
Таблицы размеров пильных цепей и шин для бензопил по моделям
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
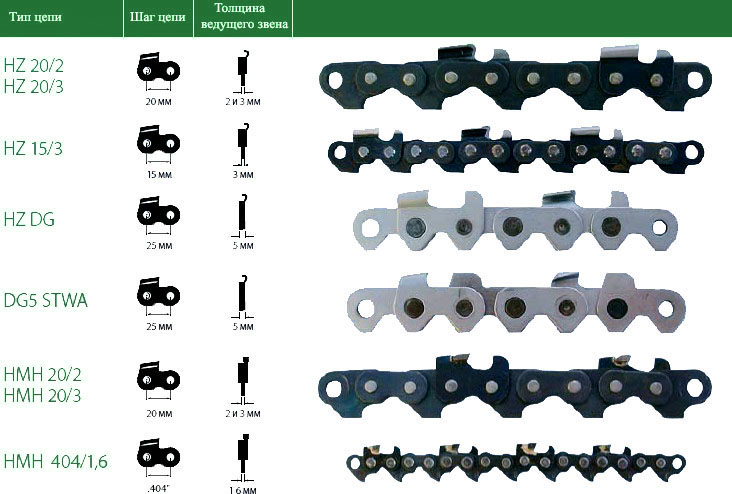
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
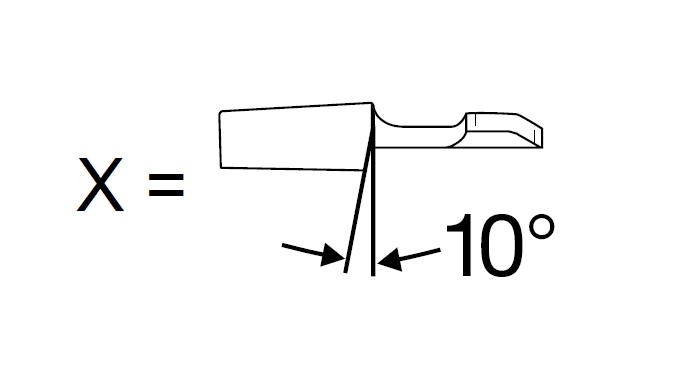
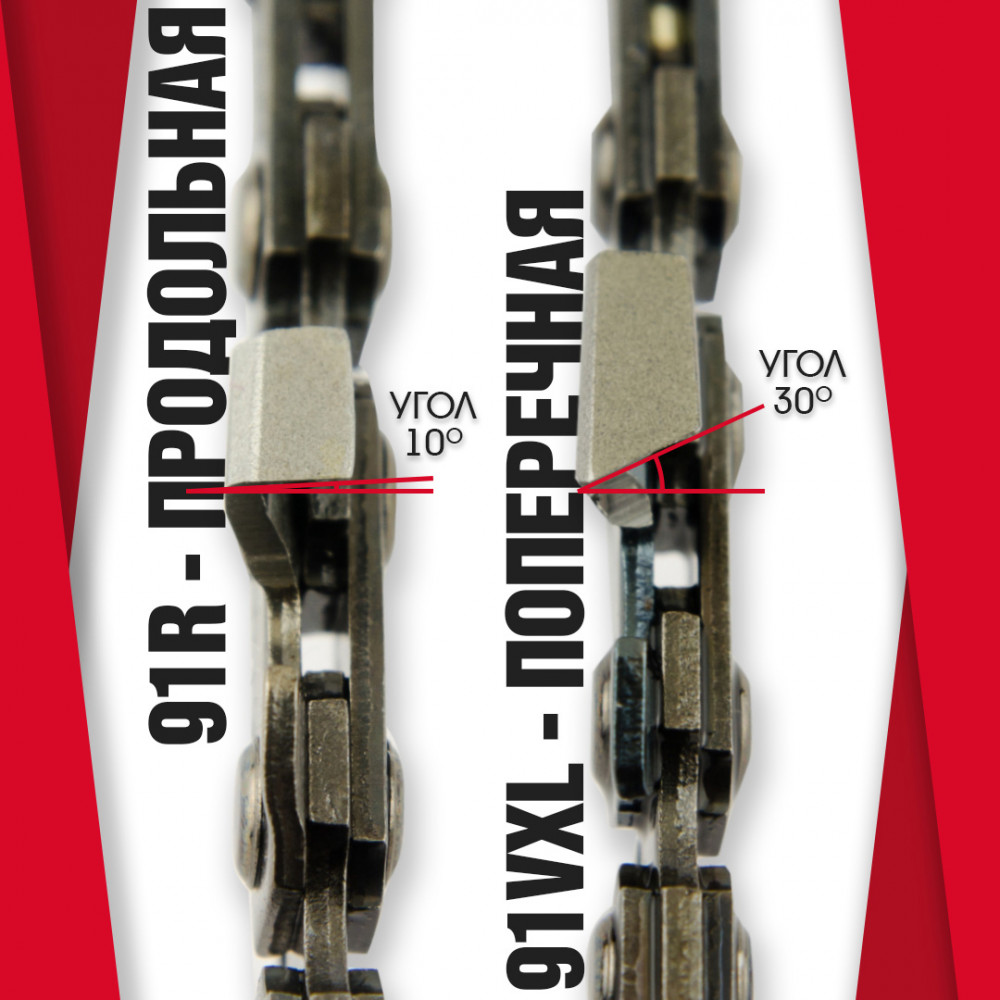
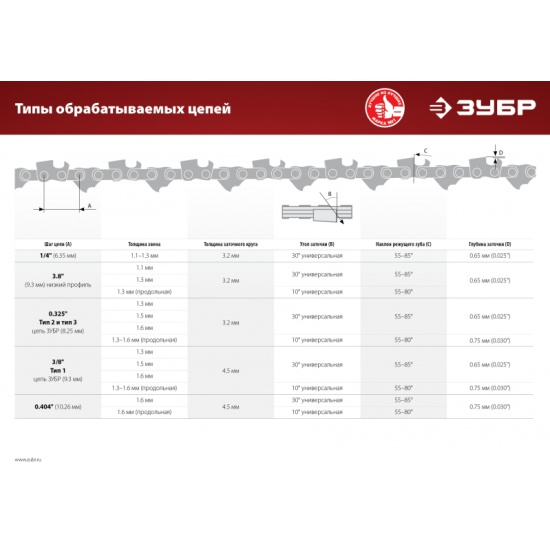
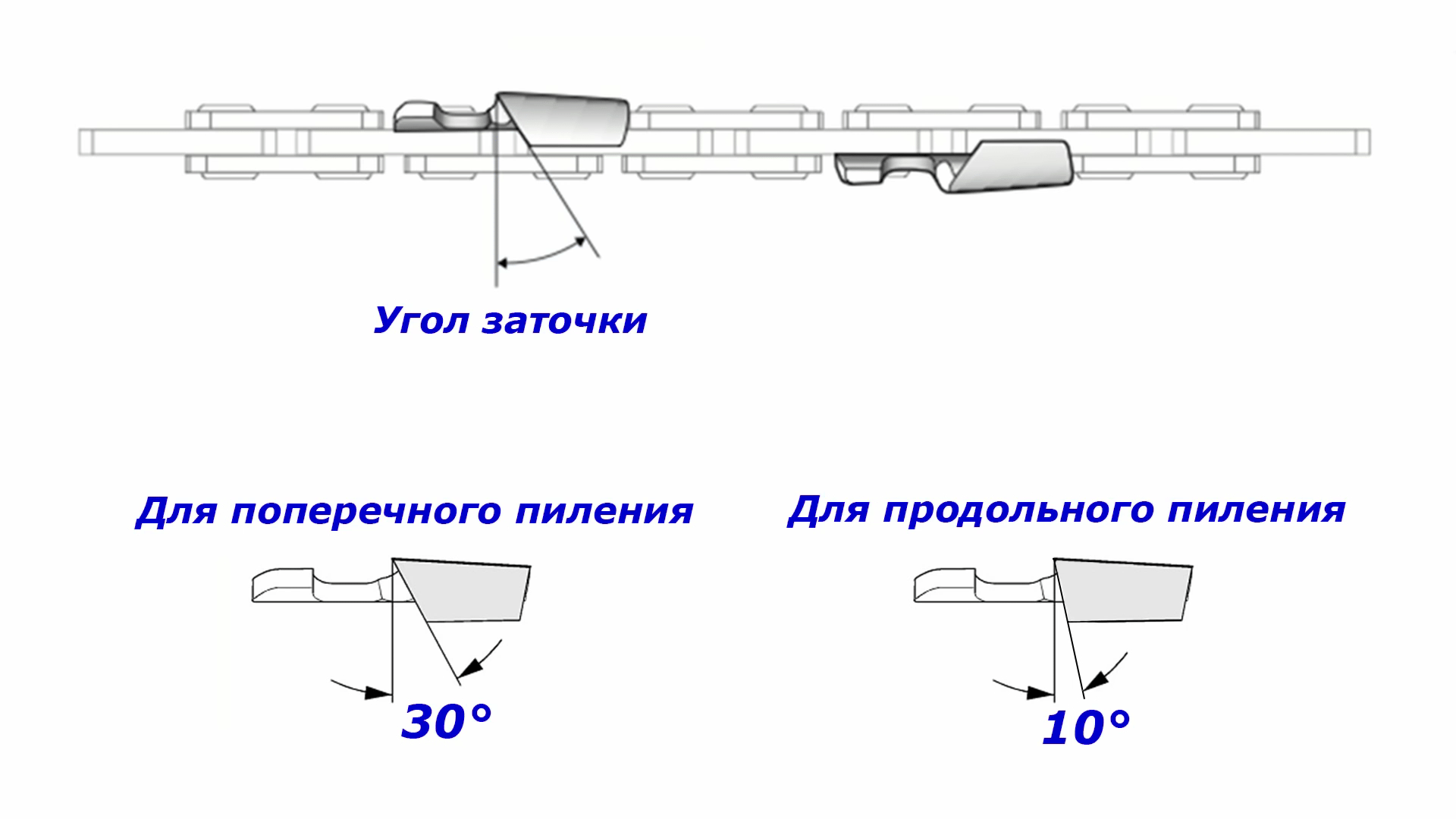
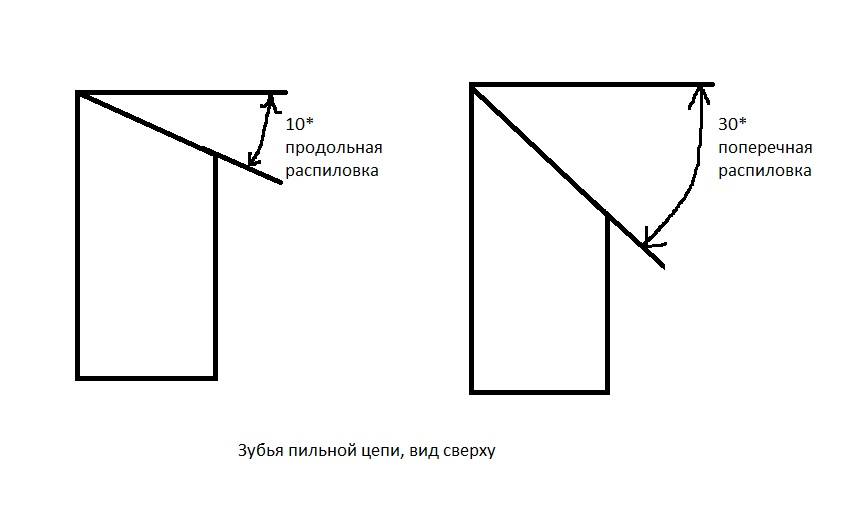
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Болгарка – хорошая альтернатива
Профессиональные лесорубы считают такой метод первобытным и трудоемким. Он используется в самом крайнем случае, поскольку болгарку невозможно зафиксировать на шаблоне. По этой причине очень сложно добиться контроля соблюдения постоянного угла и глубины заточки.
Шина надежно фиксируется в тисках, чтобы во время работы исключить ее подвижность. Не стоит крепить на болгарке новый отрезной диск, лучше воспользоваться старым кругом толщиной 1,5-2 мм.
