
Шлифовка станин
Смотреть цены на шлифовку станин >>
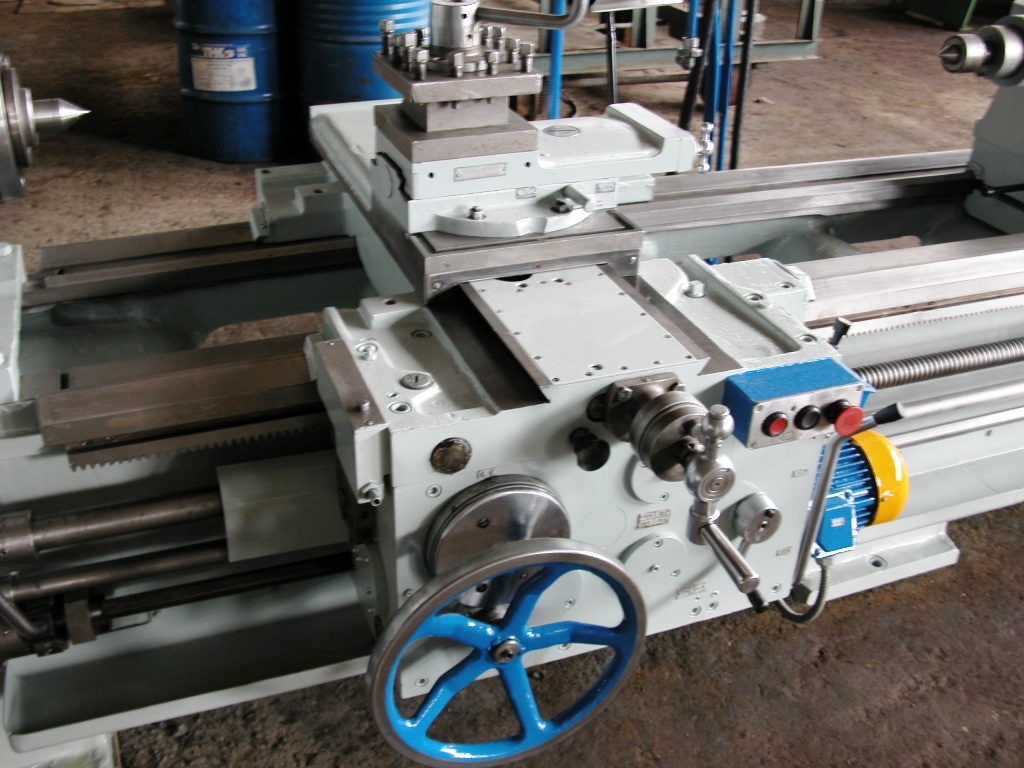
ООО “ФЕНИКС” осуществляет шлифовку направляющих станин на станке «Waldrich Coburg»
Мы осуществляем шлифовку станин различных типов станков. Например:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
Средний срок изготовления 1 комплекта – 5 рабочих дней.
Узнайте стоимость шлифовки (шлифовка цена)
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас! Цены на шлифовку станин, кареточных групп, стоек и т.д.
Максимальные параметры обрабатываемых изделий:
| Наибольшая длинна шлифования, мм | 8590 |
| Ширина стола, мм | 1800 |
| Проход между стойками, мм | 2020 |
| Высота шлифования, мм | 1580 |
| Наибольший вес обрабатываемого изделия, кг | 12500 |
Информацию о ценах и сроках исполнения заказов по шлифовке направляющих можно узнать по тел.:
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.

Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.

Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.

Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.





![Ремонт токарных станков [эксплуатация после ремонта]](https://molibden-wolfram.ru/wp-content/uploads/e/f/c/efca6373241f933b121e74a55c8cfd10.jpeg)



