
Уход и хранение
Рассмотрим несколько правил того, как правильно хранить и ухаживать за ножницами.
- Периодически ножницы нужно чистить. Особенно это касается профессиональных инструментов, например, маникюрных или парикмахерских – на них остаются частички ногтей и волос. Можно протереть их мокрой тряпочкой или помыть горячей водой, после чего обязательно высушить, используя фен. Если этого не сделать, то со временем на инструменте образуется ржавчина.
- Один раз в месяц серединную зону, где расположен винт, и в которой соединяются лезвия, нужно смазывать специальным маслом. Делать это надо, разведя лезвия и кольца в стороны. Для парикмахерских ножниц эта процедура обязательна.
- Когда винт разбалтывается, и соединение лезвий ослабляется, необходимо его подкручивать отверткой.
- Хранить ножницы нужно в сомкнутом состоянии с соединенными лезвиями, желательно положить их в чехол.
- Не допускайте, чтобы ножницы затупились. Для предотвращения этого или если лезвия уже стали плохо резать, необходимо их заточить. Старайтесь проводить эту процедуру регулярно, делайте ее самостоятельно дома или в мастерской.
Прошло много столетий с момента появления первых ножниц. За это время мир изменился кардинально – сегодня мы живем в эпоху высоких информационных технологий. Но и в XXI веке ножницы не утратили своей актуальности и, проделав большой путь развития, продолжают совершенствоваться и проникать в новые сферы человеческого бытия.

О том, как правильно точить ножницы, вы можете узнать, посмотрев видео ниже.
Конструктивные особенности электрических ножниц по металлу
Изучая, какие бывают ножницы, следует рассмотреть преимущества и недостатки электрифицированного инструмента. По внешнему виду электрические ножницы по металлу схожи с болгаркой. Небольшие модели оснащены узким корпусом продолговатой формы, благодаря чему их удобно держать в руке. Более габаритные, мощные варианты для удобства использования имеют выносную рукоятку.
Корпус электроножниц по металлу изготовлен из ударопрочного конструкционного ABS-пластика, во внутренней полости которого расположен двигатель. Передняя часть имеет многоступенчатый редуктор в металлическом кожухе. В данном узле осуществляется преобразование вращательного движения шпинделя в возвратно-поступательное, благодаря чему начинает работать режущая оснастка.

С виду электрические ножницы по металлу напоминают болгарку
Рабочий орган электроножниц работает по тому же принципу, что и у ручных моделей. При прохождении листового металла между статичным и подвижным элементами происходит его разрезание.
Электрические ножницы по металлу характеризуются рядом преимуществ перед ручным инструментом. Во время обработки листового металла не нужно прилагать никаких усилий, поскольку процесс выполняется автоматически, благодаря чему увеличивается производительность. Поскольку в процессе работы отсутствует необходимость тактильного контакта, вероятность получить травму сводится к минимуму.
Электроножницы можно использовать для резки толстых металлических заготовок толщиной до 5 мм. При этом обеспечивается ровный и чистый рез. Исключается вероятность деформации или повреждения целостности заготовки. Такой инструмент способен обработать цветные сплавы, композитные и полимерные материалы, с которыми не может справиться ручное приспособление. Электрические ножницы могут разрезать не только гладкие листы, но и профильные материалы. При помощи инструмента можно изготовить по шаблону сложные криволинейные элементы.

Электроножницами по металлу можно резать заготовки толщиной до 5 мм
Это интересно: Лазерные уровни Matrix: модельный ряд, рекомендации по выбору
История происхождения
История ножниц началась более четырех тысячелетий назад: они появились в II-I веке до н. э. «Облик» самых первых ножниц, найденных на территории Древнего Рима, был еще очень далек от современного, поскольку по форме они напоминали пинцет. Предмет представлял собой 2 лезвия, соединять которые приходилось силовым нажатием на них. Предназначался он для стрижки овец.
Такая конструкция просуществовала около двух тысячелетий, пока Архимедом не был изобретен рычаг. Это стало отправной точкой для значительной модификации ножниц. Ее приписывают Леонардо да Винчи, который придал режущему инструменту форму, привычную нам, соединив лезвия гвоздиком, и для удобства сделав ручки в виде двух колец. Хотя некоторые ученые называют автором современных ножниц неизвестного ремесленника с Ближнего Востока, записывая на его счет эти преобразования.
До сих пор идут споры о родине ножниц. Не все согласны с их античным происхождением. Некоторые исследователи считают, что они появились в Китае. Другие называют страной первых ножниц Египет – там был обнаружен предмет, напоминающий кусачки, сделан был из сплошного куска металла.


