
Основные параметры станка 6Т82Ш
Класс точности по ГОСТ 8-82
П
Размеры рабочей поверхности стола (длина х ширина), мм
1250 х 320
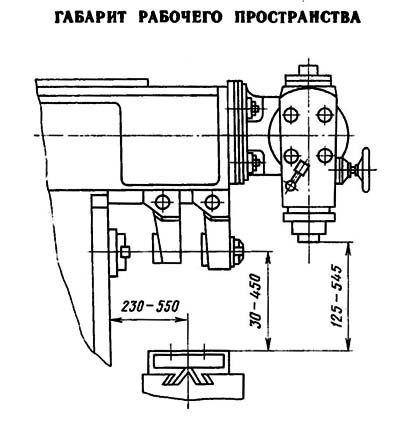
Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до стола, мм
30..450
Расстояние от оси горизонтального шпинделя до хобота, мм
155
Расстояние от торца шпинделя поворотной головки до стола, мм
125..545
Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм
260..820
Рабочий стол
Наибольшее перемещение стола продольное/ поперечное/ вертикальное, мм
800/ 320/ 420
Максимальная нагрузка на стол (по центру), кг
400
Число Т-образных пазов Размеры Т-образных пазов
3
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм
0,05
Перемещение стола на один оборот лимба продольное и поперечное, мм
6
Перемещение стола на один оборот лимба вертикальное, мм
2
Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин
4/ 4/ 1,3
Число ступеней рабочих подач стола
22
Пределы рабочих подач стола. Продольных и поперечных, мм/мин
12,5…1600
Пределы рабочих подач стола. Вертикальных, мм/мин
4,1…530
Усилие резания продольной, поперечной, вертикальной подач, Н
15,0/ 12,0/ 5,0
Шпиндель
Частота вращения шпинделя поворотной и накладной головок, об/мин
50..1600
Количество скоростей шпинделя
11
Частота вращения горизонтального шпинделя, об/мин
31,5..1600
Количество скоростей горизонтального шпинделя
18
Перемещение пиноли (гильзы) шпинделя, мм
80
Перемещение пиноли шпинделя на одно деление лимба, мм
0,1
Перемещение пиноли шпинделя на один оборот лимба, мм
6
Поворот головки шпинделя к станине/ от станины, град
45
Поворот головки шпинделя в продольной плоскости, град
360
Поворот накладной головки шпинделя в продольной плоскости, град
360
Наибольший крутящий момент на горизонтальном шпинделе, кН.м
Конец горизонтального шпинделя по ГОСТ 24644-81 (конус по ГОСТ 15945-82)
50 ряд4, исп.6
