
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
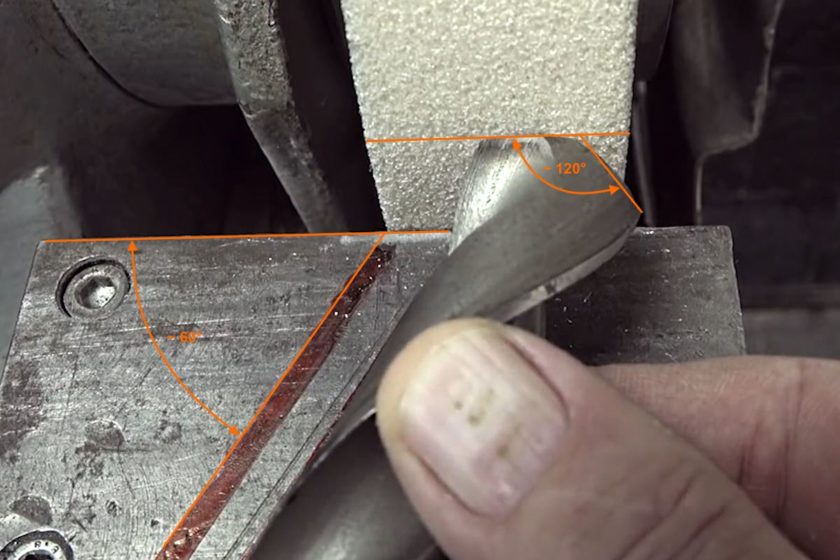
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
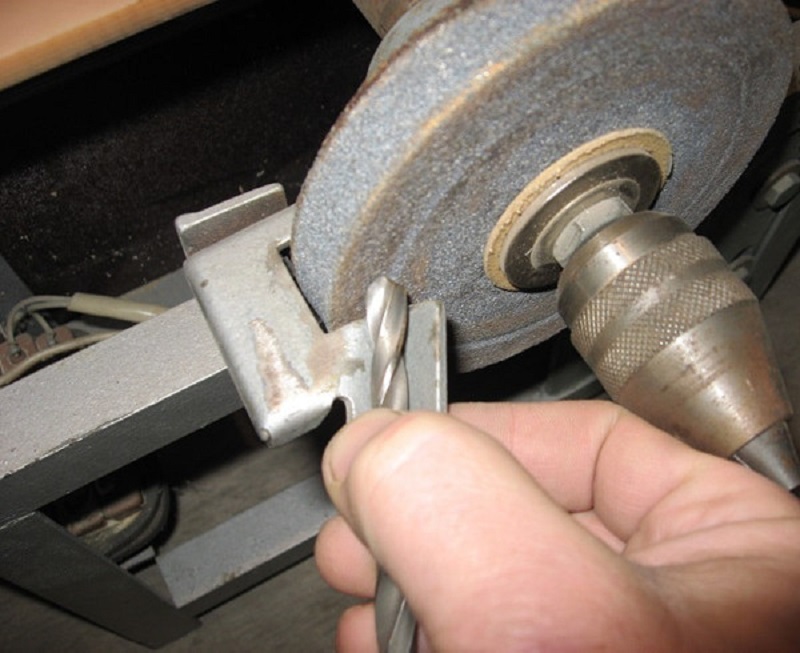
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
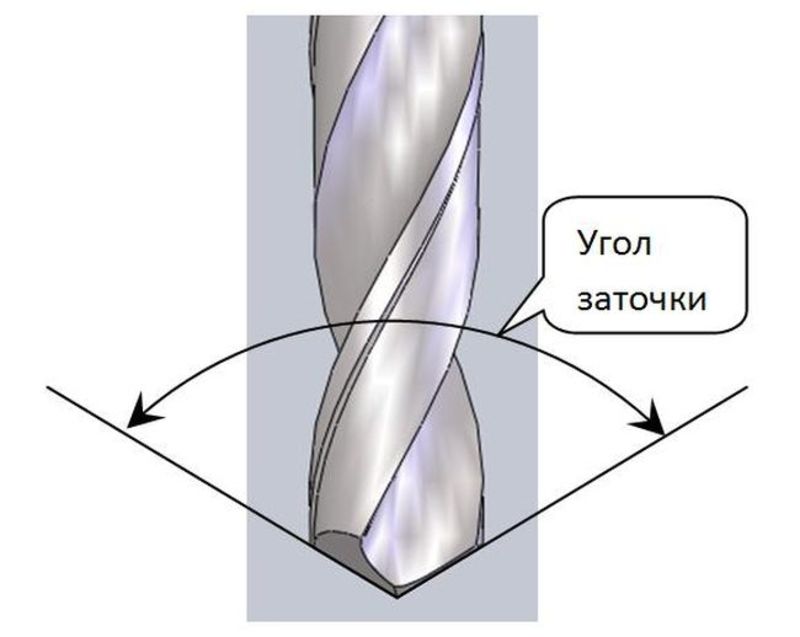
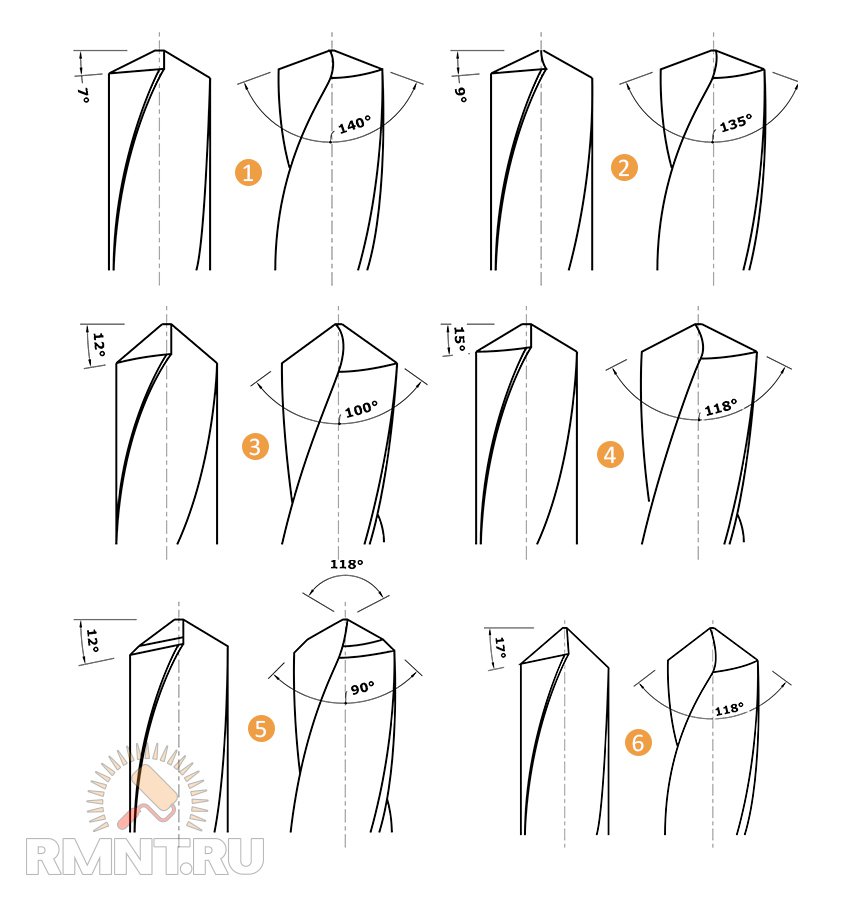
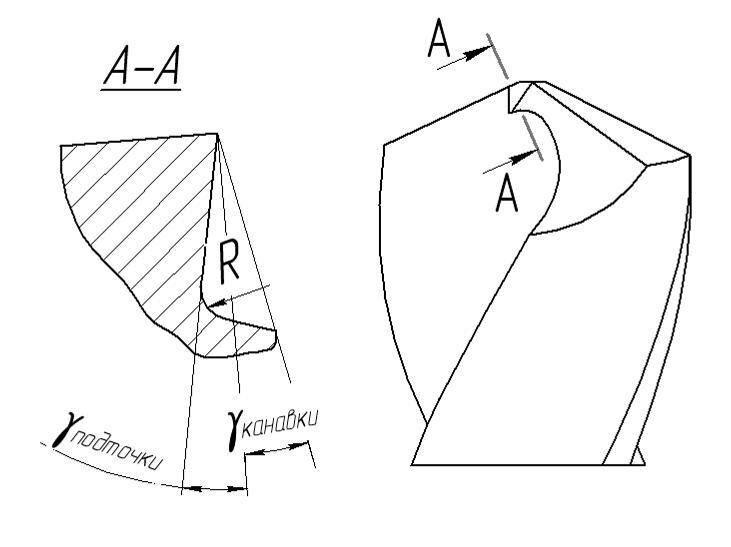
Угол заточки сверла по металлу
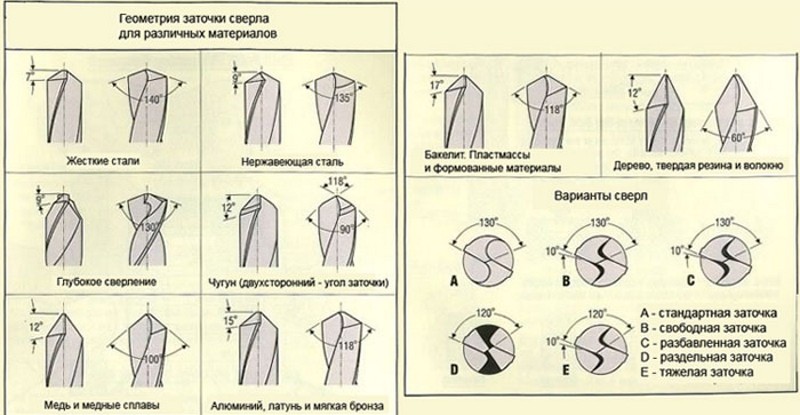
Например, для металлов твёрдого типа, приемлем угол заточки сверла приблизительно 120 градусов, для более мягкий металлов – 90.
Если работать придётся с мягкой бронзой, то угол при вершине будет равен 120—130 градусам; красная медь – 125; алюминий -140; пластмассы – 90-100; хрупкие материалы –140.
Угол заточки не может быть одинаковый для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристики материала (при этом учитывается его пластичность и состояние).
Так, чем мягче материал, тем больше угол наклона. Однако этот принцип применяется на производстве.





В домашних условиях, когда одно и тоже сверло применяется для многих материалов, угол наклона зависит от диаметра сверла и меняется от 19 — 28° для сверл, которые имеют диаметр от 0,25- 10 мм.
Это интересно: Ультразвуковая ванна своими руками для чистки форсунок — объясняем детально
Требования к оснастке
Из оснастки у нас только электрический точильный станок. Но то, что он есть, еще не означает, что на нем можно точить сверла. Нужно, чтобы точильный диск имел правильную форму – то есть, форму цилиндра с ровным, не скругленным краем. Выпуклый край со сточенными ребрами может дать неправильную заточку
