
2 Схемы и конструктивное устройство
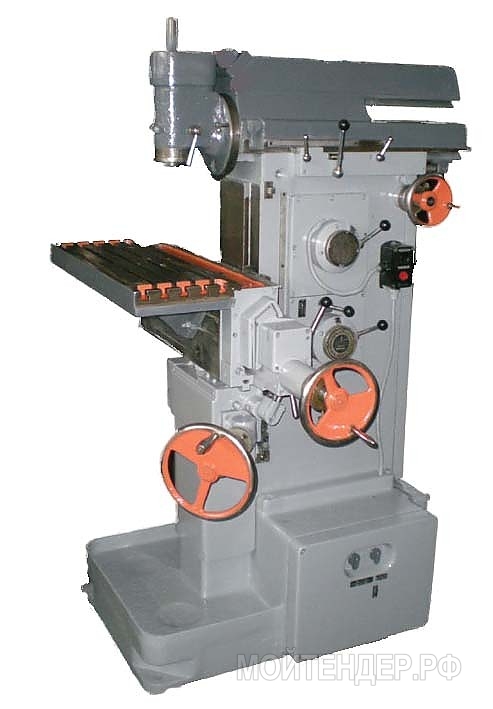
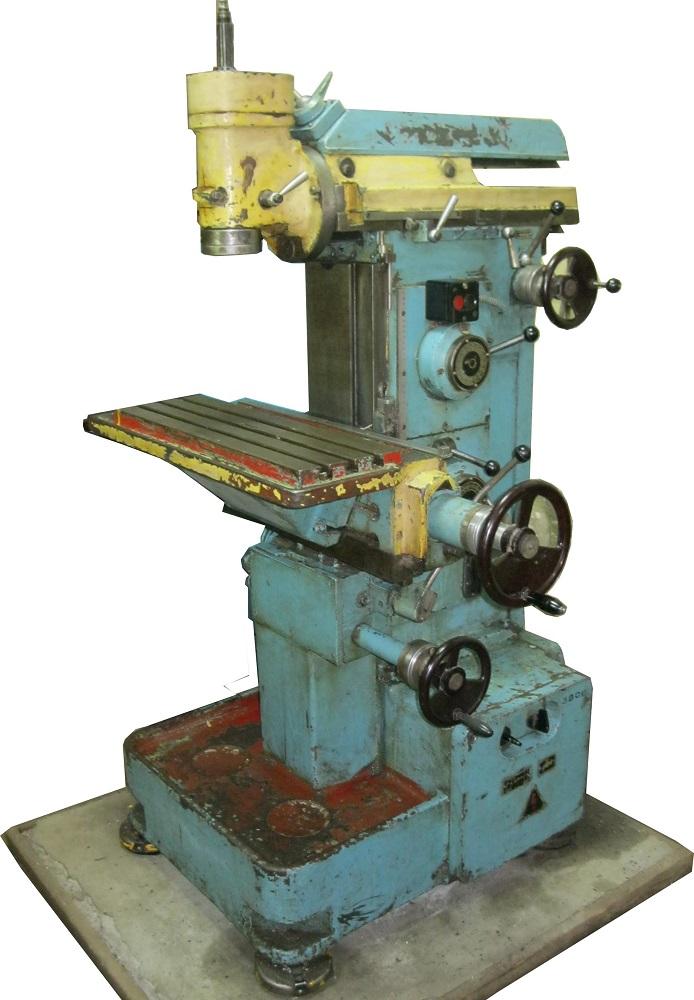
Станина широкоуниверсального фрезера СФ-676 выполнена из чугуна, она выступает несущим основанием на котором закреплены основные конструктивные узлы станка. С левой части станины смонтирована коробка подачи и блок скоростей. По ее верхней части перемещается бабка, на которой установлен горизонтальный шпиндель. На этой же бабке по мере необходимости можно крепить вертикальный шпиндель (к передней торцевой части).
Суппорт фрезера установлен на вертикальные направляющие, стол — на горизонтальные. СФ-676 оснащен двумя рабочими столами, основным из которых является горизонтальный, на нем крепятся обрабатываемые детали размером до 80 см под длине и 25 см по ширине.
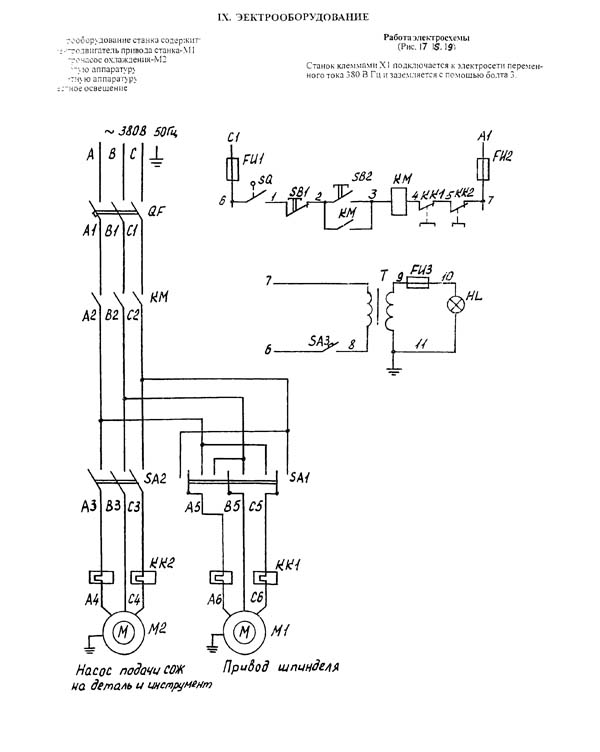
Схема электрооснастки СФ-676
Электропривод станка расположен в нижней части станины, на опорной плите, внутри которой находится резервуар для охлаждающей жидкости. Вся электрооснастка агрегата находится под верхней крышкой станины, что обеспечивает свободный доступ к аппаратуре по мере необходимости.
