
Гидравлические и механические желобонакатчики
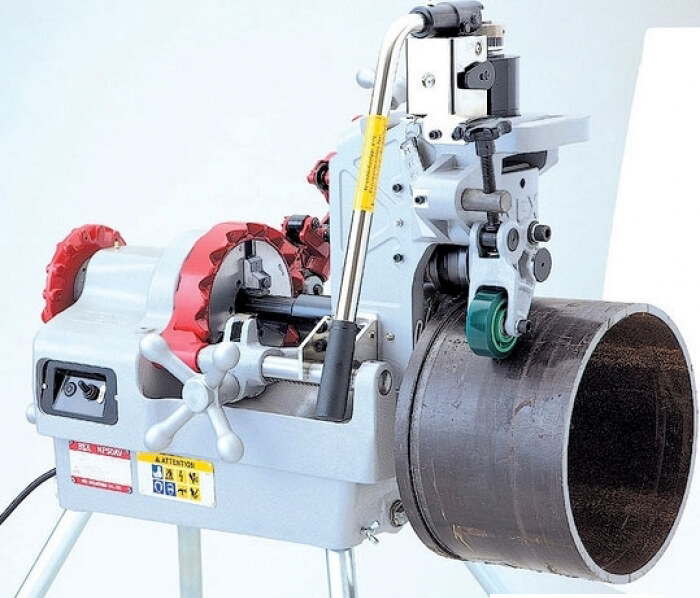
При дальнейшем увеличении диаметра обрабатываемых труб, а также с использованием заготовок из высокопрочной нержавеющей стали управлять вручную процессом формирования жёлоба становится затруднительным. Поэтому применение получают приспособления, оснащённые гидроприводом. Они бесшумны и позволяют работать автономно, используя масло высокого давления, находящееся в гидроцилиндре.
Механизированные устройства (например, от фирмы Kern) конструктивно выполнены в виде отдельного узла резьбонакатных полуавтоматов. Работают они так. Исходная заготовка закрепляется в суппорте станка. Подвижная инструментальная головка с накатным роликом устанавливается напротив осевой линии будущего жёлоба, после чего включается механизм винтовой подачи ролика. Одновременно вращается также и трубчатая заготовка. Избыток металла выдавливается в боковую канавку на инструментальной головке или – для высокопластичных металлов – перераспределяется вдоль оси трубы.
Механическое формообразование жёлобов рациональнее использовать в ремонтных мастерских или на сборочных участках соответствующих производств. Преимущества технологии – высокая производительность, возможность автоматизации процесса накатки, практически неограниченный класс используемых материалов.









Обслуживание
Следующие процедуры проверки для ручного желобонакатчика RIDGID Roll Groover 915 следует выполнять ежедневно:
- Контроль состояния рабочей поверхности накатного ролика, на которой не должно быть трещин.
- Смазку ролика, что снижает трение.
- Использование только сертифицированного инструмента (RIDGID рекомендует применять ролики от Ridge Tool Company). Ролики различают по маркам материалов, для которых их необходимо применять.
- Очистку боковых канавок желобонакатчика от мелкой стружки и заусенцев.
При ручном накатывании во время обработки труба не должна проскальзывать. Для длинных труб рекомендуется зажим при помощи тисков, а также использование люнетов. Устройство должно находиться на ровной, устойчивой поверхности.