Новичкам лучше вообще не использовать такой способ – целее будут. Есть риск нанести себе серьезные увечья. Вдобавок здесь никак не обойтись без навыков работы с подобным оборудованием.
Причины затупления зубьев цепи инструмента
Существует множество причин, почему происходит притупление режущих элементов бензиновых и электрических пил. Главная из них заключается в естественном процессе. Пиление древесины, которая имеет более мягкую структуру, чем металл, все равно приводит к постепенному притуплению режущих кромок зубьев. Избежать этого попросту невозможно, но скорость снижения уровня заточки можно снизить, если использовать качественные цепи, выпущенные добросовестными производителями.
К другим причинам ускоренного притупления бензопильных цепей принадлежат следующие факторы:
неправильно выставленное натяжение цепи;
использование низкокачественного масла, которое не попадает в соединения между звеньями, и тем самым не осуществляет качественную смазку
Особенно категорически противопоказано использовать отработку в качестве смазки;
важно учитывать тип распиливаемой древесины, иначе цепь может очень быстро затупиться. Специально для работы с древесиной высокой твердости следует использовать цепи с победитовыми напайками на зубьях;
попадание под режущие части посторонних материалов, например, металл, камень, пластик, песок, стекло, земля
Незначительное попадание земли или песка на цепь инструмента ускоряет притупление кромок в 10 раз;
длительная эксплуатация инструмента без перерыва. В ходе пиления режущие части подвергаются такому негативному влиянию, как нагрев. Чем выше температура металла, тем быстрее происходит притупление зубьев, поэтому специалисты рекомендуют делать перерывы в работе инструментом (примерно через каждые 2 часа перерыв на 10-20 минут);
неправильный выбор цепи под технические параметры инструмента
Этому моменту также следует уделить особое внимание, иначе это приведет не только к быстрому притуплению звеньев инструмента, но и снижению ресурса двигателя.