Если диск сильно сточен, его лучше заменить на новый или поправить специальным эльборовым «карандашом», если он есть в хозяйстве. Очень хорошо, если диск сбалансирован, не дает биений и вибраций (вообще-то, это обязательная норма). В работе участвует только периферийная, поверхность диска, не его торцы.
Есть соблазн воспользоваться ровной боковой поверхностью диска. Но она после нескольких заточек потеряет форму и исправить камень после этого будет намного труднее.
Насколько сложной может быть заточка сверла
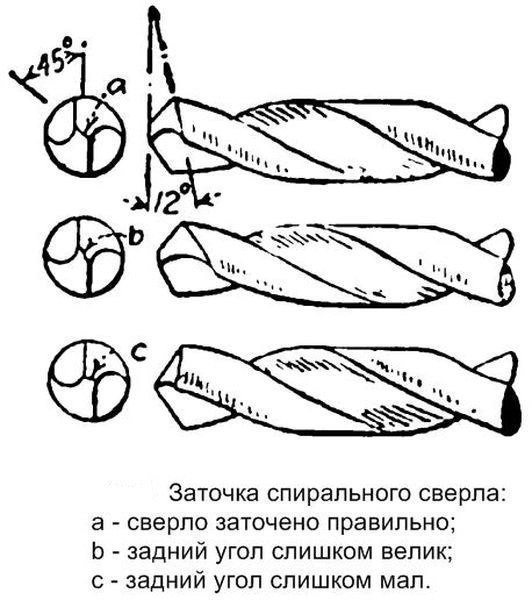
Совсем простой подобную работу назвать нельзя. Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
ФОТО: drive2.ruТакое сверло ещё может немного послужить при правильной заточке
Первое, что нужно знать – это под каким углом затачивать свёрла, предназначенные для того или иного материала. К примеру, для дерева угол расположения режущих кромок должен составлять примерно 118°, а для металла − уже 135°. Однако не стоит подходить к этому вопросу слишком буквально. Небольшие отклонения вполне допустимы. Для проверки правильности угла используют транспортир, угломер или даже пару обычных гаек. Но обо всём по порядку.
Покупные устройства для заточки сверл
Можно купить уже созданный специализированный станок, но его использование всегда обладает определенным спектром функций, то есть задачи всегда узко специализированные. Применение самодельного аппарата, в свою очередь, обладает достоинствами:
- экономичность – изготовить его можно из подручных материалов;
- приобретение опыта – вы лучше начнете понимать специфику работы каждого аппарата, если сами его сделаете;
- уникальные цели – если вы работаете с нестандартными формами, размерами, легче всего сделать собственное точило.
Но если вы хотите купить готовый станок, посмотрим, чем они различаются.