В Средние века ножницы приобрели не только практическую, но и эстетическую ценность. Мастера соревновались в том, кто создаст более красивый и оригинальный экземпляр. Ножницы делались из железа, а их ручки украшались элементами из стали, серебра и позолоты, покрывались гравировкой и различными орнаментами. Их причудливые формы поражали воображение: рукоятки изготавливались в форме растений, диковинных животных и птиц. В то время ножницы были поистине произведениями искусства, хотя иногда и в ущерб практической функции. С XIV века ножницы превращаются в женский аксессуар – их часто дарил мужчина своей даме сердца, вложив в красивый кожаный футляр.
В России самые древние ножницы были найдены во время раскопок Гнездовских курганов (Гнездово – это деревня под Смоленском). Их возраст датируется X веком. Примерно тогда же они появились и в Европе, причем интересно то, что каждая страна является «производителем» собственного вида инструмента. Так, маникюрные кусачки были придуманы на Ближнем Востоке, их изготовил ремесленник для жены очень богатого шейха. Изобретение садовых ножниц принадлежит Англии, для кулинарных целей их впервые стали использовать французы, а немцы создали ножницы для резки металла, которые изначально применялись для демонтажа деталей машины в случае аварии.











Конструкция и назначение узлов
Параметры и конструктивные исполнения, с которыми производятся аллигаторные ножницы, регламентируются техническими требованиями ГОСТ 15032. Типовыми узлами рассматриваемого оборудования являются:
- электродвигатель;
- клиноременная передача;
- маховик;
- понижающая зубчатая передача;
- муфта включения;
- коленчатый вал;
- балансир с рабочим инструментом – ножами.
Функционируют рассматриваемые механизмы во многом подобно кривошипным/эксцентриковым прессам тихоходной компоновки. Движение подвижного ножа (в частности, для ножниц Н315 с усилием 315 тс) обеспечивается следующим образом. Электродвигатель передаёт крутящий момент клиноременной передаче, которая вращает массивный маховик. Его назначение – компенсировать перепады кинетической энергии вращения, которые неизбежно возникают при прямом и обратном цикле работы оборудования.