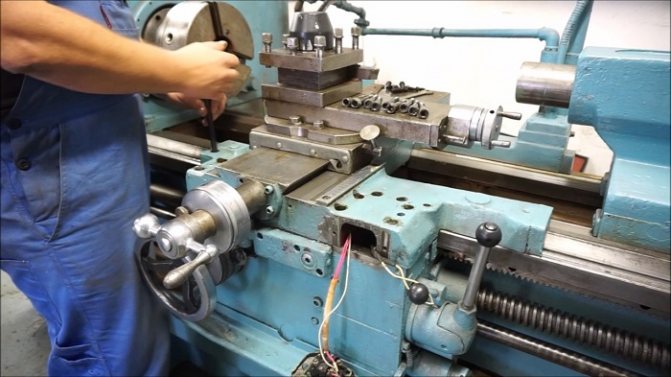
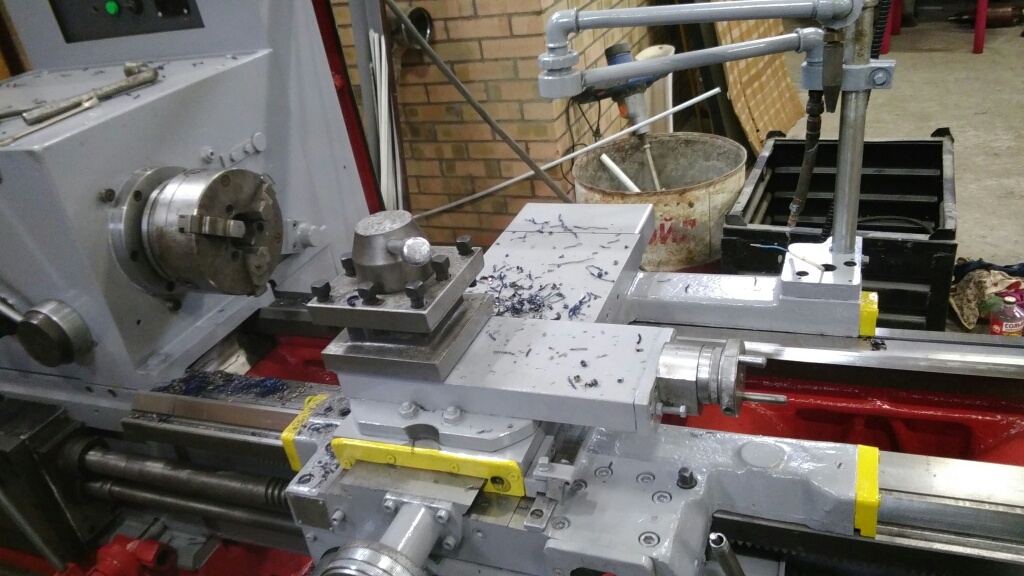
Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
Ремонт токарно-револьверного станка
Токарно-револьверные станки применяются в потоковом производстве металлоизделий. Эта распространенная разновидность используется практически для всех видов токарных работ. Характеризуются наличием револьверной головки, представляющей из себя поворотный узел с несколькими позициями для установки режущего инструмента и возможностью выполнения разных процессов в автоматическом режиме.
Осуществляется ремонт механической, электрической, электронной частей станка. Ремонт может быть плановый и неплановый. Первый обусловлен системой техобслуживания и ремонта оборудования и производится через установленное определенное время или при достижении определенного технического состояния оборудования. Второй тип ремонта тоже входит в техобслуживание оборудования, но производится в неплановом порядке.
Ремонт токарно-револьверного станка оборудования бывает двух видов – текущий и капитальный. Первый представляет из себя ремонт с целью обеспечения работоспособности оборудования (или профилактический) в течение определенного времени. Производится замена или ремонт отдельных деталей или узлов. Второй вид ремонта производится для обеспечения долгосрочной работы оборудования и профилактики поломок.
Виды поломок
К самым распространенным неисправностям токарно-револьверных станков относятся несколько.
- Отсутствует нормальный проворот шестеренок коробки скоростей и переключения скоростей. Причиной может быть низкое давление масла в гидросистеме. Для устранения неисправности нужна регулировка давления напорным золотником. Данная неисправность возникает и при отсутствии регулировки блокировочного золотника на штоке цилиндра гидрофрикциона (отсутствует давление на механизме поворота шестеренок). Для устранения необходима установка вилки фрикциона на среднее значение и блокировочного золотника в положение подачи давления в механизм медленного поворота шестеренок. Третьей причиной может выступить поломка механизма медленного проворота. Устраняется обеспечением легкости перемещения золотников и поршня рейки. Еще одной причиной является поломка штифтов и винтов на зубчатой муфте (характеризуется срезом штифтов и винтов зубчатой муфты при включении медленного проворота шестеренок). Устраняется заменой штифтов и винтов на зубчатой муфте. Повышенные утечки соединения труб также может вызывать данную проблему. Устраняется заменой трубки или поджимом штуцеров (место утечки определяется по падению давления на манометре на данном участке).
- Гудение гидросистемы и отсутствие смазки может быть вызвано подсосом воздуха в магистрали всасывания. Проблема устраняется подсосом воздуха (нужно поджать соединения) и долить масло до нормируемого уровня.
- Увеличение времени торможения шпинделя происходит из-за понижения давления в гидросистеме. Устраняется регулировкой давления до 25кгс/см (время торможения должно быть не менее пяти секунд).
- Повышенный износ вилки фрикциона вызван отсутствием регулировки гайки ограничения хода вилки фрикциона. Устраняется регулировкой давления до 25кгс/см. Время торможения 5-6 сек при механической обработке
Капитальный ремонт токарно-револьверных станков включает в себя большой объем работ. Производится разборка оборудования на узлы, которые, в свою очередь, разбираются на детали. Обязательна диагностика состояния узлов и деталей, шлифовка некоторых из них, замена некоторых на новые. После проведения всех ремонтных операций производится сначала сборка узлов, а потом общая сборка. В финальной стадии проверяется работа станка. При этом он должен полностью отвечать нормам электробезопасности.
Работы, которые проводятся при капитальном ремонте станка, имеют определенную последовательность. Перед разборкой производится проверка станка, оценка износа трущихся поверхностей. Затем производится полная разборка узлов станка, оценка состояния и промывка деталей (составляется документ дефектных деталей). После этого производится либо восстановление, либо замена деталей, ремонт охладительной системы, гидроузла, электрооборудования.
При необходимости производится ремонт или замена насосов системы смазки, шлифовка направляющих поверхностей. Как правило, производится замена очистителей направляющих и пиноли. В конце ремонта производится сборка узлов станка, проверка его работы (заключается в работе на холостом ходу на всех скоростях и проверка на точность/шум/нагрев). При необходимости все необработанные поверхности красятся. Следует помнить, что самостоятельный ремонт станка может привести к неблагоприятным последствиям.
Виды ремонтов
Учитывая важность вопроса своевременного проведения ремонта станка, была разработано три меры предотвращения износа электрооборудования, задней бабки и других составляющих станка. Эти меры были разделены на три категории, технология проведения которых значительно отличается:
- Предварительный осмотр и ремонт проводится каждый день перед началом работы. Подобная процедура проводится для выявления неисправностей, которые можно выявить при быстром осмотре: плохое питание электрооборудования из-за повреждения кабеля, нарушение крепления задней бабки, механическое повреждение токарно-винторезных станков 16К20 и 1К62, которые появились из-за внешнего воздействия. Подобный осмотр – требования техники безопасности не только при использовании 16К20 и 1К62, но и других моделей.
- Текущий ремонт проводится после планового осмотра. Проведение текущего ремонта подразумевает диагностику не только открытых элементов станков 16К20 и 1К62, к примеру, задней бабки, но и электрооборудования и других составляющих конструкции. Основная задача – исправление всех неисправностей, которые не позволяют проводить работы с заданными технологическими параметрами.
- Капитальный ремонт – самый сложный и дорогостоящий из приведенных в этом списке. Его проведение позволяет не только обеспечить нужные условия для работы, но и значительно увеличивает срок эксплуатации электрооборудования, составных частей привода, задней бабки, передачи и других составляющих конструкции. Основная задача, которую ставят перед собой, когда проводят капитальный ремонт, это возвращение показателей работы станка 16К20 и 1К62 к тем, который были заданы на заводе или приближение состояния оборудования к первоначальному. Капитальный ремонт предусматривает разбор корпуса, замену электрооборудования и других частей конструкции при необходимости.

