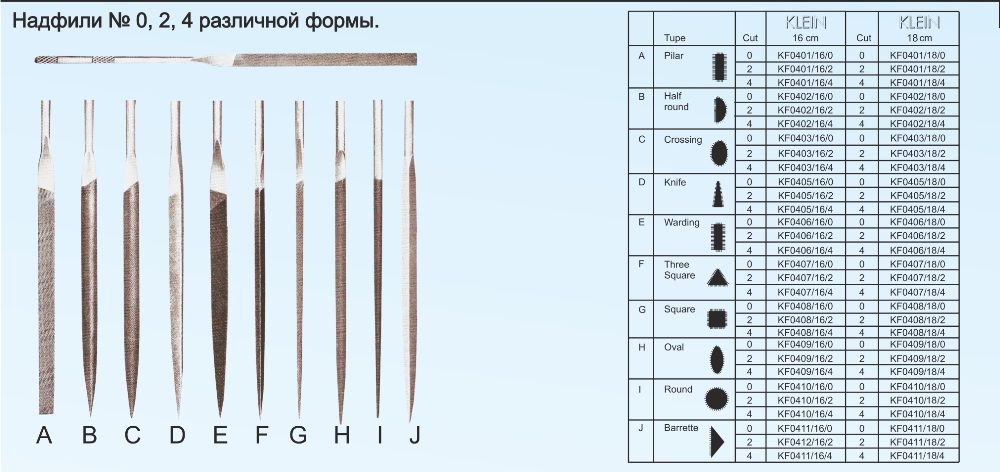
Применение надфилей различной формы
Надфили используют для финишной обработки малогабаритных деталей. На промышленных предприятиях и в быту может возникнуть ситуация, когда требуется сформировать окончательный вид изделия из металла сложной конструкции, обточить или подогнать под размер миниатюрную деталь. Благодаря этому маленькому напильнику можно обработать самые труднодоступные места. Надфиль — незаменимый помощник мастера по гравёрным и ювелирным работам. Им зачищаются и подгоняются мелкие отверстия крохотных изделий.
Форму бруска определяет государственный стандарт. Этот параметр очень важен, так как по нему можно узнать сферу назначения инструмента.
Существуют следующие виды надфилей:
- Плоский или плоский остроносый. Таким инструментом обрабатывают внутренние или наружные плоские поверхности.
- Трехгранный. С его помощью обрабатывают пазы, отверстия и канавки. Подходит для обработки на внешних сторонах детали острых углов.
- Овальной стороной выполняется выпиливание и обработка рельефных и закруглённых поверхностей. Плоская сторона позволяет обрабатывать плоскую поверхность и пропиливать различные пазы.
- Круглый. Напильник предназначен для чистовой обработки мелких отверстий в форме овала и круга, а также вогнутой поверхности небольшого диаметра, Надфиль круглый, как и форма его сечения. Рабочей поверхностью является вся круглая площадь инструмента.
- Полукруглый. Такой вид обладает двумя сторонами — плоской и овальной, принимая в сечении сегментную форму. Обе стороны имеют насечки.
- Ромбический. Используют для обработки зубчатых деталей.
- Квадратный. Им распиливают прямоугольные, квадратные и многоугольные отверстия.
- Игольчатый. Имеет кардинальные отличия от остальных типов. Этот миниатюрный инструмент обладает длиной рабочего профиля всего 25–35 мм, а хвостовик у него квадратной формы.
- Разновыпуклый. Внешне имеет сходства с двояковыпуклой линзой. Носы заострённые, имеется насечка на обеих плоскостях. Главное предназначение-обработка внутренних поверхностей колец.
- Клиновидный. Название говорит само за себя. Такое слесарное приспособление обладает формой клина и острым носом. У такого напильника есть две разновидности. Каждый вид состоит из двух рабочих граней и ребра. Отличие только в том, что один инструмент обладает острым ребром и клиновидной всечкой, а другой имеет закруглённое ребро. Применяют клиновидные надфили, когда требуется обработать кропаны, касты или пропилить всечку малого угла.