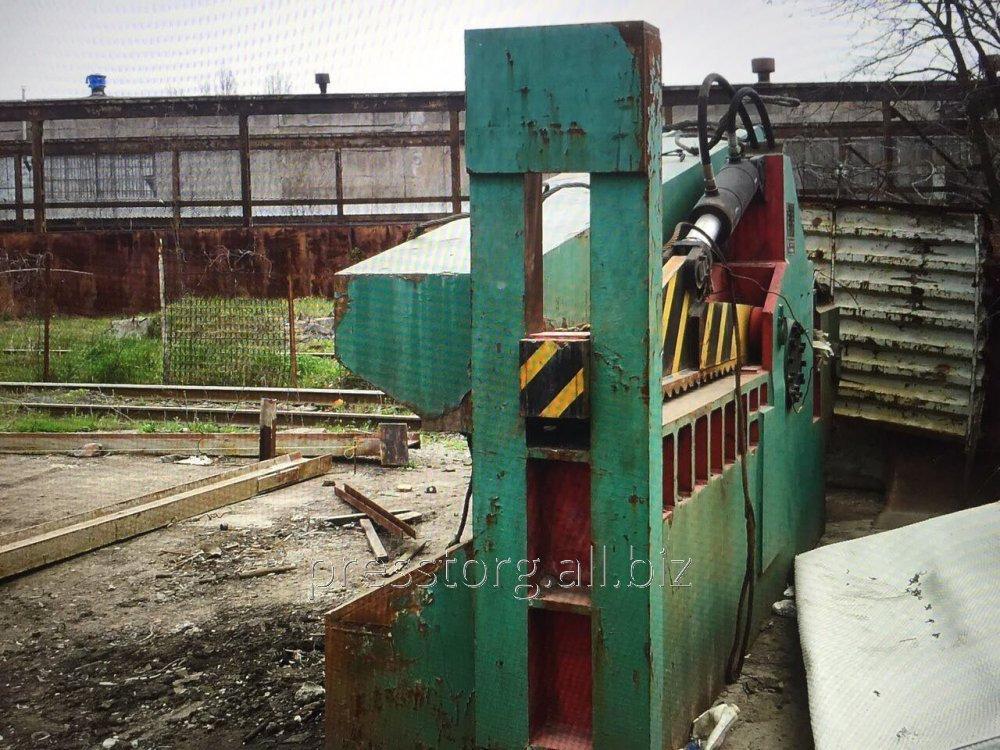
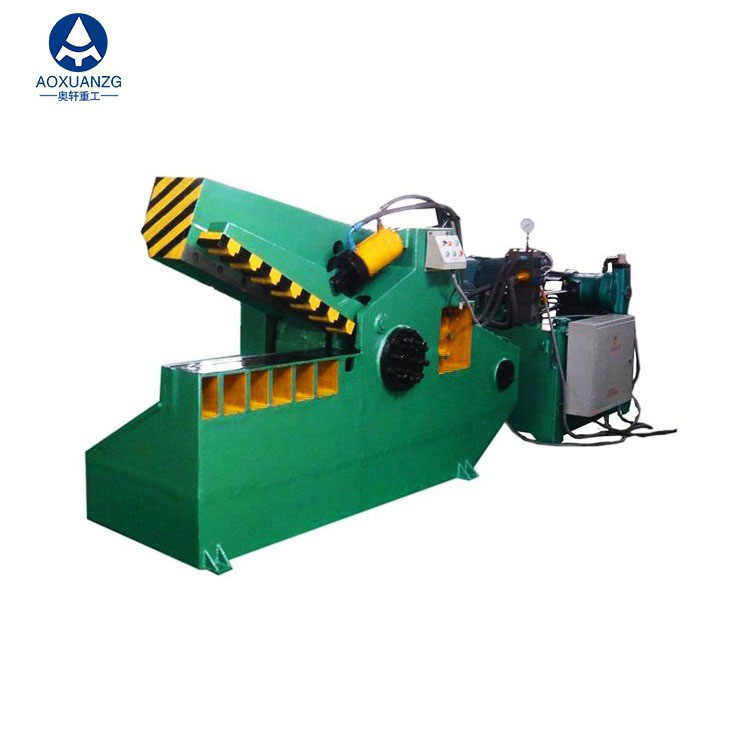
Ножницы аллигаторные скрапные модели Н 313
В маховике монтируется муфта включения. У более старых моделей – например, для Н313 номинальным усилием 1500 кН – муфта выполняется с жёсткими поворотными шпонками. Это ограничивает допустимый момент и снижает предельное количество включений в минуту. Зато нет необходимости в подключении Н313 к системе пневматической сети повышенного давления, и это делает технику приемлемой для использования на открытых площадках, в частности, на базах по приёмке металлолома.
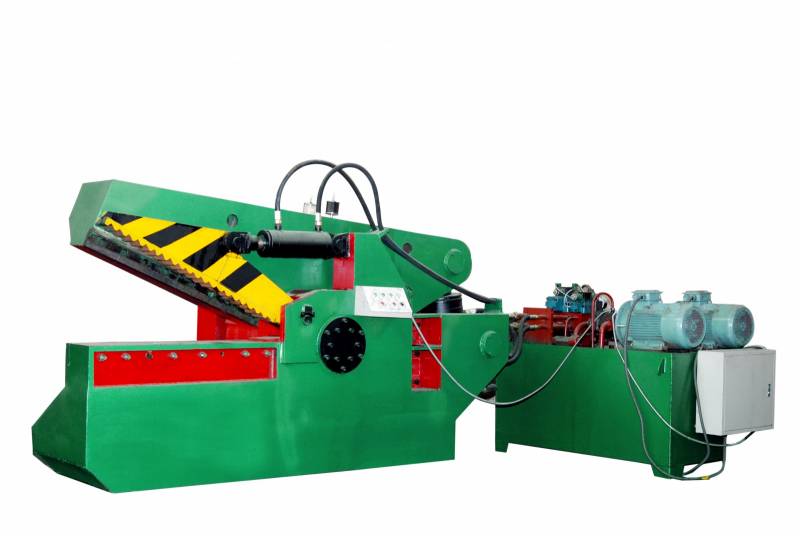
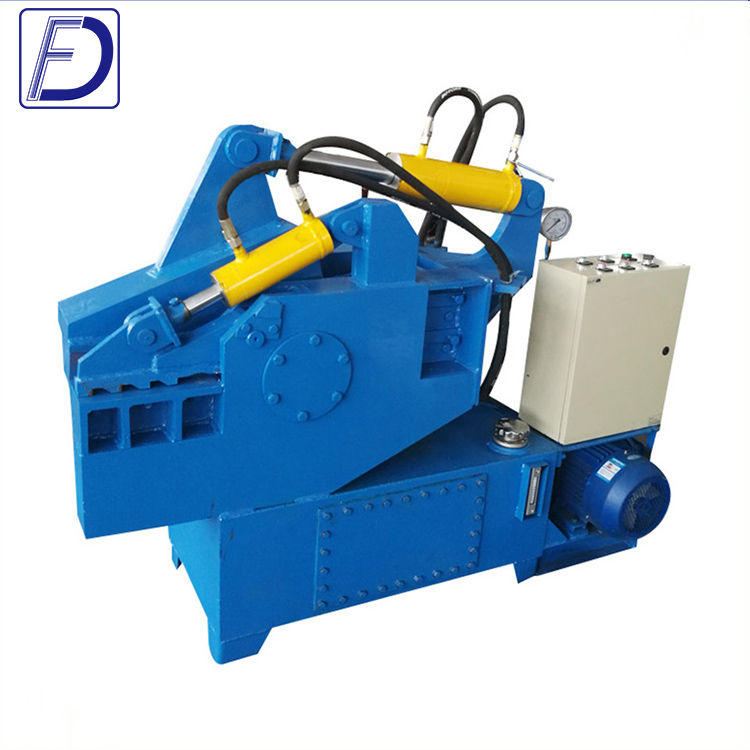
Гидравлические аллигаторные ножницы
Аналогично устроен и привод оборудования усилием 315 тс.
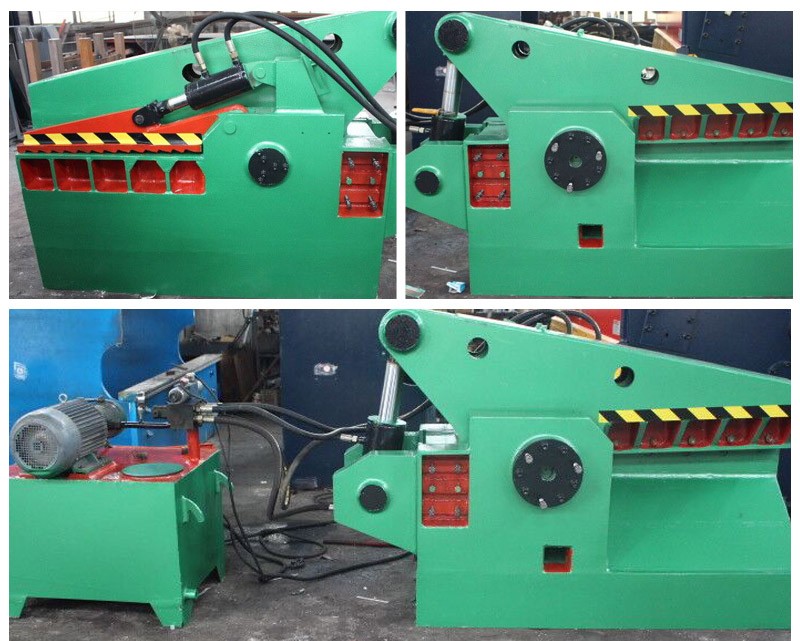
При включении муфты маховик передаёт вращение промежуточному валу, а от него через прямозубую зубчатую передачу – главному, кривошипному, валу. К эксцентрику вала прикреплён рычаг, противоположный конец которого соединён с осью качающегося балансира. Вторая ось балансира закреплена на станине оборудования. На рабочем торце балансира имеется посадочное место для рабочего инструмента – ножей, которые изготавливаются из инструментальных сталей повышенной твёрдости и с высоким сопротивлением на срез. В качестве таких, в зависимости от марки разрезаемого проката, могут использоваться стали У12А, У13 и т.п.
Некоторое применение получили аллигаторные ножницы передвижного исполнения, для чего используются специальные тележки. Не отличаясь большими технологическими усилиями, они мобильны, и, при наличии на базе приемки металлолома стационарной сети напряжением 380 В, могут оперативно перемещаться с одного места работы к другому.
Оборудование с ручным приводом
Пресс-ножницы ручные адаптированы под преимущественное использование в мелком и частном бизнесе, связанным с получением штучных деталей небольшого диаметра или поперечного сечения. Они оснащаются многофункциональной рабочей зоной (например, ножницы модели Н9818 имеют четыре рабочих позиции), не требующей подналадки в процессе работы. Усилие передаётся от пары рукояток. Возможна резка полосы, сортового профиля, а также пробивка отверстий и вырубка узких пазов. Такие комбинированные пресс-ножницы отличаются компактностью своих габаритов, не требует заливки фундамента, и легко переустанавливается на новое место своего применения. Привод ручных ножниц – рычажного типа, с эксцентриковым зажимом разрезаемого металла.

