
Как выбрать режим на практике?
Как ранее было отмечено, в большинстве случаев технологические карты разработаны специалистом и мастеру остается лишь выбрать подходящий инструмент и задать указанные параметры. Кроме этого, мастер должен учитывать то, в каком состоянии находится оборудование, так как предельные значения могут привести к возникновению поломок. При отсутствии технологической карты приходится проводить выбор режимов фрезерования самостоятельно. Расчет режимов резания при фрезеровании проводится с учетом следующих моментов:
Типа применяемого оборудования. Примером можно назвать случай резания при фрезеровании на станках ЧПУ, когда могут выбираться более высокие параметры обработки по причине высоких технологических возможностей устройства. На старых станках, которые были введены в эксплуатацию несколько десятков лет назад, выбираются более низкие параметры
На момент определения подходящих параметров уделяется внимание и техническому состоянию оборудования.
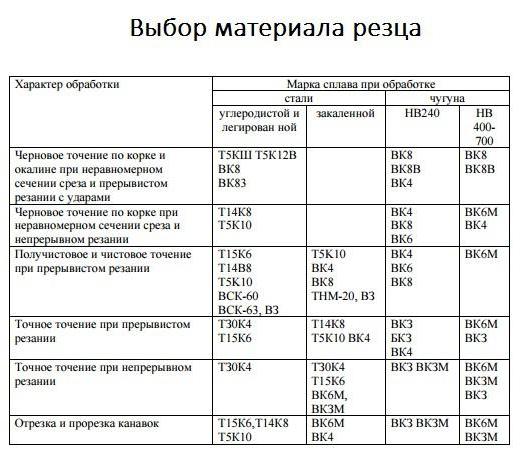
Следующий критерий выбора заключается в типе применяемого инструмента. При изготовлении фрезы могут применяться различные материалы
К примеру, вариант исполнения из быстрорежущей качественной стали подходит для обработки металла с высокой скоростью резания, фреза с тугоплавкими напайками предпочтительно выбирается в случае, когда нужно проводить фрезерование твердого сплава с высоким показателем подачи при фрезеровании. Имеет значение и угол заточки режущей кромки, а также диаметральные размер. К примеру, с увеличением диаметра режущего инструмента снижается подача и скорость резания.
Тип обрабатываемого материала можно назвать одним из наиболее важных критериев, по которым проводится выбор режима резания. Все сплавы характеризуются определенной твердостью и степенью обрабатываемости. К примеру, при работе с мягкими цветными сплавами могут выбираться более высокие показатели скорости и подачи, в случае с каленной сталью или титаном все параметры снижаются. Немаловажным моментом назовем то, что фреза подбирается не только с учетом режимов резания, но и типа материала, из которого изготовлена заготовка.
Режим резания выбирается в зависимости от поставленной задачи. Примером можно назвать черновое и чистовое резание. Для черного свойственна большая подача и небольшой показатель скорости обработки, для чистовой все наоборот. Для получения канавок и других технологических отверстий и вовсе показатели подбираются индивидуально.
Читать также: Черновая получистовая чистовая обработка
Как показывает практика, глубина резания в большинстве случаев делится на несколько проходов при черновой обработке, при чистовой он только один. Для различных изделий может применяться таблица режимов, которая существенно упрощает поставленную задачу. Встречаются и специальные калькуляторы, проводящие вычисление требуемых значений в автоматическом режиме по введенным данным.
Особенности процесса
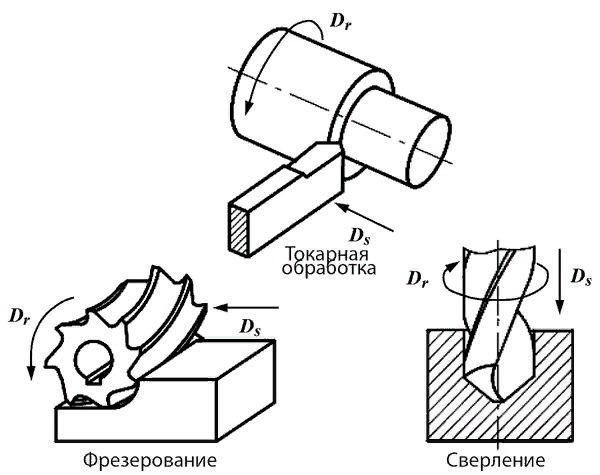
Токарная отделка осуществляется на специальных станках с помощью резцов. Главные движения выполняются шпинделем, который обеспечивает вращение закрепленного на нем объекта. Движения подачи совершаются инструментом, который закреплен в суппорте.

К основным видам характерных работ относятся: торцевое и фасонное обтачивание, растачивание, обработка углублений и канавок, подрезание и отрезание, оформление резьбы. Каждый из них сопровождается производительными движениями соответствующего инвентаря: проходных и упорных, фасонных, растачивающих, подрезных, отрезных и резьбовых резцов. Разнообразный типаж станков позволяет обрабатывать мелкие и очень крупные объекты, внутренние и внешние поверхности, плоские и объемные заготовки.
Скорость резания
V – скорость резания, путь перемещения обрабатываемой поверхности заготовки относительно режущей кромки резца в единицу времени, м/мин.
, м/мин, м/с,
n – число оборотов заготовки/мин.
Если главное движение возвратно–поступательное, (например строгание), а скорости рабочего и холостого ходов различны, то скорость резания в м/мин находят по следующей зависимости
V = Lm(К=1)/1000,
где L – расчетная длина хода инструмента; m – число двойных ходов инструмента в мин;К – коэффициент показывающий отношение скоростей рабочего и холостого ходов.
Для повышения производительности процесса обработки V резания должна быть наибольшей. Однако, скорость резания ограничивается стойкостью режущей кромки инструмента, т.е.
или
, м/мин,
где Т – стойкость инструмента, т.е. способность сохранять в рабочем состоянии режущие кромки (до достижения критического критерия затупления hзкр);
Сv – коэффициент учитывающий конкретные условия обработки: физико-механические свойства обрабатываемого материала, качество поверхности заготовки, углы резца, условия охлаждения и т.д.;
хy и yv – показатели степени при глубине резания t и подаче S, точно также как и Сv указаны в нормативных справочниках по резанию. Для определения оптимальной скорости резания нужен экономический анализ, необходимо выяснить, что выгоднее – повышение скорости резания или повышение стойкости инструмента. Например, расчетами или опытами выявлено, что при скоростях резания
| V, м/с | 1,2 | 1,5 | 1,7 | 2,0 |
| Т, сек | 425 | 166 | 100 | 33 |
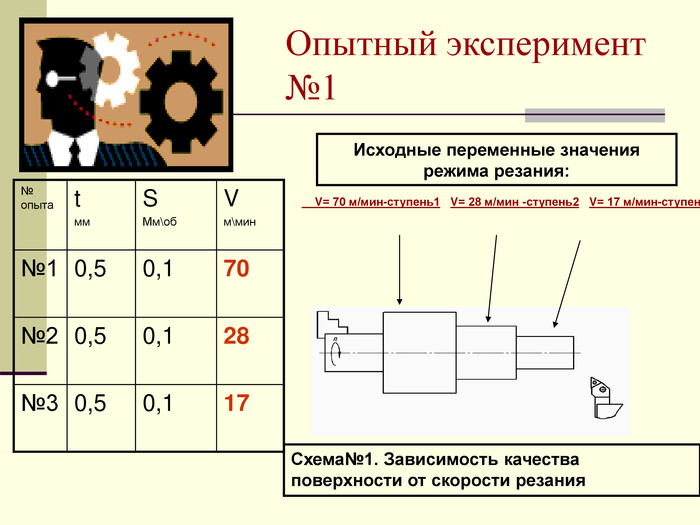
Анализируя эти результаты можно отметить, что увеличение скорости резания на 25% приводит к снижению стойкости резца почти в три раза. Поэтому нужно учитывать, что по времени выгоднее – увеличение скорости или сохранение стойкости? В справочниках имеются рекомендуемые скорости резания V для данных конкретных условий обработки. При назначении V учитывают ее влияние на шероховатость поверхности, которая оказывает существенное влияние на износостойкость рабочих поверхностей детали, ее усталостную и коррозионную стойкость, а также на коэффициент полезного действия машин.
Шероховатость
– один из показателей качества поверхности оценивается высотой, формой, направлением неровностей, включающая выступы и впадины на поверхности деталей, характеризующиеся малыми шагами т.е.
Она характеризуется тремя высотными параметрами Ra, Rr, Rmax двумя шаговыми Sm, S и относительной опорной длиной tр.
На шероховатость влияют режим резания, геометрия инструмента, вибрации, физико-механические свойства материала заготовки.
По современным представлениям сила трения Fт включает силу молекулярного взаимодействия контактирующих поверхностей и силу сопротивления их перемещению вследствие зацепления неровностей.
При благоприятном профиле износостойкость детали выше за счет меньшей величины контактных напряжений. Необходимо иметь ввиду, что усталостные разрушения вызываются знакопеременными нагрузками и трещины при этом развиваются с поверхности, причем в местах наиболее напряженных, т.е. во впадинах, где высокая степень пластического деформирования.
Следовательно скорость резания назначается таким образом, чтобы через определенное время (период стойкости Т) резец износился до значения критерия h3. Так Т = 30…60 мин для резцов из быстрорежущей стали и Тmax = 90 мин – для резцов с напаянными твердыми сплавами.
Нормирование технологических процессов
- Главная /
- Основные понятия /
- Нормирование технологических процессов
Под нормированием технологических процессов понимают назначение технически обоснованных норм времени на продолжительность выполнения операций.
Технически обоснованной нормой времени называют время выполнения технологической операции в определённых организационно — технических условиях, наиболее благоприятных для данного типа производства.
На основе технически обоснованных норм времени устанавливают расценки, определяют производительность труда, осуществляют планирование производства и т. п.
Различают следующие нормы времени:
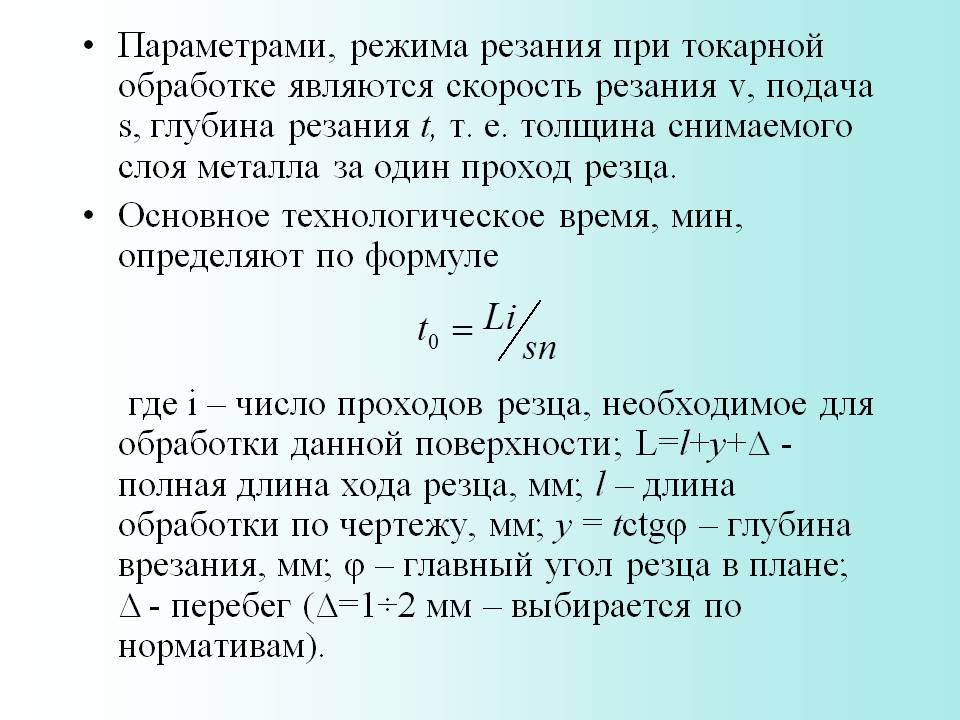
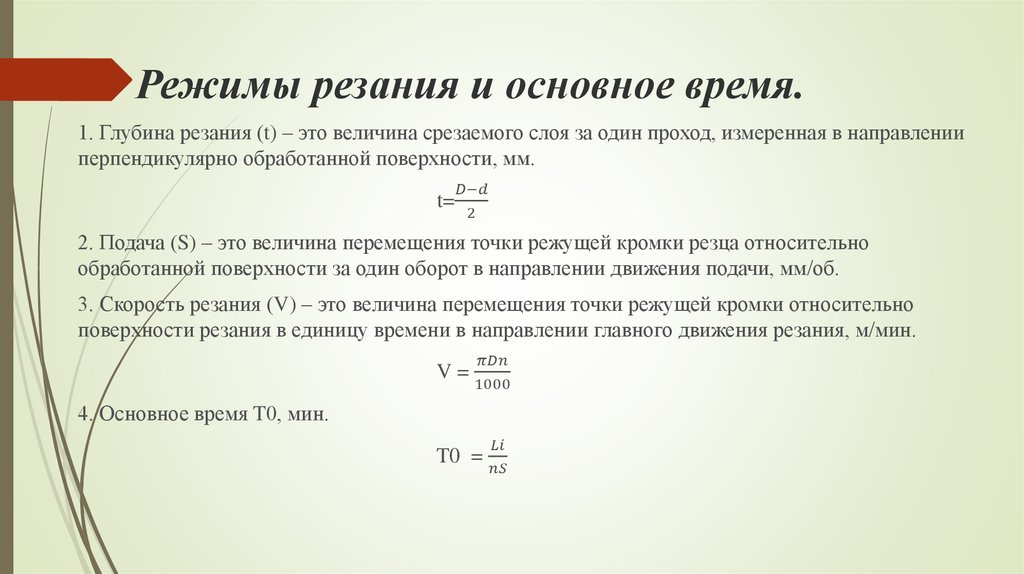
To — основное (машинное) технологическое время, мин, — время затраченное резание
, (39)
где:
L — длина обработки, мм ; S — подача, мм/об ; n — частота вращения шпинделя, мин-1; i — число рабочих ходов (проходов).