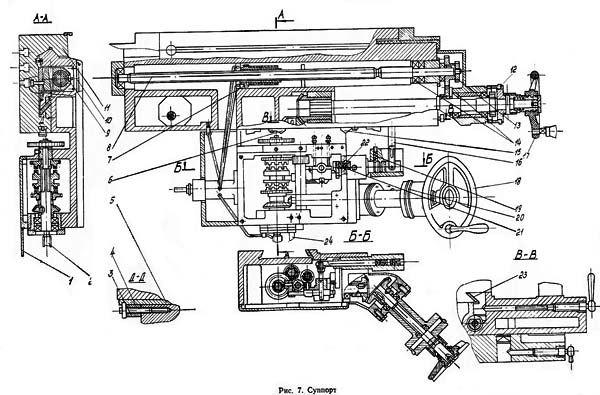
Основными функциональными элементами конструкции фрезера СФ-676 являются суппорт и шпиндельная бабка:
- суппорт удерживает и перемещает в продольно-поперечной плоскости рабочий стол станка, он приводится в действие ходовым валом, которые передает крутящий момент поступающий от двигателя к коробке подач;
- шпиндельная бабка соединена с коробкой подач посредством барабанной шестерни, сам шпиндель установлен на шариковых и радиальных подшипниках, возможность точного перемещения шпинделя обеспечивается индикатородержателем.
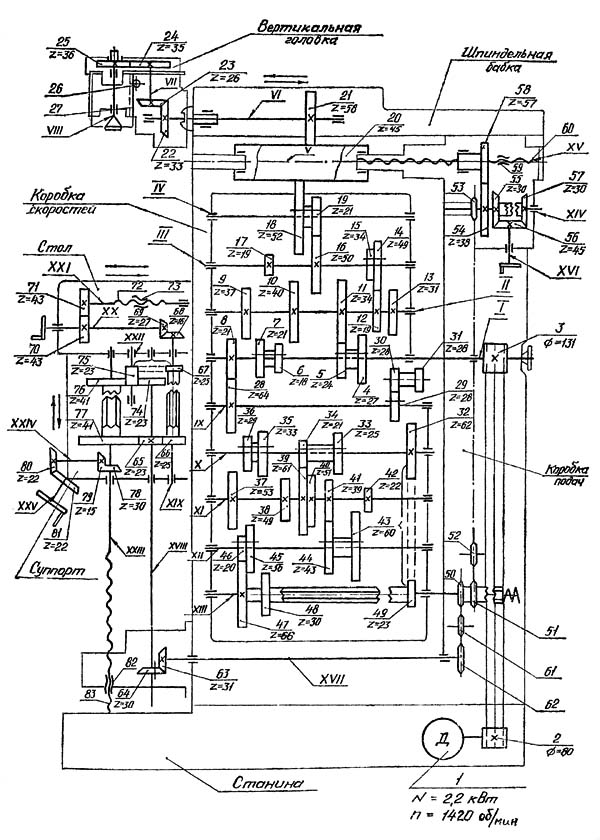
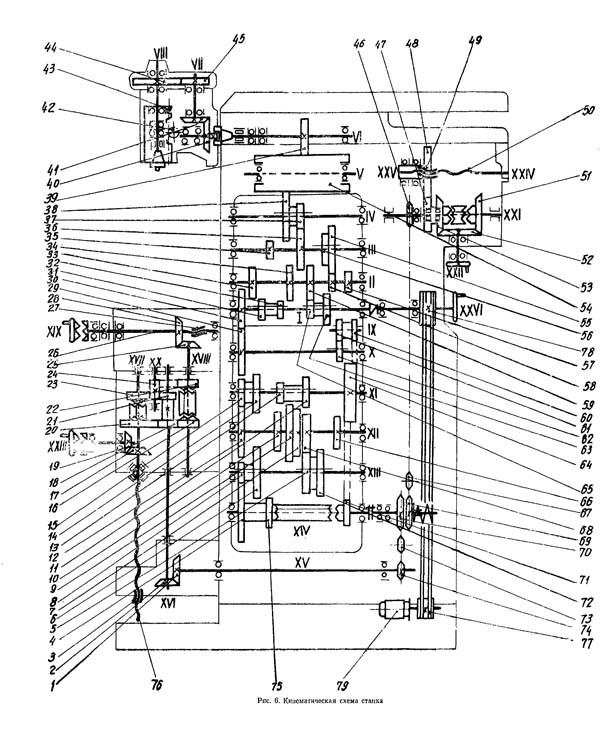
Кинематическая схема СФ-676
За освещение рабочего места отвечают 5 встроенных LED-светодиодов. Также СФ-676 в современном исполнении имеет блок цифровой индикации, на котором отображаются параметры текущего режима работы станка.
2.1 Рекомендации по техобслуживанию станка
Широкоуниверсальный станок СФ-676 является надежным и выносливым оборудованием, способным работать в сложных условиях эксплуатации при соблюдении норм технического обслуживания. Техобслуживание необходимо выполнять регулярно, в строго установленном временном интервале:
- каждые 10 часов работы жидким машинным маслом смазываются направляющие и ходовые винты;
- каждые 40 часов машинной смазкой покрываются линейные подшипники, подойдет Литол и его аналоги;
- каждые 400 часов производится осмотр и регулировка ремней в коробке подач, при обнаружении износа либо повреждений ремни подлежат замене;
- каждые 400 часов осматриваются и подтягиваются винтовые узлы.

Также регулярному осмотру должны подвергаться все подвижные части фрезера. Перед первым запуском станка в работу после техобслуживания необходимо выполнить следующие пункты:
- Проверить наличие и надежность крепления защитных кожухов и крышек.
- Убрать ремонтные инструменты с рабочей зоны, очистить стол от смазочных материалов и жидкостей.
- Запустить станок и убедиться в его работоспособности на холостом ходу.
Проверка работоспособности начинается с прогонки станка на минимальной скорости вращения шпинделя, после чего скорость увеличивается вплоть до максимальной. В режиме основной рабочей скорости агрегат должен работать в течении 2-ух часов, по истечению которых шпиндельные опоры не должны нагреваться на температуру более 50 градусов.