Комбинированные гидравлические пресс-ножницы Geka HYDRACROP 110/180
Особенности
Гидравлические ножницы успешно показывают себя в резке арматуры, которая нужна для бетонных конструкций. Изделия из стали также не станут преградой для данного вида оборудования. Техническая конструкция гидравлических ножниц кажется сложной, но на самом деле она проста. Инструмент популярен в применении не только при строительных работах, но и в промышленном производстве.
За эту настройку отвечают гидравлические цилиндры. Из-за них автоматические системы обычно имеют очень большие габариты. Длина режущей кромки подобных видов достигает восьми и более метров.

Если габаритное устройство ни к чему, можно выбрать вариант с ручными параметрами управления. Сфера использования такого оборудования уже, но ножницы можно использовать, например, для резки кабеля. Усилие предмету передается давлением, нагнетаемым при помощи внутреннего насоса.
При этом ручные приспособления характеризуются компактными размерами и повышенной мобильностью.


В области производства различных материалов используются ручные ножницы с выносным насосом. Инструмент подходит для резки изделий с особо большими габаритами. Давление к инструменту подается через длинную гибкую трубу. Эта отличительная особенность позволяет размещать разделяющую часть под абсолютно любым углом. Труд упрощается и благодаря возможности подключения любого нагнетающего аппарата.










Работа с металлом возможна и без специального разделяющего устройства. Разовые подрезы или раскрой тонких прутьев допускается и при помощи болгарки. Еще подойдут электрический лобзик и обычные резаки по металлу. О сфере применения гидравлических ножниц и принципах работы устройства поговорим далее.


Преимущества
Основными преимуществами оборудования, предлагаемого нашей компанией, являются:
- надежность и долговечность, инструменты сохраняют свою работоспособность при высоких и низких температурах, нечувствительны к воздействию влаги, загрязнениям;
- высокий уровень безопасности: оборудование может работать в условиях повышенной влажности;
- мобильность, позволяющая оборудованию работать даже в самых сложных условиях;
- высокий показатель мощности в сравнении с оборудованием, источниками питания которого является электрический ток или жидкое топливо.
Гидравлические инструменты экономичны и удобны в работе, обеспечивая оперативность реагирования в чрезвычайных ситуациях.
Правила резания
Основные правила, которые необходимо применять при резании ручными ножницами листового металла:
- При разметке детали, которую необходимо вырезать, нужно предусматривать припуск для последующей обработки.
- Располагать разрезаемый лист строго перпендикулярно по отношению к лезвиям инструмента.
- Производить разрезание нужно в рукавицах острозаточенными ножницами.
- Чтобы избежать надрыва металла, не нужно сводить приспособление полностью в конце реза.
- Нужно подтягивать ось-винта, если инструмент начинает сминать материал заготовки.
- Если затруднено нажатие на ручки приспособления или толщина металла 0,5 мм и более, нужно закрепить в тисках одну из ручек.
- Размер «зареза» в углах не должен быть больше 0,5 мм.
- Если нужно вырезать деталь криволинейной формы, сначала прямым резом вырезается заготовка с припуском от пяти до шести миллиметров, затем по часовой стрелке вырезается деталь по разметке.
Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
Периодически проверяют зазоры в сочленениях, и смазывают их маслом «Индустриальное-20» или аналогичным.
Категорически не рекомендуется при изготовлении оснастки останавливаться на секторном варианте, который потребует сварки. Точность резки металла при этом неизбежно ухудшится.
Для улучшения надёжности монтажа настольных ручных ножниц с рычажным механизмом на слесарный верстак, его стоит усилить с противоположной стороны при помощи стального уголка, швеллера или толстой полосы.
Разновидности электроножниц по металлу, характеристики инструмента
Электрические ножницы по металлу по способу деформации обрабатываемого материала бывают листовыми, шлицевыми и вырубными. Первый тип инструмента по принципу действия более всего схож с ручным приспособлением. Статичный нож надежно закреплен на жестком опорном элементе, который имеет подковообразное исполнение. Подвижное лезвие работает в вертикальной плоскости посредством возвратно-поступательных движений.
Листовые электрические ножницы по металлу могут обрабатывать листовой металл разной толщины. Предварительно выполняется настройка прибора путем переустановки опорной площадки, благодаря чему регулируется зазор между нижним и верхним ножами.
Листовой инструмент характеризуется высокой скоростью и производительностью работ, точностью прямого реза. Он способен перекусывать материалы в виде проволоки или фальцев. В процессе обработки материала не образуется отходов в виде мелкой и длинной спиральной стружки. Благодаря тому, что ножи имеют квадратную форму с режущими кромками по краям, при затуплении одной из них можно изменить положение лезвия, поставив его острой стороной.
Из недостатков следует выделить то, что обрабатывать заготовку можно только от ее края. Ножницы характеризуются громоздкостью, не отличаются маневренностью, которая необходима для криволинейных резов и профильных заготовок. Цена ножниц по металлу листового типа стартует от 6 тыс. руб.