- Ножовочный. Нужен для выборки узкого паза, канавки. Им обрабатывают внутренние углы и плоскости в отверстиях квадратных, ромбовидных или прямоугольных форм.
- Пазовый. Инструмент, похожий на плоский, но с округлёнными по бокам гранями. Эта особенность позволяет обрабатывать труднодоступные участки деталей.
- Рифель. Многолезвийный представитель мелких надфилей. Отличается сильно изогнутой рабочей частью, вплоть до крючкообразного изгиба. Применяют в ювелирных мастерских, чтобы обрабатывать криволинейные поверхности. Изготовлен исключительно из магнитно-твёрдого сплава. С помощью магнита ювелир отделяет отколовшиеся частицы рифеля от крошек драгоценного металла. Параметры рифелей для зачистки литейных стержней зафиксированы в ГОСТ 11798–74.
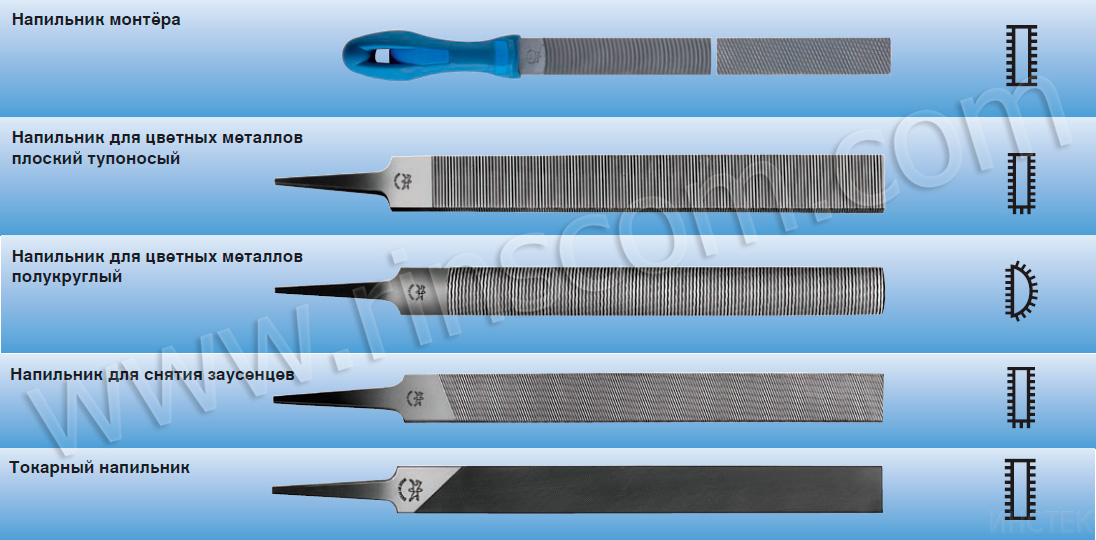
Надфиль плоский, трехгранный, круглый и другие
Надфиль – это, по сути, напильник небольшого размера. Сам же напильник слесари называют пилой, ввиду того, что насечка имеет вид зубьев, только вот они не перерезают тело материала, а скобят, т.е. счищают верхний слой его поверхности. Выходит, надфиль – миниатюрная пила. Предназначение мини-пилы – обработка металлов. Поэтому материал, из которого изготавливают надфили, обязан быть тверже, чем простая сталь. По ГОСТу 1435 и 5950 положено использовать углеродистые стали следующих марок: У12, У12А, У13, У13А или 13Х. Твердость при испытаниях должна составлять не ниже 55-58 единиц по шкале HRC.
По форме сечения стержня выпускают следующие виды надфилей:
- плоский тупоносый надфиль;
- плоский остроносый; квадратный;
- трехгранный;
- трехгранный односторонний;
- круглый;
- полукруглый;
- ромбический;
- ножовочный (имеет форму равнобедренного треугольника с очень маленьким основанием);
- овальный (бывает двух типов: эллипсный и в виде прямоугольника с закругленными краями);
- пазовый.