После прогонки на холостом ходу выполняется проверка станка под нагрузкой. Агрегат должен поработать на максимальной силе резания и в режиме 25% перегрузки (кратковременно). СФ-767, находящийся в хорошем техническом состоянии, даже при перегрузке в указанных пределах не производит вибрации, влияющие на точность фрезерной обработки. Проверка станка должна проводится при температуре окружающей среды +20 градусов, рекомендуемая влажность воздуха 65%.
Фрезерный станок 676

По техническим характеристикам станок во многом похож на 675. Он имеет широкий диапазон скоростей шпинделя. Как и в предыдущей модели, есть возможность использовать цилиндрические, дисковые, шпоночные, концевые и другие фрезы.
Функция анализа в реальном времени также впечатляет. Выберите триосные данные и одновременно проверьте все три оси. Обмен информацией и результатами вибрации никогда не был таким простым. Технология репликации базы данных позволяет синхронизировать две или более базы данных в любой точке мира через Интернет. Данные также могут использоваться совместно с заводами с использованием переносных или онлайн-систем для обеспечения централизованного мониторинга.
Это гарантирует, что ваши инвестиции будут длиться целую жизнь. Все видеоконтроллеры предназначены для легкой досягаемости и бесперебойной работы по всему корпусу. Этот рычаг легко управляется большим пальцем, используя небольшое движение вперед. Все кнопки сделаны из высококачественной нержавеющей стали марки 304 и работают плавно для естественного ощущения и интуитивно понятной работы.
Различаются размеры поверхности рабочего стола, он крупнее и составляет 800 х 250 мм. Шпиндельная бабка способна проходить большее расстояние, чем у предыдущей модели, — 300 мм. Вместе две эти особенности конструкции позволяют обрабатывать более крупные детали.
Масса станка тоже больше, он весит 1100 кг. А вот мощность электродвигателя такая же — 3 кВт.





Эта схема, с простым добавлением клапана и набора насосов, предложит возможность контролировать вакуумное давление внутри корпуса. Цепь обнаружения влажности находится на постоянной защите, готова сообщить вам, посредством звукового и визуального сигнала, любой инфильтрации, независимо от того, как это будет минутно.
На дизайн сильно повлияли тесное взаимодействие и прослушивание вклада профессиональных создателей изображений со всего мира
Результатом является беспрецедентное внимание к деталям и профессионально разработанным решениям. Этот высококачественный и покрытый оптический искатель дает яркий и полный обзор искателя
Легкие и литые из одного куска, они никогда не выходят из слюны или разъедают.
Возможности модели позволяют использовать станок как в небольшом, индивидуальном производстве, так и на крупных предприятиях.
Узнать подробные технические характеристики, подобрать нужную модель и купить универсальный фрезерный станок можно в .
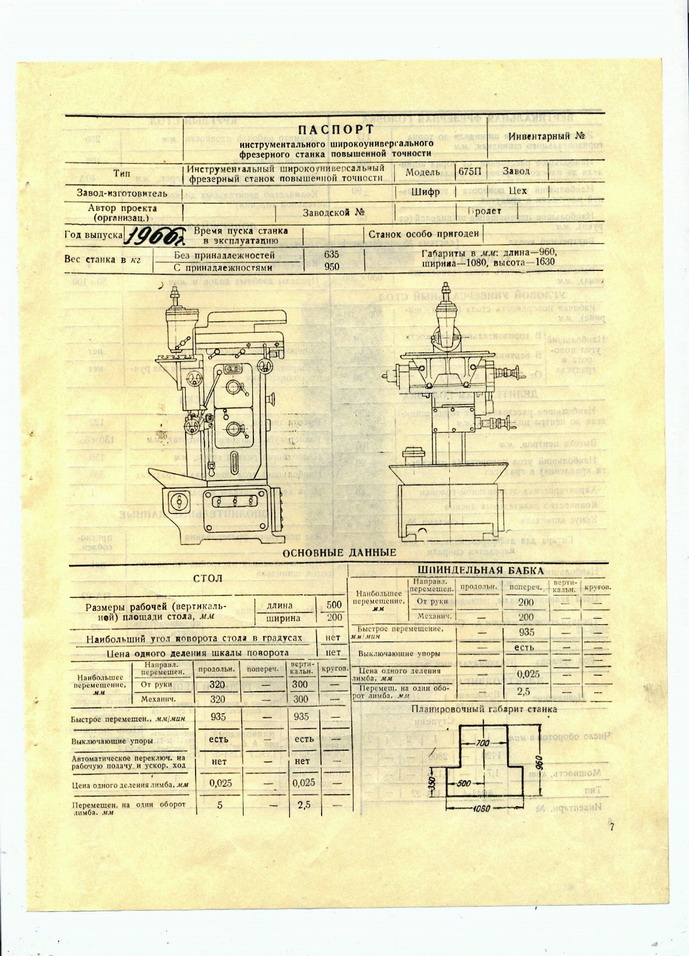
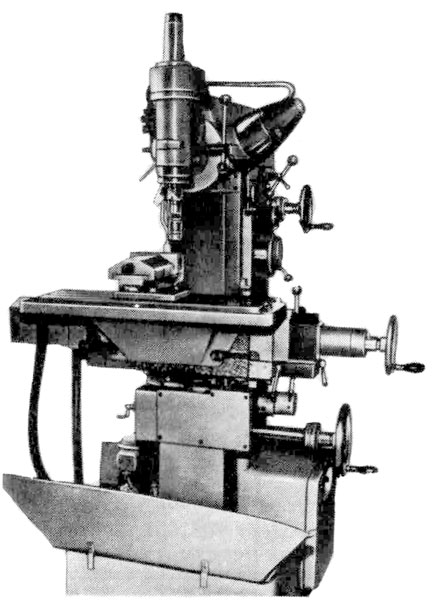
Универсальный фрезерный агрегат 675П выпускался Ереванским (Армения) и Одесским (Украина) комбинатом фрезерного оборудования. Данная модель станка пользуется немалой популярностью и в настоящее время.