L=l0+l1+l2, мм (40)
Где:
l0 — длина обрабатываемой поверхности в направлении обработки, мм ; l1 — длина врезания, мм ; l2 — перебег режущего инструмента, мм .
При точении и обработке осевым режущим инструментом длина врезания определяется по формуле, мм
, (41)
где:
t — глубина резания, мм ; j — главный угол в плане.
При фрезеровании цилиндрическими, дисковыми и фасонными фрезами длина врезания, мм
(42)
Для торцовых фрез при симметричном резании длина врезания, мм
(43)
Перебег инструмента при обработке глухих отверстий равен нулю, в остальных случаях перебег, мм
(44)
Твсп — вспомогательное время, затраченное на управление станком, установку, закрепление и снятие детали, подвод и отвод режущего инструмента, измерение детали, мин.
Торм — время на организацию рабочего места, затраченное на смазывание станка, удаление стружки, уборку рабочего места, установку и снятие режущего инструмента, мин.
Тотд — время на отдых, мин.
Тшт — штучное время — продолжительность выполнения технологической операции, не учитывающее время на подготовку исполнителя (рабочего) к выполнению данной операции.
Тп.з. — подготовительно-заключительное время, необходимое на ознакомление исполнителя с чертежом, получение консультаций у мастера, настройку станка и приспособлений. Это время распределяется не на одну деталь, а на всю партию деталей (n), подлежащих изготовлению.

Тш. к. — штучно-калькуляционное время, это и есть технически обоснованная норма времени на выполнение операции.
Все эти нормы времени приводятся в нормативно — справочной литературе.
Все нормы времени связаны между собой следующими приблизительными соотношениями:
Сокращение времени на обработку детали — Тшт. повышает производительность труда. Это сокращение возможно только за счёт уменьшения To (уменьшение припусков на обработку, применение многоинструментной обработки, применение режущего инструмента повышенной стойкости и соответствующей интенсификацией режимов обработки) и Твсп. (применение станочных быстродействующих приспособлений, фасонного и комбинированного режущего инструмента, и т. п.).
Справочник
Подготовительно-заключительное время (Тп.з.) на токарные станки
Подготовительно-заключительное время (Тп.з.) на сверлильные станки
Подготовительно-заключительное время (Тп.з.) на фрезерные станки
Время на установку и снятие деталей (Тв.у.) в самоцентрирующем патроне
Время на установку и снятие деталей (Тв.у.) прутка на токарном станке
Время на установку и снятие деталей (Тв.у.) на оправке
Время на установку и снятие деталей (Тв.у.) на сверлильных станках
Время на установку и снятие деталей (Тв.у.) на фрезерных станках
- Инструментальные материалы
- Проектирование технологических процессов
Токарная технология
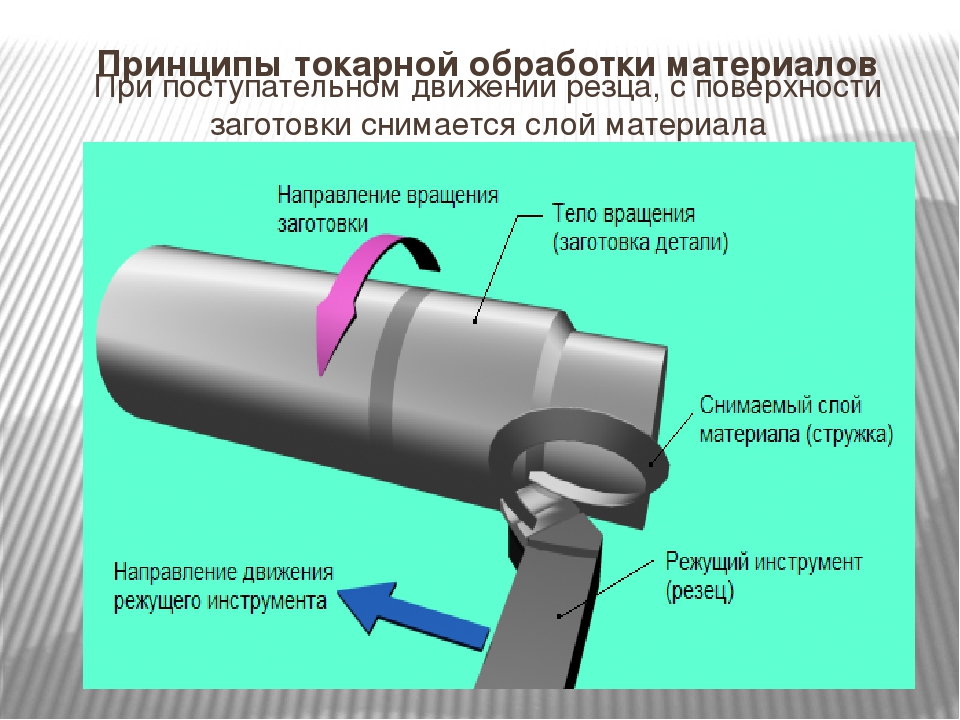
Токарная обработка металла производится на токарном станке, имеющим сверла, резцы и иные режущие приспособления, срезающие слой металла с изделия до установленной величины. Является оптимальной для работы с деталями из нержавеющей стали.
Вращение обрабатываемой детали называется главным движением, а постоянное перемещение режущего инструмента обозначается движением подачи, обеспечивающим непрерывную резку до установленных показателей.
Видео:
Возможность сочетать различные движения позволяет обтачивать на токарном устройстве детали резьбовых, конических, цилиндрических, сферических и многих других поверхностей.
Также на токарных устройствах нарезается резьба, отрезаются части деталей из разных металлов и нержавеющей стали, обрабатываются различные отверстия сверлением, развертыванием, растачиванием. Все процессы подробно представлены на видео.
Для таких видов резания обязательно нужно использовать разнообразные измерительные приспособления (штангенциркули, нутромеры и т.д.).
Технология токарной обработки следующая. Когда под воздействием усилия в деталь врезается кромка режущего инструмента, данная кромка отмечает зажим обрабатываемого изделия.