Эскиз конца шпинделя поворотной и накладной головки по ГОСТ 24644-81
40 ряд 3, исп.5
Допустимый диаметр фрез при черновой обработке. Горизонтальный/ вертикальный шпиндель, мм
250/ 75
Механика станка
Выключающие упоры подачи (продольной, поперечной, вертикальной)
есть
Блокировка ручной и механической подачи (продольной, поперечной, вертикальной)
есть
Блокировка раздельного включения подачи
есть
Автоматическая прерывистая подача Продольная
есть
Автоматическая прерывистая подача Поперечная и вертикальная
нет
Торможение шпинделя
есть
Предохранение от перегрузки (муфта)
есть
Привод и электрооборудование
Количество электродвигателей на станке
5
Электродвигатель привода главного движения М1, кВт
7,5
Электродвигатель привода шпинделя поворотной головки М2, кВт
3,0
Электродвигатель насоса охлаждающей жидкости М3, кВт
0,125
Электродвигатель привода подач стола М4, кВт
2,2
Электродвигатель привода зажима инструмента, кВт
0,18
Суммарная мощность всех электродвигателей на станке, кВт
13,87
Габариты и масса станка
Габариты станка (длина х ширина х высота), мм
2280 х 1965 х 1970
Масса станка, кг
3550
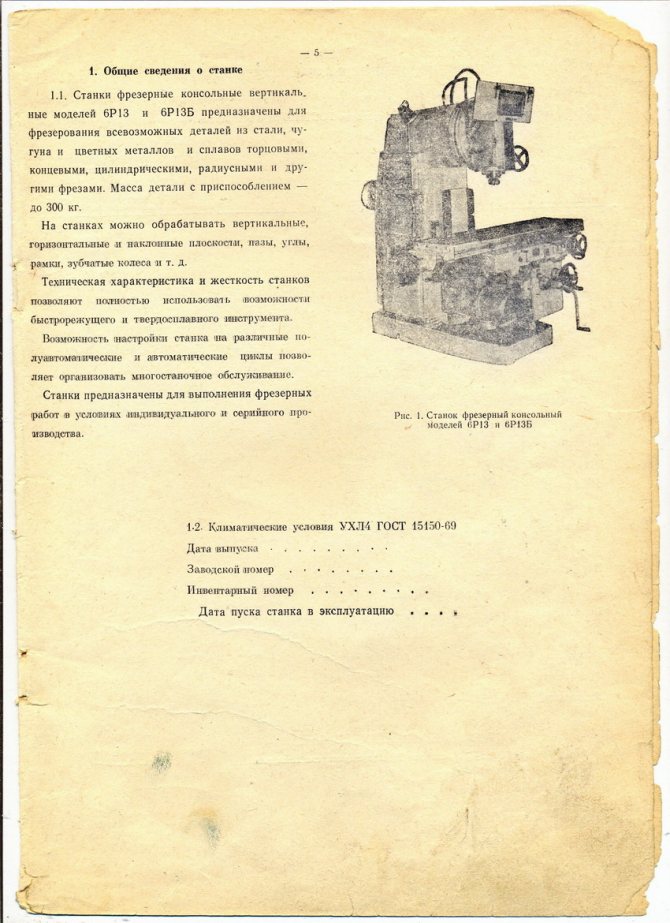
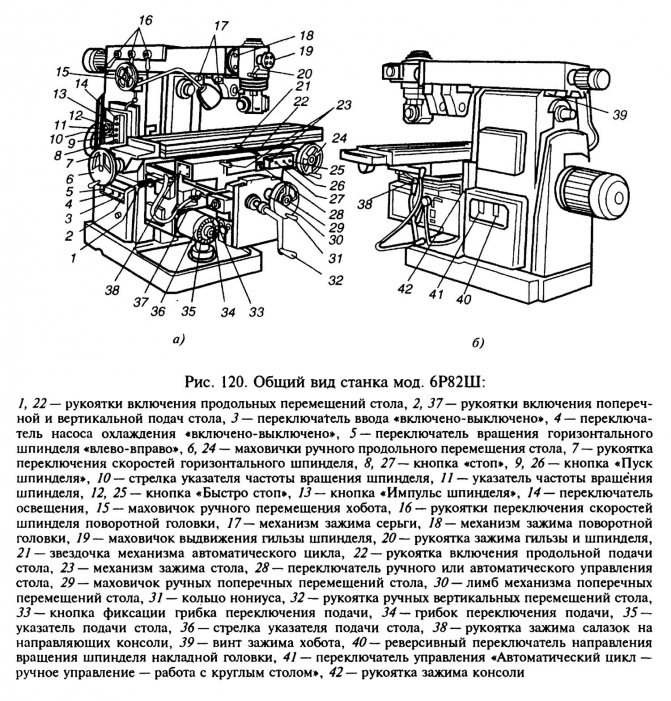
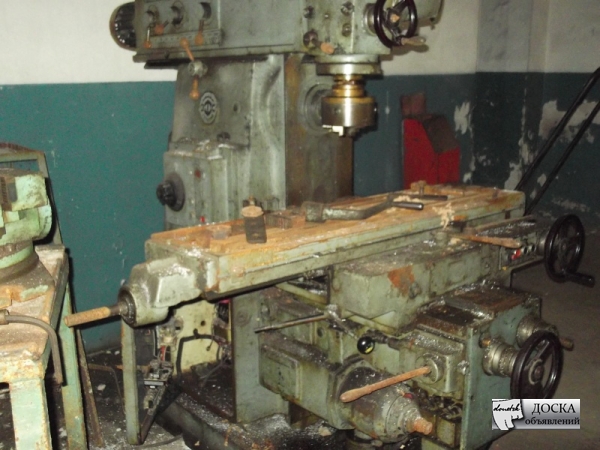
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
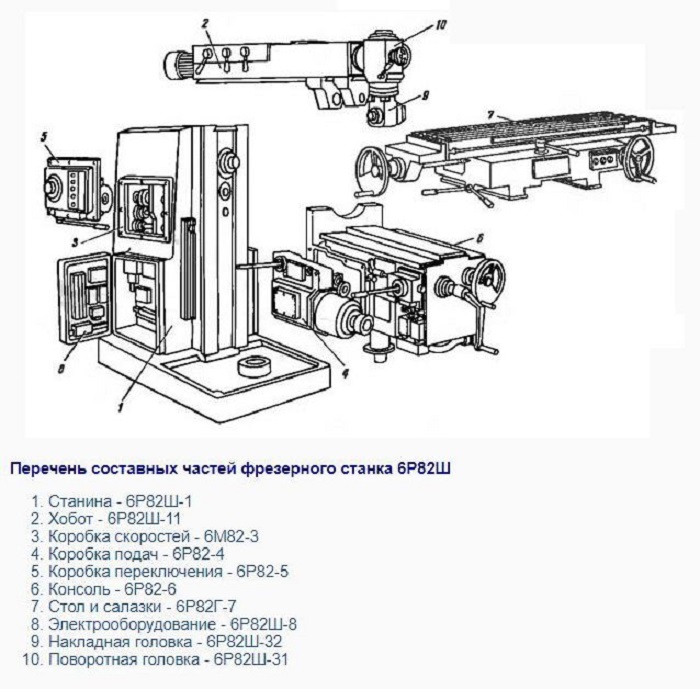
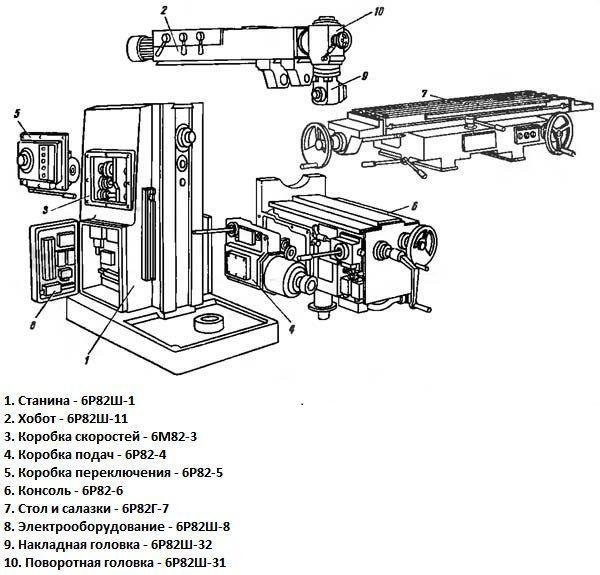
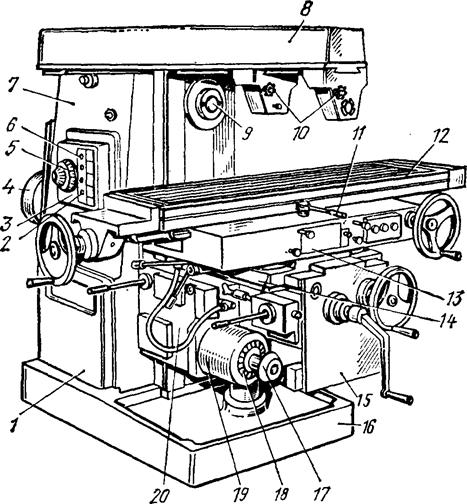
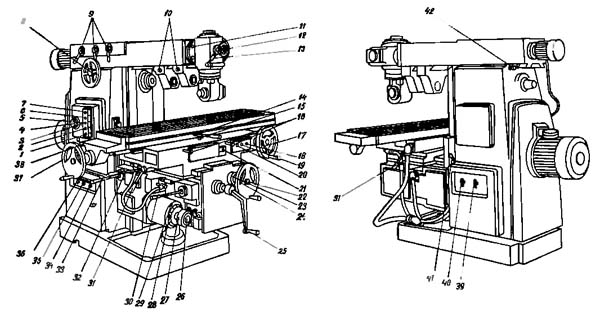
Перечень и расположение составных частей
Станок 6Р82Ш состоит из следующих основных частей:
- вертикальная основа (станина) с направляющими;
- фундаментная плита;
- инструментальная консоль с наличием подвижных салазок;
- поворотная плита (хобот);
- рабочий стол;
- скоростная коробка, которая спрятана внутри станины;
- механизм коробки передач;
- поворотная или дополнительная головка;
- органы управления станком;
- емкости, содержащие смазочно-охлаждающую жидкость.