На вершине обеих рукоятки резьбовые монтажные отверстия готовы принять популярный монтажный кронштейн нашей системы, а также совместимы с большинством современных стробов и осветительных приборов на рынке. С его критически точным оптическим свойством была стабильная платформа, на которую тысячи фотографов на протяжении более 20 лет полагались на создание изображений состояния искусства. Его ручки с накатанной головкой и негабаритные элементы управления позволяют легко управлять всеми видами погружений.
Тип 304 морской сорт Нержавеющая сталь Все валы с двойным уплотнением с двойными уплотнительными кольцами Все штифты, запечатанные четырьмя кольцами. Механизм фиксации объектива. Двойные жертвенные аноды. 5 точек входа в переборку. Стандартные функции: последняя строка 5 Входная точка доступа к перегородке для различных аксессуары.
- Эргономичная оптимизация для условий погружения.
- Негабаритные ручки с накатанной головкой.
- Прочная удобная ручка.
- Расширенная спуск затвора.
- Механизм блокировки замка.
Эти машины обеспечивают высокую производительность для любого приложения обработки.
2 Основные узлы агрегата и его кинематическая схема
Инструкция на фрезерный станок 675П (паспорт) дает информацию о его присоединительных и посадочных базах, а также составных частях, к коим относятся:
- два шпинделя;
- вертикальный стол (он называется основным);
- коробка подач и скоростей;
- съемный стол (горизонтальный);
- шпиндельная бабка;
- электрическое оборудование;
- станина;
- суппорт;
- вертикальная головка.

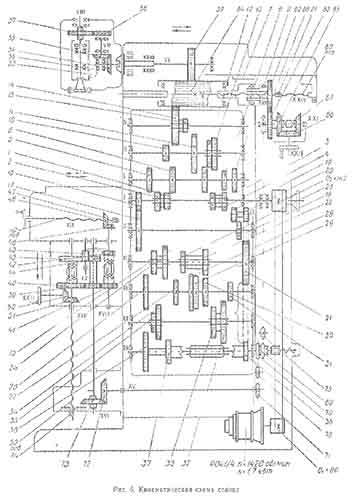
Кинематика данного широкоуниверсального агрегата, предназначенного для выполнения любых фрезерных работ, обеспечивается двумя цепями – подач и главного движения. Первая передает движение:
- в продольном направлении – салазкам;
- по вертикали – суппорту;
- в поперечном направлении – шпиндельной бабке.
Как правило, любые доступные перемещения производятся механически, но допускается выполнение операций вручную. Устройство подач функционирует от того же электрического привода, который приводит в действие устройство главного движения. Механические передвижения рабочих узлов станка имеют широкий диапазон, что обеспечивает выполнение:
- 16 подач с разной скоростью (в пределах 12,5 – 400 мм/мин);
- ускоренных (на уровне 935 мм/мин) ходов, которые передаются по цепи рабочим механизмам, затем салазкам и суппорту (посредством цепной передачи), либо шпиндельной бабке.
Если электродвигатель включить в режим реверса, вращение вала будет происходить вхолостую в обратном направлении.

Цепь главного движения имеет следующий принцип работы:
- движение от 1,5-киловаттного двигателя подается клиноременной передачей на главный вал станка;
- через коробку скоростей вал передает вращение шестерне (она называется барабанной);
- шпиндель (вертикальный) вращение воспринимает через цилиндрическую и коническую пару от горизонтального шпинделя;
- шестерни, расположенные в коробке скоростей, дают возможность шпинделям функционировать в 16 разных скоростях.
Технические свойства и назначение
Рассматриваемый станок для фрезеровальных работ 675, технические свойства которого формируют его большую сферу использования, отличается большой точностью. Модель может использоваться для фрезеровки во время установки таких видов инструмента:
- Концевые и торцевые, шпоночные. Аналогичные фрезы ставятся в вертикальном положении, для чего применяется вертикальный шпиндель.
- Фасонные, дисковые и цилиндрические. Они ставятся при фиксации в шпинделе горизонтального типа.
Станок многоцелевой фрезерный рассматриваемой модели может применяться для обработки заготовки под угол. При этом аппарат располагает специализированной делительной головкой и столом круглой формы, благодаря чему можно создавать отверстие и иные элементы на равном расстоянии по отношению друг к другу.






Рассматриваемая модель укомплектовывается инструментальным шкафом, предназначенного для хранения инструмента и разного оборудования. За счет данного компонента значительно становится шире сфера применения устройства. При использовании дополнительного инструмента и оснастки проводятся непростые операции, которые выполнить на обыкновенных моделях не выйдет.

Техвозможности рассматриваемого оборудования также очень обширны. Ключевыми моментами можно назвать следующее:
- Размеры конструкции дают возможность проводить фрезеровка заготовок, ширина которых более 25 см и длина до 80 см. Очень высокая точность дает возможность проводить обработку заготовок с маленькими геометрическими размерами.
- Вертикальный шпиндель устанавливается на специальном подвижном хоботе. При этом имеется возможность поворота во обоюдно поперечных плоскостях под угол 90 градусов.
- Требуемая точность достигается благодаря уменьшению степени вибрации установки во время работы. Для этого все узлы размещены на чугунной станине, которая отлично справится с задачей по гашению вибрации.
- На станине есть электрический насос с критерием продуктивности около 22 литров за минуту. Благодаря этому узла выполняется подача смазочно-охлаждающей жидкости. Аналогичное вещество дает возможность значительно увеличить служебный срок устройства и обеспечивает стабильное функционирование.
- Созданная система управления удобная для оператора. Собственно поэтому не появляется проблем с его управлением.
- Позволяется проводить установку станка для фрезеровочных работ в цехах со штучным и мелкосерийным критерием продуктивности труда.
- Наличие вертикального и горизонтального шпинделя дает возможность значительно увеличить область использования фрезеровочных станков.
- Небольшие размеры агрегата дают возможность проводить его установку в традиционном гараже или мастерской дома. По мимо этого, главные характеристики дают возможность проводить установку станка для фрезеровочных работ в помещениях для производственных нужд.
- Значительно увеличить возможности станка для фрезеровочных работ можно путем установки долбежной головки. В основном, они используются для проведения долбежной процедуры.