Основные виды заводских устройств
Они разделяются на два типа:
- со стандартным набором режимов по классическим размерам;
- с возможностью регулировать все параметры.
Последний намного функциональнее, но и стоит дороже. Он изготавливается в виде механизма на станину, статичен, выполняется из стали, поэтому не подвергается переносу. Второй – насадка на дрель, поэтому полностью регулируется этим строительным инструментом (количество оборотов создается вручную).
Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.
Рекомендуем Как правильно пилить лобзиком: 6 простых лайфхаков безупречного пила
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
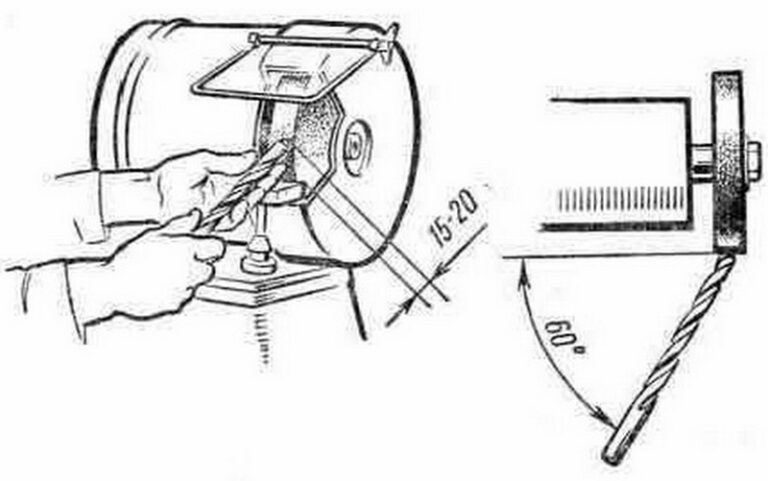
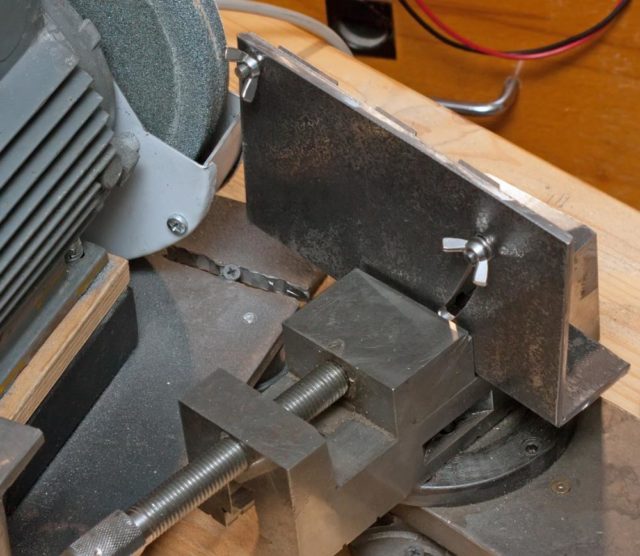
- Начертите прямую линию на подручнике под углом в 60 градусов по отношению к рабочей поверхности точильного круга. Линия должна быть нарисована напротив рабочей поверхности;
- Закрепите на платформе обрезок металлического уголка, который нужно выровнять по намеченной линии, как показано на фотографии. Т.е. уголок должен быть расположен под 60 градусов к рабочей поверхности. Чтобы зафиксировать этот уголок вы можете воспользоваться обычной струбциной. Если заточка сверел для вас частое занятие, то можно просверлить отверстие в платформе и зафиксировать уголок с помощью болтов с гайками;
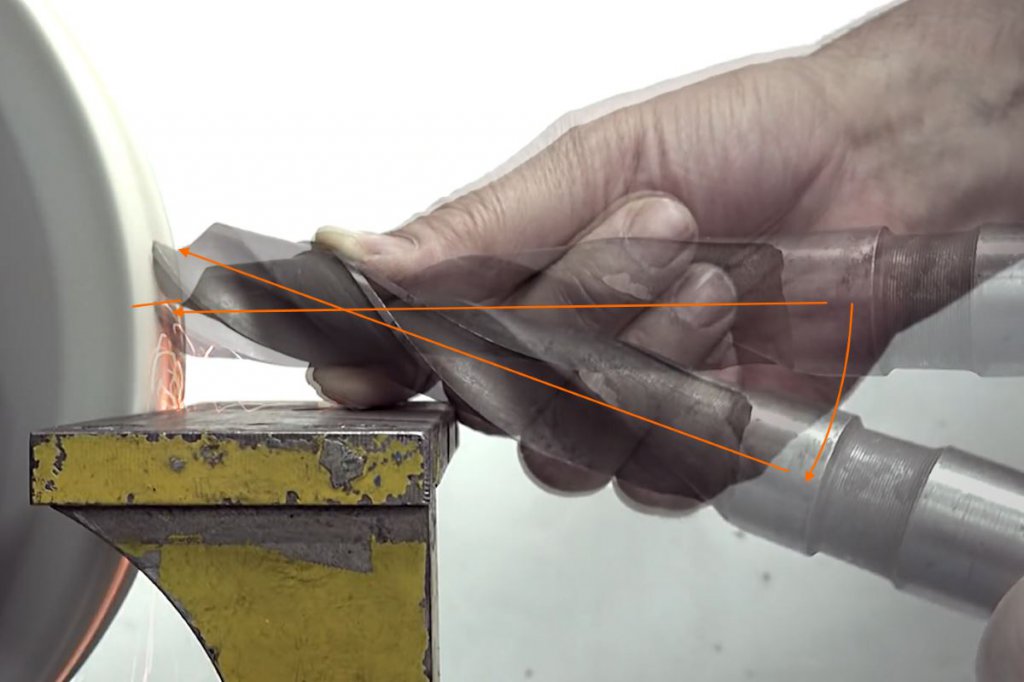
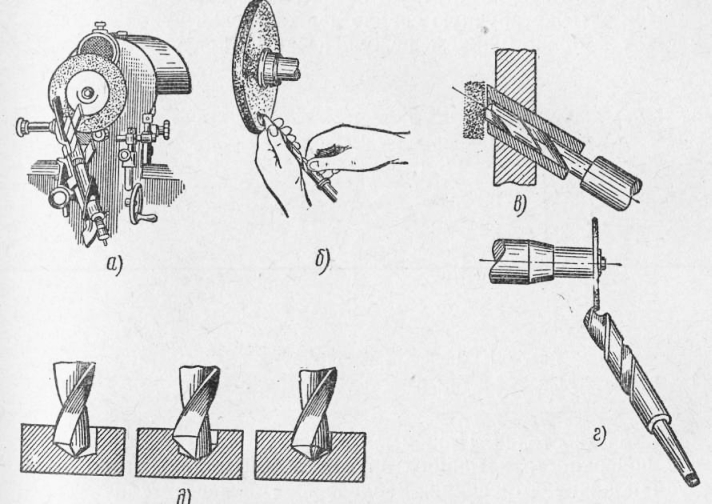
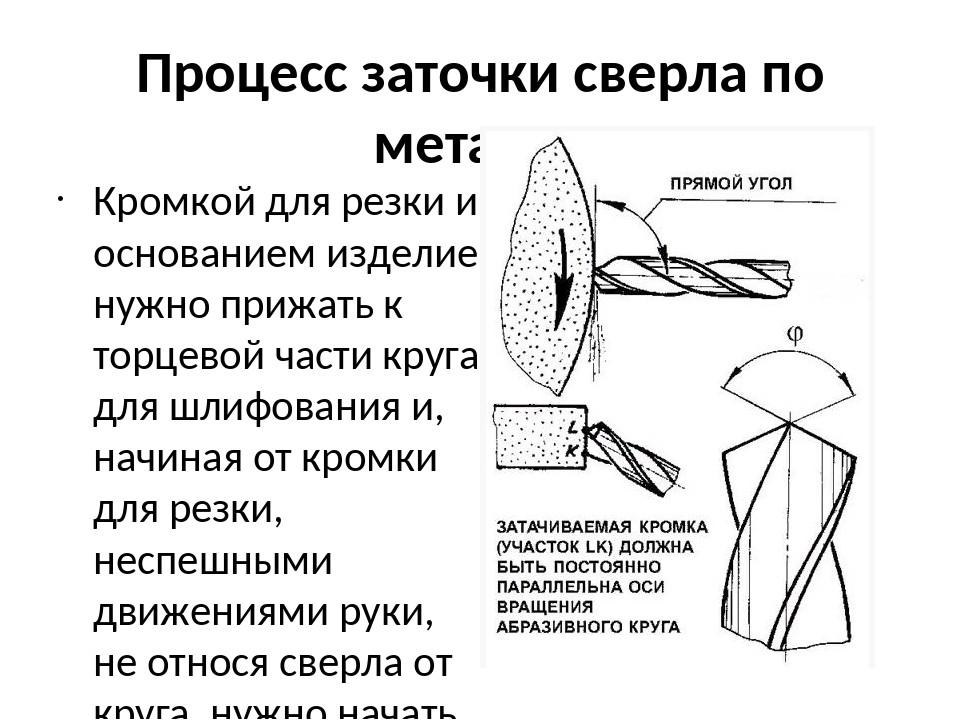
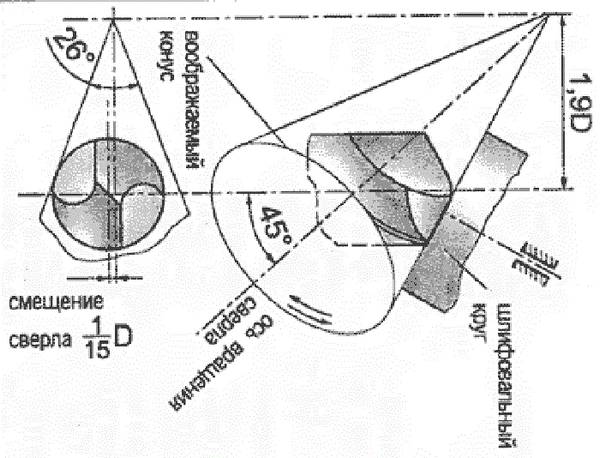