В итоге рабочий стол может передвигаться по всем трем координатам. Чтобы исключить вибрации центр тяжести расположен ниже поверхности рабочего подвижного стола.
Аналоги
К основным аналогам станка 6Р82Ш относятся следующие агрегаты:
- 6Р83Ш – широкоуниверсальный консольно-фрезерный станок 400х1600;
- 6Р83 – консольно-фрезерный станок 400х1600;
- 6Р82Г – станок консольно-фрезерный горизонтальный 320х1250.
Вся серия 6Р запущена в производство горьковским заводом в 1972 году и до сих пор станки данной серии выпускаются и пользуются популярностью, поскольку отличаются надежностью.
Станок консольно-фрезерный 6Р82 Ш успешно используется для самого широкого спектра фрезерных работ. Фрезеровать заготовку массой до 1 тонны можно с обеих сторон станка, что является еще одним преимуществом и полезной конструктивной особенностью. Также есть возможность на данном оборудовании проводить простейшие расточные работы.
По габаритам и производительности агрегат успешно применяется не только на мелкосерийном и единичном производстве, но и на некоторых крупных ремонтных предприятиях, тем более что сам станок очень надежен и без перебоев работает не один год. При сильном износе главных узлов проводится их замена и станок снова на долгое время в строю.
Горизонтально-фрезерный станок 6Р82Ш | Фрезерные металлорежущие станки
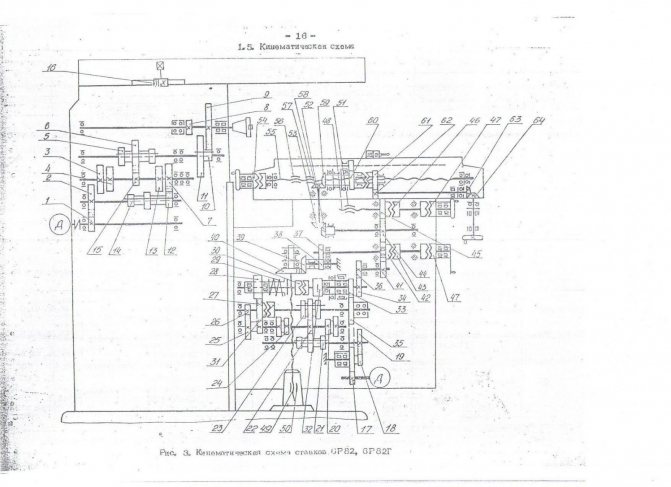
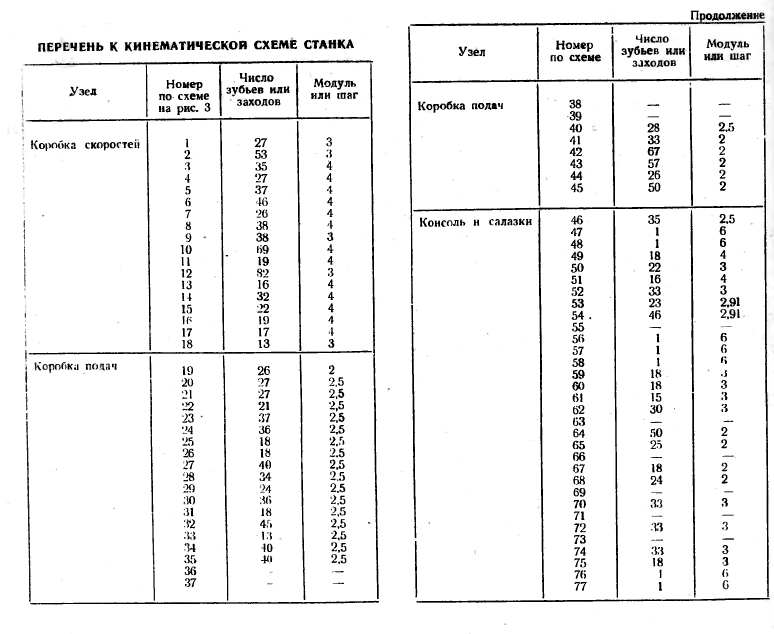
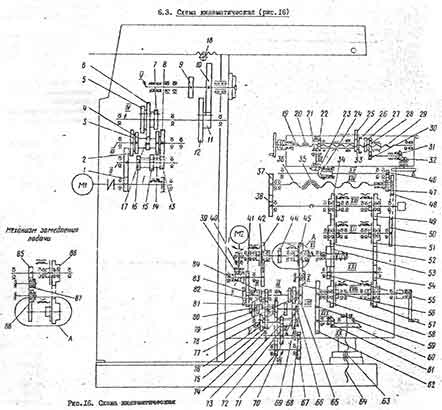
На рис. 96 показана кинематическая схема широкоуниверсального горизононтально-фрезерного станка мод. 6Р82Ш. Привод главного движения (электродвигатель 69 передает вращение шпинделю V следующими переключениями трехблочных зубчатых колес: от вала I колесами 1-2 на вал II, колесами 7 — 8 или 5 — 6 или 3 — 4 на вал ///; затем колесами 11 — 12 или 6-13 на вал IV и далее колесами 16 — 17 или 14 — 15 на шпиндель 5.
Главное движение
Электродвигатель 63 с помощью передач 18-19, 20-21 вращает вал V///, и далее через зубчатые колеса 22 — 23, 24 — 25 или 26-27, 27 — 28, 29-30 или же 31-32 вращение передается валу X. Отсюда движение на вал XI может быть передано через пару колес 33-34 (колесо 33 смешается вправо для сцепления с муфтой 75) или через перебор, состоящий из колес35-36, 37-33 и 33-34 (при этом колесо 33 занимает положение, показанное на схеме). Широкое колесо 34 свободно насажено на вал XI и передает ему вращение при включении муфты 64. При включении дисковой фрикционной муфты 67 вал XI может получить быстрое вращение, необходимое для осуществления ускоренных ходов. Цепь быстрого вращения приводится от электродвигателя 63 и состоит из группы передач 18-19, 19 — 52 и 52 — 53. Муфты 67 и 64 сблокированы: при включении первой муфты вторая выключается, и наоборот. Перемещения стола осуществляются с помощью винтовых механизмов: продольное — 54 — 55, поперечное- 56 — 57 и вертикальное -58-59. Гайка 55 закреплена в верхних салазках, гайка 57 — в консоли, гайка 59 — в тумбе 66.