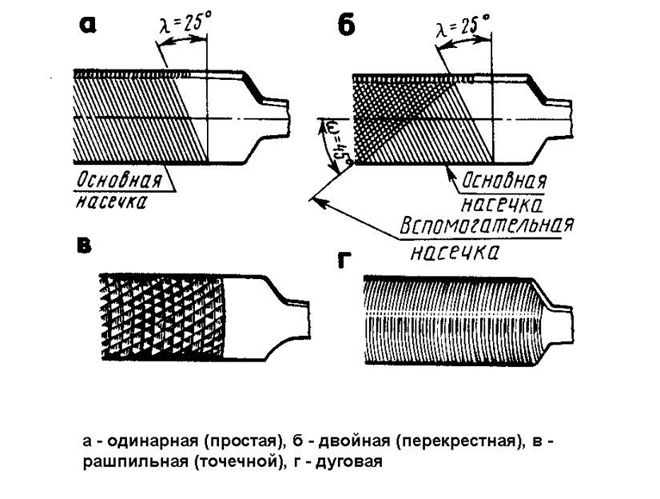
Тупоносые инструменты по всей своей длине имеют одинаковый размер сечения, в остроносых – сечение стержня постепенно уменьшается к краю инструмента, ввиду этого и насечка на расстоянии до 3-х мм от края не контролируется изготовителем. Сама насечка также выполняется по стандартам. Во-первых, на основные рабочие части надфиля наносится только двойная насечка: основная и вспомогательная. За исключением круглых и овальных форм, которые могут использовать одинарную или спиральную одинарную.
Во-вторых, количество насечек на 10 миллиметров длины инструмента определяет его номер. Производители почти всегда указывают лишь номер инструмента: 00, 0, 1, 2, 3, 4, 5, 6, 7, 8
Важно понимать – чем больше номер, тем большее количество насечек на изделии, а значит – мельче зубья и более гладкую поверхность можно получить при обработке. Инструмент с крупными зубьями необходим при работе с большими поверхностями или там, где надо снять большой слой металла, например, трехгранным маленьким напильником с крупной насечкой удобно затачивать зубья пил по дереву. Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой
Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п
Средняя насечка больше подойдет для работы с мягкими металлами: латунью, алюминием, бронзой. Такими надфилями можно шлифовать поверхности водопроводных муфт для лучшей стыковки, или убирать зазубрины, не боясь ненароком «слизать» часть изделия. Самые мелкие зубья – для филигранной работы, такими инструментами можно снять небольшой слой материала при подгонке деталей машин и аппаратов – увеличить размер паза для клина на валу электродвигателя, подчистить подгоревшие контакты бытовых токоприемников: розеток, автоматов защиты и т.п.
Длина рабочей части маленького напильника всегда в два раза меньше его общей длины. И бывает только трех типоразмеров: 50, 60 и 80. Тут начинается самое интересное, номер насечки надфиля зависит от его типоразмера:
- инструменты с рабочей частью в 50 мм могут быть только с насечками: 1, 2, 4, 6, 8;
- инструменты с рабочей частью в 60 мм могут быть только с насечками: 0, 1, 3, 5, 7;
- инструменты с рабочей частью в 80 мм могут быть только с насечками: 00, 0, 2, 4, 6.
Почему сделано именно так, сказать сложно, но не мы с вами создаем ГОСТы, мы лишь хотим разобраться, какой набор надфилей по типоразмерам существует. Есть особая разновидность насечки – когда она расположена вдоль тела инструмента, а не поперек, как обычно. При этом сечение полотна – круглое, таким надфилем домохозяйки затачивают кухонные инструменты, носит он специфическое название – мусат. Процесс заточки происходит более бережливо для затачиваемых изделий, а также значительно быстрее, чем на наждаке.
Фото набора надфилей алмазных, rinscom.com
Фото набора надфилей, herraquim.com
Фото надфилей, fine-tools.com
Фото надфилей алмазных, rinscom.com
Фото надфиля плоского, fine-tools.com
Специальные виды
Иногда перед мастером возникают задачи, которые сложно выполнить обычным инструментом. В этом случае ему приходится задумываться о покупке специальных видов напильников, которые помогут эффективнее и быстрее выполнить операции с металлом.