Технологичными характерностями модели можно назвать приведенные ниже параметры:
- Масса станка для фрезеровочных работ составляет 1,1 тонн. Данный момент определяет то, что оборудование может ставиться без подготовительной подготовки основания. Значительно увеличить точность обработки можно за счёт создания основания, представленного плитой.
- Для подачи СОЖ ставится насос с мощностью 0,12 кВт. Подача аналогичной жидкости проходит в территорию резания.
- Класс точности оборудования П.
- Горизонтальный шпиндель может вращаться со скоростью от 50 до 6000 оборотов за минуту, у вертикального данный показатель в диапазоне от 63 до 2000 оборотов за минуту.
- Самый большой вращающий момент 214 Нм.
Область назначения рассматриваемого оборудования состоит в установке в домашних мастерских, а еще маленьких помещениях на производстве. Благодаря использованию самых разных инструментов имеется возможность получить изделия очень разной формы и размеров.
Сведения об изготовителе фрезерного широкоуниверсального станка 675
Рассматриваемое оборудование получило очень большое распространение. Модель 675Пф выпускалась Одесским заводом, который специализируется на разработке фрезеровочных станков и прочего аналогичного оборудования. Необходимо учесть, что завод был закрыт в 2000 году. По этому фрезеровочных станок больше не выпускается.
По мимо этого выпуск многофункционального станка проводил Ереванский завод, который сейчас именуется ОАО ЕрФрез.
Напоследок напомним, что значительно увеличить область использования фрезеровального оборудования можно за счёт установки добавочной оснастки.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
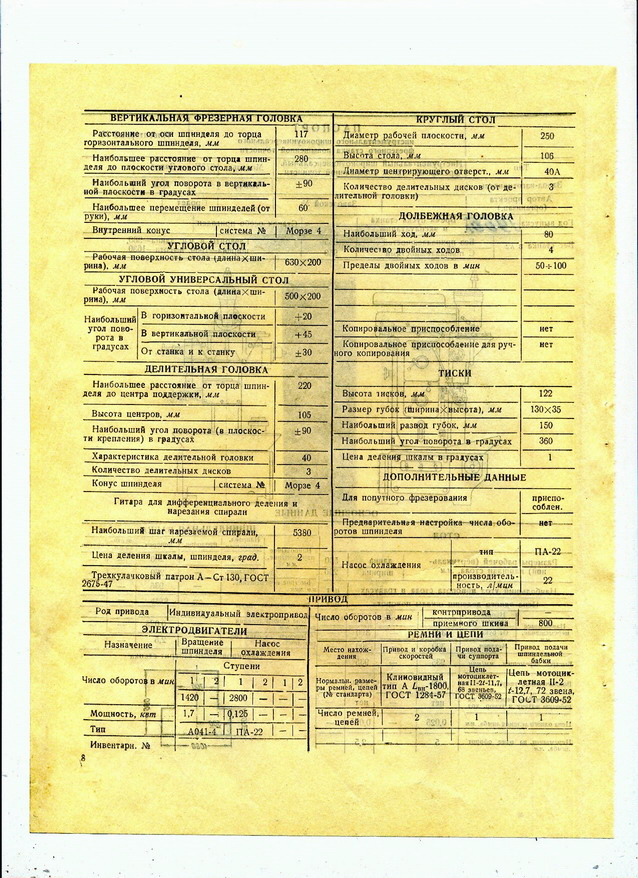
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30..360 | 80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150..1660 | 63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25..285 | 13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т – образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | – | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | – | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
Список литературы:
Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955
Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Конструкция станка
Основное назначение этого оборудования – выполнение фрезерных операций различных типов. Агрегат 675 относится к универсальным станкам. На нем можно устанавливать фасонные, цилиндрические и дисковые фрезы. С помощью специальной насадки делается долбежка материала.
Конструктивно станок состоит из станины, на которой закреплен рабочий стол и шпиндельная бабка. Для фиксации заготовки можно использовать основной стол или горизонтальную рабочую поверхность. Благодаря функции поворота рабочей головки можно выполнять обработку под углом.
Кроме этого можно выделить следующие конструктивные особенности и характеристики фрезерного станка:
- станина, изготовленная методом литья, успешно поглощает большую часть вибраций. Также она обладает длительным сроком безремонтной эксплуатации;
- обработка деталей различных размеров. Максимальная длина составляет 80 см, а ширина – до 25 см;
- удобная система управления. Благодаря классической компоновке время обучения и получения навыков работы на оборудовании минимальное;
- наличие выдвижного хобота, на котором расположена дополнительная вертикальная головка. С ее помощью можно выполнять фрезерование деталей сложной формы;
- горизонтальные и вертикальные шпиндели имеют широкий диапазон параметров. Это позволяет выбрать оптимальный режим обработки.
Для увеличения функциональности станка можно приобрести дополнительные узлы. В частности – долбежную головку, которая не входит в стандартную комплектацию. При обработке методом деления можно использовать круглый стол или специальную насадку.
Дополнительно на оборудовании предусмотрена возможность выполнять операции сверления и рассверливания. Для этого не нужно приобретать дополнительную насадку, так как она входит в комплектацию.
Особенности конструкции
Станок признан широкоуниверсальным благодаря наличию двух шпинделей – горизонтального и вертикального, а также большого количества различных принадлежностей к станку. Основание станка выполнено из чугуна и обеспечивает устойчивость оборудования с поглощением возникающих вибраций. Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.


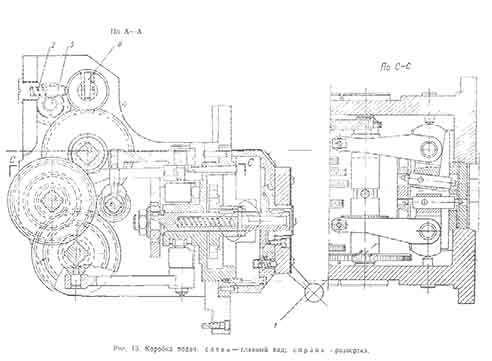
Коробка скоростей шпинделя
Механизм перевода скоростей базируется спереди основания коробки. При максимально вертикальном положении ручки происходит разведение дисков, имеющих отверстия. Если диски нужно свести в обратное положение – ручку опускают вниз.