Еще один немаловажный момент, которому неопытные пильщики не уделяют должного внимания: заточку цепи бензопилы следует выполнять только и исключительно после ее остывания.
Это интересно! Совет для начинающих пильщиков: перед тем, как работать бензопилой, рекомендуется дополнительно смазать цепь моторным маслом. Вы наверняка замечали, что новые изделия имеют некую смазку. В процессе смазка цепи осуществляется через специальный канал маслонасоса, но не будет лишним, если перед работой, вы дополнительно нанесете смазывающее вещество прямо из бутылки или со шприца.
Точим напильником
Первое что нужно для того, что бы наточить цепь, либо немного её подправить, это специальные напильники.
Напильник
Для заточки и правки цепей для пил, используются два вида напильников. Первый, это напильник круглого сечения с диаметром соответствующим диаметру закругления рабочей кромки пильного зуба.






Для заточки пильных цепей бытового инструмента, применяются круглые напильники диаметром 4, 4.8 мм, обусловлено это тем, что они имеют маленький зуб. Для профессиональных моделей используют более мощные цепи с большим зубом, и соответственно нужны напильники диаметром 5.2, 5.5 мм.
Точим напильником
Первое что нужно для того, что бы наточить цепь, либо немного её подправить, это специальные напильники.
Напильник
Для заточки и правки цепей для пил, используются два вида напильников. Первый, это напильник круглого сечения с диаметром соответствующим диаметру закругления рабочей кромки пильного зуба.