Рашпиль
 Наряду со слесарным инструментом выполнять шлифовку изделий из металла и других материалов можно с использованием рашпилей, которые имеют свою собственную насечку. Их поверхность содержит достаточно крупные зубья, выполненные в виде пирамиды, а сзади них находятся специальные канавки. Насечки располагаются на рашпиле в виде рядов под прямым углом к оси. С помощью рашпилей можно выполнять шлифовку мягких материалов — дюралюминия и алюминия.
Наряду со слесарным инструментом выполнять шлифовку изделий из металла и других материалов можно с использованием рашпилей, которые имеют свою собственную насечку. Их поверхность содержит достаточно крупные зубья, выполненные в виде пирамиды, а сзади них находятся специальные канавки. Насечки располагаются на рашпиле в виде рядов под прямым углом к оси. С помощью рашпилей можно выполнять шлифовку мягких материалов — дюралюминия и алюминия.
Для изготовления этого инструмента используются стали марок У7А, У10А. Они имеют уровень твердости, соответствующий 35−40 HRC. В длину рашпили достигают 25−35 см. Производители предлагают четыре типа рашпилей: круглые и полукруглые, а также остроносые плоские и тупоносые плоские. Их используют преимущественно при изготовлении жестяных изделий, а также в медицине.



Надфили
Среди всех выпускаемых видов инструмента для обработки изделий они являются самыми мелкими
Их используют для выполнения работ, где важно обеспечить высокую точность обработки. Этот тип инструмента изготавливается из стали марок У12 и У12А с твердостью 54−60 HRC
Если рассматривать надфили по форме поперечного сечения, то их можно разделить на следующие группы:
- пазовые и ножовочные;
- в форме ромба;
- овальные;
- круглые и полукруглые;
- трехгранные;
- квадратные;
- плоские.
Приобретать все из выше перечисленных видов напильников домашнему мастеру нет никакой необходимости. Справиться со всеми возникающими в быту задачами он легко сможет, имея в своем арсенале плоский, треугольный и круглый напильник. Не помешает дополнительно приобрести и набор надфилей и несколько рашпилей. Весь этот комплект инструментов поможет быстро решить любую задачу, связанную со шлифовкой металла.
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Читать также: Проверка полевых транзисторов без выпаивания
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.
Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки




, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров
. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки
, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков
при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Шлифовка изделий из металла не всегда производится с помощью Часто для такой работы мастерами используются различные виды напильников. Они, по сравнению с электрооборудованием, намного безопаснее. Работнику остается из большого разнообразия инструментов подобрать соответствующий обрабатываемому материалу. С этим справиться нетрудно, если знать тонкости работы, все виды напильников и их назначение.
Специальные напильники применяются для обработки углов, наклонных и зубчатых поверхностей. Этим видом инструментов производится выборка узких пазов и канавок. Драчевые инструменты оснащены самыми крупными зубьями и предназначены для начальной обработки поверхности, так как позволяют быстро с нее снять большой слой (0,05-0,1 мм). В то же время эти напильники обладают низкой точностью. В результате чего рабочая поверхность обрабатывается грубо. Личные напильники применяются при чистовом опиливании. При этом происходит снятие слоя толщиной 0,02-0,06 мм. Бархатные используются на завершающей фазе шлифования. С поверхности опиливаемого изделия снимается самый тонкий слой (0,01-0,03 мм). Эти напильники обладают высокой точностью обработки, которая составляет 0,01-0,005 мм.
Классы точности и неуравновешенности
В маркировку шлифкругов с традиционными абразивами согласно ГОСТу должно входить обозначение классов точности и неуравновешенности (две последние позиции маркировочной строки). Для алмазных кругов указание этих параметров ГОСТом не предусмотрено.
Во-первых, это инструмент с небольшим (в отношении общего объема корпуса) слоем абразивного композита, а во-вторых, по требованиям госстандартов он изготавливается с нормируемой высокой точностью. К примеру, торцевое и радиальное биения алмазных кругов по требованиям ГОСТ 16181-82 должны соответствовать 7÷8 степеням точности.