В это время резцом удаляется лишний слой металла, превращающийся в стружку. Принцип резания можно посмотреть на видео.
Стружка подразделяется на следующие виды:
Для производительного резания нужно правильно произвести расчет режима.
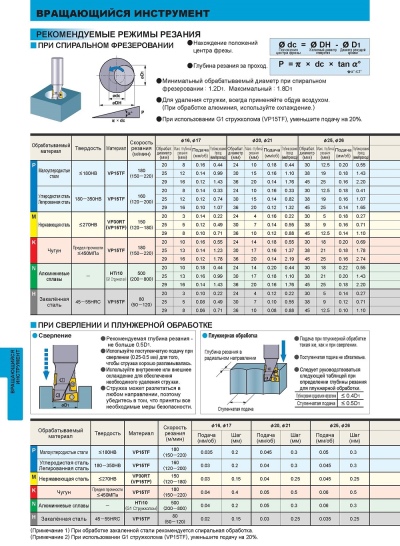
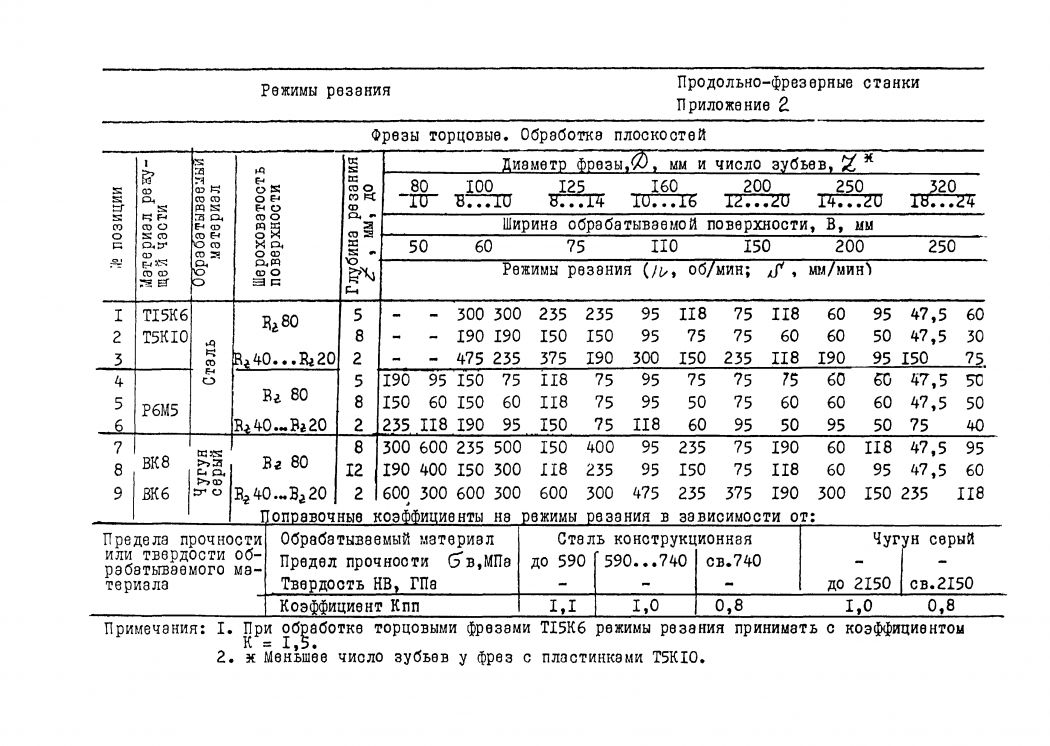
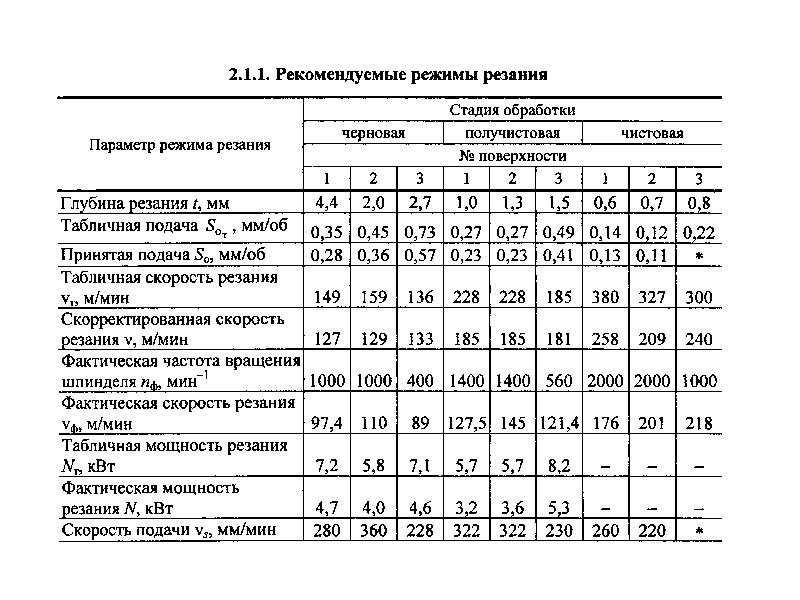
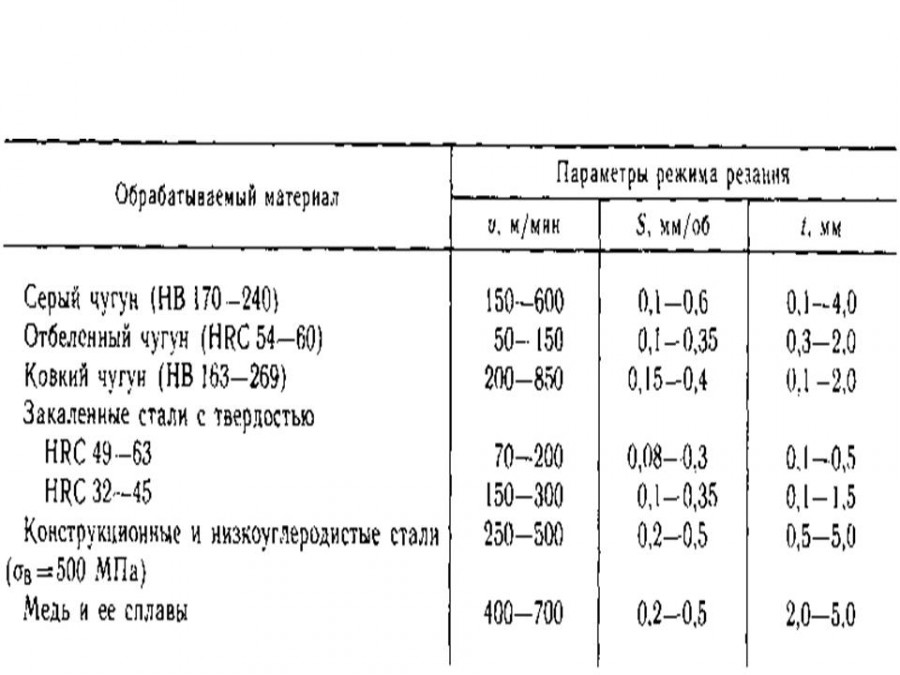
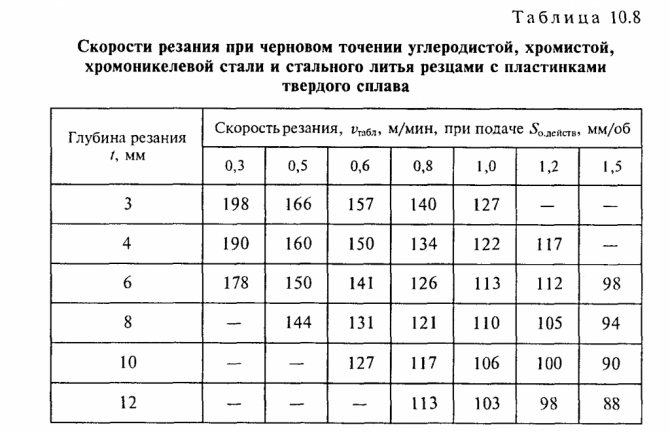
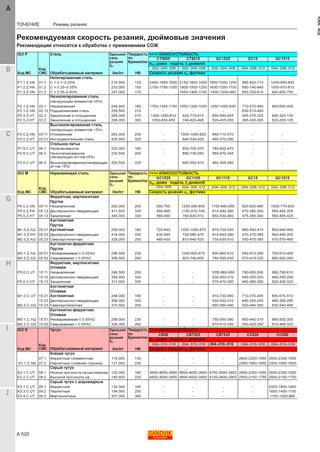
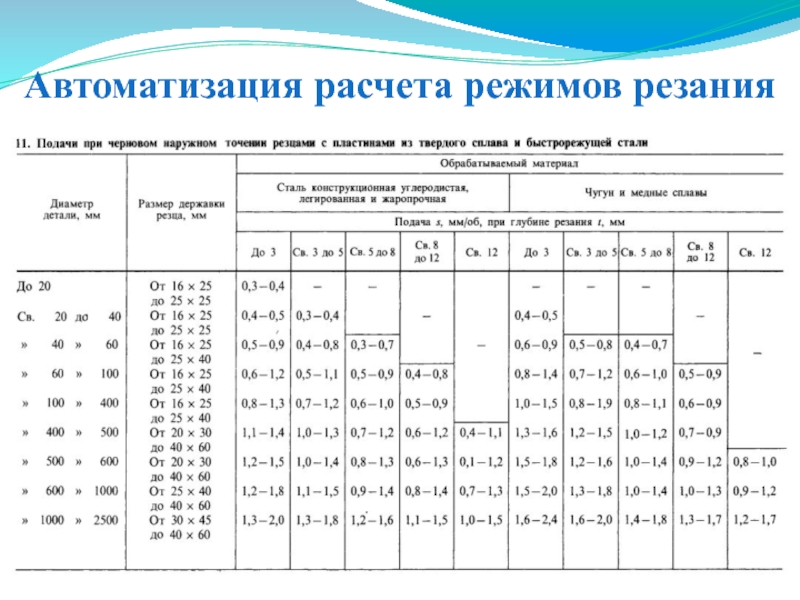
Расчет режимов производится на основе справочных и нормативных сведений, которые объединяет специальная таблица.
Таблица отображает режимы скорости резания для разных материалов: меди, чугуна, титана, латуни, нержавеющей стали и т.д. Также таблица отображает плотность и другие физические параметры материала.
Расчет режимов служит гарантией подбора оптимальных значений всех показателей и обеспечения высокоэффективного резания стали.
Любой расчет начинается с подбора глубины резания, после чего устанавливается подача и скорость.
ВАЖНО ЗНАТЬ: Технология лазерной резки металла
Расчет должен выполнять строго в данной последовательности, так как скорость больше всего влияет устойчивость и износ резца.
В первую очередь, производится расчет величины шероховатости заготовки.
Исходя из данного показателя, выбирается оптимальный способ обточки поверхностей заготовки, таблица содержит данные значения.
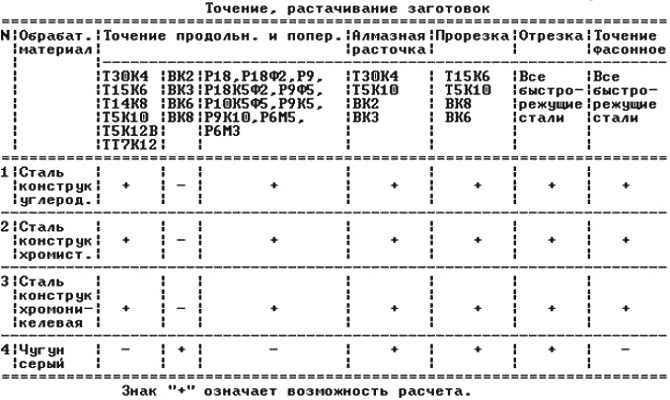
Таблица содержит данные, указывающие на то, какой инструмент рекомендуется для резания.
Нужно иметь в виду, что таблица также содержит иллюстрации, демонстрирующие рациональные способы токарной обработки поверхностей разных металлов: олова, алюминия, титана, меди, нержавеющей стали.
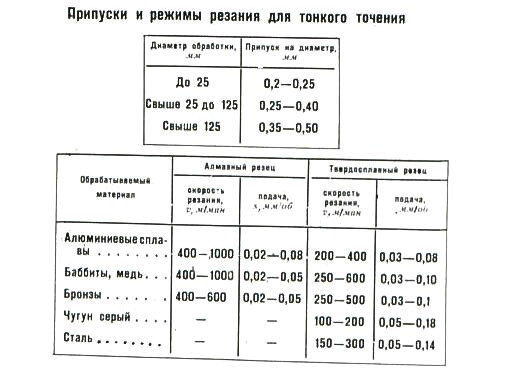
Расчет глубины высчитывается показателем припуска на обточку поверхностей. На расчет величины подачи влияет уровень требуемой чистоты обточки.
Максимальные показатели выставляются для черновой обработки, минимальные – для чистовой.
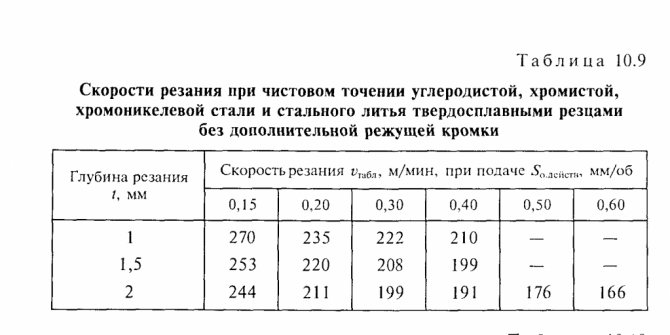
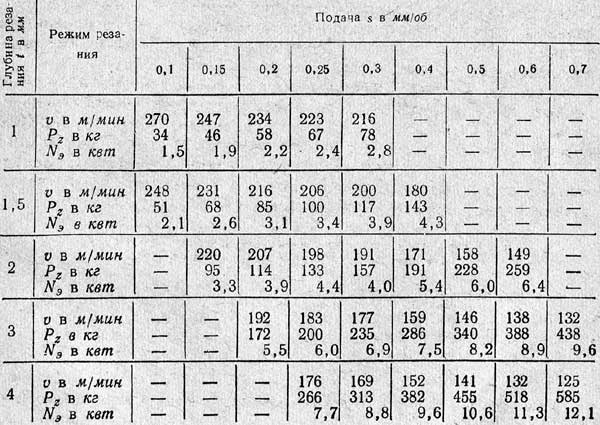
Расчет скорости обработки поверхностей основывается на основе полученных значений по формулам. Допускается брать скорость, значения которой содержит таблица.
Также необходим расчет усилия резания по эмпирическим формулам, установленным для каждого типа обработки.
Преимуществами токарного резания можно назвать:
1 Режим резания – что это такое?
Под таким режимом понимают комплекс из нескольких элементов, которые определяют условия осуществления операции резания. Его расчет производят так, чтобы была обеспечена самая производительная и экономически целесообразная обработка поверхности детали по показателям шероховатости и точности.

Режимы резания включают в себя следующие моменты:
- скорость резки;
- время стойкости рабочего приспособления, используемого для выполнения операции;
- подача и глубина резания;
- мощность и сила процесса.
Расчет режима резания можно проводить на основании справочных и нормативных документов, коих российская школа обработки разнообразных металлов собрала немало. Суть такого метода заключается в выборе требуемых значений из специальных таблиц. Подобный расчет гарантирует подбор оптимальных показателей всех элементов, а значит, обеспечивает и максимально эффективное выполнение операции резания.
Фото таблицы для расчета режимов резания
Но он является очень громоздким. Специалисту необходимо проанализировать и сопоставить огромные массивы информации. При этом абсолютно все режимные характеристики напрямую связаны между собой. Как только один из них изменяет свое значение, остальные также становятся иными. Понятно, что в производственных условиях использовать табличную схему подбора режимов не всегда разумно.