Промежуток времени, через который проводят текущий и капитальный ремонт, может зависеть от различных факторов.
Составление годового план-графика планово — предупредительного ремонта оборудования
Цель: научиться рассчитывать периодичность работ по плановому ТО и ремонту. Составлять годовой план – график ППР оборудования.
Ход работы :
1. Выбрать номер оборудование по варианту(см. в приложении 1) 2. Вносим в пустую форму графика ППР наше оборудование. 3. На этом этапе определяем нормативы ресурса между ремонтами и простоя: 4. Смотрим приложение №1 «Нормативы периодичности, продолжительности и трудоемкости ремонта» выбираем значения периодичности ремонта и простоя при капитальном и текущем ремонтах, и записываем их в свой график. 5. Для выбранного оборудования нам необходимо определиться с количеством и видом ремонтов в предстоящем году. Для этого нам необходимо определить количество отработанных часов оборудования ( расчет условно ведется с января месяца) ( см. приложение 2) 6. 4. Определяем годовой простой в ремонте 7. В графе годового фонда рабочего времени указываем количество часов, которое данное оборудование будет находиться в работе за вычетом простоев в ремонте. 8. Сделать вывод
Таблица 1 – Задание
Теоретическая часть
Планово-предупредительный ремонт (ППР) – это комплекс организационно-технических мероприятий по надзору, уходу и всем видам ремонта, которые проводятся периодически по заранее составленному плану.
Благодаря этому предупреждается преждевременный износ оборудования, устраняются и предупреждаются аварии, системы противопожарной защиты поддерживаются в постоянной эксплуатационной готовности.
Система планово-предупредительного ремонта включает в себя следующие виды технического ремонта и обслуживания:
• еженедельное техническое обслуживание,
• ежемесячный текущий ремонт,
• ежегодный планово-предупредительный ремонт,
Ежегодный планово-предупредительный ремонт проводится в соответствии с годовым план-графиком ППР оборудования.
Составление графика ППР
Годовой график планово-предупредительного ремонта, на основе которого, определяется потребность в ремонтном персонале, в материалах, запасных частях, комплектующих изделиях. В него включается каждая единица, подлежащая капитальному и текущему ремонту.