Как выбрать надфиль?
Выбирая надфиль для работы, стоит внимательно осмотреть его в магазине. Материал изготовления инструмента зависит от типа материала, с которым предстоит работать. Для обработки керамики и стекла применяются алмазные надфили с разной зернистостью. Фогольцевые напильники используются в работе с ювелирными украшениями
Специалисты рекомендуют обратить внимание на ряд моментов перед покупкой
- Заводские дефекты, повреждения должны отсутствовать на его поверхности. Увидеть трещины на небольшом напильнике бывает невозможно, в этом случае поможет хитрый прием – следует ударить надфилем по любому твердому предмету и послушать звук, если он звонкий – инструмент можно брать.
- Небольшое искривление надфиля допустимо, это не считается дефектом. Слишком искривленный инструмент стоит положить обратно на полку, пользоваться им нельзя, он может быстро выйти из строя и даже сломаться.
- Внимательно необходимо осмотреть насечки на напильнике – они должны быть острыми, нанесены без пропусков, параллельно друг другу.
- Никакой ржавчины и грязи на поверхности быть не должно.
Насечки надфилей
ГОСТ 1513-77 был утвержден специально для определения типа насечек на надфилях. Значение указывается на ручках для удобства мастеров. Маленькие надфили имеют закономерность: с повышением номера насечек, напильник становится грубее в работе. Специалисты различают пять видов их нанесения:
- 1 и 2 – от 28 до 56 насечек на 1 см поверхности инструмента;
- 3, 4 и 5 – от 40 до 112 насечек.
Формы надфилей
Большой набор инструментов необходим для работы с любыми видами заготовок и для зачистки различных поверхностей
Понимать, какой напильник необходимо подобрать в конкретном случае, важно для достижения оптимального результата
- надфиль квадратный – напильник, которым можно отшлифовать пазы и углубления разного размера;
- ромбовидный надфиль незаменим для нанесения на поверхности разнообразных насечек;
- надфиль трехгранный можно применять для шлифования углов;
- клиновидные напильники с острыми наконечниками используются ювелирами;
- плоские считаются универсальными инструментами, незаменимыми для любой шлифовки;
- овальные и круглые надфили хороши для обработки отверстий различных размеров;
- игольчатые миниатюрные напильники применяются ювелирами при обработке украшений из драгоценных металлов;
- надфиль полукруглый , имеющий одну плоскую сторону, считается универсальным инструментом и может применяться для разных работ.

Ручка для надфиля
Какую пилку выбрать без рукоятки, или с удобной ручкой, каждый мастер решает самостоятельно. Все плотники знают, что тонким надфилем без ручки работать не очень удобно, но такие напильники занимают меньше места. Для удобства рукоятка напильника должна быть длиннее, чем его рабочая часть. Сколов и зазубрин на ее поверхности быть не должно. Маркировка надфиля на рукоятке – обязательна. Существуют инструменты с удобными съемными ручками. Можно купить универсальный вариант для нескольких инструментов, изготовленный из:






- современных пластиковых материалов;
- дерева различных пород, покрытого лаком;
- резины и каучука.
Маркировка надфилей
Согласно ГОСТ 1513-67 все напильники должны иметь соответствующую маркировку. Самые главные параметры надфилей для заточки, согласно утвержденным стандартам:
- Твердость стали, из которой изготовлен напильник, определяется по категориям и маркируется буквой У (углеродистая сталь), за которой следует цифра.