Коробка подач
Для сохранения траектории движения шестерен используется главная шестерня, которая задействуется при включенном реверсе коробки скоростей. При этом масло подается совсем маленькими порциями.
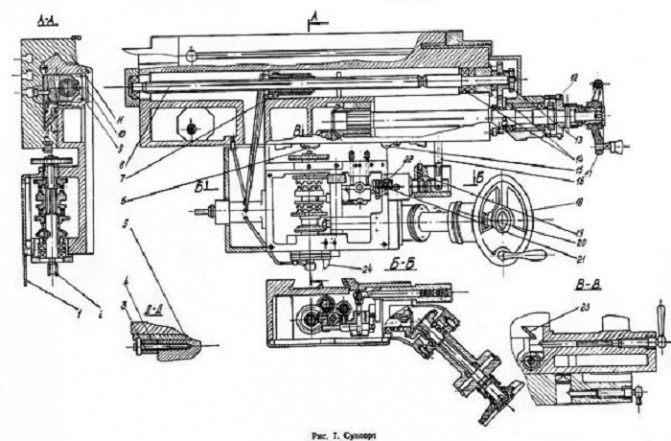
Суппорт
Корпусная основа суппорта является механизмом по типу «ласточкин хвост». Он отвечает за движение основной рабочей зоны в двух направлениях. Вертикальное продвижение производится благодаря направляющим, которые имеются на станине. Продольное перемещение осуществляется за счет горизонтальных направляющих. Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Шпиндельная бабка
Механизм бабки шпинделя снабжен шомполом. Благодаря ему зажимается весь инструментарий станка. Для установки величины автоматического движения шпиндельной бабки существуют промежуточные опоры.
Вертикальная головка
Вертикальная головка вмонтирована в хоботную планшайбу. Конструкция имеет способность поворачиваться на 90° от вертикальной оси. Оператор может установить нулевой угол поворота при необходимости. В таком случае головку нужно зафиксировать двумя штифтами с использованием болтов с внутренними шестигранниками. Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
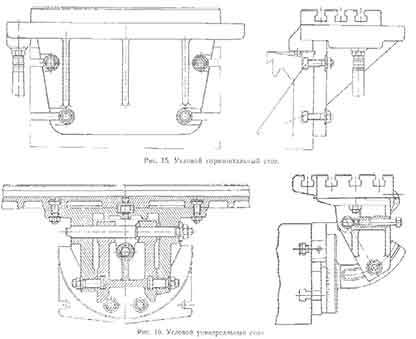
Угловой горизонтальный стол
Эта конструкция отлита из чугуна и прикреплена болтами к основной рабочей поверхности. Для прикрепления имеются Т-образные пазы – 3 штуки.
Тиски
Могут вращаться вокруг своей оси. Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.

Долбежная головка
Долбежная головка вмонтирована в состав специального круглого корпуса. Сюда же входит специальный хобот, который вмонтирован в долбежную и вертикальную головки.
Угловой универсальный стол
Съемный угловой стол вешается на суппорт верхними шпонками. К рабочей поверхности прикручивается болтами. Он имеет 5 Т-образных пазов для крепления заготовки и вращает ее вокруг горизонтальной оси. Вращение стола производится вручную, по лимбу на передней части. Там же расположена ручка зажима приспособления.
Справка! Угловой стол позволяет обрабатывать боковые плоскости детали обоими шпинделями. Делать сверление и расточку, шпоночные пазы, фрезеровать многогранники по периметру.
Тиски
Тиски устанавливаются на рабочий и поворотный стол. Они позволяют производить обработку мелких деталей с высокой точностью, делать сложные рельефы.
Круглый стол
К съемным приспособлениям, входящим в комплект станка, относится круглый стол. Он крепится к продольному столу. Благодаря делительной головке его функциональность увеличивается. Обработка боковых и верхней поверхности заготовки производится горизонтальным шпинделем.
Делительная головка
Делительная головка позволяет с высокой точностью прокрутить деталь на заданный угол. Приспособление позволяет изготавливать зубчатые колеса и другие сложные детали с повторяющимися элементами.

Основные характеристики станка
При ознакомлении со станком выделяется ряд его пространственных характеристик, рассматриваемых далее.

Габаритные размеры рабочего пространства и присоединительные базы
Вертикально расположенная поверхность основного рабочего стола имеет размер 200х500 мм. Остальные характерные параметры станка (включая присоединенные элементы) приведены ниже:
- Для углового стола, в исходном состоянии расположенного горизонтально, поверхностный размер имеет величину 200х630 мм.
- Удаление поверхности углового стола от оси шпинделя составляет от 55 до 355 мм.
- Тот же размер для вертикально ориентированного шпиндельного узла может варьироваться от 0 до 280 мм.
- Максимально допустимый ход стола вдоль продольной оси (X) – порядка 320 мм.
- Наибольший его ход по вертикали ( Z) – не менее 300 мм.
- Предельно допустимый ход фрезера (поперечный Y) – около 200 мм.
При таких габаритно-пространственных параметрах вес станка не превышает 635-ти кг.