Для заточки пильных цепей бытового инструмента, применяются круглые напильники диаметром 4, 4.8 мм, обусловлено это тем, что они имеют маленький зуб. Для профессиональных моделей используют более мощные цепи с большим зубом, и соответственно нужны напильники диаметром 5.2, 5.5 мм.
Для того чтобы правильно произвести заточку, не достаточно наточить только режущие кромки зуба, нужно еще произвести корректировку ограничителя глубины реза. Если этого не сделать, цепь не будет врезаться в распиливаемый материал на требуемую глубину, что заметно снизит скорость проведения работ и точно так же, как и в ситуации с тупой цепью может привести к перегреву двигателя пилы из-за не достаточной нагрузки на двигатель. Эта работа выполняется с помощью плоского напильника.
Описание процесса заточки с помощью напильников
Первое с чего начинается правка пильной цепи на пиле, это установка инструмента на ровную площадку или стол. В условиях леса, для этого хорошо подойдет чурка большого диаметра. Далее нужно провести осмотр пильной цепи на наличие каких – либо дефектов, это могут быть трещины, полностью отломленные зубья. После осмотра, нужно установить тормоз в рабочее состояние, тем самым заблокировав её движение по шине.
Под шину желательно подкладывать подставку, в качестве неё можно использовать полено, кусок ветки подходящего диаметра, либо у производителей инструментов для заточки имеются специальные струбцины для удержания шины в процессе заточки цепи.
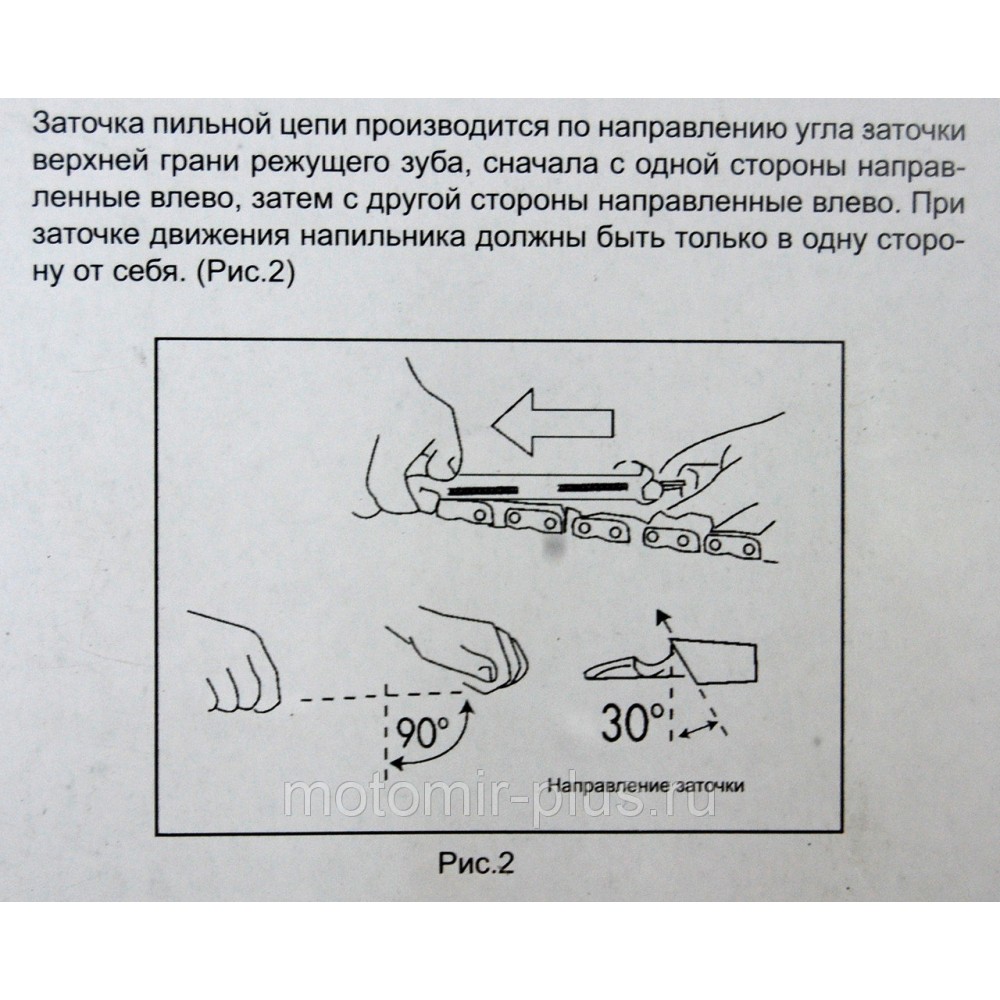
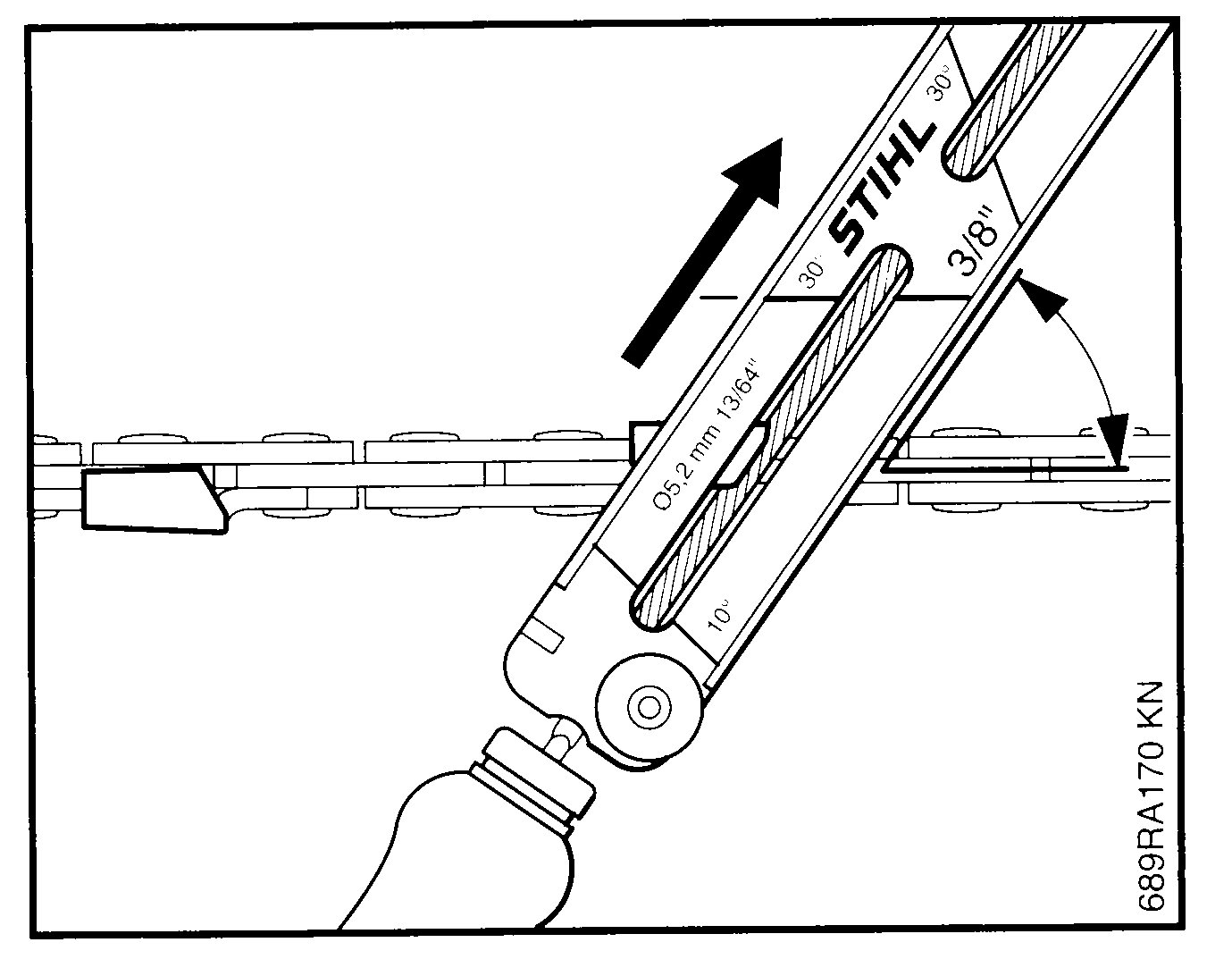
Заточка цепи производится движениями напильника изнутри зуба наружу. При этом напильник должен располагаться параллельно специальной метке на цепи. Эта метка наносится изготовителем цепей для указания стандартного угла заточки.