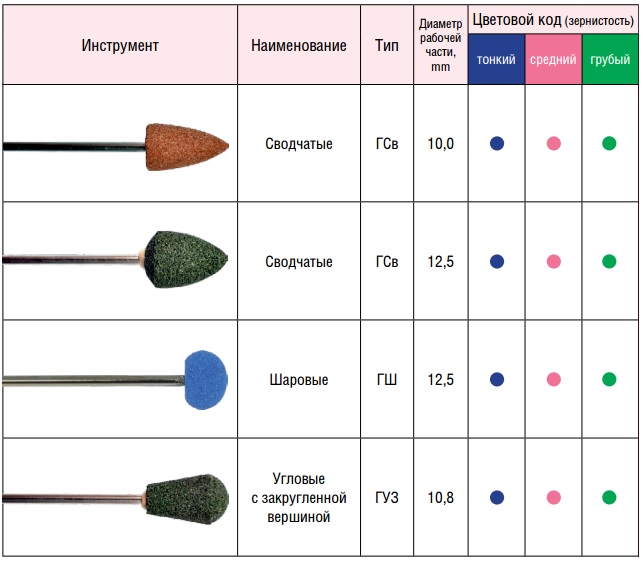
- Зернистость напильников обозначается цветными полосками на ручках инструментов, красная характеризует параметры от 160/125 до 10/80, синяя – от 80/63 до 63/55 зерен. Надфили без полос – самые мелкозернистые, имеют плотность от 50/40 до 40/28 зерен.
Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
Назначение и применение надфилей
Используют надфили для обработки разных деталей, доведения их до определённых размеров и форм. Область применения не ограничивается слесарно-столярными работами. Инструмент пользуется популярностью у гравёров и ювелиров.
Основная задача мини-напильника – тонкая опиловка, зачистка, проточка с проходом в труднодоступные места. Благодаря небольшим размерам возможна обработка сложных и мелких деталей.
Различают свыше 11 видов надфилей. Отличаются они формой сечения, длиной и количеством главных надсечек.
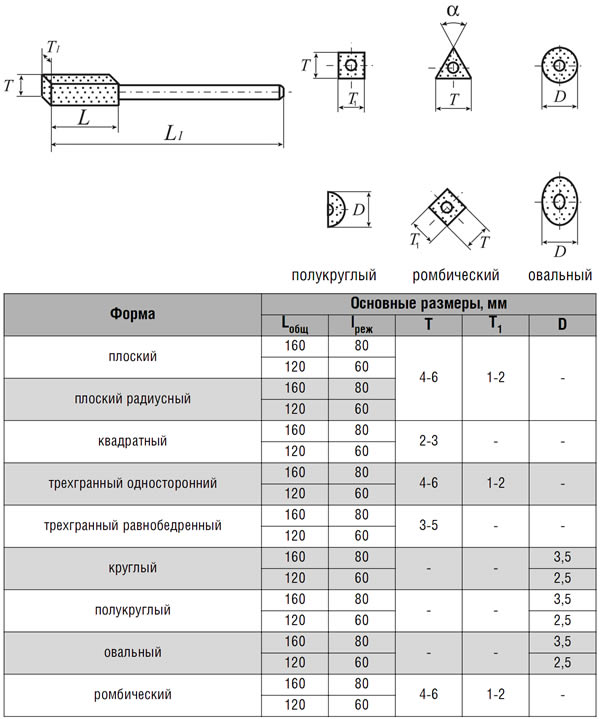
| Название вида | Где применяется |
| Плоский/плоский остроносый | Обработка наружных и внутренних плоских поверхностей. |
| Трёхгранный | Предназначен для пазов, канавок, отверстий, острых углов, внешней поверхности детали. Закругленная часть используется для овальных деталей, рельефов. |
| Круглый | Проход по мелким отверстиям, вогнутым участкам, чистовая обработка. |
| Полукруглый | Имеется плоская и овальная рабочая поверхность. На них присутствуют насечки. Применяются в подходящих деталях и отдельных зонах. |
| Ромбический | Для прохода по зубчатым деталям. |
| Игольчатый | Отличается от других видов миниатюрными параметрами. Длина рабочей части не превышает 25-35 мм. Характерной чертой является квадратный хвостовик. |
| Квадратный | Доступны для обработки многоугольные отверстия, квадратные и прямоугольные участки. |
| Клиновидный | Имеет острый нос и форму клина. Используется для обработки касты, кропанов, пропилки всечки небольшого угла. |
| Разновыпуклый | Подходит для прохода по внутренней стороне колец, деталей, имеющих форму кольца. |
| Пазовый | Применяют для зачистки и заточки труднодоступных участков заготовки. |
| Ножовочный | Осуществляет выборку канавки, узкого паза. |
| Рифель | Распознаётся по сильному изгибу рабочей части. Область применения – ювелирные мастерские. Изготавливается только из магнитно-твёрдого сплава, что помогает удалять после заточки крошки драгметаллов. |
Согласно единому стандарту для плоских надфилей 1513–77 определяются основные виды с учётом насечек:
- 1 и 2 – на каждый см длины рабочей части инструмента приходится от 28 до 56 насечек;
- 3; 4 и 5 – от 40 до 112 насечек.