С помощью этого простого приспособления в виде уголка вы можете приложить своими руками сверло и таким образом обеспечить постоянный уклон в 60 градусов для заточки. Прежде, чем начать работу, вам нужно установить на станок крупноабразивный диск. Не забывайте о технике безопасности и обязательно наденьте защитные перчатки и очки. Затем включите станок и правильно возьмите в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь вам нужно приложить сверло боковой плоскостью к спинке уголка и подвести его к рабочей поверхности точильного круга. Правая рука остается неподвижной, а левая, которая держит сверло, должна слегка перемещаться в вертикальной плоскости, совершая покачивания. Таким образом проходит заточка от режущей кромки до конца задней поверхности.
По такому принципу совершите несколько простых покачивающих движений левой рукой снизу вверх. Сильного упора создавать нет необходимости, так как у вас просто вырвет сверло из рук. Когда вы заточите одну поверхность, то поверните сверло на 180 градусов и точно так же обработайте вторую поверхность. Когда вы закончите заточку сверла, то убедитесь в том, что угол при вершине равен 120 градусам, что оптимально для сверла по металлу. Так же убедитесь в том, что кромки и задние спинки сверла получились симметричными.
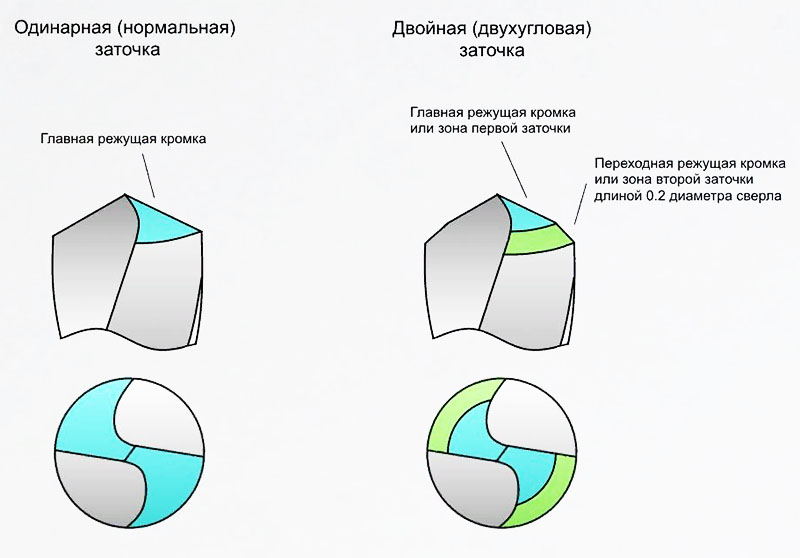
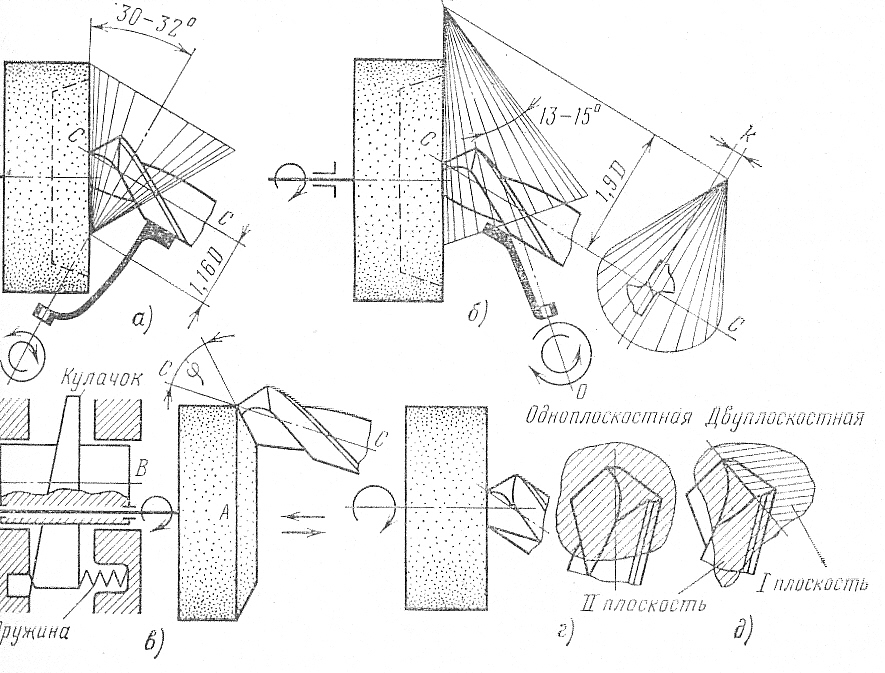
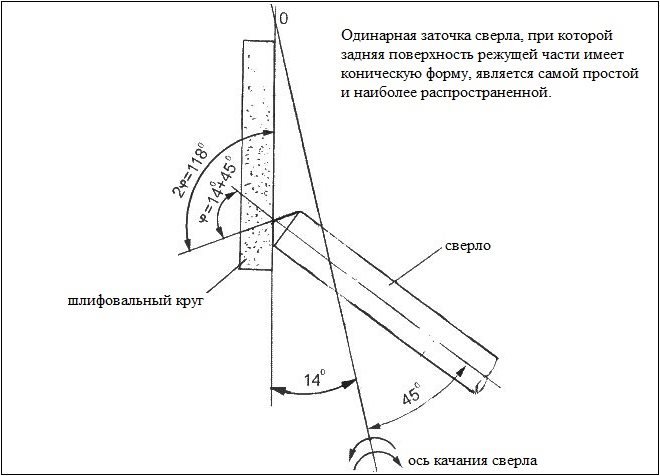
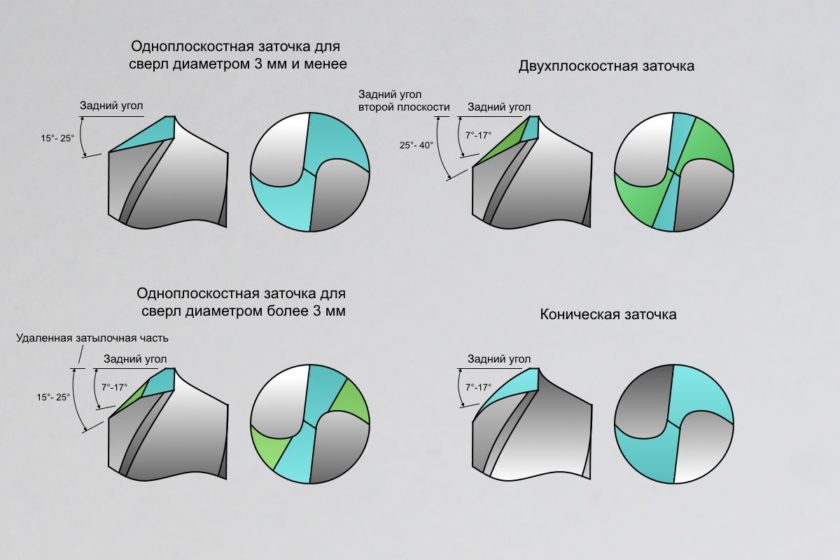
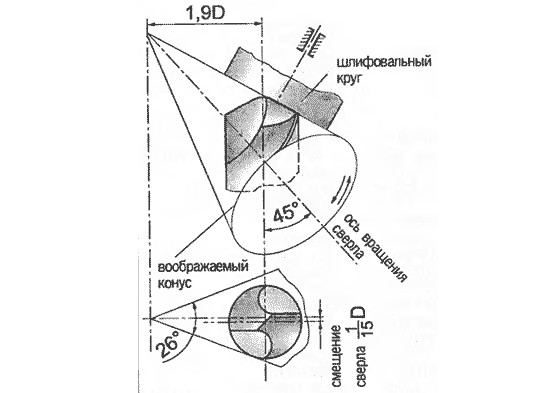