Электрические ножницы по металлу бывают листовыми, шлицевыми и вырубными
Характерные отличия шлицевых ножниц по металлу
Шлицевая конструкция оснащена двумя ножами. Один из них является неподвижным и закрепляется сверху. Он выполнен в П-образном исполнении, оснащен двумя режущими кромками. Нижнее лезвие инструмента осуществляет возвратно-поступательные движения в вертикальной плоскости с заходом в паз неподвижного ножа электрических ножниц.
Инструмент можно адаптировать под разную толщину листового металла, что осуществляется благодаря опции регулировки зазора между ножами. При выполнении резки металлической заготовки образуется тонкая спиральная стружка, которая выходит вверх и в сторону. Периодически ее необходимо обрезать кусачками.
Шлицевые ножницы по металлу могут резать заготовку на любом ее участке, при этом исключается деформация листа, а рез получается ровным и чистым. Инструмент можно использовать для выполнения отверстий, что очень актуально при решении вопроса, как увеличить отверстие в металле без сверла. Благодаря узкому носу приспособлением удобно работать в труднодоступных местах. Ножницы хорошо справляются с фальцами стального листа.

Шлицевые ножницы по металлу используются для резки металла толщиной не более 2 мм
Характерные особенности высечных ножниц по металлу
Вырубные электрические ножницы по металлу представляют собой компактный вырубной пресс, который можно перемещать вручную по полотну в заданном направлении реза.
Конструкция состоит из матрицы и пуансона. Первый элемент имеет круглую или квадратную форму, он закреплен на матрицедержателе. Пуансон выступает в качестве пробойника. Он является подвижным элементом конструкции. Пуансон фиксируется в ползуне, совершая возвратно-поступательные движения, передающиеся кривошипным механизмом.









Просечные электрические ножницы по металлу квадратной формы предназначены для обработки листового материала толщиной более 3 мм, а круглые могут резать металл толщиной до 3 мм. В процессе резки пуансон выполнят в листе отверстия, которые образуют непрерывную дорожку. Ее ширина равна диаметру вырубного элемента. Матрица и пуансон оснащены опцией бесступенчатого поворота на 360 градусов, благодаря чему обеспечивается легкость при выполнении криволинейного реза. Для достижения труднодоступных участков матрица фиксируется с угловым интервалом, равным 90°.

Высечные ножницы по металлу обеспечивают чистый рез и не деформируют заготовку
Вырубные ножницы по металлу характеризуются универсальностью, хорошей маневренностью, минимальным радиусом разворота, расширенной функциональностью, хорошей видимостью рабочей зоны. Инструмент способен выполнить криволинейные резы, разнообразные отверстия и высечения по шаблону. Он может начинать работу не только с края, но и с центральной части заготовки. Инструмент обеспечивает чистый рез без деформации заготовки. Благодаря значительной мощности устройства ножницы могут обрабатывать толстую заготовку.
Из недостатков инструмента можно выделить его способность строго выдерживать заданную прямую линию. Он тяжело справляется с перепадами толщин на заготовке. В процесс работы образуется большое количество металлических отходов в виде острой серповидной стружки.
Особенности выбора инструмента
При выборе ножниц учитывают эксплуатационные параметры и назначение инструмента.
- Ножи. Для прочных лезвий используется хром-ванадиевая сталь. Хорошо зарекомендовали себя модели из нержавеющей и хромоникелевой стали.
- Толщина реза. Ножницы следует выбирать под конкретные задачи. Для раскроя алюминия, меди, жести, стали достаточно ножниц с резом до 0,8 мм. Усиленные модели способны раскроить металл до 1,5 мм.
- Рукоятки. Ручки инструмента должны быть нескользящими, удобными для надежного хвата.
- Длина. Параметр показывает общую длину инструмента. Чем длиннее ножницы, тем большее усилие они могут прикладывать при резе.