![Ремонт токарных станков [эксплуатация после ремонта]](https://molibden-wolfram.ru/wp-content/uploads/f/6/e/f6e74abb4b6f27486d1dba30965fc053.jpeg)




Для составления годового графика планово-предупредительного ремонта (графика ППР) нам понадобятся нормативы периодичности ремонта оборудования. Эти данные можно найти в паспортных данных завода-изготовителя, если завод это специально регламентирует, либо использовать справочник «Система технического обслуживания и ремонта».
Имеется некоторое количество оборудования. Все это оборудование необходимо внести в график ППР.
В графе 1 указывается наименование оборудования, как правило, краткая и понятная информация об оборудовании.
В графе 2 – кол-во оборудования
В графе 3-4 – указываются нормативы ресурса между капитальными ремонтами и текущими.(см приложение 2)
Графах 5-6 – трудоемкость одного ремонта ( см табл 2 приложение 3) на основании ведомости дефектов.
В графах 7-8 – указываются даты последних капитальных и текущих ремонтов (условно принимаем январь месяц текущего года)
В графах 9-20 каждая из которых соответствует одному месяцу, условным обозначением указывают вид планируемого ремонта: К – капитальный, Т – текущий.
В графах 21 и 22 соответственно записываются годовой простой оборудования в ремонте и годовой фонд рабочего времени.
НОРМАТИВЫ ПЕРИОДИЧНОСТИ, ПРОДОЛЖИТЕЛЬНОСТИ И ТРУДОЕМКОСТИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
№ п/п
Наименование оборудования
Нормативы ресурса между ремонтами
Время простоя оборудования
Источник
Виды ремонта
- Предварительный осмотр и ремонт проводится каждый день перед началом работы. Подобная процедура проводится для выявления неисправностей, которые можно выявить при быстром осмотре: плохое питание электрооборудования из-за повреждения кабеля, нарушение крепления задней бабки, механическое повреждение токарно-винторезных станков 16К20 и 1К62, которые появились из-за внешнего воздействия. Подобный осмотр – требования техники безопасности не только при использовании 16К20 и 1К62, но и других моделей.
- Текущий ремонт проводится после планового осмотра. Проведение текущего ремонта подразумевает диагностику не только открытых элементов станков 16К20 и 1К62, к примеру, задней бабки, но и электрооборудования и других составляющих конструкции. Основная задача – исправление всех неисправностей, которые не позволяют проводить работы с заданными технологическими параметрами.
- Капитальный ремонт – самый сложный и дорогостоящий из приведенных в этом списке. Его проведение позволяет не только обеспечить нужные условия для работы, но и значительно увеличивает срок эксплуатации электрооборудования, составных частей привода, задней бабки, передачи и других составляющих конструкции. Основная задача, которую ставят перед собой, когда проводят капитальный ремонт, это возвращение показателей работы станка 16К20 и 1К62 к тем, который были заданы на заводе или приближение состояния оборудования к первоначальному. Капитальный ремонт предусматривает разбор корпуса, замену электрооборудования и других частей конструкции при необходимости.
Особенности капитального ремонта токарно-винторезных станков
При проведении работы по полному осмотру винторезного станка обращают особое внимание на следующее:
- Станину. Станина является связующим элементом и от ее состояния зависит точность обработки, наличие вибрации и многое другое.
- Суппорт предназначен для крепления инструмента и его передвижения относительно заготовки. Как и другие части конструкции, он подвержен износу.
- Фартук предназначен для преобразования вращательного движения в возвратно-поступательное. От его состояния будет зависеть плавность хода суппорта. Поэтому проводится проверка его состояния.
- Коробку скоростей и передач.
- На особенности работы всего электрооборудования.
- Состояние задней бабки.
Этапы ремонта токарно-винторезных станков
- При осмотре токарно-винторезных станин стоит помнить, что именно этот элемент конструкции является связующим. Так правильность расположения задней бабки может зависеть от степени деформации токарно-винторезных станин 16К20 и 1К62. Наличие деформации – результат высоких нагрузок.
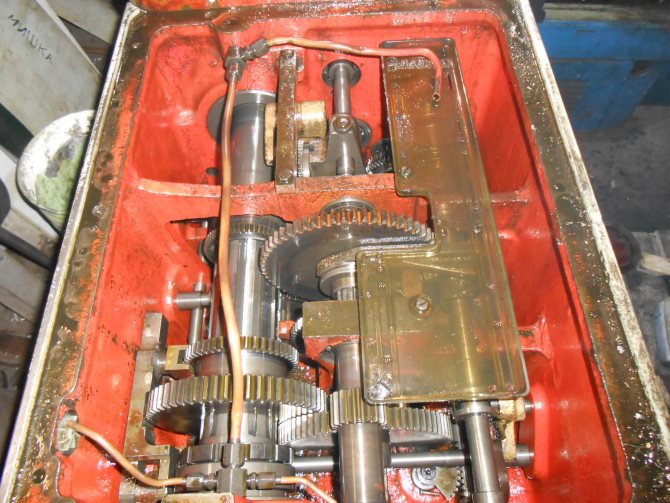
- Монтаж коробки подач и скоростей токарно-винторезных станков. Коробка подач – один из наиболее важных элементов конструкции.
- Восстановление направляющих каретки токарно-винторезных станков – также один из важных этапов, который содержит технология капитального ремонта 16К20 и 1К62.
- Диагностика и монтаж фартука.
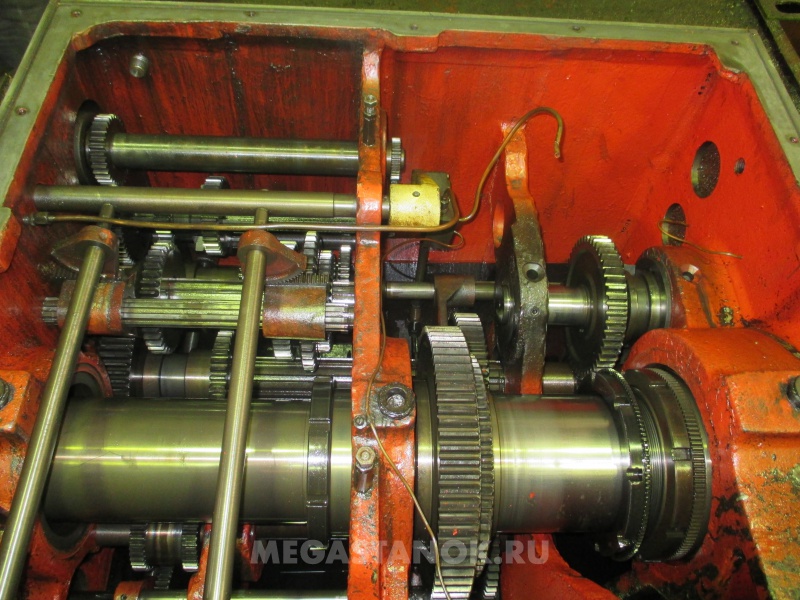
- Обслуживание передней бабки. Один из наиболее важных этапов – демонтаж, диагностика передней бабки, которая состоит из огромного количества важных элементов. Конструкция 16К20 и 1к62 устроена так, что коробка скоростей и подач расположена в этой части.
- Замена сменных шестерен.
- Замена суппорта 16К20 и 1К62, его наладка.
- Монтаж и наладка задней бабки.
- Проверка исправности электрооборудования, защитного устройства.
- Проверка состояния системы охлаждения.
- Замена и монтаж кожухов, различных защитных крышек, обновление табличек с техническими данными.
Примеры работ