Движение подачи
Цепь продольной подачи соединяет вал XI с ходовым винтом 54 через передачи 38-39, 40-41-42, 43-44, 45 — 46 (на схеме стол повернут на 90°). Цепь поперечной подачи состоит из зубчатых колес 38 — 39, 40 — 41-42 — 47. Цепь вертикальной подачи включает зубчатые колеса 38 — 39, 40 — 41, 48 — 49 и 50 — 51. Для включения и выключения перемещений стола служат муфты 62, 65 и 70.
Станок оснащен шпиндельной головкой 96, смонтированной на выдвижном хоботе и имеющей привод от электродвигателя 75. Шпиндельная головка может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. Она служит для обработки деталей, размеры которых превышают габарит стола. Привод шпиндельной головки расположен внутри хобота. Движение от электродвигателя 75 передается коробке скоростей 76 — 89, обеспечивающей 11 скоростей, а от нее, через ряд конических колес 90 … 95 шпинделю головки.
Рис. 96 Кинематическая схема станка мод. 6Р82Ш
Для привода делительной головки, устанавливаемой на столе, имеется вал 68, приводимый во вращение от гайки 46 через колеса 61-62.
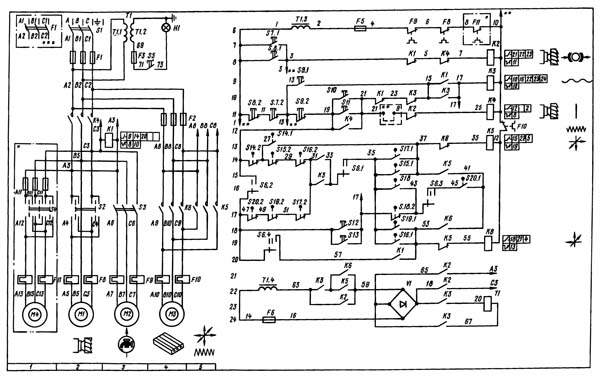
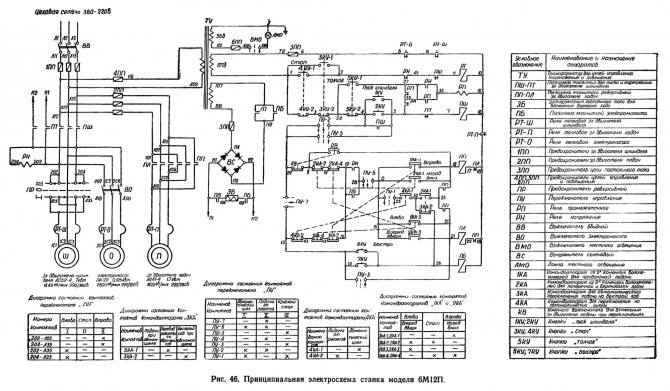
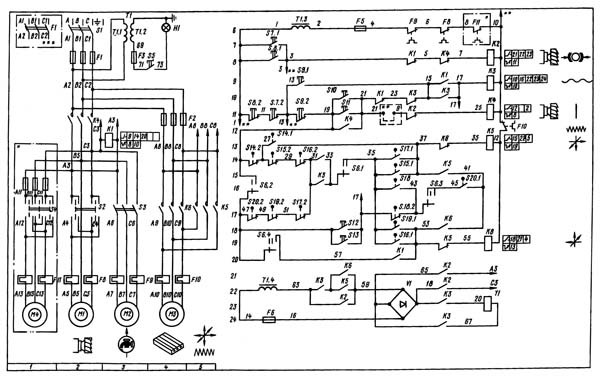
Схема электрическая
Основная электросхема управления станком рассчитана на использование трехфазной сети напряжением 380 В. От пускового рубильника напряжение подается в цепи питания всех электродвигателей, а также в заземляющий контур. Вторичная цепь включает в себя систему двухконтакторных переключателей, управляя которыми, можно последовательно приводить в движение соответствующие узлы оборудования. Отдельно устроена цепь аварийного отключения привода в случае перегрузки узлов по крутящему моменту или усилию.
Цепь управления использует также пониженное напряжение 110 В постоянного и переменного тока, предназначенное для работы переключателей и датчиков контроля. Автоматические предохранители рассчитаны на предельный ток в 20 А.


Органы электроуправления расположены на боковых поверхностях стойки, внизу подвижного стола и с тыльной части оборудования. Заземляющий болт выведен вниз стойки.
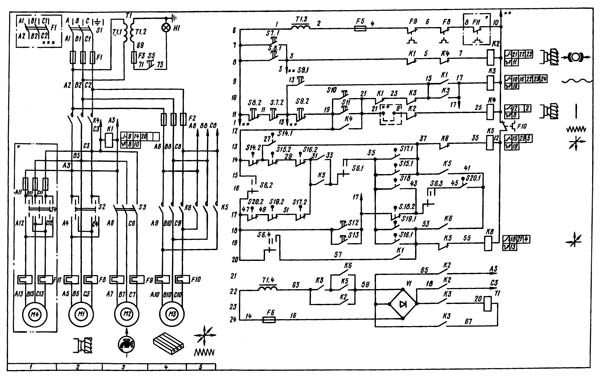
График и состав ремонтно-профилактических работ
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет.
Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
| Наименование параметра | 6Р82 | 6Р82Г | 6Р83 | 6Р83Г |
| Диаметр фрезы, мм | 100 | 100 | 100 | 100 |
| Число зубьев | 8 | 8 | 8 | 8 |
| Ширина фрезерования, мм | 100 | 100 | 150 | 150 |
| Глубина фрезерования, мм | 12 | 12 | 10 | 10 |
| Число оборотов в минуту, об/мин | 50 | 50 | 50 | 50 |
| Продольная подача по лимбу, мм/мин | 125 | 125 | 125 | 125 |
При этих режимах муфта может периодически прощелкивать.
Регулирование зазора между дисками фрикциона производится гайкой 14, которая зафиксирована от самопроизвольного перемещения.
График и состав ремонтно-профилактических работ
При работе станка в условиях нормальной эксплуатации и соблюдения всех правил эксплуатации и обслуживания, указанных в настоящем руководстве, межремонтный цикл (срок службы до капитального ремонта при двухсменной работе) составляет при обработке стали (преимущественно) не менее 9 лет, а чугуна — не менее 8 лет.
Ремонтно-профилактические работы рекомендуется проводить согласно графику ремонтных работ (рис. 39).