При выборе инструмента учитывают поставленные задачи и особенности материала
Основная классификация
Ножницы для металла отличаются разнообразием и позволяют разрезать изделия разных толщин. Специалисты делят все инструменты по принципу работы и устройству.
По особенностям резки модели делятся на:
- ножевые;
- вырубные.
По особенностям работы бывают:
- механическими;
- электрическими.
Инструменты имеют различия по форме разреза и его направлению. Встречаются правый и левый раз, прямая или кривая (фигурная) форма.
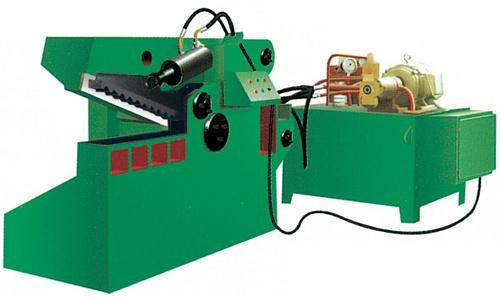
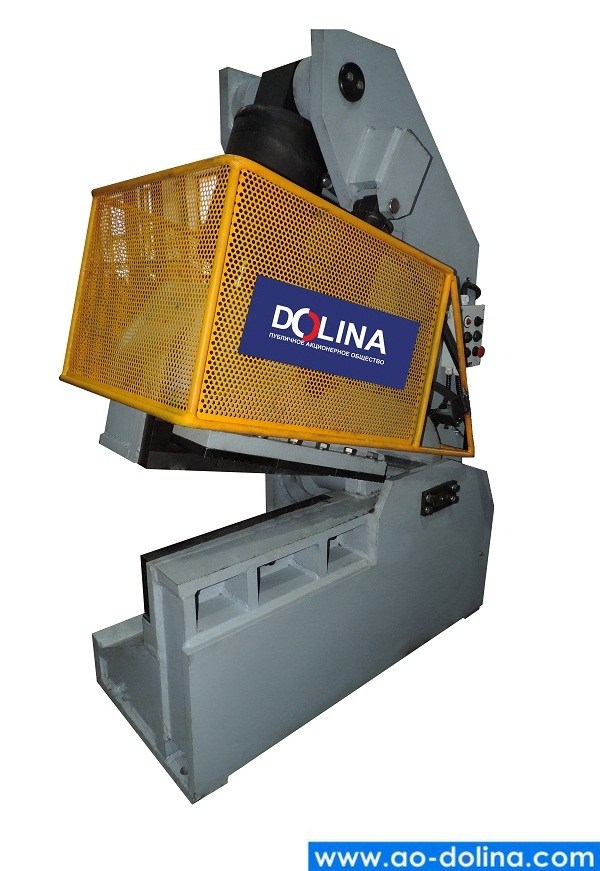
Аллигаторные
Аллигаторные ножницы получили свое название благодаря шарнирной челюсти, которая используется для раскроя металла. Они имеют гидравлический привод. Применяются для раскроя длинных заготовок, балок, арматуры, профилей в слесарных мастерских и на производствах.
Аллигаторные устройства отличаются эффективностью, долговечностью и прочностью. Из недостатков выделяют неточный рез и грубый край.

Аллигаторные модели подходят для работы на производстве
Настольные
Разновидность ножниц для резки металла средней толщины. Отлично справляются с угловыми резами, созданием Т-форм, раскроем прутов. Настольные модели позволяют делать гладкий срез.
Гильотина
Гильотина встречается с механическим, ножным и гидравлическим приводом. Принцип работы заключается в зажиме металла плунжером. После этого одно лезвие перемещается вниз по зафиксированному ножу, вследствие чего осуществляется разрез.
Гильотина позволяет быстро и эффективно разрезать металл. Применяется в серийном производстве.
Силовые
Силовой тип подходит для моделей на электрическом или пневматическом приводе, а также ручном управлении. Принцип работы заключается в создании разреза верхним лезвием, которое опускается к нижнему, надежно закрепленному ножу.
Силовые ножницы подходят для резки прямых или изогнутых линий. Их отличительная особенность — высокая точность, хороший гладкий край.
Snips
Snips — это устройство для резки металлических листов. Для работы с низкоуглеродистым оловом и мягкой сталью выбирают оловянные модели с длинными ручками.







Составные ножи подходят для обработки алюминия, нержавеющей стали и мягких сплавов. Они оснащены рычагами, увеличивающими механическое давление.