Ремонт фартука токарного станка 1к62

Ремонт задней бабки токарного станка 1А616

Восстановление направляющих консолей станка 6Р81

Замена масляного отбойника фрезерного станка 6Р12

Шабровка станины токарного станка 1А61К

Ремонт суппорта токарного станка 1А616

Ремонт электромагнитной муфты подач токарного станка 1М63
Ремонт маслонасоса в токарном станке 1К62
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:






- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.

Малый ремонт
Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
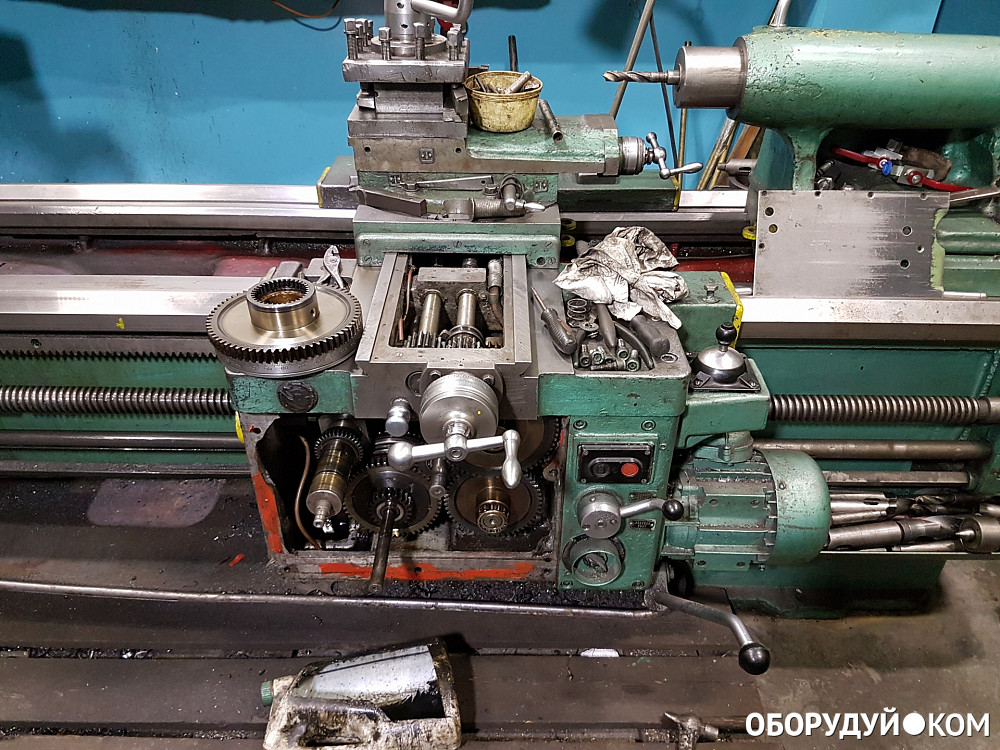
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.