Затачиваемый зуб, должен располагаться примерно посредине шины, это необходимо для удобства проведения работ, в процессе заточки нужно продвигать цепь по шине, не забывая при этом каждый раз устанавливать тормоз в рабочее положение.
В идеале, производители советуют проводить одинаковое количество движений напильником для каждого зуба, но на практике это не всегда возможно, т.к. зубья имеют разную степень повреждений рабочей кромки.
Для облегчения заточки пильной цепи с помощью напильника, могут применяться специальные держатели, с нанесенными на них разметками углов. Разметки сделаны не только для стандартного поперечного реза, но и для продольного.
Державки также удобно использовать, если вы не обладаете достаточным опытом заточки. Опытные мастера для заточки не применяют держатели, а могут использовать только специальные устройства, поддерживающие напильник.
Еще одно устройство, предназначенное для заточки, это ручной станок для правки пильных цепей. В качестве заточного инструмента в нем применяется обычный напильник, который можно самостоятельно заменить. Крепление станка производится непосредственно на шину, в нем также имеется возможность регулировки угла заточки зуба и специальный упор, удерживающий затачиваемый зуб.
Ручной станок для заточки, отлично подойдет для новичков. Наряду с электрическими моделями станков для заточки, ручной имеет свой неоспоримый плюс в виде низкой цены. В зависимости от производителя ручного станка их внешний вид может различаться, но принцип работы у всех один.
Корректировка глубины реза производится при помощи плоского напильника, таким образом, чтобы имелась разница между верхней режущей кромкой зуба и ограничителем высоты.
Как видно из рисунка ограничитель глубины стачивается таким образом, чтобы довести показатель зазора до заводского значения. Ниже приведена таблица, в которой указаны основные значения углов, а так же зазоров для наиболее распространенных типов цепей.
Технологические усовершенствования
Разработанная Джозефом Коксом концепция режущего звена мало изменилась за прошедшие годы. Конечно же, ее пытались модернизировать, но все предпринимаемые усовершенствования касались либо системы смазки, либо борьбы с вибрацией и обратной отдачей.
Система смазки
Смазка цепи и шины – очень важный фактор. Конструкция цепных пил включает насос, подающий масло из бака к режущей системе через специальные отверстия. А вот дальше его распределяет сама цепь. Хвостовики, проходя звездочку, «захватывают» смазку и «растаскивают» ее по всей шине и цепи. Нижнюю часть им для того и оформляют в виде крючка – чтобы «хватали» побольше, а «теряли» поменьше. Для дополнительного удержания смазки в хвостовиках высверливают специальные отверстия или фрезеруют каналы. В системе смазки нередко задействуют и соединительные звенья – в них делают дополнительные углубления для смазки.






Обильная смазка снижает трение и нагрев, тем самым не только увеличивая ресурс работы каждого элемента, но и снижая растяжение цепи. Так что постоянный контроль над процессом смазки – в интересах каждого пользователя. Осуществляется он достаточно просто: при разгоне цепи микроскопические капли масла (если оно подается в достатке) образуют масляный след в виде полосы на любой светлой поверхности (например, на стволе дерева, который собираются пилить), если поднести к ней конец шины. Отсутствие следа – тревожный сигнал, указывающий на отсутствие смазки и требующий немедленного решения проблемы (проверки наличия масла, чистки паза шины, регулировки насоса и т.д.). И еще один момент: современные бензопилы допускают установку цепей и шин различной длины, но прежде чем задействовать новую гарнитуру, необходимо убедиться, что масляный насос справится с ее «обработкой».