Тип насечки указывается на рукоятке в виде маркировки. Чем крупнее насечки, тем выше порядковый номер.
Крупными насечками выполняется грубая обработка деталей. Мелкими надфилями (№1 и 2) вытачиваются рельефы, третий номер используется для финишной обтачки.
Надфили
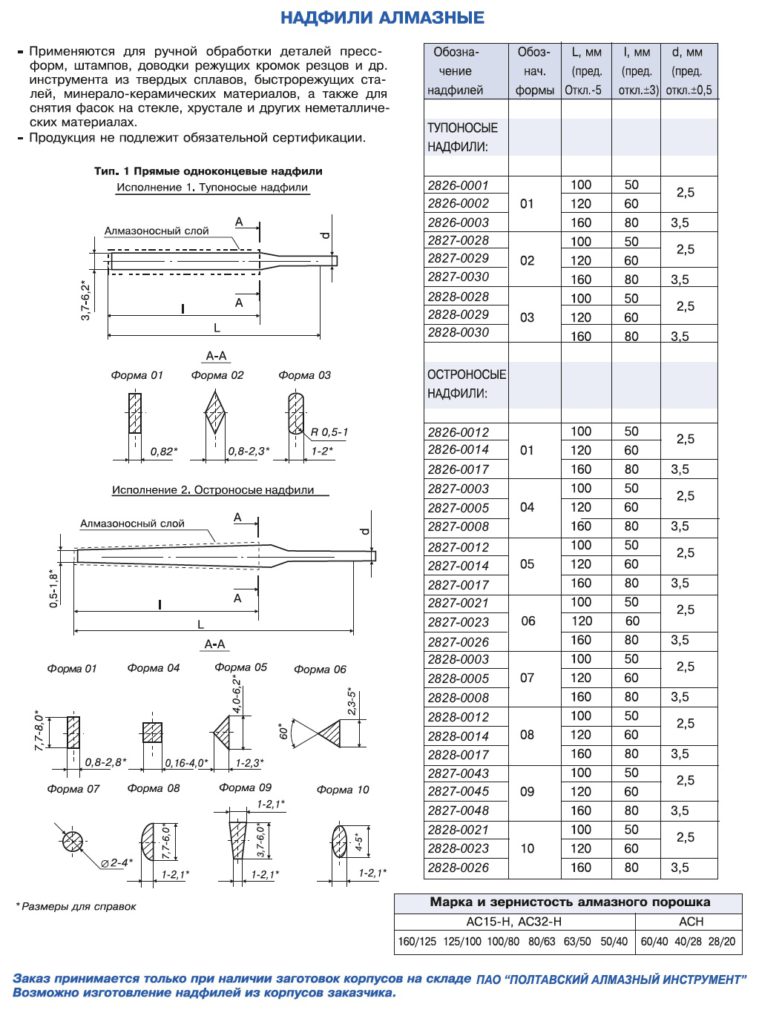
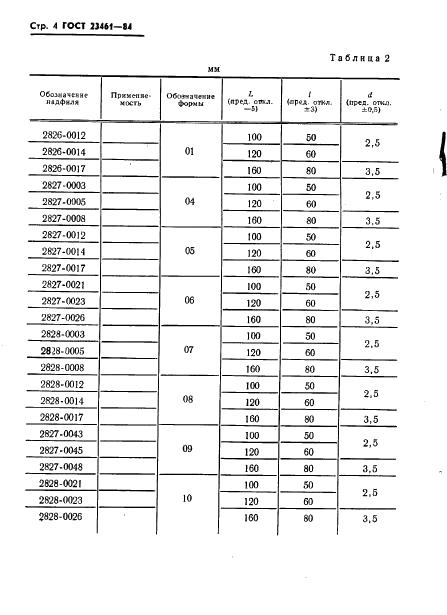
Инструмент, имеющий алмазное напыление, выпускается с разной зернистостью рабочей поверхности. ГОСТ 23461–84 определяет их длину – 100-200 мм. Встречаются также экземпляры длиной 80 и 160 мм с рабочей поверхностью 50 и 80 мм. Для изготовления надфилей с алмазным напылением должны использоваться материалы, твёрдость которых выше, чем у стали.