Универсальные модели активно применяются для решения бытовых задач
Универсальные
Универсальные устройства отличаются небольшими размерами и оснащены острыми надежными ножами.
Они осуществляют непрерывный рез и формовку листов разной величины. Универсальными ножницами выполняют обработку углов и центра пластин, резку прутов малого диаметра.
С подъемным механизмом
Модели с подъемным механизмом используются для работы с толстыми материалами. Ножи в них устанавливают на штатив. При работе он опускается, играя роль рычага.
Агрегаты из стали подходят для профессиональной высокоточной работы с материалами повышенной прочности.
Для лент из металла
Ножницы для лент из металла обладают простой конструкцией и небольшими размерами. Компактные габариты позволяют их использовать одной или двумя руками. Назначение инструмента — резка пластин, прутов, кабелей. Такие модели нашли применение на стройке, в слесарных мастерских, дома.
Специализированные
Специализированные модели используются в узконаправленных задачах. Они отличаются по габаритам, форме ножей, принципу работы. Основное предназначение — обработка краев пластин, обрезка проволоки, раскрой толстого металла.
Как выбрать?
Точность, эффективность, безопасность и удобство использования – эти качества наиболее важны при выборе инструментов для резки листового металла.
Профессиональные работники иногда используют ножницы с аккумуляторным питанием. Однако цена таких моделей довольно высока. Кроме того, если объем работ не слишком большой, то нет смысла использовать данный вид ножниц.
При выборе чаще ориентируются на параметры обрабатываемых материалов и исходя из этого делают выбор между одно- и двухрычажными ножницами.
- Однорычажные ножницы сложнее в использовании и требуют большего опыта. Но они увеличивают тактильные ощущения при работе с материалом, поэтому при достаточном опыте позволяют сделать более точный разрез.
- Ножницы с двумя рычагами разрезают материал легче. Однако рекомендуется использовать их в первую очередь там, где точность не важна. Как это ни парадоксально, люди, у которых много цельнометаллического материала для ручной резки, чаще выбирают более сложные в обращении инструменты. Но при этом у них лучше получается обработка металла однорычажными ножницами.
При поиске ручных ножниц необходимо обращать внимание на рукоятку, которая обеспечит безопасный и удобный захват инструмента. Если нужны ножницы с повышенной прочностью и долговечностью, надо также уделять большое внимание лезвиям
Если нужны ножницы с повышенной прочностью и долговечностью, надо также уделять большое внимание лезвиям
Необходимо проверять технические параметры конкретных моделей, а также характеристики обрабатываемого материала.
- Твердость лезвий. Твердосплавные лезвия HSS имеют твердость 65 HRC. В настоящее время это самый твердый материал, используемый при производстве стальных ножниц. В то же время львиная доля продукции производится с более мягкими лезвиями из специальной (61 HRC), легированной (59 HRC) или инструментальной стали (56 HRC). Различия между ними на первый взгляд незаметны, но после примерно десятка разрезов вы можете четко их почувствовать (даже если все инструменты произведены по ГОСТ).
- Повышение твердости покрытия. Помимо процесса индукционной закалки, на твердость лезвий влияет покрытие их различными веществами. Сегодня профессиональные стальные ножницы с покрытием из нитрида титана (TiN) очень популярны. Они хорошо режут прочные и твердые металлические листы и используются там, где стандартные решения неприменимы.
- Кромка. В этом вопросе есть два варианта на выбор: край либо гладкий, либо зубчатый. В первом случае линия резки ровная, но сама операция довольно сложная и более длительная по времени. Во втором случае разрезаемые пластины не будут мешать продвижению работы, но кромка будет неровной.
- Губы ножниц. Они могут быть профилированы таким образом, чтобы отрезанный кусок загибался и не мешал дальнейшему процессу, или чтобы отделенная часть была заблокирован на одной из челюстей (в слепых ножницах). Теоретически, первый вариант более удобен, но иногда сгибание повреждает деталь, поэтому он нежелателен.
- Бренд. Хотя ножницы Stanley или Makita выбираются чаще, чем другие, они не отличаются по качественным показателям от большинства другой продукции.
Особенности конструкции гидравлических агрегатов
Стационарное гидравлическое оборудование включает в себя следующие узлы и детали:
- система подачи смазочного материала или другой рабочей жидкости;
- механизм загрузки (через него в агрегат подаётся необходимый материал);
- траверсы возвратно-поступательного типа, на которых фиксируется подвижное лезвие;
- прижимной механизм, позволяющий закрепить металлолом, а потом разрезать его;
- рабочая поверхность, на которую фиксируется неподвижное лезвие;
- силовые гидроцилиндры.
Популярностью пользуются комбинированные стационарные системы. Они имеют конструкцию с прессовальной камерой, в которой в качестве одной стенки применяется ножевая балка. Благодаря этому можно последовательно нарезать и пакетировать лом.








Что касается мобильных гидравлических ножниц, то особенности их конструкции заключаются в следующем:
- установка оборудования может быть выполнена на любой устойчивой поверхности (бетонной и пр.);
- использование одного цилиндра даёт возможность понизить расход смазочного вещества для полноценного функционирования приводного устройства, при этом уменьшив размеры агрегата;
- в основе системы используется силовой насосный приводной механизм, работающий на дизельном топливе или от батареи;
- управление оборудованием может осуществляться удалённо, с пульта, благодаря чему все операции выполняет один диспетчер.
Транспортировка мобильных ножниц производится с помощью специальных тягачей. Такие машины должны быть оборудованы системой выдвижения платформы.
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.

Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.