Осмотр станка
- Наружный осмотр станка(без разборки для выявления дефектов) состояния и работы станка в целом ипо узлам;
- Осмотр и проверка состояния механизмов привода главного движения и подач;
- Регулирование зазоров ходовых винтов стола;
- Регулирование подшипников шпинделя;
- Проверка работы механизмов переключения скоростей и подач;
- Регулирование механизмов включения кулачковых муфт и подач и фрикционной муфты ускоренного хода;
- Регулирование клиньев стола, салазок, консоли и хобота;
- Осмотр направляющих, зачистка забоин и задиров;
- Подтяжка ослабевших крепежных деталей;
- Проверка исправности действия ограничительных кулачков;
- Проверка состояния и мелкий ремонт систем охлаждения и смазки;
- Проверка состояния и ремонт оградительных устройств;
- Выявление деталей, требующих замены при ближайшем ремонте (начиная со второго малого ремонта);
Малый ремонт станка
- Частичная разборка узлов;
- Промывка всех узлов;
- Регулирование или замена подшипников качения;
- Зачистка заусениц и забоин на зубьях шестерен, сухарях и вилках переключения;
- Замена и добавление фрикционных дисков муфты ускоренного хода (начиная со второго ремонта);
- Пришабривание и зачистка клиньев и планок;
- Зачистка ходовых винтов и замена изношенных гаек;
- Зачистка забоин и задиров направляющих и рабочей поверхности стола;
- Замена изношенных и сломанных крепежных деталей
- Проверка и регулирование механизмов включения скоростей и подач;
- Ремонт систем смазки и охлаждения;
- Испытание станка на холостом ходу, проверка на шум, нагрев и точность по обрабатываемой детали.
Средний ремонт станка
- Узловая разборка станка;
- Промывка всех узлов;
- Осмотр деталей разобранных узлов;
- Составление дефектов ведомости;
- Регулирование или замена подшипников шпинделя;
- Замена или восстановление шлицевых валов;
- Замена изношенных втулок и подшипников;
- Замена дисков и деталей фиксатора фрикционной муфты ускоренного хода;
- Замена изношенных зубчатых колес;
- Восстановление или замена изношенных ходовых винтов и гаек;
- Пришабривание или замена регулировочных клиньев;
- Ремонт насосов и арматуры систем смазки и охлаждения;
- Исправление шабрением или шлифованием поверхностей направляющих, если их износ превышает допустимый;
- Окраска наружных поверхностей станка;
- Обкатка станка на холостом ходу (на всех скоростях и подачах) с проверкой на шум и нагрев;
- Проверка станка на точность и жесткость по ГОСТ 17734—72.
Капитальный ремонт производится с полной разборкой всех узлов станка, по результатам которой в обязательном порядке составляется дефектно-сметная ведомость. В результате ремонта должны быть восстановлены или заменены все изношенные узлы и детали станка, а также восстановлена его первоначальная точность, жесткость и мощность. Характер и объем работ при данном виде ремонта определяются для конкретных условий эксплуатации единой системой планово-предупредительного ремонта.
Все оборудование — Настроить слоган
Предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Станки оснащены хоботом, на котором установлена накладная и поворотная шпиндельные головки с индивидуальной коробкой скоростей и отдельным приводом, обеспечивающими возможность обработки детали инструментом, установленным к рабочей поверхности стола под любым углом в любой плоскости. Наличие отдельного горизонтального шпинделя позволяет использовать эти станки как обычные горизонтально-фрезерные.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА ШИРОКОУНИВЕРСАЛЬНЫХ СТАНКОВ: КОНСТРУКТИВНЫЕ:
- механизированное крепление инструмента в шпинделе;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение шпинделя при остановке электромагнитной муфтой.
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- повышенный класс точности;
- возможность одновременной работы двумя шпинделями;
- высокая жесткость;
- надежность и долговечность
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СТАНКОВ:
Технологические возможности станков могут быть расширены за счет применения на них делительной и долбёжной головок, круглого поворотного стола. Станки 6Т82ШФ1 оснащены устройством цифровой индикации координат ЛИР.
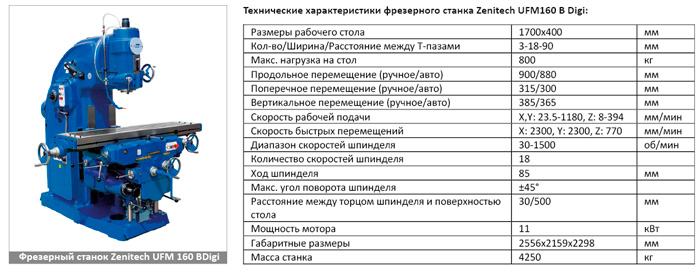
| Технические характеристики станка 6Р82Ш | Параметры |
| Тип | Широкоуниверсальный |
| Размеры рабочей поверхности стола, мм | 1250х320 |
| Наибольшее перемещение стола, мм: | |
| — продольное | 800 |
| — поперечное | 320 |
| -вертикальное | 420 |
| Расстояние от оси горизонтального (торца вертикального) шпинделя до рабочей поверхности стола, мм | 30-450 |
| Расстояние от оси горизонтального шпинделя до направляющих хобота, мм | 155 |
| Пределы частот вращения шпинделя, мин-1: | |
| -основного | 31,5-1600 |
| -накладной и поворотной головок | 50-1600 |
| Диапазон подач стола, мм/мин: | |
| -продольных и поперечных | 0-3150 |
| -вертикальных | 0-1300 (ускорен. 4000) |
| Наибольшая масса обрабатываемой детали (с приспособлением), кг | 400 |
| Мощность электро-двигателей приводов, КВт: | |
| -основного шпинделя | 7,5 |
| -накладной и поворотной головок | 3 |
| -подач стола | 3 |
| Конус шпинделя по ГОСТ 30064-93 | |
| -основного | N50 |
| -накладной и поворотной головок | N40 |
| Угол поворота стола вокруг вертикальной оси, град. | — |
| Габаритные размеры станка, мм | |
| — длина | 2280 |
| — ширина | 1965 |
| — высота | 1970 |
| Масса станка с электрооборудованием, кг | 3550 |
Преимущества и недостатки
Разработчики учли замечания фрезеровщиков по предыдущим моделям и пожелания производственников иметь высокопроизводительный и одновременно точный станок. Модель 6М82 имеет жесткую трапецеидальную станину и мощный двигатель. Станок рассчитан на работу с большими нагрузками, фрезеровку на большой скорости твердосплавными пластинами. Его положительные отличия от аналогов:
- увеличенная частота вращения шпинделя и чистота обработки;
- перемещение стола относительно инструмента одновременно по 3 осям;
- настройка на автоматические циклы;
- использование устройств и приспособлений увеличивают технологические возможности станка.