Капитальный ремонт станка 16К20
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Как выполняется ремонт каретки суппорта
Капитальный ремонт каретки суппорта предполагает восстановление ее нижних направляющих, сопряженных с направляющими станины. Кроме того, при восстановлении данного узла необходимо добиться перпендикулярности плоскости его перемещения к плоскостям, на которых фиксируются фартук токарного станка и его коробка подач. Для выявления степени отклонения данных плоскостей от нормы используются уровень и щупы различной толщины.
Каретка токарного станка в результате выполнения капитального ремонта должна быть выставлена параллельно поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Этот параметр проверяется при помощи специального индикатора, который закрепляется в резцедержателе токарного станка.

Ремонт направляющих каретки
Восстановление параметров направляющих каретки выполняют при помощи специальных компенсационных накладок или акрилопласта, а поперечные салазки ремонтируются при помощи шлифовки. Верхние салазки суппорта, если они нуждаются в ремонте, сначала подвергают шабрению и выверке, затем их шлифуют.
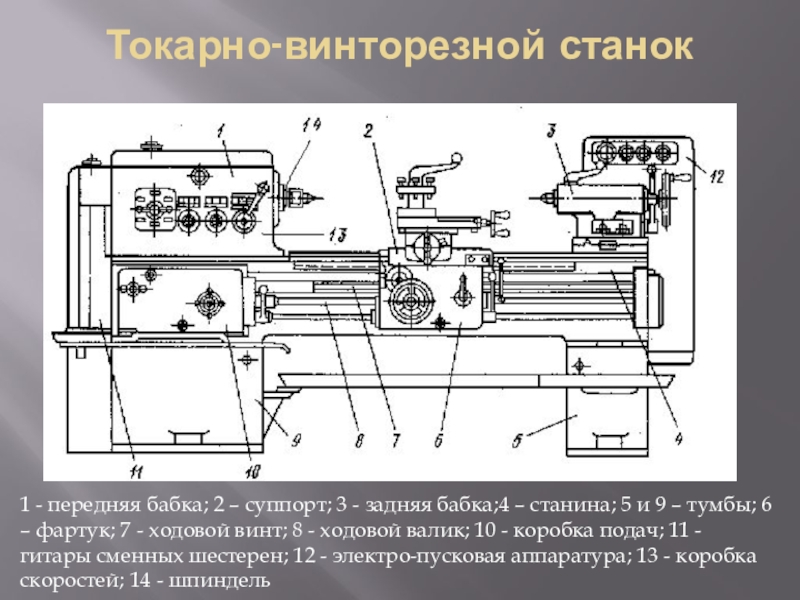
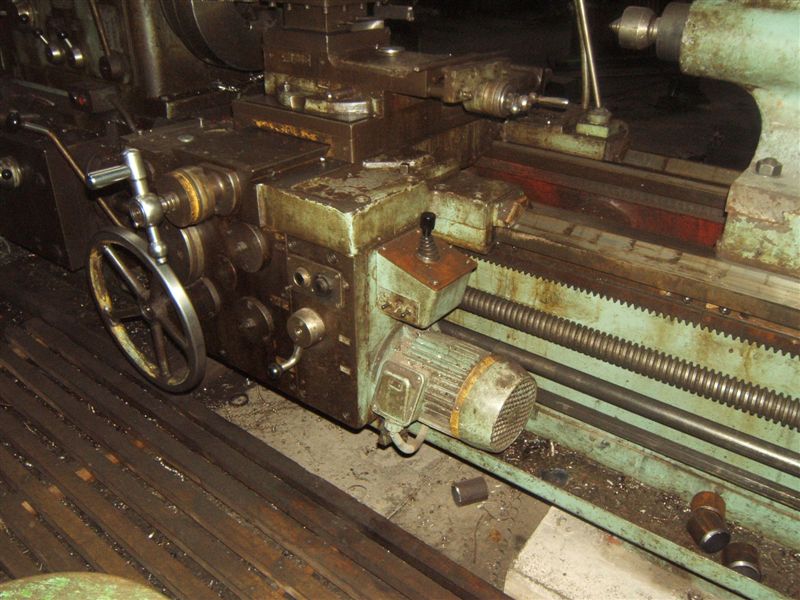
Устройство токарного станка
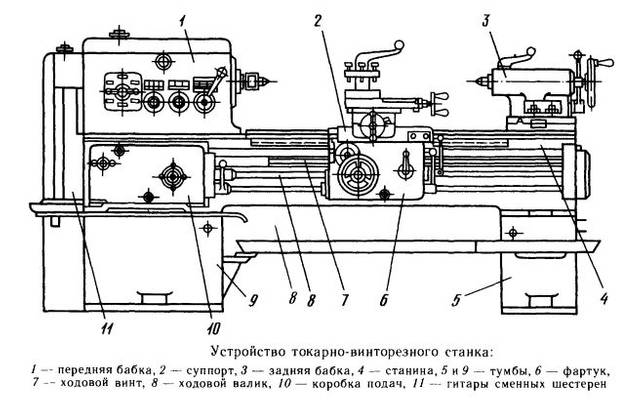
Классический токарный станок производства СССР состоит из частей, показанных на чертеже:

Устройство токарного станка – вид спереди
На этом рисунке видно далеко не всё, только некоторые части, но этого достаточно для первичного понимания. Части, которые имеют отношение к электрике, выделены.
8 – ручка муфты и переключения направления вращения шпинделя
Важно то, что эта ручка воздействует на концевой выключатель нулевого хода – пока он нажат, станок не включится. 12 – кнопки Пуск и Стоп для управления главным двигателем
21 – кнопка без фиксации для включения двигателя быстрого хода (ускоренного перемещения каретки). 24 – лампа освещения. 27 – амперметр прямого включения, для контроля тока главного двигателя. 28 – тумблер включения двигателя насоса охлаждающей жидкости (СОЖ). 29 – индикатор включения питания. 30 – рукоятка включения питания.







Особенности токарной обработки и устройство станка
При осуществлении токарной обработки решается задача по уменьшению диаметра заготовки, которая совершает вращательное движение, будучи закрепленной в шпинделе станка. Снятие слоя лишнего металла (за счет чего и происходит уменьшение диаметра заготовки) выполняет резец, оснащенный режущей кромкой.
Он может совершать перемещения в продольном (подача) и поперечном направлениях. Устанавливая параметры этих движений (вращение, продольное и поперечное перемещение режущего инструмента), можно регулировать толщину слоя снимаемого металла и форму стружки и воздействовать на качество выполняемой обработки.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
К основным конструктивным узлам станка токарной группы относят:
- несущую станину с направляющими, по которым происходит перемещение задней бабки токарного станка и его суппорта;
- переднюю бабку, расположенную с левой части станины (важнейшими конструктивными элементами передней бабки являются шпиндельный узел и патрон, в котором фиксируется обрабатываемая на станке заготовка);
- коробку передач, смонтированную на передней части станины;
- непосредственно сам суппорт, на котором имеются салазки для обеспечения поперечного перемещения режущего инструмента;
- резцедержатель, который перемещается по поперечным салазкам суппорта.
Основные элементы токарного станка по металлу
Перечисленные узлы, нуждающиеся в регулярном техническом обслуживании и иногда – в ремонте, могут иметь различные модификации, что определяет назначение и функциональные возможности станка (многорезцовый, токарно-револьверный и др.).
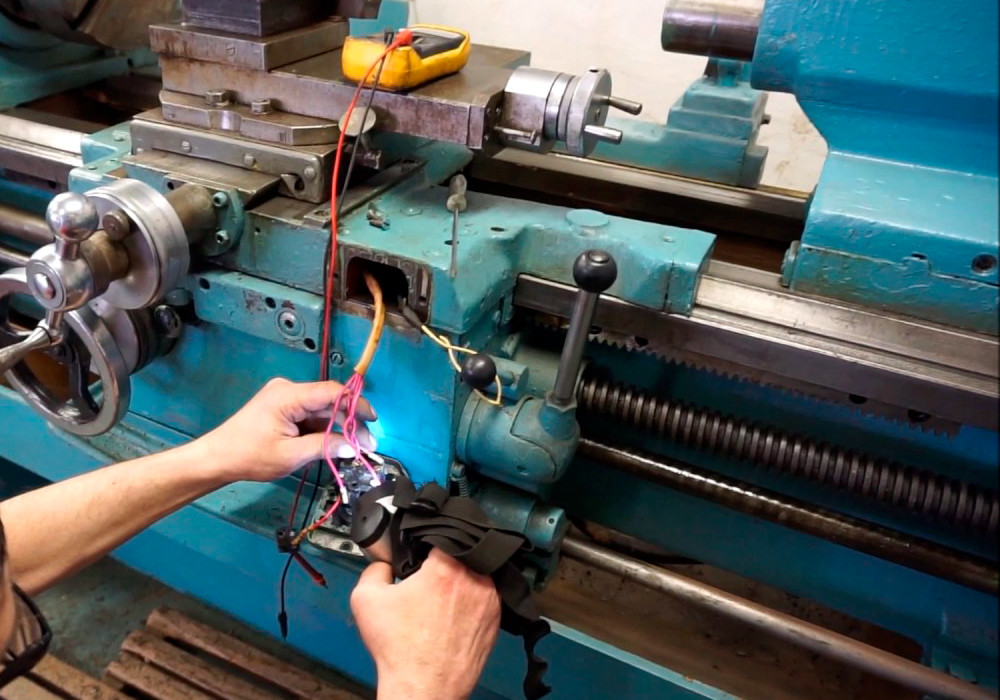
Капитальный ремонт электрической схемы токарного станка
Здравствуйте. Я несколько лет занимаюсь капитальными ремонтами токарных станков. Со мной трудятся ещё несколько человек, у них разные обязанности. Моя сфера деятельности – электрика.
В основном – станки производства СССР, 1960-1980 годов. Модификаций станков даже с одним названием очень много – зависит от года выпуска и от завода.
Приходится иногда полностью менять все детали схемы, включая двигатели и провода, не говоря о пускателях и кнопках. Зависит от суммы, которую готов выложить заказчик и состояния станка – иногда достаточно поменять вводной автомат и горелые контакты, и станок готов.