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Зависимость угла заточки от материала
Выше мы уже упоминали, что количество градусов меняется в ту или иную сторону, исходя из того, что за деталь обрабатывается. Чем она меньше, тем кромка длиннее, лучше теплоотвод, дольше срок службы. Чем больше, тем труднее центрировать инструмент на начальном этапе выполнения технологической операции.



Есть универсальная величина – 118 0 (с допуском в 2 0) и 7-12 0 соответственно. Ее выбирают тогда, когда никаких подробностей не указано. Если же известно, из чего выполнена заготовка, следует отдать предпочтение рекомендованным величинам, которые мы для наглядности свели в таблицу.
| Материал | Угол, 0 | |
| задний | при вершине | |
| мягкая древесина, пластмасса, волокнистые структуры | 12-15 | 60 |
| твердые породы дерева, упругая резина, бакелит, ковкий каучук | 90 | |
| нержавейка, сплавы коррозионных и жаропрочных сталей | 12-14 | 127 |
| инструментальная сталь | 7-15 | 118-150 |
| медь | 12-15 | 100-118 |
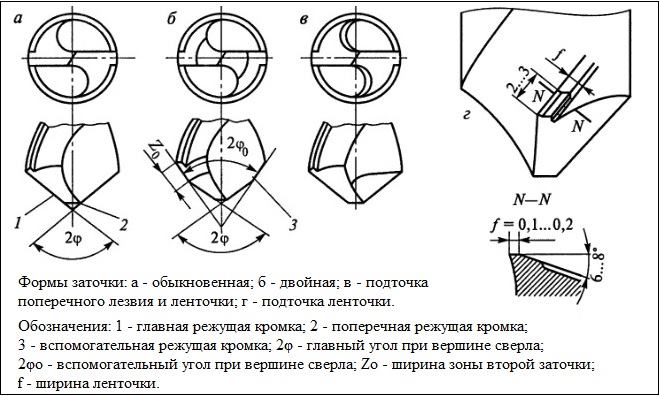
| твердая бронза, конструкционные стали, чугун (работая с литьем, из него следует выполнять двойную заточку, делая угол переходной кромки в 70-75 0) | 7-12 | 118 +/- 2 |
сплавы | ||
| титановые | 12 | 70-118 |
| магниевые | 135-140 | |
| алюминиевые | 12-17 | 90-140 |
| медные | 12-15 | 118-150 |
Точильный станок и его модификации
Итак, базовая часть оборудования – станок для заточки.
Один из самых простых вариантов – закрепленная на основании болгарка с подходящим шлифовальным кругом.