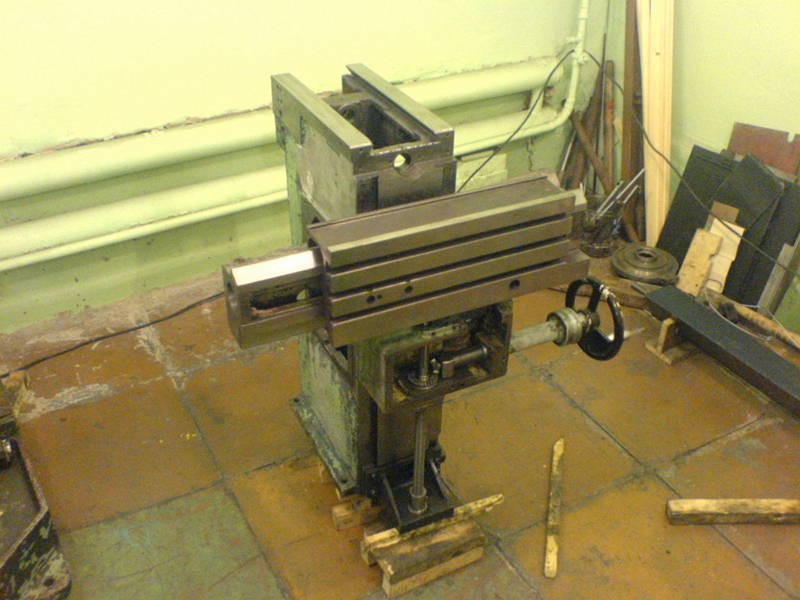
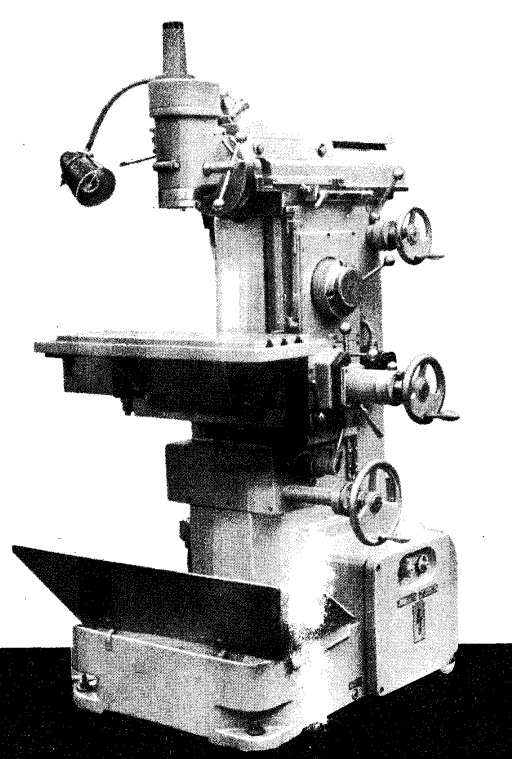
Общий вид широкоуниверсального фрезерного станка 675
Конструктивно станки модели 675 состоят из станины, на которой закреплен рабочий стол и шпиндельная бабка. Для фиксации заготовки можно использовать основную горизонтальную поверхность. Благодаря функции поворота рабочей головки обработку допускается выполнять под углом.











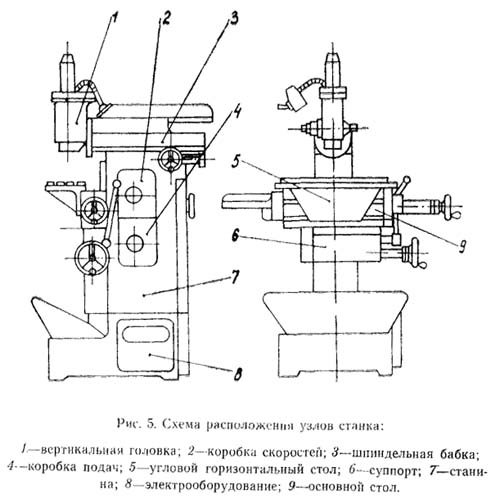
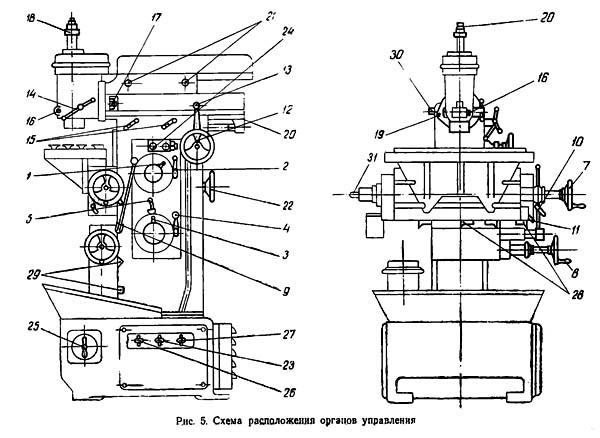
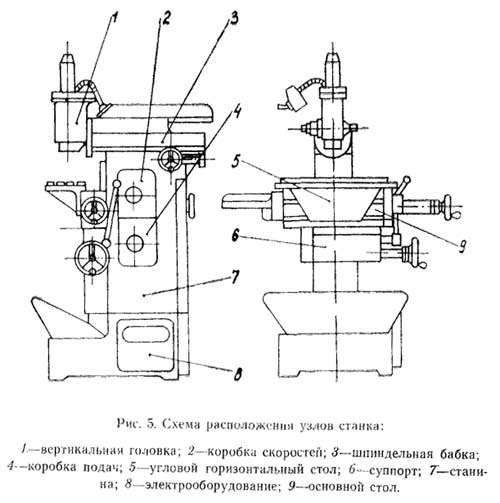
Расположение составных частей
Основные части станка располагаются согласно приведенному слева рисунку. Грамотно выбранная схема размещения органов управления и других частей оборудования обеспечивает удобство работы на нем.
Перечень составных частей
К числу узлов оборудования помимо основного стола следует отнести:
- головку, размещенную вертикально;
- шпиндельную инструментальную бабку (горизонтальную);
- коробку переключения и регулировки рабочих скоростей и подач (КС);
- стол, способный располагаться под углом к основной плоскости;
- суппорт, а также станину.
К конструкции фрезерного агрегата также принято относить и комплект его электрооборудования.
Важно! Для увеличения функциональности при его приобретении можно заказать дополнительные узлы. К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта
К ним относится, в частности, насадка для ударной обработки деталей, не входящая в состав комплекта.