Поскольку попадаются клиенты небогатые, приходится идти на компромисс, делать подешевле, урезать некоторые функции. При этом стараюсь сразу объяснить, что будет в результате, какие функции не будут работать.
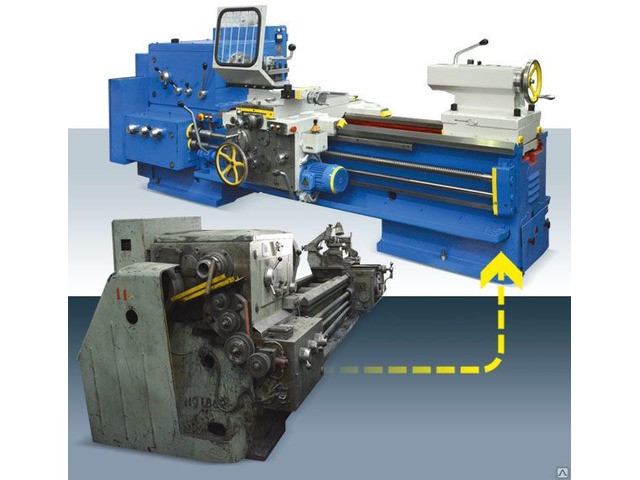
Капитальный ремонт токарных станков (1К62, 16К20, 16А20Ф3, МК6056, МК6057, МК6058)
Универсальные токарные станки самые распространенные позиции на металлообрабатывающем рынке России и странах СНГ. Основная масса этих станков выпускалась с 1956 по 1991 год. Только с 1956 по 1972 год было выпущено более 202 тысяч токарно-винторезных станков 1К62, более совершенная модель 16К20 сходила с конвейера 1000 раз в месяц. Около 10% продукции предприятия уходила на экспорт. Стоит заметить, что оригинальные станки 1К62 и 16К20 не выпускаются с 90-х годов.
На сегодняшний день огромная масса этих станков работает на предприятиях нашей страны, что говорит о безупречном качестве оборудования. На вторичном рынке металлообрабатывающего оборудования станки «Красный пролетарий» по сей день пользуются спросом, порою встречаются работающие агрегаты возрастом более 50 лет.
Но, к сожалению возраст, большая загруженность станка, неправильная эксплуатация, не своевременный сервис берут свое и ожидать от станка идеальной обработки детали без капитального ремонта не стоит.
Специалисты смогут восстановить работоспособность и паспортную точность Вашего станка. Предоставляется гарантия. После капитального ремонта Вы существенно продлите срок эксплуатации станка.
Ввиду большой загруженности ремонтного цеха, сейчас на капитальный ремонт принимаются только самые распространенные модели токарных станков «Красный пролетарий», а именно 1К62, 16К20, 16А20Ф3, МК6056, МК6057, МК6058 и их модификации.
Наш капитальный ремонт токарных станков это:
- Проверка станка в работе и составление дефектной ведомости.
- Полная разборка станка на узлы, с последующим разбором узлов станка на детали. Демонтаж электрооборудования. Очистка станка и узлов от масла и ржавчины.
- Шлифовка станины на продольно-шлифовальном станке Heckert.
- Замена деталей в коробке скоростей, а именно подшипников, зубчатых шестеренок, шлицевых валов, многодисковой фрикционной муфты, маслонасоса.
- Замена подшипников и зубчатых шестеренок в коробке подач.
- Шлифовка направляющих рейки фартука, с последующей заменой подшипников и маточной гайки.
- Шлифовка направляющих суппортной группы и замена клиньев, винтов и гаек.
- Шабрение направляющих задней бабки. Расточка отверстий задней бабки и замена пиноли.
- Полностью замена электрической части и проводки станка на более современные элементы.
- Установка системы охлаждения.
- Работы по геометрии станка и выставлению паспортной точности станка.
- Обкатка и проверка в работе.
- Окраска.
- Окончательная обкатка и проверка в работе отделом ОТК.
- Проверка станка клиентом. Сдача.
Цена на капитальный ремонт токарных станков и сроки выполнения предоставляются по официальному запросу Вашего предприятия. Станок 16К20 после капитального ремонта в наличии на складе.




![Ремонт токарных станков [эксплуатация после ремонта]](https://molibden-wolfram.ru/wp-content/uploads/3/e/a/3eaca2db399abf3857215b95ced8b8e4.jpeg)