При помощи специального держателя электроинструмент закрепляется на столе или верстаке так, чтобы при вращении патрона не происходило смещения, а вибрация гасилась. С помощью такого устройства можно не только точить инструмент, но и шлифовать детали. В зависимости от того, как именно удобно работать, ось вращения направляется горизонтально или вертикально.
Следующий вариант – простейший заточной станок, например, советского еще производства ИЭ-9703 (так называемое точило).

Здесь есть место для установки только одно круга.
Более «продвинутый» вариант того же типа – обдирочно-заточной станок 3К634 и его аналоги. Для дома такое оборудование обычно не нужно, это промышленный вариант. В крайнем случае – для активно используемой мастерской.
Из более современных и компактных универсальных изделий хочется назвать такие:
- ELITECH CT600C. Практичный, можно точить все, что угодно – от сверл до цепей и топоров. Для работы с мелким инструментом есть увеличительное стекло, лампа. В наличии искрогаситель, достаточно мощный привод;
- ЗУБР ЗТШМ-150/686Л. По конструкции похож на предыдущий, но попроще – и подешевле;
- Энергомаш ТС-6010С. Очень удобная вещь, с отдельными блоками для заточки разного инструмента, с возможностью жесткой фиксации затачиваемого изделия для получения нужного угла заточки.
Специализированные станки для заточки сверл по металлу (и не только) имеют более узкий функционал. Они различаются по числу одновременно затачиваемого инструмента, его минимальному/максимальному диаметру и возможному углу заточки.
Например, станки OPTIgrind GQ-D13 и OPTIgrind DG 20 Vario отличаются и по углу, и по диаметру сверл, и по габаритам/мощности. Общее у них, пожалуй, только количество одновременно обрабатываемого изделия – одно за раз.
OPTIgrind GQ-D13 OPTIgrind DG 20 Vario
Удобны станки с заточным кругом и специальным держателем для сверла. Меняя положение держателя, можно регулировать угол заточки.К таким профессиональным станкам можно купить наборы цанг для заточки, дополнительные шаблоны и прочие полезные девайсы, заметно облегчающие работу.

Для домашнего использования профессиональные станки — это все же немного чересчур. Можно обойтись упрощенными станочками, предназначенными только для сверл и не огорчающих покупателей заоблачной ценой.

Кроме того, есть специальные насадки на дрель, позволяющие точить сверла сравнительно быстро и с хорошей точностью. Последний параметр, конечно, зависит от качества насадки. Увы, у таких насадок обычно фиксированный угол заточки – чаще всего стандартные 118 градусов.

Оба последних варианта работают по одному принципу – сверло вставляется рабочей частью вниз в соответствующее диаметру отверстие на насадке и прижимается. Включается аппарат, происходит заточка.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.

Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
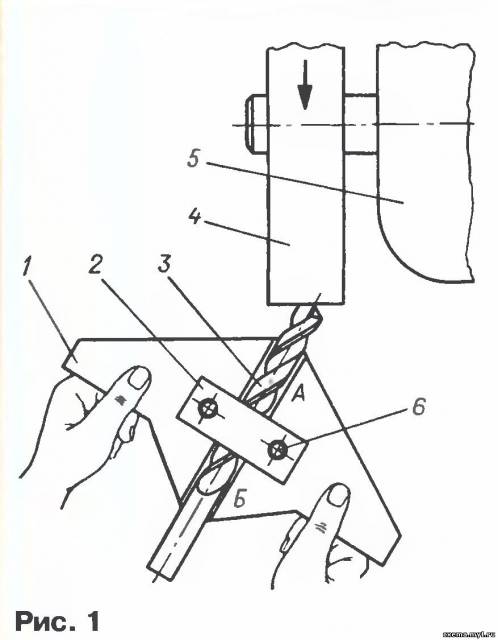
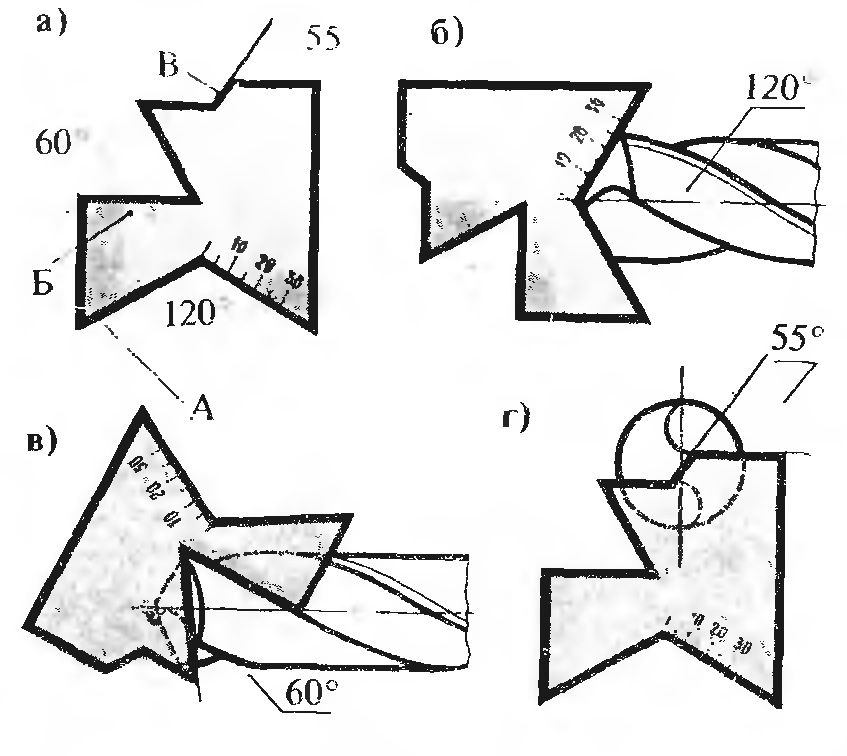
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.



Как сделать устройство для заточки?
Изготовить самодельную установку, сверяясь по самостоятельно разработанному или чужому чертежу, можно на основе гаечно-болтовых элементов, в качестве насадки на болгарку или дрель.
Из дверных петель
Процесс получения в домашних условиях вспомогательного инструмента для заточки свёрл, собранного из дверных петель, состоит в следующем. Разрежьте надвое одну из петель. Приварите стальной уголок к ней. Нарежьте резьбу под болт в просверленных отверстиях. Приварите к болту барашек для поворачивания упорной части. Зафиксируйте нижнюю часть петли рядом с ручкой болгарки. Верхнюю используйте для перемещения заготовки.
Данное приспособление позволяет подавать сверло по направлению вниз. Задняя грань делается плоской, что приведёт к перегреву сверла. Сориентировать сверло легко, но качество подтачивания затупленной кромки сомнительное.Достоинством такого приспособления является возможность улучшить его конструкцию.