В ряде случаев целесообразнее использовать расчетную (иногда ее называют аналитической) схему выбора режима. Ее смысл состоит в том, что специалист, применяя эмпирические формулы, производит расчет всех требуемых ему показателей. Абсолютно точное выполнение расчетов по аналитической методике обеспечивается тогда, когда известны такие паспортные характеристики токарного станка либо иного металлообрабатывающего агрегата:
- частота вращения шпинделя;
- мощность двигателя;
- величины подач.
На фото — таблица характеристик токарных станков для точения заготовок
Это интересно: Ремонт токарного станка 16К20 — виды, неисправности, основные узлы
Проверка корректности рабочих параметров
Теоретические данные, полученные с помощью вычислений, способны дать результаты с довольно большими допусками. Чтобы окончательно выбрать оптимальный порядок, необходимо проверить эти выкладки на практике на наличие погрешностей. Отличаться могут как физические свойства материала, так и технические характеристики станка. В жизни не бывает абсолютно одинаковых агрегатов.
Корректировка режима обязательна каждый раз при:
- запуске новой серии;
- смене оборудования;
- замене партии заготовок.
При этом производится пробная обработка с плавным изменением всех рекомендуемых габаритов и выбираются значения, наиболее подходящие для этого случая. Похожие действия нужно повторить и при смене инструмента. Для бесперебойной эксплуатации рекомендуется подобрать норматив с достаточным запасом. Это позволит избежать брака и сэкономить время на переналадку.