Молоток Кашкарова. Методика проведения испытания
Цепной бензорез. Режем камень и бетон!
Описание и назначение
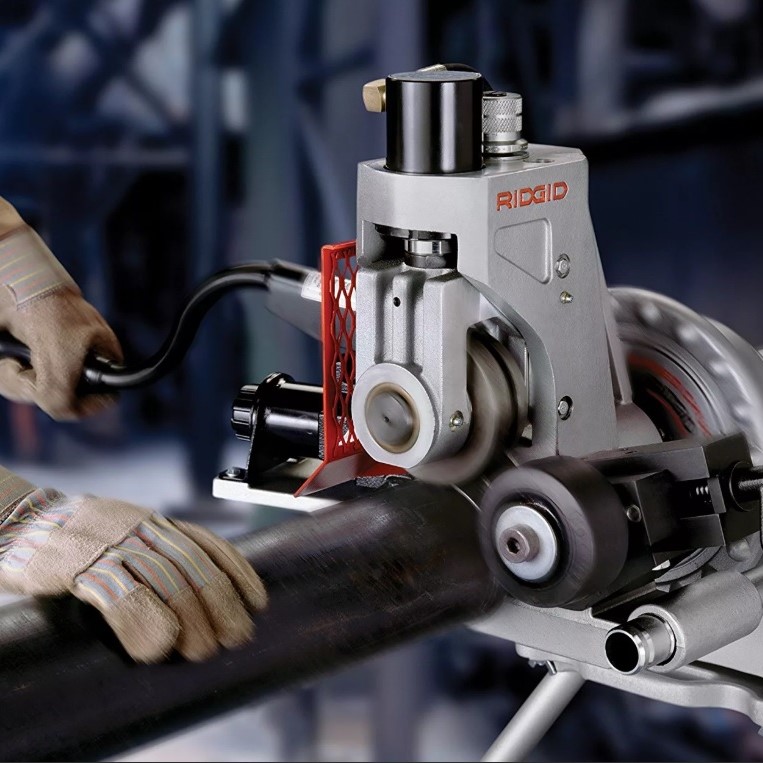
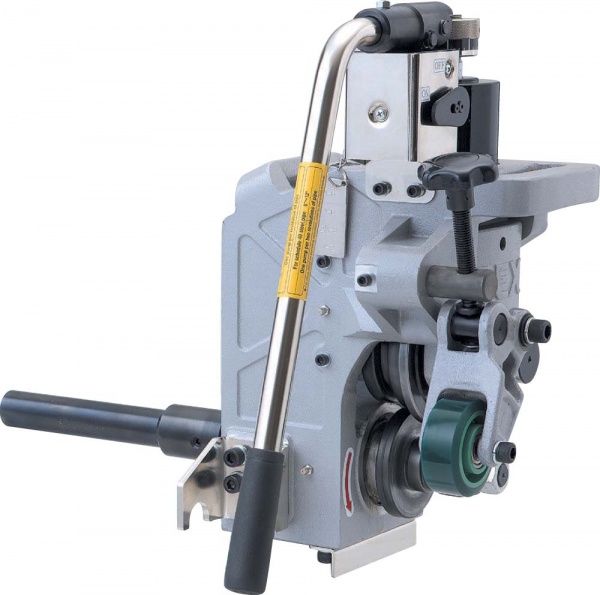
Одним из наиболее авторитетных мировых производителей желобонакатчиков считается немецкая фирма RIDGID. Для ручного формирования стандартных канавок на стальных или медных трубах предназначено ручное устройство 915 Roll Groover. Его эксплуатационные возможности представлены далее:
- Предельный наружный диаметр алюминиевой трубы – 4…12 дюймов.
- Предельный наружный диаметр медной трубы – 2…8 дюймов.
- Предельный наружный диаметр стальной трубы – 2…6 дюймов.
- Глубина жёлоба (регулируемая) – 1…2 дюйма.
- Месторасположение канавок – внешнее или внутреннее.
- Тип изменения параметров жёлоба – винтовой механизм.
- Масса – 23 кг.

Принцип действия желобонакатчика заключается в следующем. Подготовленная и отрезанная «в размер» труба (для чего можно использовать, например, обычный труборез для стальных труб) зажимается по одному из торцов и выставляется таким образом, чтобы ось накатки была перпендикулярна торцу. Накатной инструмент представляет закреплённый на оси ролик. С противоположной стороны головки предусмотрен поворотный рычаг переменной длины. Вращая его, производят постепенное заглубление деформирующего ролика в металл, с выдавливанием канавки полукруглого сечения. Скорость вращения и шаг подачи определяют экспериментально, в зависимости от предела пластичности материала трубы и её диаметра. По достижении требуемой глубины желобка подачу приостанавливают, и выполняют 2…3 калибрующих проворота ролика в жёлобе. Это необходимо, чтобы улучшить конечную шероховатость готового профиля.


