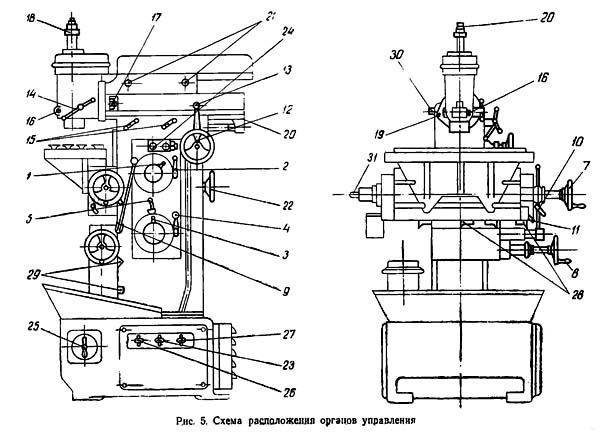
Расположение органов управления фрезерным станком 675
Расположение органов управления представлено на размещенном справа рисунке. Каждая из позиций обозначена своим номером, расшифровка которых дается в следующем разделе.
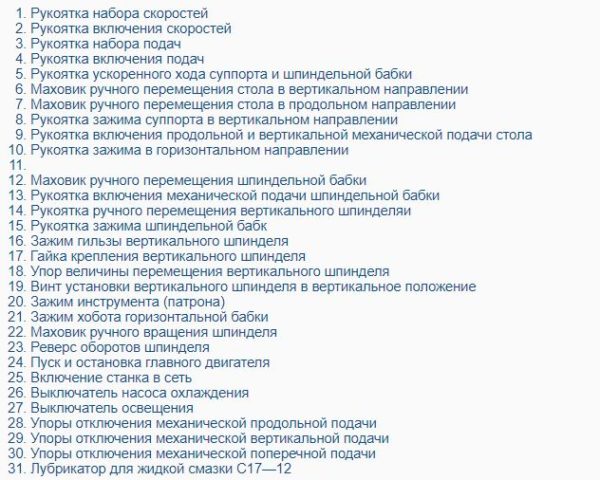
Перечень органов управления
Среди управляющих частей станочного оборудования выделяется комплект рукояток следующего назначения для:
- набора и выключения скоростей и зажима шпинделя.
- включения подач различных рабочих узлов.
- ускоренного перемещения самого суппорта, а также оперативного включения бабки при изменении режима работы.
Кроме того, здесь имеются маховики, применяемые для ручного перемещения стола во всех направлениях, а также для управления положением бабки и вращением самого шпинделя.
Добавим к этому несколько специальных рукоятей, используемых для следующих целей:
- зажима суппорта и гильзы вертикально ориентированного шпинделя;
- включения подач основного стола;
- зажима по горизонтали (для хобота бабки), включая инструментальную оправку, позволяющую фиксировать патрон.
К управляющим органам также относятся винты фиксации и переключатель реверса вращения.
Общая компоновка широкоуниверсального фрезерного станка 67К25ПФ2
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.






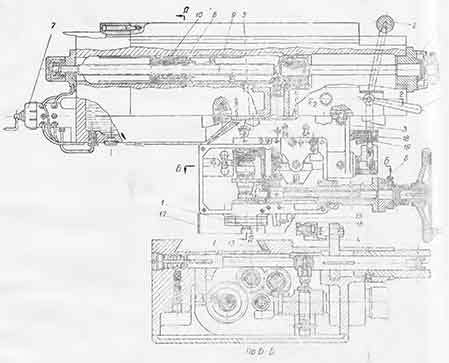
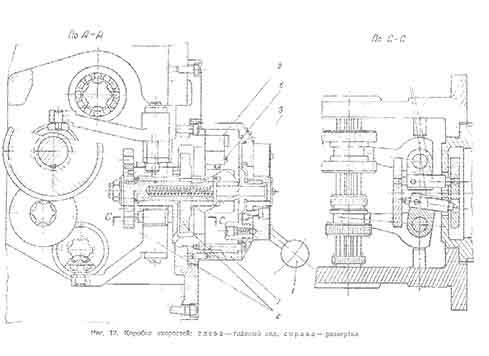
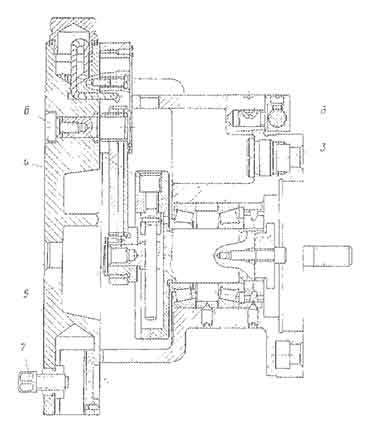
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
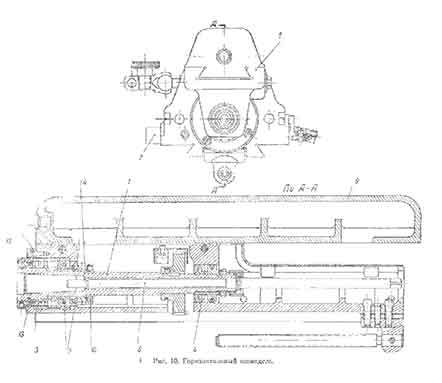
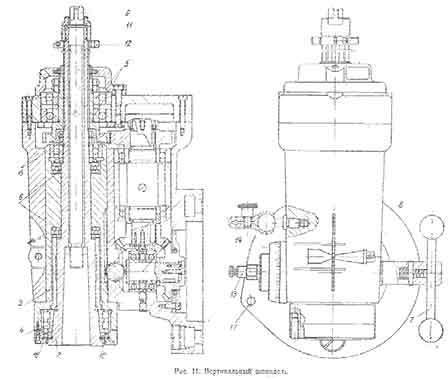
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
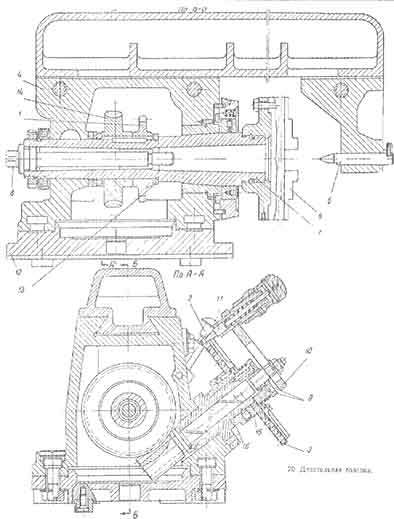
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.