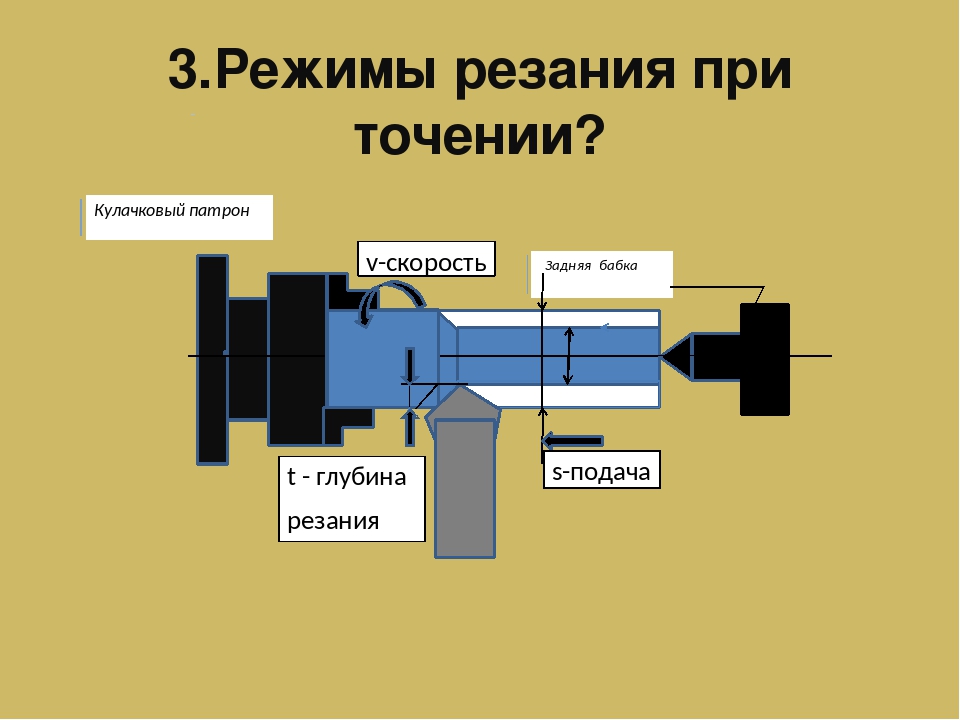
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах — это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые — это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.
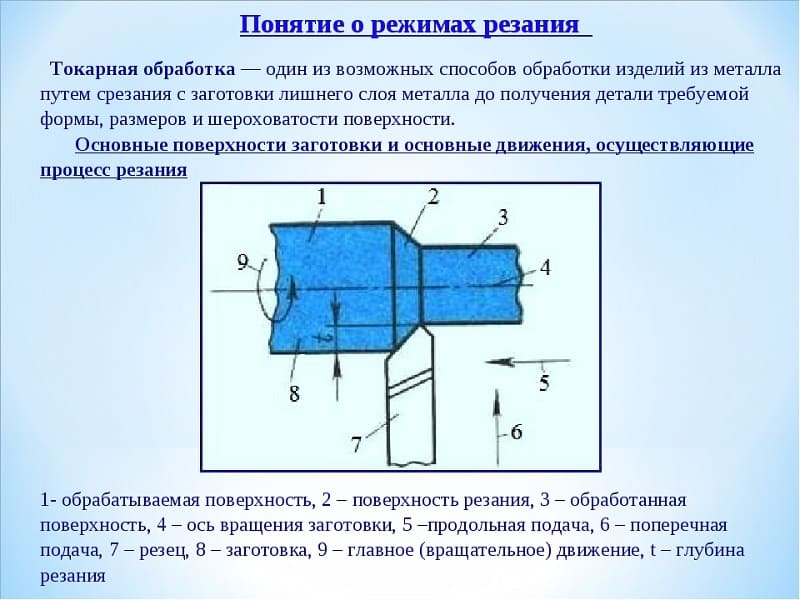
Понятие о режимах резания
Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
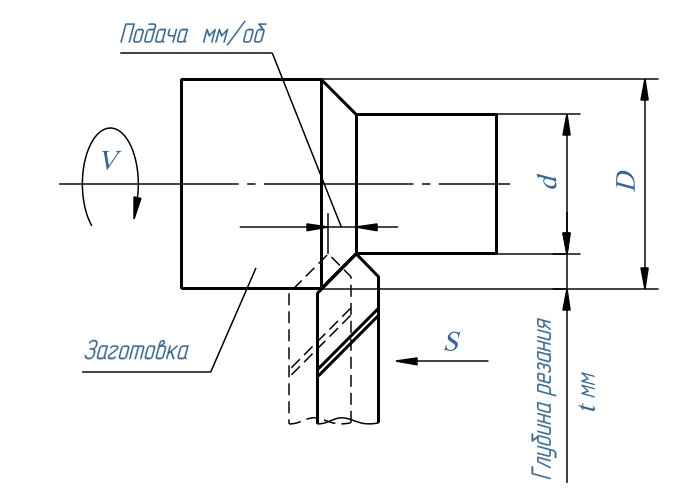
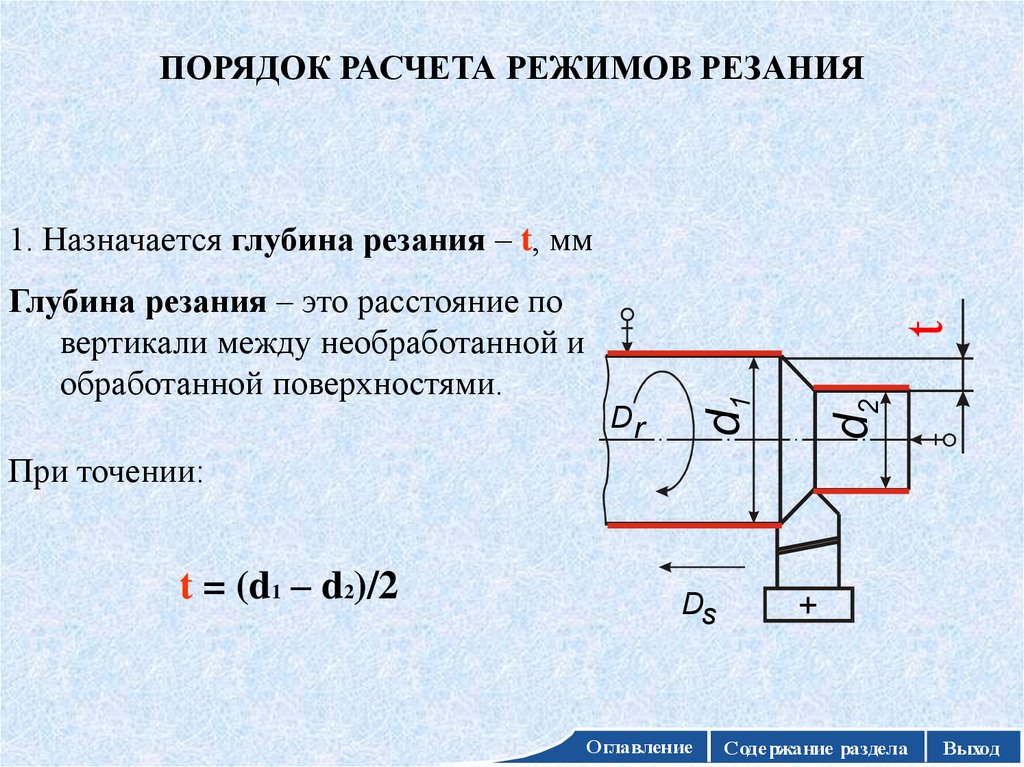
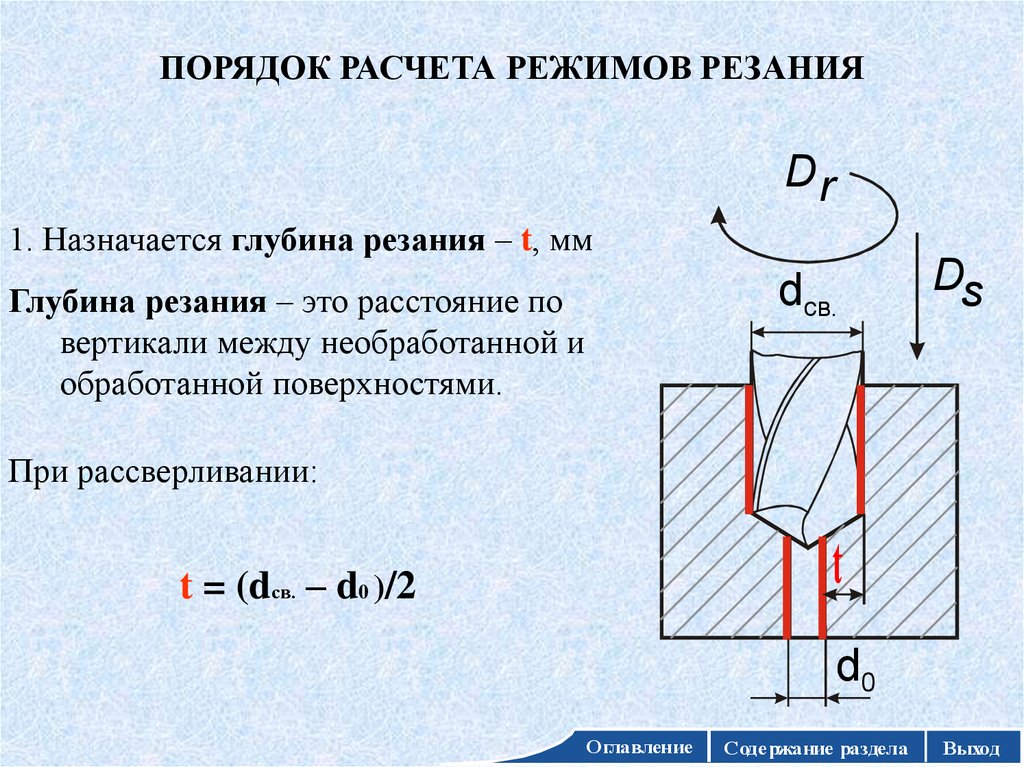
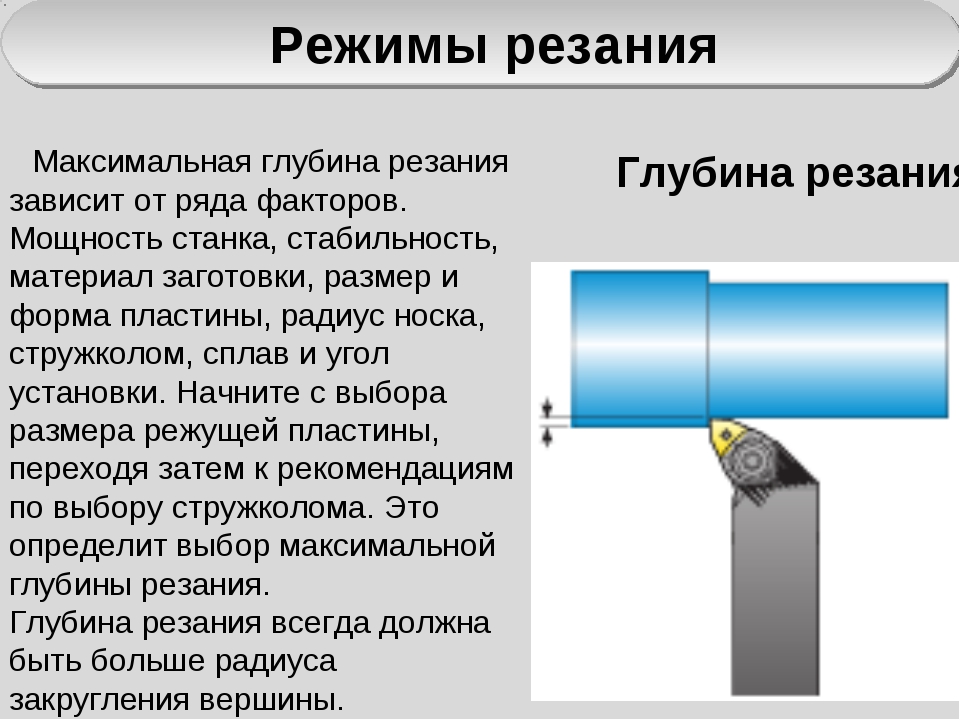
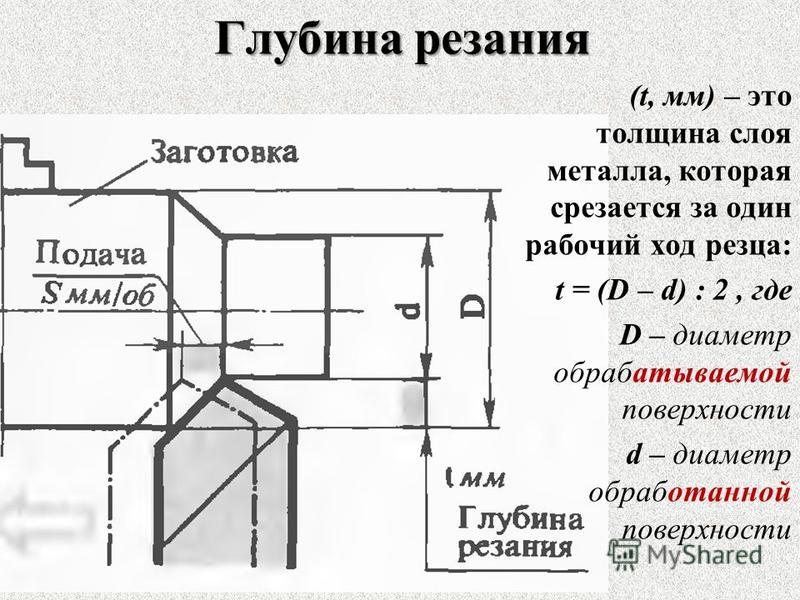
Глубина
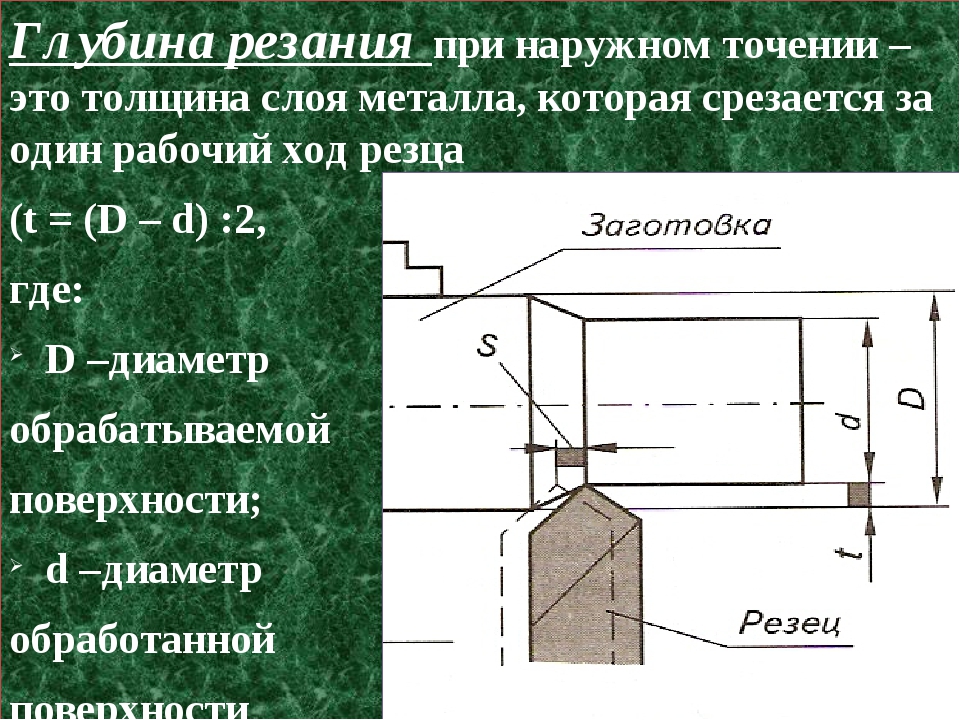
Припуск — это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
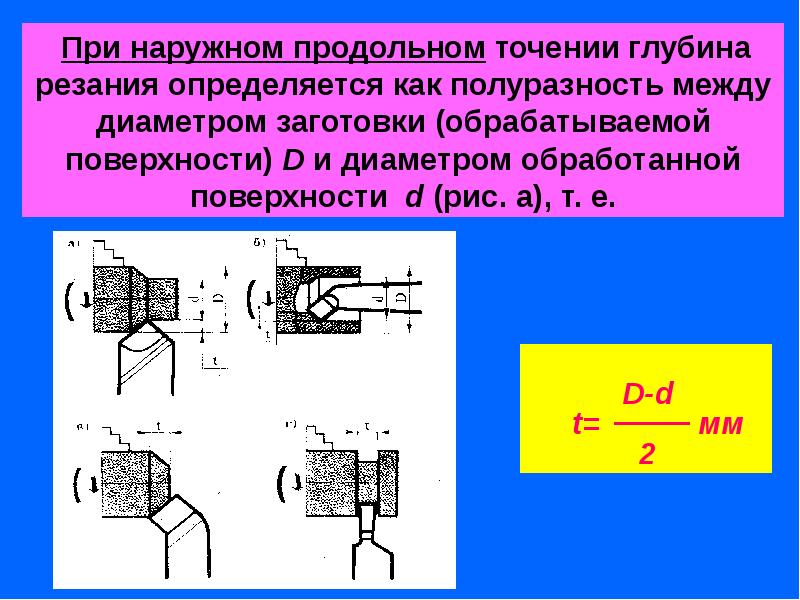
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки — это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке — глубина канавки.
Глубина резания
В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке — это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
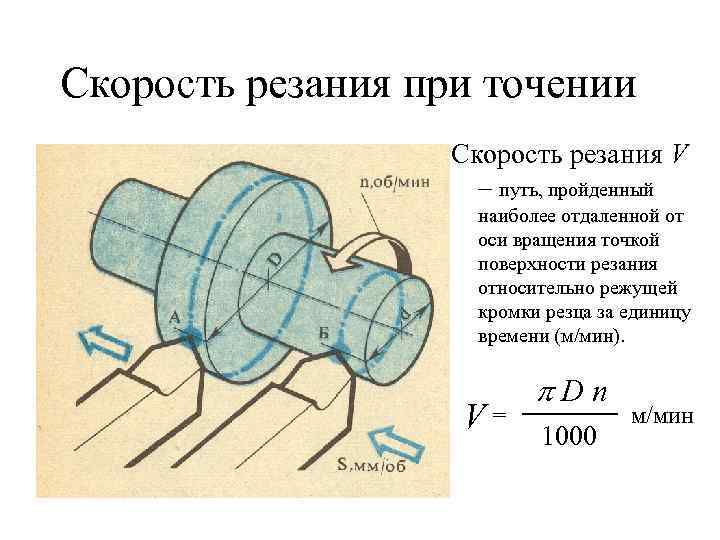
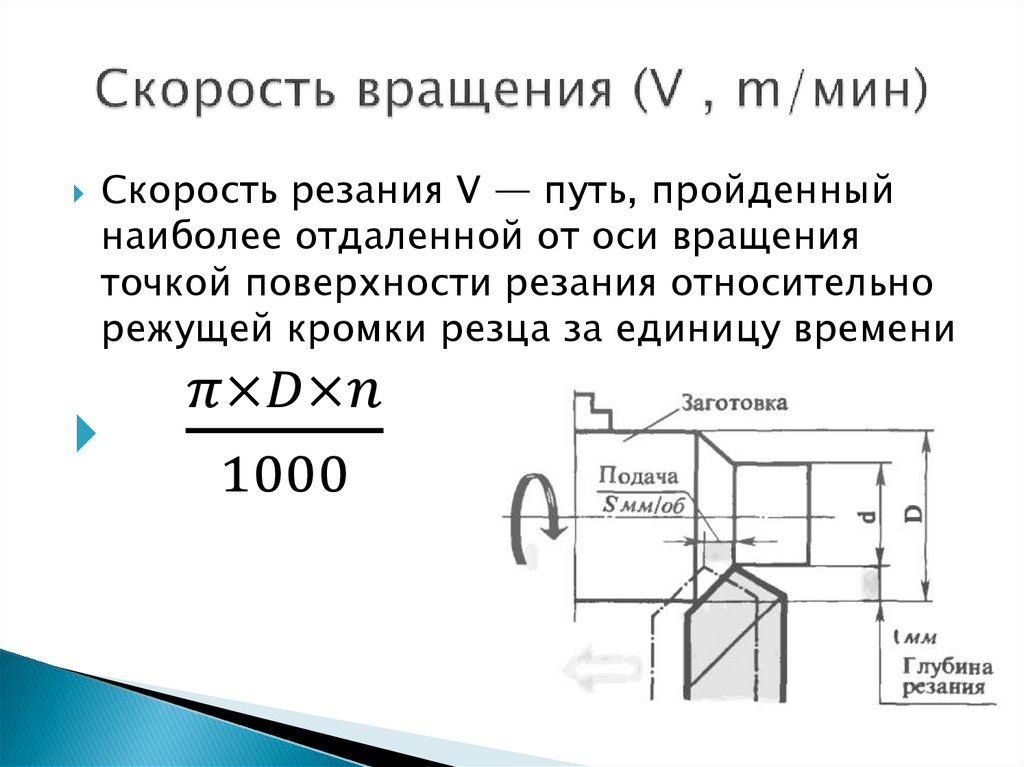
Скорость
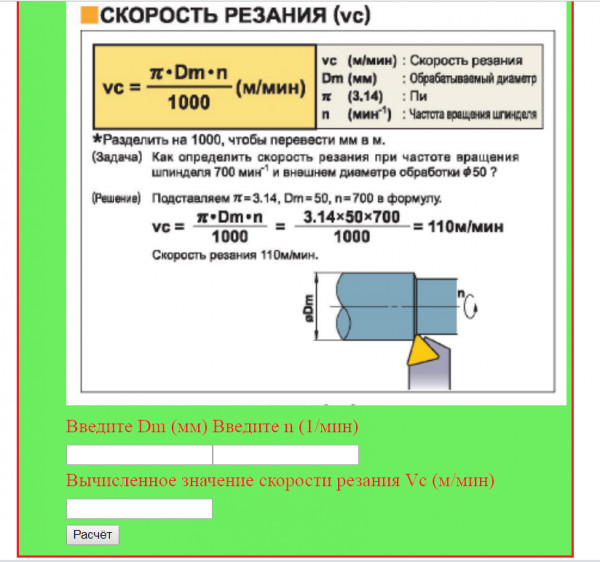
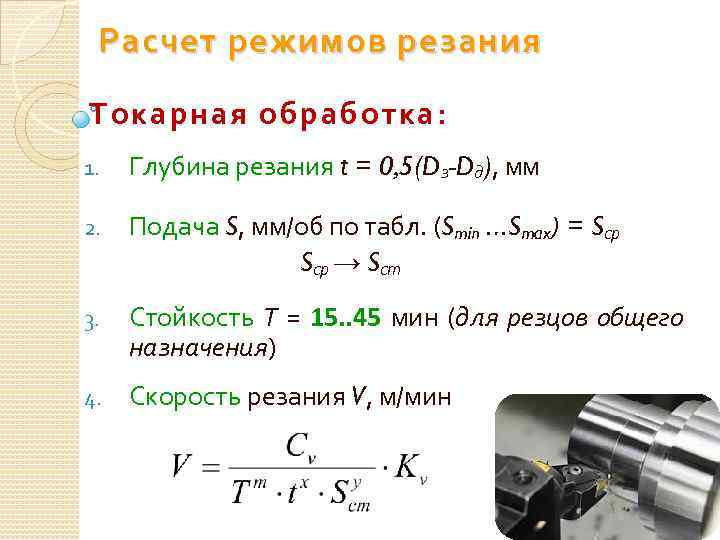
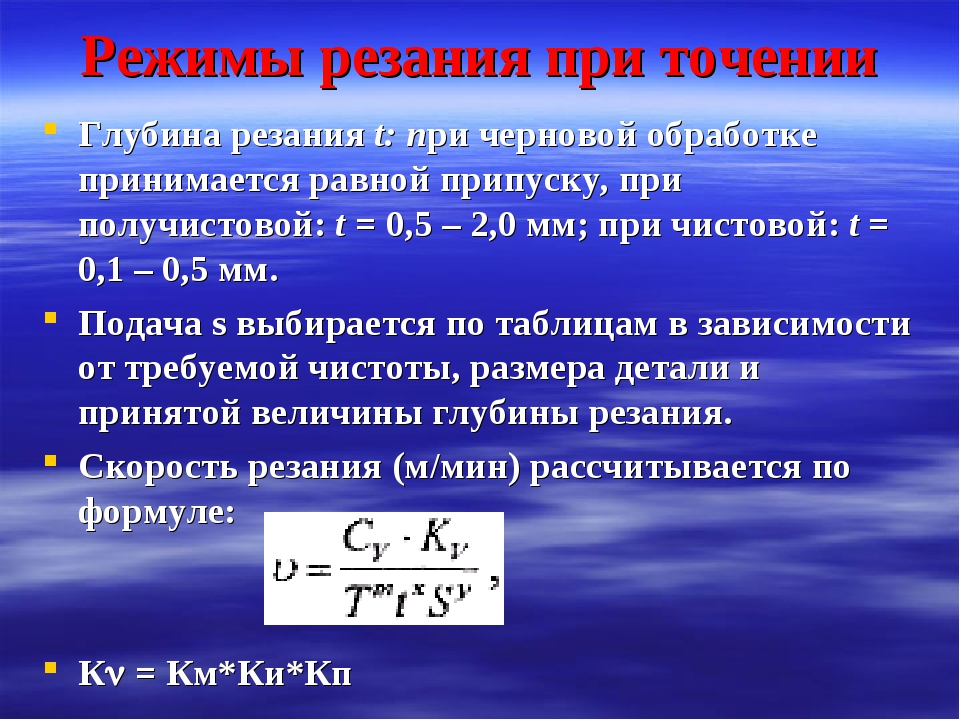
Скорость резания при токарной обработке — это суммарная траектория режущей кромки резца за единицу времени. Ее размерность — в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.