Для совершенствования процесса смазки многие производители в России предлагают специальные масла. Они изготовлены на растительной основе (например, рапса) с использованием полимерных добавок, самонейтрализующихся в течение двух часов при попадании на растения и почву. Помимо экологических преимуществ, смазывающие свойства этих масел на 30% выше, чем у автомобильных. Да и расход у них примерно на 25% меньше.
Борьба с вибрацией и обратным ударом
Вибрация опасна тем, что в результате ее длительного воздействия (как это бывает, например, у профессиональных вальщиков) может развиться так называемый симптом Рейно: в результате ухудшения кровоснабжения кончики пальцев теряют свою чувствительность, болезненно реагируют на температурные изменения.
Стремление производителей снизить вредное влияние высокочастотных колебаний сводится в основном к разработке специальных амортизирующих деталей. Причиной вибрации являются постоянные столкновения режущих зубьев с древесиной. В момент, когда резец ударяется рабочей кромкой о древесину, он на какую-то долю секунды останавливается, будучи зажат между деревом и направляющей шиной. При этом часть энергии удара волной передается через цепь и ведущую звездочку на руки оператора. Еще часть также через цепь сообщается направляющей шине и, опять же, рукам оператора. Если снизить силу удара, то понизится и уровень вибрации.
Снижению тряски способствует скошенный ограничитель пропила – благодаря ему цепь движется мягче, дерево более плавно соскальзывает с режущего зуба. Этой же цели служат и специальные амортизационные выступы на ведущих и соединительных звеньях.
Еще один эффективный способ – скошенная или завышенная пятка режущего звена. Такая конструкция позволяет пильной цепи слегка просесть в момент удара режущего зуба о древесину, и звено не сразу бьет по шине, да и сила этого удара заметно снижена. В результате уменьшается не только вибрация, но и износ шины и цепи.
Эти конструктивные элементы призваны помогать и при обратном ударе – ситуации, возникающей, когда пользователь касается какой-либо твердой поверхности носком шины при движущейся цепи (если проводить аналогию с часовым циферблатом – сектором «от 12 до 3 часов»). При этом пила резко отскакивает, создавая травмоопасный момент. Скошенный ограничитель резания и амортизационные выступы минимизируют этот эффект.
Внешние признаки тупой режущей кромки зуба бензопилы
Заточка цепи для продольного пиления, как правило, проводится исключительно при износе, периодически процедура выполняется крайне редко. Именно поэтому нужно знать то, какие именно признаки указывают о необходимости проведения подобной процедуры. Среди особенностей рассматриваемого вопроса отметим следующее:
- Зуб цепи продольного пиления бензопилы характеризуется сложной конфигурацией, поэтому просто при визуальном осмотре определить дефекты не получится.
- Для проверки состояния зубьев проводится пробное пиление. Если при выполнении подобной работы возникает вибрация, то это указывает на необходимость заточки.
- Определить состояние цепи для продольного пиления можно также при визуальном осмотре стружки. Грубая стружка и вмятины также указывают на необходимость проведения обслуживания.
- Сила нажима бензопилы также учитывается при оценке состояния цепи. Вначале при пилении пластины легко входят в материал, но при сильном износе даже в начале приходится прикладывать силу.

При визуальном осмотре также могут быть выявлены закругления и конические участки, которые указывают на износ цепи и другие дефекты. Однако, подобный признак может выявить исключительно специалист с большим опытом.
Способы, методы и устройства для заточки
Применяя пилу нерегулярно, вопрос заточки целесообразно решать с помощью сервисных служб. Специализированные салоны по продаже инструмента везде оказывают такие услуги. Цена вопроса, обычно, невелика, но иногда возникают жалобы на результаты выполненных работ. Желая получить качественную заточку цепи, стоит взять этот вопрос в свои руки. Остановимся поподробнее на том, как это сделать.
Существует несколько разновидностей методов заточки цепи:
- ручной с помощью планки и напильника;
- ручной посредством болгарки;
- ручной заточным станком;
- автоматический заточным устройством для цепей бензопил.
Для того чтобы определиться с методом затачивания, нужно оценить интенсивность использования пилы. Если работа инструментом носит эпизодический характер, то достаточно иметь в хозяйстве наиболее простые устройства для заточки. Наименее затратный способ — ручной, проведённый посредством специального круглого напильника и планки.
Чуть дороже операция заточки может обойтись с применением болгарки. Но учитывая то, что в арсенале мастеров этот инструмент, как правило, всегда присутствует, цена будет ненамного больше.
В случае довольно широкого применения в работе бензиновых и электропил целесообразно приобрести точило промышленного изготовления. Тут возможны два варианта:
- с ручным перемещением цепи;
- с автоматической подачей.