О том, как сделать устройство для заточки сверла из дверной петли, вы можете узнать из видео ниже.
Из гайки
Чтобы сделать насадку для заточки сверла на основе гайки, мастеру нужен лишь минимальный набор расходных материалов.
- Отберите две разные по размеру гайки. На меньшей пропилите 9-миллиметровые разрезы с граней, чьи рёбра располагаются друг по отношению к другу под углом в 120 градусов.
- При помощи сварочного аппарата приварите вторую гайку к первой таким образом, чтобы образовались треугольно расположенные отверстия.
- Вкрутите в меньшую гайку болт, одинаковый по диаметру винтовой канавки с меньшей гайкой. Данный болт зажмёт обрабатываемое сверло.
- Проденьте заготовку в такой держатель. Она жёстко зафиксируется при помощи зажима.
Приспособление на основе гаек для заточки свёрл готово. Оно не даст сточить больше, чем вы хотите. Сверло после затачивания обретёт требуемую остроту и вновь станет работать штатно, как и до затупления. Гайки не дают выставленному углу отклониться от своего изначального значения. Недостаток – сплав, из которого изготовлена гайка, при соприкосновении со шлифовальным кругом частично сточится, так как гайки и болты изготавливают из низкоуглеродистой стали.
Из болгарки
Инструмент для заточки, приобретаемый в магазине, в основном изготовлен из пластиковых комплектующих. У них присутствуют стандартные технологические отверстия и зазоры. Собственноручно изготовленное приспособление – из металла, а не пластиковое. Оно прослужит не месяцы, а едва ли не всю жизнь мастера. Рекомендации заключаются в следующем:
- если применяется болгарка или дрель в качестве привода – затачивающий круг (вращающуюся наждачку) соединяют посредством кольца;
- наждачный конус изготавливается при помощи токарного станка;
- основа с отверстиями под свёрла разных диаметров выполняется из металлического бруска, но можно использовать и деревянный.
Перед изготовлением приспособы полезно ознакомиться, из каких деталей собран промышленный его аналог. Приспособление для болгарки является более лёгким вариантом – заточка и шлифовка болгарочным приводом происходит в штатных, естественных условиях. Закрепить сверло под требуемым углом легко.
Прикрепите к корпусу болгарки стальной уголок, служащий направляющей для инструмента. Отрегулировать угол подачи (наклона) можно вручную. Недостаток – неравномерное стачивающее воздействие на шлифовально-отрезной диск. Подтачивая свёрла в одном и том же положении, пользователь рискует срывом диска на полном ходу из-за постоянной проточки абразивного материала, из которого сделан отрезной круг. Трудоёмкость изготовления данного варианта значительно выше, чем у предыдущего.
Инструкция для работы на заточном станке
Для начала желательно вспомнить правила безопасности:
нельзя работать без перчаток или без подручника;
глаза нужно защищать очками или маской;
при работе до абразивного круга дотрагиваться запрещено;
после выключения нельзя трогать круг, пока он полностью не остановится.
Теперь можно перейти непосредственно к тому, как заточить сверло по металлу
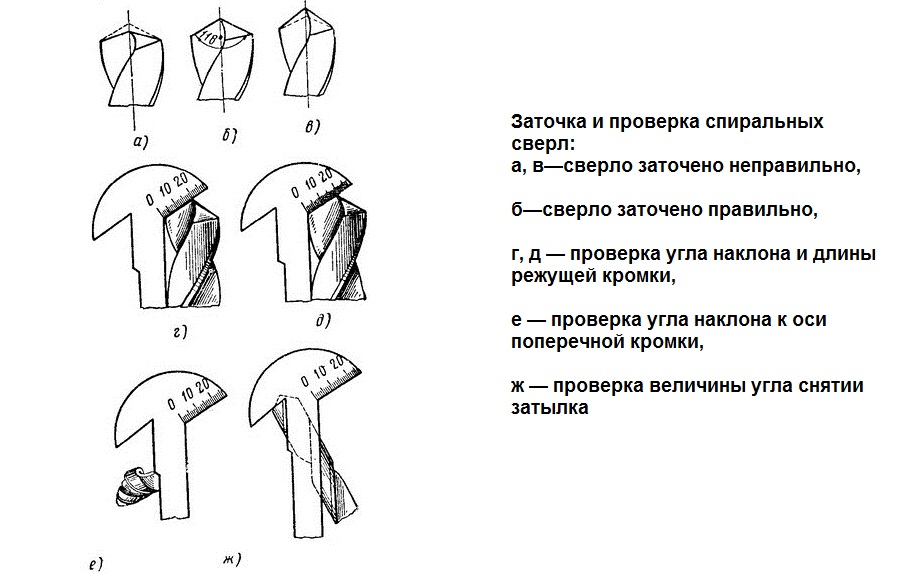
Важное правило при этой процедуре – задние поверхности нужно делать ровными и с идентичным углом. Чтобы при обработке стало легче контролировать требуемый градус, можно прямо на подручнике станка с абразивным кругом нанести фломастером линию, над которым потом следует подгонять угол при удержании сверла
Внимание! Сверло кладут справа от проведённой линии, чтобы инструмент не перекрывал обзор, была видна черта. Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику
Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии







Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику. Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии.
Для правильной обработки сверла достаточно удерживать его горизонтально. Движения в вертикальной плоскости допускаются лишь с опусканием хвостовика ниже рабочей части. Иначе станут стачиваться режущие кромки и перемычка. Если посмотреть в горизонтальной проекции, то становится видно, что абразивный круг самостоятельно задаёт правильную форму.
Важно! Сверло ставят так, чтобы режущая кромка находилась строго горизонтально. Данное расположение должно соблюдаться при всех манипуляциях
При работе нужно использовать мелкозернистый диск из карбида кремния. При заточке надо приставлять сверло к вращающемуся кругу и плавно опускать хвостовик. После этого следует повернуть инструмент на 180о и обтачивать противоположную поверхность. При этом необходимо соблюдать не только положение сверла, но также силу нажима.
Обрабатывать сверло нужно недолгими, короткими движениями, так не будет излишнего перегрева и металл «не отпустит». Иначе режущая кромка снизит твёрдость и слишком скоро износится. Чтобы этого не произошло, следует после каждой короткой обработки охлаждать сверло в солёной воде.
Необходимо обрабатывать сверло до той степени, пока на нём не исчезнет последний дефект. Например, когда на задней поверхности или режущей кромке имеются выщерблины, следует снимать металл до тех пор, когда плоскость станет идеально ровной.