Слабым местом станка является электромагнитная муфта, которая при запуске должна обеспечивать быстрое начало движения. Она выходит из строя раньше других узлов. Мелкая стружка попадает под стол и забивает отверстия смазки направляющих продольного перемещения и поворота стола.
Важно! При установке на стол вращающихся центров с делительной головкой, на фрезерном 6М82 можно нарезать зуб. Поворотный стол позволяет изготавливать косозубые шестерни.
Назначение и область применения
Процесс фрезерования на рассматриваемом оборудовании реализуется при получении преимущественно плоских поверхностей, кромок или пазов на металлических заготовках. При высокой номенклатуре изготавливаемых деталей целесообразность применения универсально-фрезерного оборудования обосновывается рядом причин:
- Относительно несложной переналадкой станка и технологической оснастки к нему.
- Высокой стойкостью основного инструмента – фрез (при условии, что выбранная марка инструментальной стали и режим термообработки соответствуют общепринятым рекомендациям).
- Компактностью металлорежущей машины и малым ее энергопотреблением.
- Возможностью выполнения на станке 6Р82Ш иных операций, наиболее распространенными из которых являются строгание, шлифование, размерная отрезка.
- Удобствами при техническом обслуживании, а также сравнительно высокими параметрами точности конечной продукции.

Широкоуниверсальный фрезерный станок 6Р82Ш, как это следует из наличия буквы Ш в обозначении модели, адаптирован для обработки различных марок стали и чугуна, а также для таких металлов как медь и алюминий.
Инвестиционный портфель всегда должен быть достаточно диверсифицирован, ликвиден и приносить доход. Личный финансист подберет активы и составит из них портфель, который будет отвечать выбранному инвестиционному курсу, а страхование инвестиций поможет снизить риски.
В инструментальном производстве станок используется для изготовления корпусных деталей штамповой и литейной оснастки, а также прочих изделий, имеющих плоские поверхности. Ограничения по предельным размерам заготовок принципиального значения не имеют, поскольку конструкцией рассматриваемого оборудования предусмотрена возможность фрезерных работ на изделиях, размеры которых превышают габариты рабочего стола.
Повышенная универсальность станка 6Р82Ш подчеркивается возможностью установки различного типа фрез.
Закрепленные в своих шпиндельных головках, они могут вести обработку различных участков заготовки одновременно, что увеличивает производительность фрезерования. Привод каждой головки осуществляется собственным двигателем.

Консольно-фрезерный станок 6Р82 (6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б). Электрическая принципиальная схема.
Электросхема позволяет производить работу на станке в следующих режимах:
«Наладка станка», «Управление от рукояток», «Автоматическое управление» продольными перемещениями стола, «Круглый стол».
Подключение станка к сети и отключение осуществляется вводным выключателем ВВ. Выбор режима работы производится переключателем ПУ. Работа станка в наладочном режиме при невращающемся шпинделе обеспечивается установкой реверсивного переключателя 1ПР (2ПР для станков 6Р82Ш и 6Р83Ш) в среднее нулевое положение.
ПРИ ОТКЛЮЧЕНИИ СТАНКА ВВОДНЫМ ВЫКЛЮЧАТЕЛЕМ ВВ И РЕВЕРСЕ ВРАЩЕНИЯ ШПИНДЕЛЯ ПЕРЕКЛЮЧАТЕЛЯМИ 1ПР и 2ПР НЕОБХОДИМО ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ ШПИНДЕЛЯ.
Схема размещения электрооборудования на станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
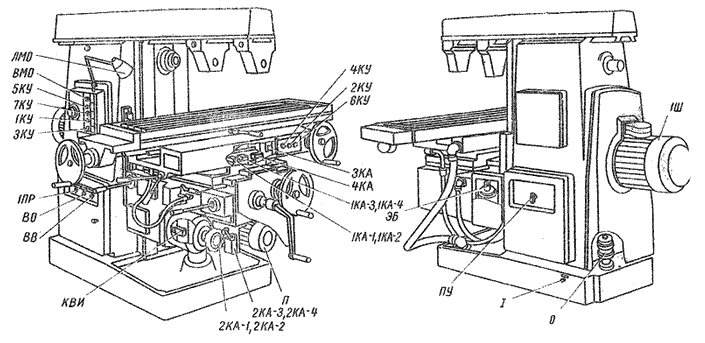
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя кнопкой 5КУ, а электродвигателя подачи — конечным выключателем импульса КВИ. При нажатии кнопки 5КУ включаются ПШ и РН. Н.О. контакты РН включают реле РП, которое за счет своего н.о. контакта становится на самопитание, а н.з. контактом разрывает цепь питания ПШ.
При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов 1КА, 2КА и 4КА. Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи «1КА», для вертикальной и поперечной подач — 2КА. Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск» 1КУ, 2КУ и «Стоп» ЗКУ, 4КУ.
Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи. Быстрый ход стола происходит при нажатии кнопки «Быстро», включающей пускателем ПЕ электромагнит ЭВ быстрого хода.







Торможение электродвигателя шпинделя — электродинамическое и осуществляется пускателем ПТ, создающим цепь постоянного тока от выпрямителя ВС в обмотку статора. Реле напряжения РН служит для защиты селеновых выпрямителей от пробоя. Напряжение обмотки ТУ-4 равно 36 В при напряжении сети 220 В и 55 В при напряжении сети 380, 400, 415, 440 В.
При работе на одной из подач возможность случайного включения другой подачи взаимоисключается блокировочными контактами 1КА-2, 1КА-4 и 2КА-2, 2КА-4.
При автоматическом управлении переключатель ПУ должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем 3КА.
Конечный выключатель 4КА исключает возможность ручного включения поперечных и вертикальных подач в этом режиме работы.
