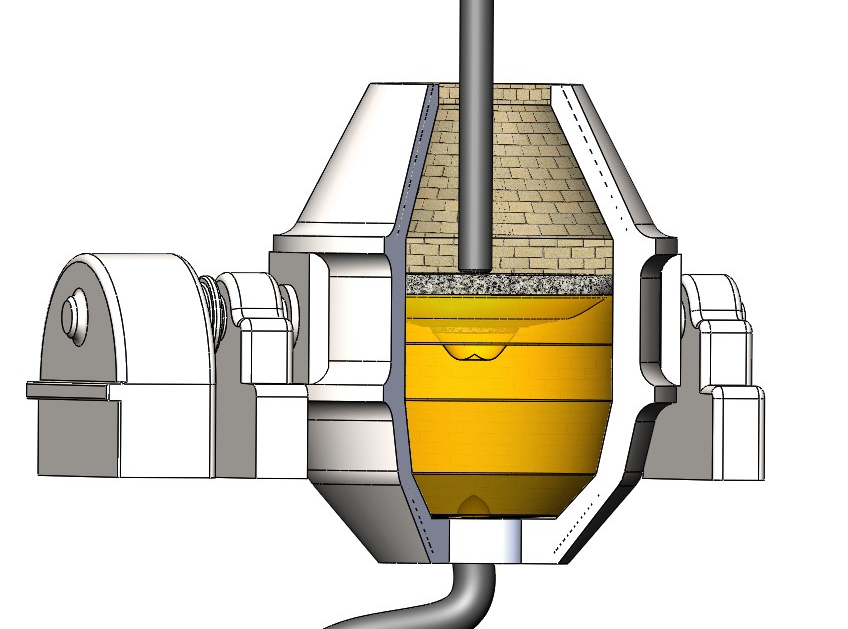
Футеровку кислородных конвертеров выполняют двухслойной из рабочего и арматурного слоев и реже — трехслойной, когда между ними имеется промежуточный слой из огнеупорной смолодоломитовой массы. На отечественных заводах в настоящее время применяют двухслойную футеровку (см. рис. 1). Примыкающий к кожуху слой называют арматурным; он снижает тепловые потери и защищает кожух в случае прогара рабочего слоя футеровки. Толщина арматурного слоя составляет 110—230 мм, обычно его выкладывают из хромитопериклазового или периклазового (магнезитового) кирпича в один ряд, а арматурный слой днища — в два и более рядов.
Рабочий слой толщиной 500—900 мм на отечественных заводах выполняют из безобжиговых и иногда других огнеупоров, применяя кирпичи больших размеров — блоки. На конвертерах малой вместимости кладка может выполняться в один ряд (см. рис. 1,а), а на конвертерах большой вместимости — в два ряда с перевязкой этих рядов (рис. 1,б,в) . Футеровку рабочего слоя горловины зачастую выполняют комбинированной — низ из безобжиговых, а несколько верхних рядов из периклазо-хромитового или хромито-периклазового кирпича, поскольку последние обладают несколько более высокой прочностью при высоких температурах, чем безобжиговые огнеупоры, и лучше противостоят химико-эрозионному воздействию потока отходящих газов со взвешенными в нем частицами пыли. Для рабочего слоя летки применяют специальные леточные блоки из плавленого периклаза(МПЛК-93), имеющие сквозное круглое отверстие диаметром до 180 мм и иногда периклазо-хромитовые блоки.
Рисунок 1 – Футеровка кислородных конвертеров 1- отъемное днище, 2- корпус конвертера, 3 — арматурный слой футеровки, 4 – рабочий слой футеровки, 5 – блоки из плавленого периклаза, 6 – предарматурный слой, 7 – огнеупорная масса, 8 – вставное днище
Технологии выплавки
Традиционно выделяют два подхода к реализации кислородно-конвертерного плавления – бессемеровский и томасовский. Однако современные методики отличаются от них низким содержанием азота в печи, что повышает качество рабочего процесса. Выполняется технология по следующим этапам:
- Загрузка лома. Порядка 25-27 % от общей массы шихты загружается в наклоненный конвертер посредством совков.
- Заливка чугуна или стального сплава. Жидкий металл при температуре до 1450 °С ковшами заливается в наклоненный конвертер. Операция продолжается не более 3 мин.
- Продувка. В этой части технология выплавки стали в кислородных конвертерах допускает разные подходы в плане подачи газо-воздушной смеси. Поток может направляться сверху, снизу, донным и комбинированным способами в зависимости от типа конструкции оборудования.
- Получение проб. Выполняется замер температуры, удаляются ненужные примеси, ожидается анализ состава. Если его результаты соответствуют проектным требованиям, плавка выпускается, а если нет – вносятся корректировки.