Скорость резания
Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Инструмент для точения: классификация
От качества и надежности токарных резцов в значительной степени зависит точность получаемых размеров и производительность обработки. Они должны обеспечивать:
- получение требуемой формы;
- размеры;
- качество поверхности;
- наибольшую производительность при минимальных силовых, а следовательно, энергетических затратах;
- технологичность в изготовлении;
- возможность восстановления режущих свойств;
- минимальный расход дорогостоящих инструментальных материалов.
Классифицировать токарные резцы можно по способу обработки:
- проходные;
- подрезные;
- отрезные;
- прорезные;
- галтельные;
- резьбовые;
- фасонные;
- расточные.
По материалу режущей части выделяют:
- инструментальные;
- быстрорежущие;
- твердосплавные:
- однокарбидные (вольфрамовые);
- двухкарбидные (титановольфрамовые);
- трехкарбидные (титанотанталовольфрамовые);
- минералокерамические;
- алмазы.
По конструктивному исполнению токарные резцы бывают:
- цельные;
- сборные;
- комбинированные.
Выбор типа токарного резца зависит от типа обрабатываемой поверхности (наружная, внутренняя), твердости материала заготовки, типа обработки (черновая, получистовая, чистовая), геометрических параметров и материала режущей части, державки.
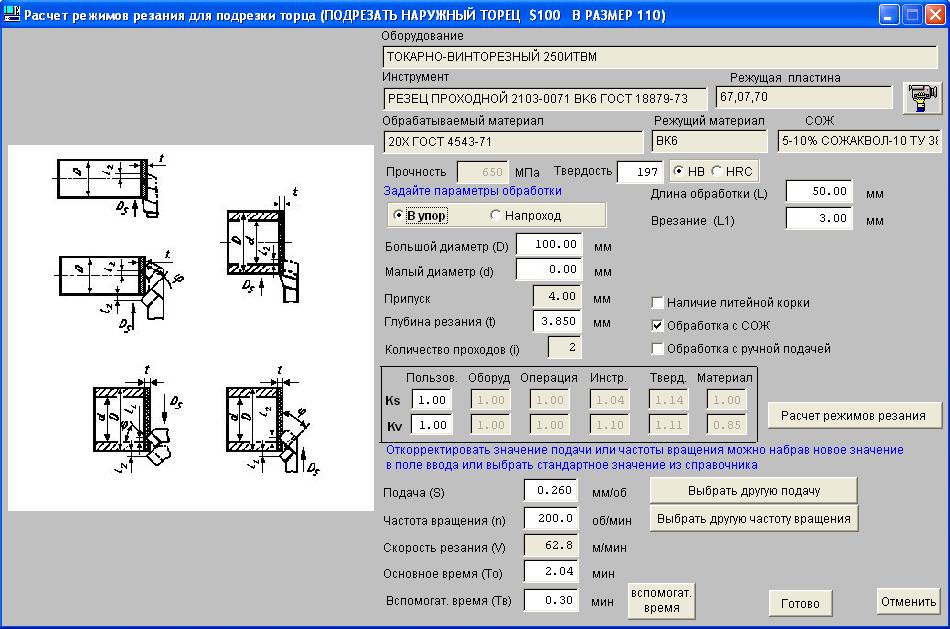
Примеры расчета режима резания (токарная обработка)
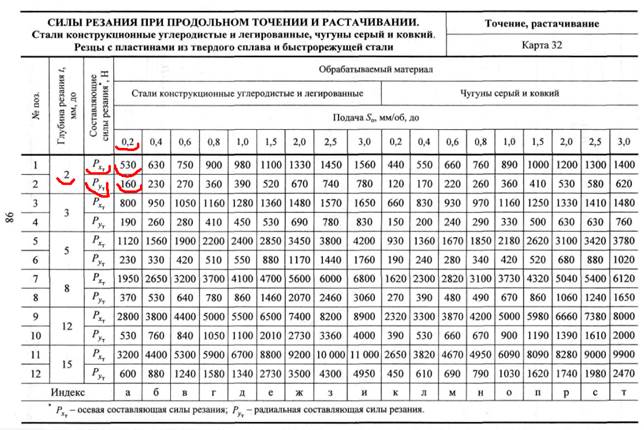
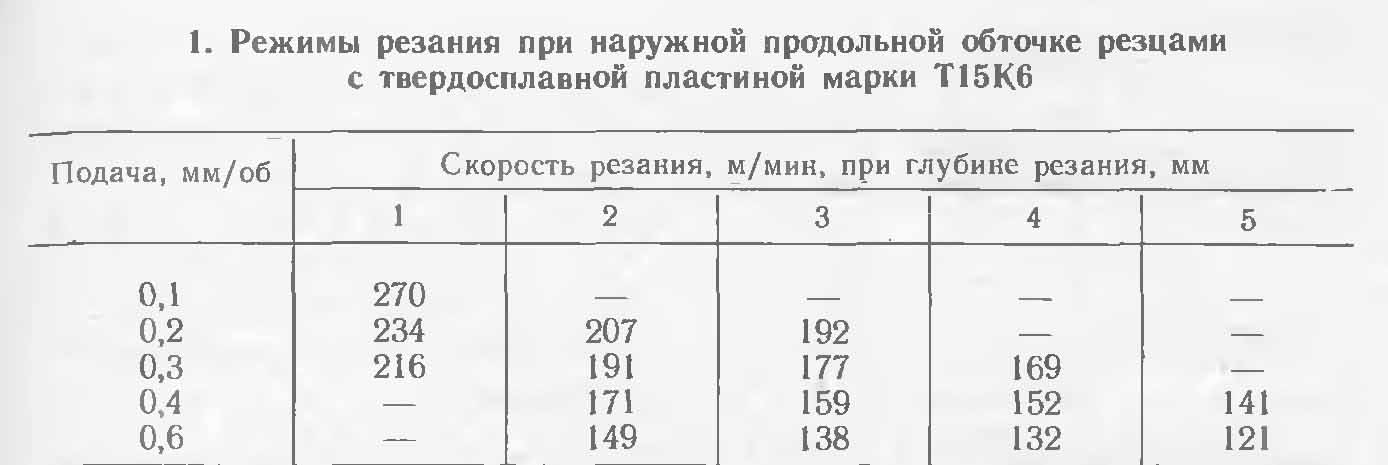
Пример 1. Точить валик с одной стороны начерно из заготовки, полученной методом горячей штамповки (рис.2.1) 90 х 725 мм с припуском по ступеням вала 5 мм на сторону, материал заготовки сталь 40Х, σв = 72 кг/мм 2 , станок токарно-винторезный модели 16К20Ф1, η = 0,8. Инструмент — резец проходной, φ = 45°, Т5К10, резец проходной упорный 16×25 φ = 90°, Т5К10. Приспособление — центры, хомутик.
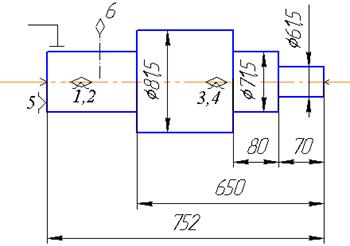
Рис.2.1 — Точение ступеней валика

Паспортные данные токарно-винторезного станка модели 16К20Ф1 следующие:
Число оборотов шпинделя в минуту: 12,5; 16 20; 25; 31,5; 40; 50; 63; 80; 100; 125;160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000 мин -1 .
Продольные подачи 0,07; 0,074; 0,084; 0,097; 0,11; 0,12; 0,13; 0,14; 0,15; 0,17; 0,195; 0,21; 0,23; 0,26; 0,28; 0,30; 0,34; 0,39; 0,43; 0,47; 0,52; 0,57; 0,61; 0,70;0,78; 0,87; 0,94; 1;04; 1,14; 1,21; 1,40; 1,56; 1,74; 1,90; 2,08; 2,28; 2,42; 2,80; 3,12; 3,48; 3,80; 4,16 мм/об.
Максимальное усилие механизма осевой подачи составляет 360 кг (3600Н), а мощность на шпинделе NСТ = 8,5 кВт.
1. Назначается глубина резания t = 5 мм для обработки каждой шейки вала (весь припуск) (см. рис.2.1).