Работа электросхемы в этом режиме объясняется диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 43-26 конечного выключателя 3КА должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка 3а на звездочку 2 (положение 2 на диаграмма), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя 3КА размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б на рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положения 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя ПП осуществляется через контакты 43-25 конечного выключателя 3КА. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 на диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
Принципиальная электросхема 6Р82
Технические характеристики станка 6Т82Г (6Р82Г)
| Характеристика | 6Т82Г (6Р82Г) |
| Размеры рабочей поверхности стола, мм | 1250х320 |
| Наибольшее перемещение стола, мм | |
| – продольное | 800 (850*) |
| – поперечное | 320 |
| – вертикальное | 370 |
| Поворот стола в обе стороны, град | 45 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности стола, мм | 30-450 (280-650*) |
| Пределы частот вращения шпинделя, мин -1 | 31,5-1600 (50-2500*) |
| Диапазон подач стола, мм/мин: | |
| – продольных | 12,5-1600 |
| – продольных (бесступенчато регулируемый) | 5-3150* |
| – поперечных | 12,5-1600 |
| – поперечных (бесступенчато регулируемый) | 5-3150* |
| – вертикальных | 4,1-530 |
| – вертикальных (бесступенчато регулируемый) | + |
| Ускоренное перемещение стола, мм/мин: | |
| – продольное | 4000 |
| – поперечное | 4000 |
| – вертикальное | 1330 |
| Мощность электродвигателей приводов, КВт | |
| – основного шпинделя | 7,5 |
| – подач стола | 3 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Максимальная масса обрабатываемой детали с приспособлением, кг | 1000 |
| Максимальное тяговое усилие приводов стола, Н: | |
| – продольное и поперечное | 40000 |
| – вертикальное | 25000 |
| Габаритные размеры, мм: | |
| – длина | 2280 |
| – ширина | 1965 |
| – высота | 1690 |
| Масса станка с электрооборудованием, кг | 3150 |
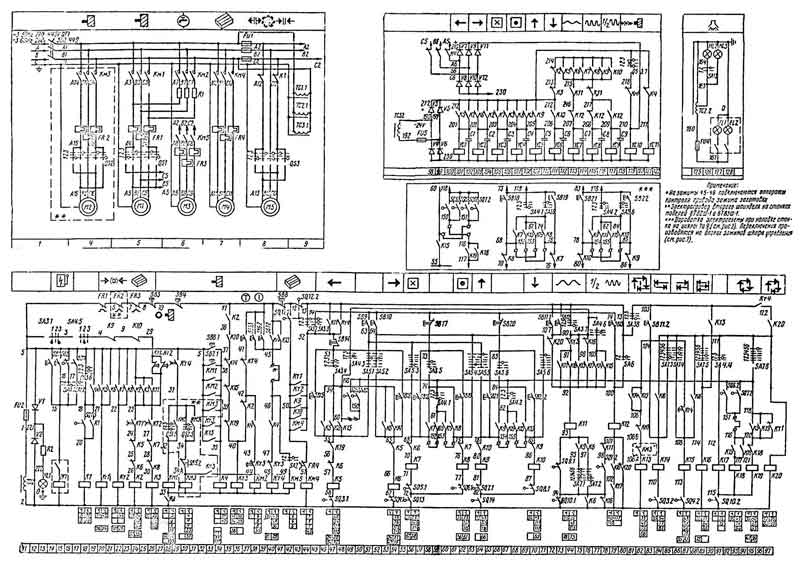
Электрооборудование станка 6Р83Г
Схема электрическая фрезерного станка 6Р83Г
Кинематическая схема фрезерного станка 6р83г
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.




Станки консольно – фрезерные 6Т82 – 6Т83
- Подробности
- Категория: Фрезерные станки
Консольно – фрезерные станки моделей 6Т82Г-1, 6Т82-1, 6Т83Г-1, 6Т83-1 предназначены для фрезерования всевозможных деталей из различных материалов в условиях индивидуального и серийного производства .
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колёса и др.
Кинематическая схема
Станина
Станина – основная сборочная единица, на которой монтируется составные части и механизмы станка. Жесткая конструкция станины достигается за счет развитого основания и большого числа ребер. По вертикальным направляющим станины перемещается консоль, по горизонтальным – хобот. Для ограничения хода консоли с левой стороны станины крепится планка с кулачками.С правой стороны на станине установлен электро-шкаф.Сзади к станине прифланцованы электродвигатели главного движения и механизма крепления инструмента.В нишах станины размещены элементы электрооборудовання.Внутри корпуса станины имеется резервуар для масла.Станина устанавливается на основание, которое служит и опорой винта подъема консоли. Сзади на основании установлен насос подачи охлаждающей жидкости.
Хобот с серьгами (рис. 19) служит дополнительной опорой оправки с инструментом ^На станках 6Т82Г-1 и 6T82-I применяется одна из серег I или II, на станках 6Т83Г-1 и 6T83-I – серьга II; при тяжелых режимах обработки на станках 6Т83Г-1 и 6T83-I могут быть использованы две серьги ILВ зависимости от длины оправки серьги устанавливаются ручным перемещением по направляющим хобота и закрепляются стяжным болтом с гайкой.Хобот перемещается съемным ключом посредством реечной передачи при не затянутом клине. В других случаях клин хобота должен быть затянут.Расточка» отверстия серьги под подшипник выполнена индивидуально для каждого станка, поэтому ПЕРЕСТАНОВКА СЕРЕГ С ОДНОГО СТАНКА НА ДРУГОЙ НЕ ДОПУСКАЕТСЯ.
Коробка скоростей

Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой (рис. 20). На промежуточных валах смонтирована два тройных и один двойной блоки шестерен. Не моторном валу установлена электромагнитная муфта 11, служащая для торможения шпинделя при останове.Осмотр коробки скоростей можно произвести через окно с правой стороны.Шпиндель станка представляет собой двухопорный вал, геометрическая точность которого определяется в основном подшипниками 2 и 4.
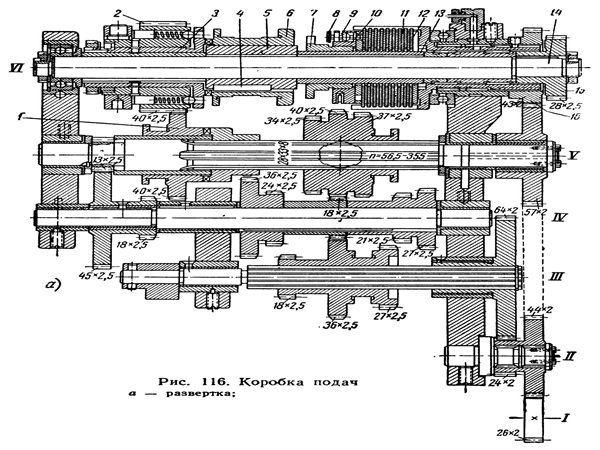
Коробка подач
Коробка но дач (рис. 23) обеспечивает по-лучение рабочих перемещений стола по З-м координатам.Вращение на входное колесо I коробки подач поступает с зубчатого венца 5 (рис. 25), установленного на валу УП консоли. Получаемые в результате переключения блоков шестерен скорости через выходное колесо 3 (рис.25) и паразитную шестерню 20 (рис.24) передаются на муфту подач (рис. 25) установленную на размещенном в консоли выходном валу ХУ1 цепи ускоренного хода. Коробка подач и цепь ускоренного хода от поломок при перегрузках защищены шариковой предохранительной муфтой 22. Величина момента, развиваемого муфтой, регулируется изменением усилия пружин, воздействующих на шарики, размещенные в пазах на торце зубчатого колеса. При перегрузке механизма подач, шарики, преодолевая усилия, пружин, выдавливаются из пазов и зубчатое колесо 21 начинает проскальзывать относительно вала 16, при этом рабочая подача прекращается.Регулирование муфты считается правильном, если не происходит ее срабатывание при одновременном быстром перемещении консоли вверх и по.любой другой координате.