Остановимся поподробнее на каждом из них.
Использование напильника и планки
В торговых салонах по продаже инструмента можно приобрести наиболее простой и недорогой прибор для заточек цепи бензопил. Он состоит всего из двух комплектующих — планки и напильника. Планка предназначена для обеспечения правильного угла заточки. Она закрепляется непосредственно на цепи и служит направляющей для круглого напильника. Процесс затачивания, конечно, несколько утомителен и требует определённых навыков. Но по своей затратности — это самый дешёвый вариант. А если есть некоторый опыт, то можно получить довольно качественный результат.
Ручная заточка болгаркой
Чтобы безопасно использовать болгарку для заточки пилы, нужно изготовить приспособление для бензопилы своими руками. Суть его состоит в том, чтобы закрепить углошлифовальную машинку, обеспечив её неподвижность. Или же зафиксировать цепь оправкой, но этот вариант более трудозатратный, так как её периодически необходимо перемещать, обеспечивая доступ ко всем зубьям.
Некоторые умельцы умудряются заточить цепь, не снимая с шины пилы. Но для этого нужна особая сноровка и умение, ведь довольно тяжело выбрать рекомендуемые углы болгаркой, находящейся на весу.
Закрепить углошлифовальную машинку можно или в тисках за её ручку, или же с помощью самодельно изготовленной стремянки, удерживающей инструмент за корпус. Получится аппарат, напоминающий гаражный наждак.
Закрепив и запустив аппарат, можно переходить непосредственно к процессу заточки цепи бензопилы болгаркой
И тут важно правильно направлять зубья, выдержав необходимый угол и глубину входа точила. Опытным путём определите время воздействия наждачного круга на зуб, не допуская его перегрев и потерю твёрдости
Результат производимых работ зависит от сноровки и умения исполнителя. Затачиваемая цепь имеет только одну опору — руки мастера. А это значит, что исключительно он задаёт параметры заточки, и от его умения зависит успешность процесса. Самым большим минусом этого метода является повышенная травмоопасность.


Применение приспособления для бензопил
Наиболее распространённым прибором для затачивания признано устройство промышленного производства с электродвигателем, на валу которого установлен наждачный круг. Двигатель шарнирно закреплён на станине и имеет способность подводиться к зубьям цепи, которая, в свою очередь, закреплена в специальных кронштейнах, позволяющим перемещать её, подводя под шлифовальный круг.
Такая конструкция очень проста, точна, безопасна и производительна. Процесс идёт довольно быстро, так как нет необходимости следить за соблюдением углов заточки. А глубина и время врезания успешно контролируются оператором.
Автоматические заточные станки
Принципиальной разницы в конструкции автоматических и ручных станков почти нет. Добавлен узел автоматической протяжки, позволяющий свести участие человека в процессе к минимуму
Важно лишь правильно установить цепь и запустить станок. Немаловажной особенностью является возможность регулировки угла затачивания зуба, позволяющая точить цепи различных производителей
Признаки затупившейся цепи и последствия дальнейшей эксплуатации
Не следует путать сложность работы затупившейся бензопилой с трудностью распила древесины твердых пород или сильно пересушенного бревна. Во всех этих случаях снижается скорость проведения операции, но тупой инструмент имеет определенный характер поведения – признаки, по которым можно судить о необходимости заточки:
- бензопила не сразу вгрызается в ствол дерева, как бы шлифует, смещаясь от места контакта;
- во время распила мягких пород инструмент вяло входит в толщу древесины, приходится давить на шину;
- стружка из крупной с характерными продолговатыми частицами превращается в мелкую тирсу, которая очень редко осыпается;
- цепь быстро нагревается, слышен неприятный запах подгорающего масла для смазки направляющей шины.
Кроме этих тревожных сигналов, всегда после попадания цепью по металлическим гвоздям, проволоке или зарывании бензопилой в грунт можно быть на сто процентов уверенным в необходимости последующей заточки режущих кромок.
Что же может произойти с инструментом в дальнейшем, если проигнорировать проблему? Самое безобидное – бензопилой будет невозможно работать, в конце концов это надоест и вынудит все же обслужить агрегат. Но приверженцы поговорки «Сила есть ума не надо» могут прийти к следующему итогу:
- лишняя нагрузка на организм, ведь приходится, говоря откровенно, давить на инструмент, чтобы он пилил;
- перерасход топлива до 30%, который объясняется необходимостью прохождения большего цикла оборотов для достижения одного и того же результата;
- ускоренный износ шины и других частей бензопилы.
Кроме всех этих отрицательных последствий затупления пилы, велика вероятность заклинивания цепи в стволе и получения травмы оператором, выполняющим работу.