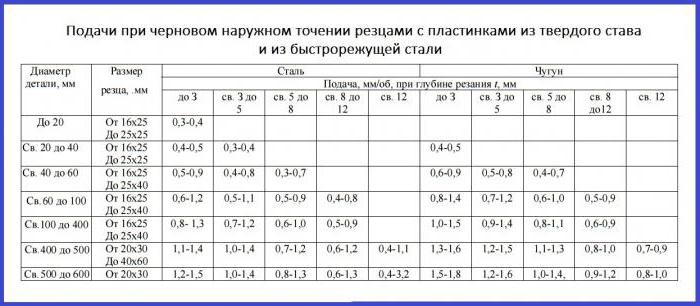
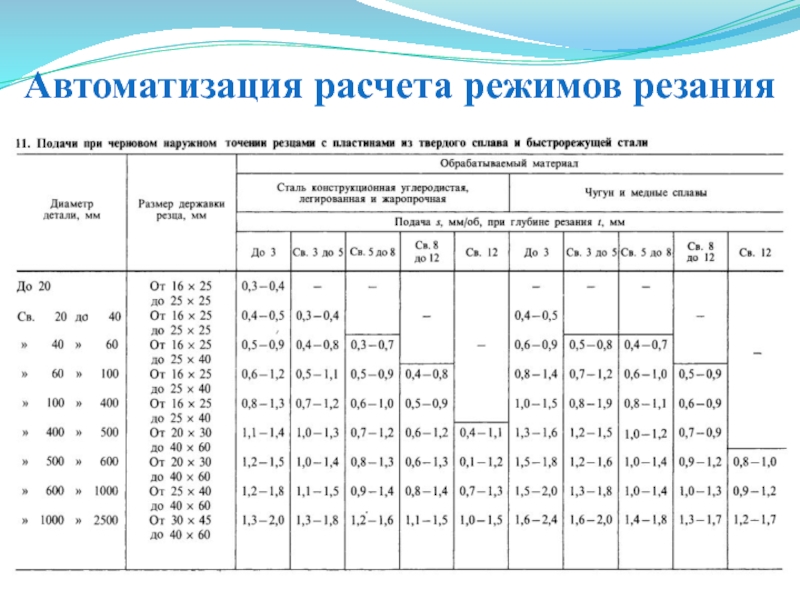
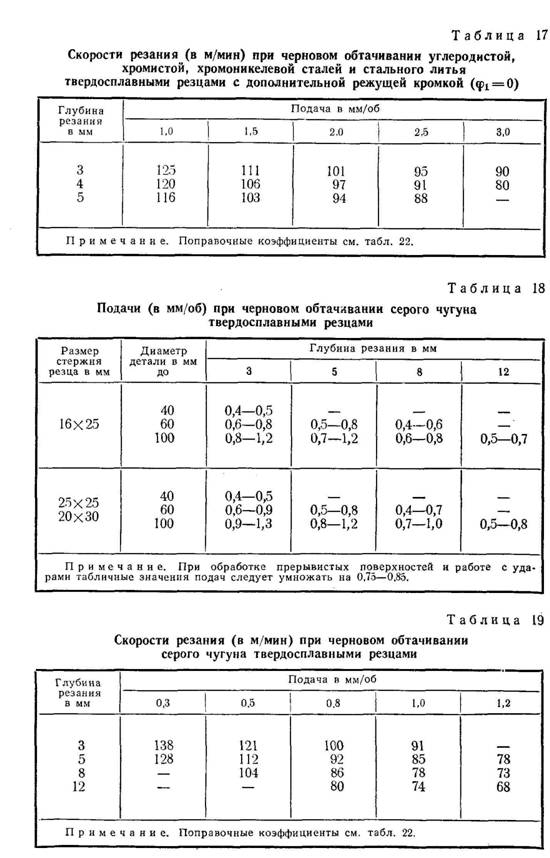
2. По таблице 2.1 определяется подача 0,5…1,1 мм/об для диаметра детали 60…100 мм и размера державки 16×25 мм 2 при глубине 3…5 мм.
В среднем получается подача S = 0,8 мм/об.
3. Ближайшее значение подачи по паспорту станка Sct = 0,78 мм/об.
4. Расчетная скорость резания определяется по эмпирической формуле:
Значение коэффициента и показателей степени выбираются из таблицы 4. Для подачи S св. 0,7 мм/об CV= 340, х = 0.15, у = 0.45, т = 0.20мм, Т = 60 мин (принимаем). Для поправочных коэффициентов по скорости резания из таблиц 5, 6, 7, 8 устанавливают величины поправок.
При подстановке данных в формулу скорости резания получаем:
Vр=340?0,54/(60 0,2 5 0,15 0,78 0,45 ) =340?0,54/(2,267?1,27?0,894) =71,3 м/мин.
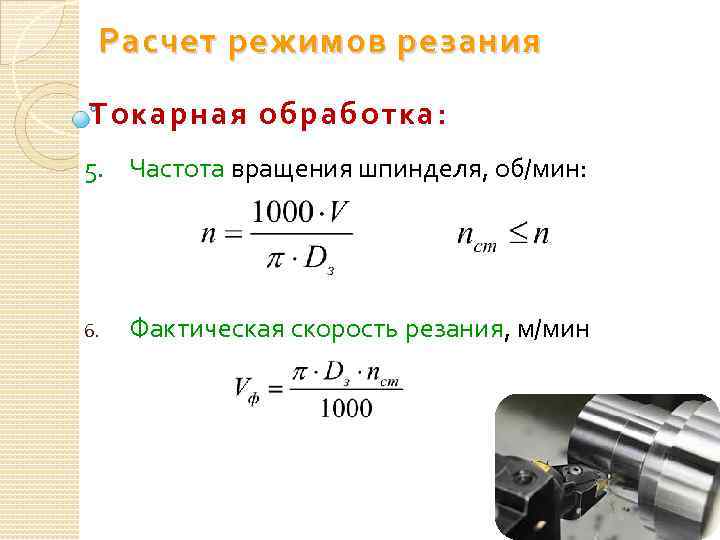
5. Частота вращения шпинделя для обработки шеек 61,5; 71,5; 81,5 определяется по формуле:
n1 = (1000?71,3) / π61,5 = 369,2 мин -1 ; п2 = (1000?71,3) / π71,5 = 317,5 мин -1 ; п3 = (1000?71,3) / π·81,5 = 278,6 мин -1 .
6. По паспорту станка при назначении чисел оборотов шпинделя можно принять п = 315 мин -1 .
7. Действительная скорость резания для трех шеек получается
V1 = (π·61,5?315) / 1000=60,82 м/мин; V2 = (π·71,5·315) / 1000 = 70,72 м/мин;
8. Разница с расчетной скоростью не превышает 10…15%, поэтому можно принять обработку трех шеек с общей частотой вращения п = 315 мин -1 .
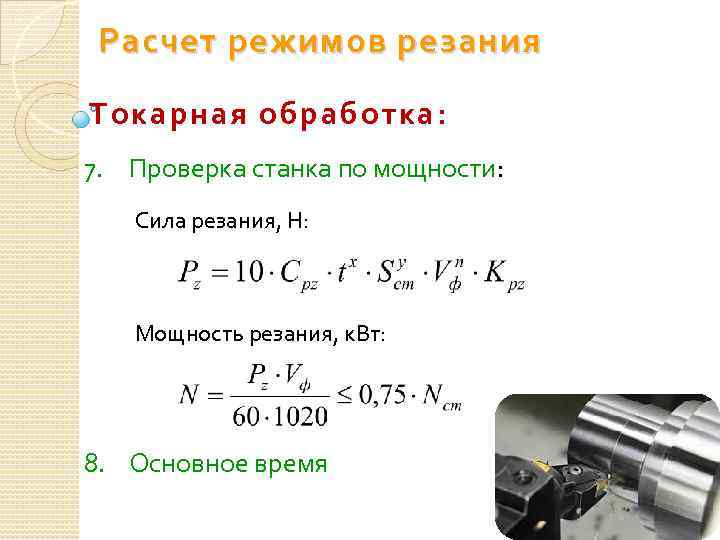
9. Эффективная мощность резания определяется по формуле:
где Рz — тангенциальная составляющая силы резания.
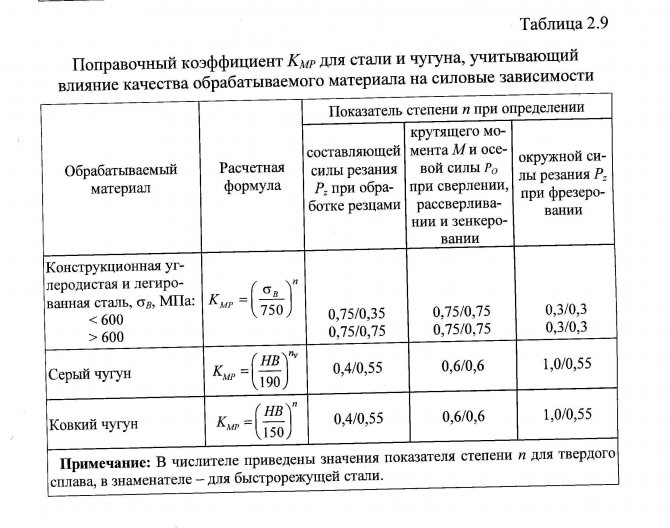
Показатели степени и постоянная CPz определяются по таблице 2.9.
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения
6. Действительная скорость главного движения резания:
7. Мощность, затрачиваемая на резание:
где
Для заданных условий обработки
Учитываем поправочные коэффициенты на силу резания:


8. Проверяем, достаточна ли мощность привода станка. У станка 16К20
где m — общее число ступеней скорости соответствующего элемента станка-шпинделя токарного или фрезерного станка, стола продольно-строгального станка и т.д;
φ — знаменатель ряда.
Отсюда можно определить любую из четырех величин-nmax,nmin, φ или m, если известны или выбраны значения всех остальных. Чаще всего необходимо для построения ряда по известным nmax,nmin, и m определить φ. В современных станках чаще всего применяются средние значения зпаменателя ряда φ: 1,26;1,41или 1,58. Из ранее приведенной формулы следует:
Значения нормализованных знаменателей рядов φ, возведенные в степени, приведены в приложении 13. Пользуясь таблицей, можно легко определить значение φ на основании заданных в технической характеристике станка nmax,nmin, и m.
Пример 3. Точить цилиндрический валик при заданных условиях, из которых известны размеры детали, припуск на обработку, обрабатываемый материал и его прочность
НВ,
Исходные данные:
Материал детали: ковкий чугун КЧ35 ГОСТ 1215-79
Диаметр заготовки:
Диаметр после обработки:
Длина обрабатываемой поверхности:
Шероховатость обработанной поверхности:
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
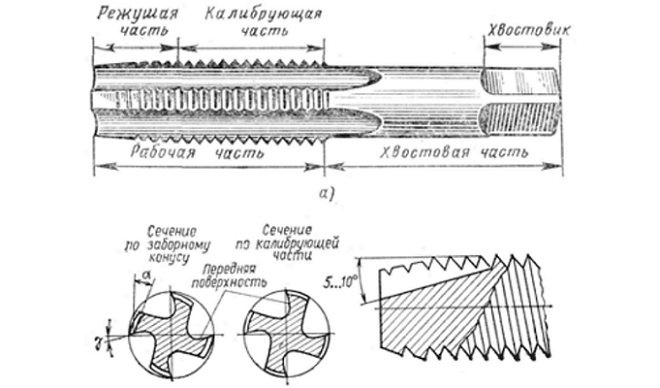
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
- 5–12 м в минуту – для стальных заготовок.
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
- 0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
- 0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.

Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
- 10–15 м в минуту – на изделиях, выполненных из латуни;
- 2–3 м в минуту – на чугунных деталях;
- 3–4 м в минуту – на заготовках из стали.