Электрическая схема
Привод главного движения осуществляется от асинхронных электродвигателей трехфазного переменного тока, с короткозамкнутым ротором, обозначенных, на схеме M1 и М2 (рис,2). Электродвигатель М2 установлен только на станках моделей 6Т82Ш-1 и 6Т83Ш-1.Защита электродвигателей М1и М2 от токов короткого замыкания производится выключателем QF1 , от кратковременных перегрузок – тепловыми реле FRI и FR2.








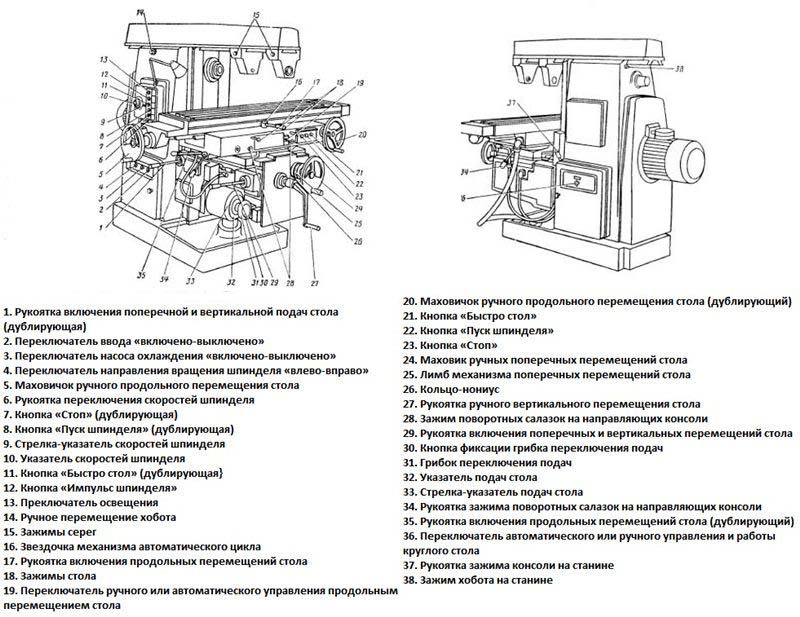
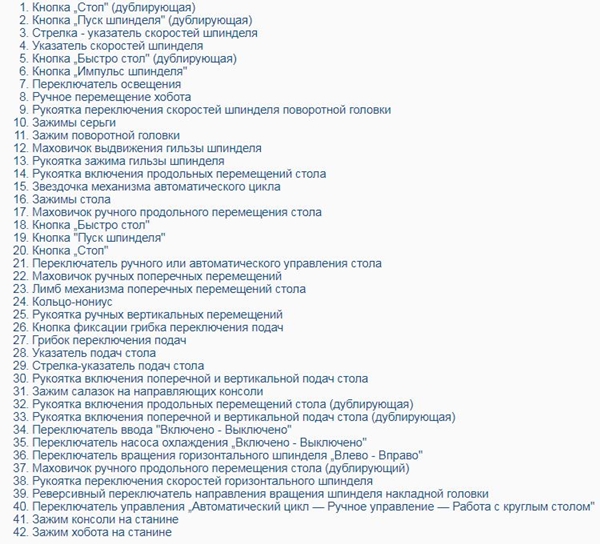
Перечень органов управления
Станок 6Р82Ш может работать в ручном и автоматическом режимах. В последнем случае дополнительно может быть осуществлено перемещение фрез по замкнутому прямоугольнику, замедление подачи инструмента или заготовки, включение привода подачи смазки и смазочно-охлаждающей жидкости.
В состав органов управления входят:
- Рукоятки для переключения режимов действия механизма подач и коробки скоростей;
- Кнопки включения и выключения узлов;
- Маховички ручного перемещения стола;
- Панель управления режимами вращения шпинделей;
- Рукоятки перемещения подвижной панели;
- Панель управления движением подвижных салазок;
- Кнопки аварийного отключения станка.
Принцип управления работой фрезерного станка марки 6Р82Ш основан на комбинированном использовании показаний цифровых индикаторов (положения стола, шпинделей) и ручного управления основными узлами при помощи градуированных маховичков. Рукоятки предусмотрены на обеих боковых поверхностях стойки. Схема станка допускает его модернизацию с установкой системы автоматизированного управления.
Настройка автоматического режима
У консольно-фрезерных станков модификации «М» и «Р» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме. При единичном производстве контроль подач выполняется вручную, включая быстрое перемещение стола. Серийное изготовление предусматривает использование автоматических и полуавтоматических диапазонов. По сути, данные режимы представляют собой скачкообразный и маятниковый способ действия.
Чтобы настроить процесс соответствующим образом, в Т-образном пазу сбоку делается расстояние между кулачками по определенному показателю. Эти элементы в нужный момент воздействуют на контрольную звездочку быстрыми рабочими движениями стола на ручку переключения продольной подачи, что дает возможность гарантировать работу оборудования по заданному циклу.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Скачкообразный полуавтоматический режим.
- Быстрые подачи вправо и влево назад.
- Аналогичная операция в левую сторону и обратное направление справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на автомате только в правую либо левую сторону.
Процесс настройки проводится в следующей последовательности:
- Станок должен быть отключен от сети питания.
- Переключатели режимов ставятся в нужное положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки устанавливаются в соответствующую позицию.
- Подача на быстрый ход и обратно производится на любом этапе и направлении движения, за исключением зоны ограничения для возможной работы элементов.
- Корректировка автоматического или ручного движения стола осуществляется в нейтральном положении путем продольного нажатия рукоятки до упора. В случае невозможности фиксации маховика на торце поворачивают регулировочный винт.