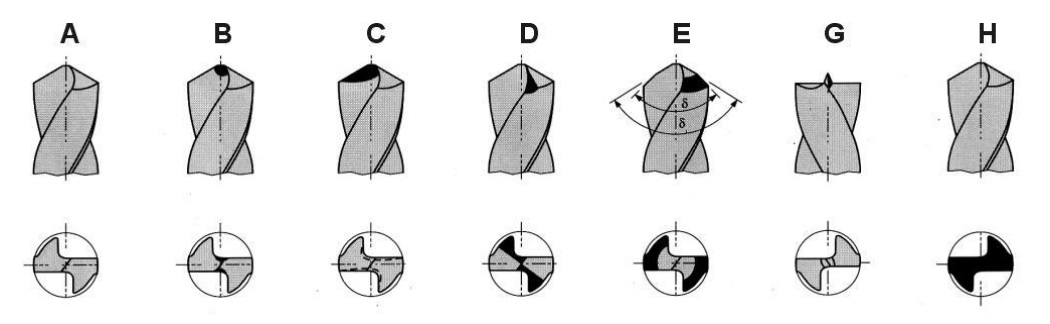
Как происходит процесс затупления сверла
Скорость резания металла при сверлении максимальна на периферии сверла. Это означает, что здесь происходит самое большое нагревание режущих кромок, a отвести эффективно тепло из этой области довольно затруднительно. Именно из-за этого процесс затупления, начинаясь c уголка, постепенно охватывает всю режущую кромку.
Следующий этап – истирание задней грани. От режущей кромки на эту часть сверла распространяются штрихи, которые сливаясь, образуют слитную полосу вдоль режущей кромки. Потом эта полоса став сплошной расширяется, становясь более обширной на периферии, к центру сверла сужающаяся. Происходит сминание режущей кромки – инструмент становится тупым.
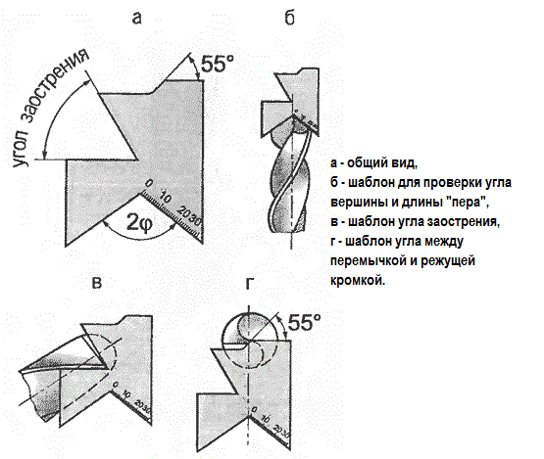
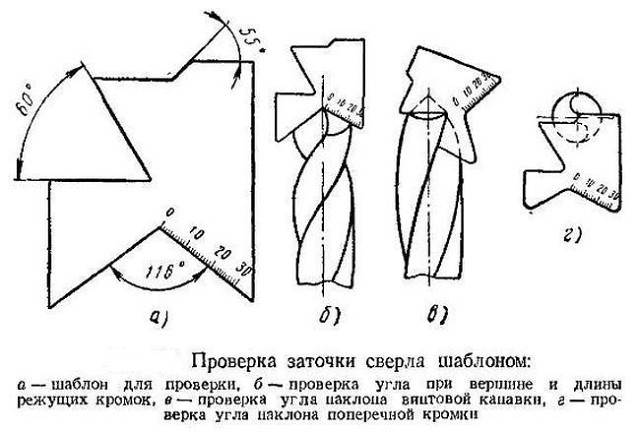
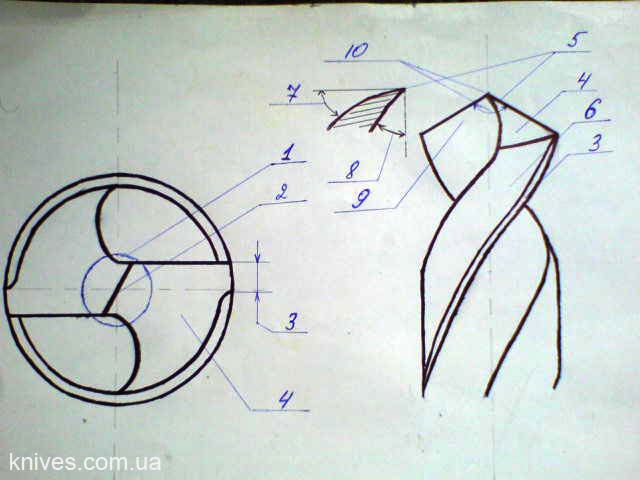
Для того, чтобы упростить контролирование корректности выполнения геометрии сверла используют предельно простые шаблоны. Как изготовить наиболее простой будет описано ниже. C помощью такого шаблона, включая случаи выполнения затачивания сверл не прибегая к помощи каких-либо приспособлений, легко и просто проконтролировать, где необходимо снять еще металл c сверла. Как шутят мастера, применяя подобный шаблон, всегда получится то, что должно получится, просто потому, что не получиться не может, даже если будет нужно для этого сточить половину сверла.
Выбор конусного сверла
Умение читать маркировку — ключевой навык для всех мастеров и конические свёрла здесь не являются исключением. Маркировка указывает на диаметры отверстий, которые способна сделать насадка, шаг ступеней и длину изделия. Также она даёт информацию о металле, из которого сделано приспособление. Например, маркировку Ø4−12/2 HRC 61±2 следует расшифровывать следующим образом:
- Ø4 — начальный диаметр;
- Ø12 — конечный диаметр;
- 2 — шаг диаметров ступенчатого сверла (при заданных параметрах возможно выполнение отверстий Ø4, Ø6, Ø8, Ø10, Ø12);
- HRC — марка стали (в примере это высококачественная быстрорежущая сталь);
- 61±2 — твёрдость по Роквеллу.
Обращают внимание на длину отдельных ступеней и/или полную длину рабочей поверхности. Немаловажную роль играет тип хвостовика — от него зависит совместимость резца со сверлильным оборудованием
Хвостовики бывают цилиндрическими, коническими либо шестигранными.
Конусные свёрла изготавливаются из более сорока различных марок стали. Рядовому потребителю необязательно разбираться во всех различиях между ними, прощезапомнить аббревиатуру HSS. Её присутствие означает, что сверло разрешается применять в высокоскоростной обработке, а при интенсивном нагреве оно не будет деформироваться или терять прочностных характеристик.
Определившись с геометрическими параметрами и материалом насадки, смотрят на её цвет. И дело здесь не в эстетике, поскольку по цвету определяют, какую дополнительную обработку изделие прошло на заводе:
- Поверхность ярко-золотистого цвета говорит о присутствии абразивного напыления, как правило, это нитрид титана (TiN, AlTiN). Напыление значительно продлевает срок службы сверла (на 25 и 50 процентов соответственно), но за повышенную износостойкость придётся заплатить.
- Золотистый цвет означает, что металл избавлен от внутренних напряжений.
- Чёрный инструмент проходит обработку паром, его прочность увеличена.
- Серо-стальные резцы не подвергают дополнительной обработке, при прочих равных условиях его срок службы и эксплуатационные характеристики уступают первым трём типам.