Фрезерное дело
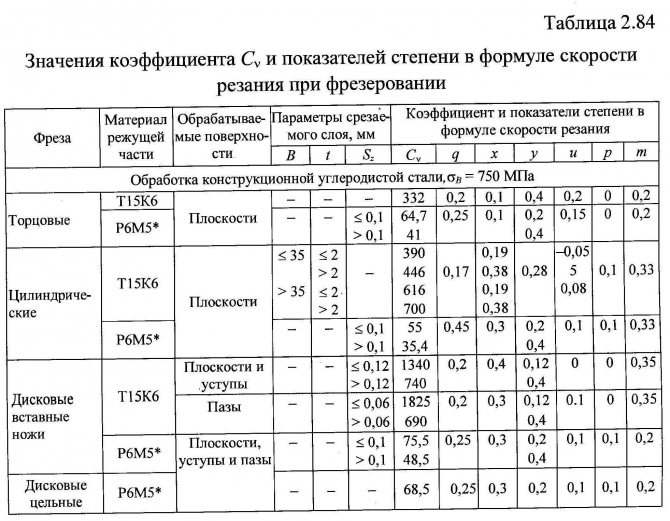
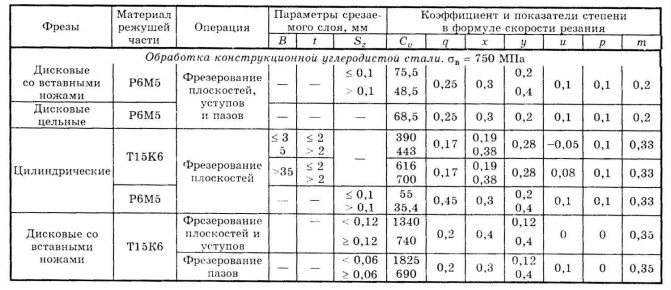
§ 4. Элементы режимов резания при фрезеровании
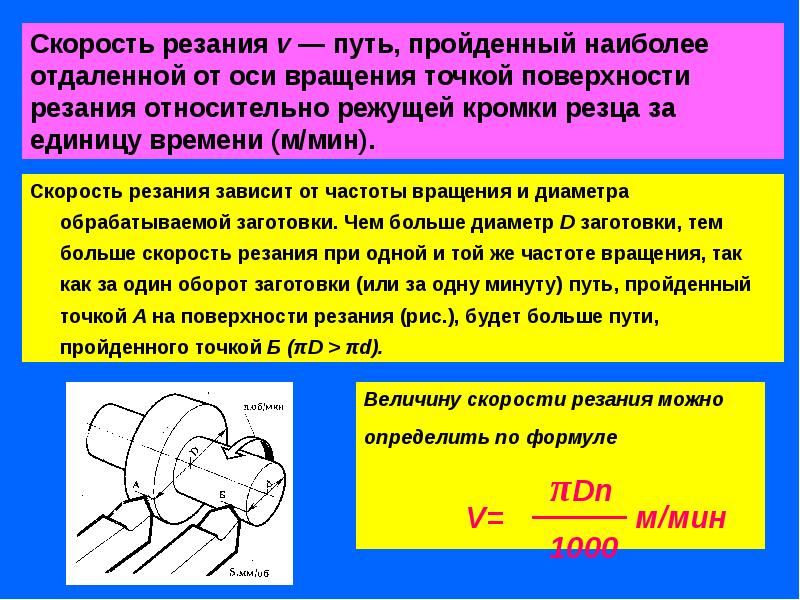
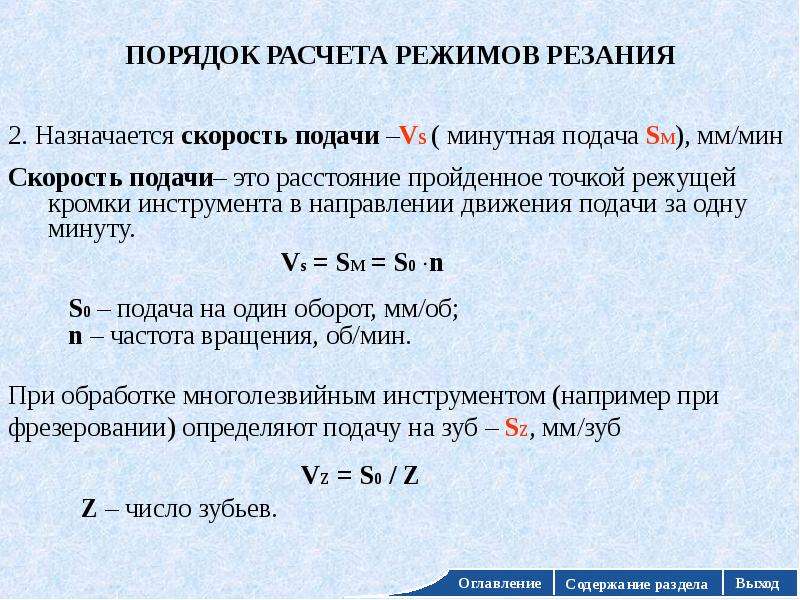
Скорость резания v — длина пути (в метрах), которую проходит за одну минуту наиболее удаленная от оси вращения точка главной режущей кромки.
За один оборот фрезы точка режущей кромки, расположенная на окружности фрезы диаметром D пройдет путь, равный длине окружности, т. е. πD.
Чтобы определить длину пути, пройденного этой точкой в минуту, надо умножить длину пути за один оборот на число оборотов фрезы в минуту, т. е. nDn мм/мин. Если скорость резания выражается в метрах в минуту, то формула для скорости резания при фрезеровании будет
Если необходимо определить число оборотов фрезы в минуту, то формула примет вид
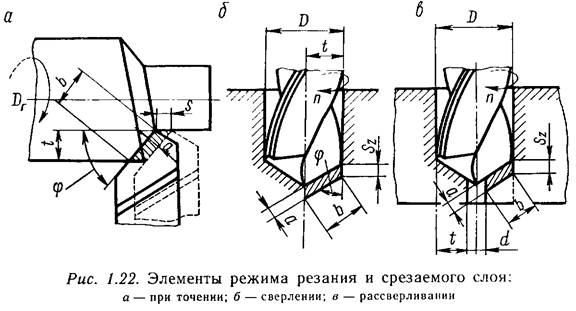
При фрезеровании различают следующие виды подач (рис. 12): подачу на один зуб, подачу на один оборот и минутную подачу. По направлению различают продольйую, поперечную и вертикальную подачи.
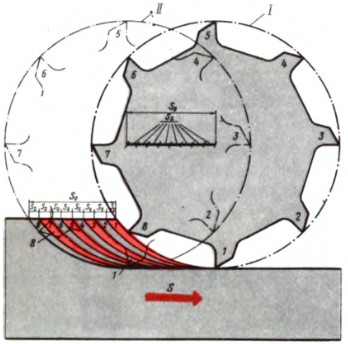
Рис. 12. Виды подач
Подачей на зуб (Sz, мм/зуб) называется величина перемещения стола с обрабатываемой заготовкой или фрезы за время ее поворота на один зуб.
Подачей на один оборот фрезы (So, мм/об) называется величина перемещения стола с обрабатываемой заготовкой или фрезы за один оборот фрезы.
Подача на один оборот равняется подаче на зуб, умноженной на число зубьев фрезы:
So = Sz • Z.
Минутной подачей (Sм, мм/мин) называется величина относительного перемещения стола с обрабатываемой заготовкой или фрезы за одну минуту.
Минутная подача равна произведению подачи на один оборот фрезы на число оборотов фрезы в минуту:
Sм = So • n = Sz • z • n мм/мин.
Как видно на рис. 12, каждый зуб фрезы снимает одинаковую стружку в виде запятой. Стружка, снимаемая одним зубом, определяется двумя дугами контакта соседних зубьев. Расстояние между этими дугами, измеренное по радиусу фрезы, переменное. Оно определяет толщину среза. Из рис. 12 видно, что толщина среза изменяется от нуля до максимального значения.

На обрабатываемой заготовке при фрезеровании различают обрабатываемую поверхность, обработанную поверхность и поверхность резания (рис. 13).
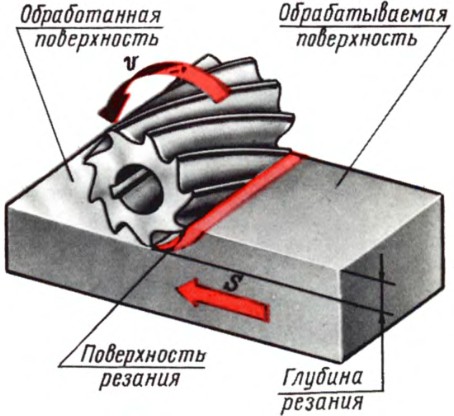
Рис. 13. Поверхности при фрезеровании
Для всех видов фрезерования различают глубину резания и ширину фрезерования. Глубина фрезерования — расстояние между обрабатываемой и обработанной поверхностями (см. рис. 13). Ширина фрезерования — ширина обработанной за один проход поверхности. Обычно глубину фрезерования принято обозначать буквой t, а ширину фрезерования — В. Это справедливо в том случае, когда указанные параметры рассматриваются как технологические. Параметр (глубина или ширина фрезерования), который оказывает влияние на длину контакта главных режущих кромок фрезы с обрабатываемой заготовкой, будем обозначать буквой В, второй, не влияющий на указанную длину, — буквой t. На рис. 14 видно, что параметром, влияющим на длину контакта главных режущих кромок с обрабатываемой заготовкой и обозначенным буквой В, будет ширина фрезерования при фрезеровании плоскости цилиндрической фрезой (рис. 14, а), паза или уступа дисковой фрезой (рис. 14, б и в), или глубина фрезерования при фрезеровании паза или уступа концевой фрезой (рис. 14, г и д) уступа торцовой фрезой (рис. 14, е), торцовой фрезой с угловым лезвием (рис. 14, ж), симметричное фрезерование торцовой фрезой (рис. 14, з) и несимметричное фрезерование торцовой фрезой (рис. 14, и).
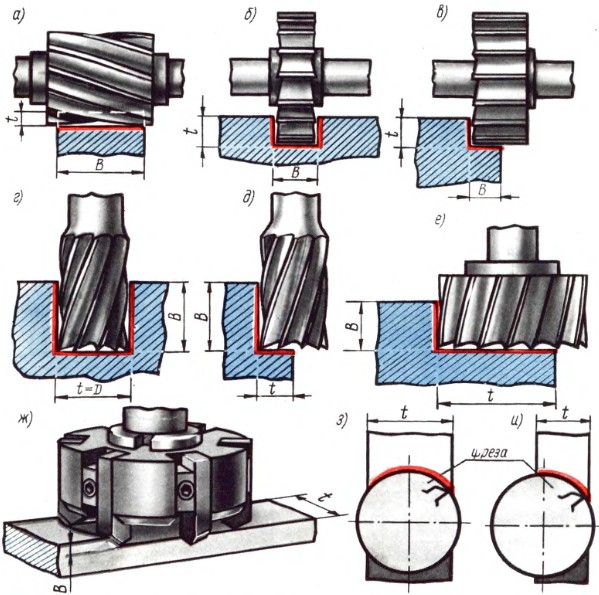
Рис. 14. Глубина резания и ширина фрезерования
Поэтому в дальнейшем буквой В будем обозначать ширину фрезерования при обработке цилиндрическими, дисковыми, отрезными и фасонными фрезами или глубину фрезерования при обработке торцовыми и концевыми фрезами. Буквой t — глубину фрезерования при обработке цилиндрическими, дисковыми, отрезными и фасонными фрезами или ширину фрезерования при обработке торцовыми и концевыми фрезами.
Слой материала, который необходимо удалить при фрезеровании, называется припуском на обработку. Припуск можно удалить в зависимости от его величины за один или несколько проходов. Различают черновое и чистовое фрезерование. При черновом фрезеровании обработку производят с максимально допустимыми по условиям обработки глубинами резания и подачами на зуб. Чистовым фрезерованием получают детали с окончательными размерами и поверхностью высокого класса шероховатости.
Расчет скорости вращения шпинделя токарного или фрезерного станка
Зачастую происходит так, что по паспорту известно номинальное количество оборотов, но непонятно, насколько быстро лезвие оборудования проходит свой путь по заготовке. В таких случаях нужно лишь воспользоваться обратным соотношением:
Отсюда ясно, что два этих параметра взаимосвязаны, и один выражает собой другой, а значит влияет на:
- Производительность труда – повышается, если деталь получается слишком дорогой в изготовлении; однако существенно увеличить его на практике можно далеко не всегда, даже если возможности спецтехники позволяют это сделать; вы помните – эксплуатация инструмента в слишком жестком режиме приводит к его перегреву и преждевременному износу.
- Итоговую степень шероховатости поверхности – чем быстрее движется вал, тем более гладкой становится плоскость, но и тем сильнее нагрузка на лезвие, поэтому высокие обороты на практике используются не постоянно, а лишь при проведении отдельных операций, чаще всего чистовой обработки.