Виды ручек для надфиля
Без ручки работать напильником будет попросту неудобно.
Для большего комфорта в работе на брусок надевается деревянная или пластмассовая ручка, либо ручка из прессованной бумаги.

Последние варианты насадок наиболее качественные, поскольку редко ломаются.
Существуют определенные требования к материалу, форме и длине ручек напилков.
Как правило, длина ручки равна длине рабочей части изделия.
Поверхность рукояти должна быть гладкой, без каких-либо зазубрин.
На рукоятке в обязательном порядке должна быть соответствующая маркировка.
Существуют так называемые съемные ручки, что тоже весьма удобно.
Например, мастер может иметь большой ассортимент самых разных напилков и всего лишь пару-тройку съемных ручек.

Сейчас стали выпускать долговечные деревянные ручки с втулкой, предохраняющей ручку от раскалывания, и увеличивающейт срок использования напилка.
Металлическую ручку имеет надфиль пневматический, форма ручки изменяется в зависимости от модели напилка.
Важная деталь в ручных моделях – диаметр отверстия ручки не должен превышать ширину середины хвостовика.
Надевают ручку, ударяя ее конец об верстак, или же не сильно вбивая ее молотком.
Снимают также, ударяя молотком по верхнему краю кольца.
Для работы по дереву
Необходим специальный диск по дереву для болгарки по бетону так как использование обычных может привести к серьезной травме конечностей. Если решили резать, то используйте насадку —циркулярную пилу, где пилы будут с небольшим разводом зубьев в разные стороны, такая форма защитит прибор от заклинивания.






Пильный диск, усовершенствованный цепью сохранит вашу жизнь — в случае непредвиденной ситуации прибор не выскочит из ваших ладоней, а останется стабильно вращаться в балке.

Если применяете углошлифовальный прибор для разреза древесины, тогда придерживайтесь правил безопасности:
- Перед установкой насадки отключите шлифовальный круг для болгарки по дереву от питания электросети.
- Единственным перекрытием между острым лезвиям и вашей нежной кожей является защитный кожух. Не снимайте его с УШМ!

- При резьбе древесины используйте защитные перчатки!
- Для распила не нужно слишком большая мощность инструмента. Если его заклинит, то не факт, что вы его сможете обуздать и травмируется!
- Пильный диск не должен содержать большие зубья, они увеличивают вероятность зацепки за крепкие волокна древа. Вероятность выскальзывания увеличивается.
Читайте здесь: Как сделать аппарат для точечной сварки своими руками

На приборе есть регулятор оборотов — поставьте количество на минимум. Если такого нет, то помните, что здоровье важнее. Откажитесь от работы или смастерите регулирующее устройство своими руками.

- В процессе удерживаемый прибор должен находиться под прямым углом, незначительное отклонение от траектории может повредить циркулярную пилу.
- Не фиксируйте кнопку включения! Если что-то пойдет не по плану, возможности выключить аппарат не будет.

Для того, чтобы избавиться от слоя застарелой краски или непрезентабельного покрытия нужны другие диски для болгарки по дереву, например, обдирочные насадки. Они разнообразны своей формой, например, шипы и крошка, легко обдирают верхний слой.

Надфиль алмазный – тверже не бывает
Алмаз – самый твердый и один из самых дорогостоящих материалов на Земле, и зачем его применять в напильниках? Ответ прост: для ручной обработки высокоуглеродистых закаленных сталей, всевозможных твердых сплавов, стекла или керамики. В повседневном обиходе это могут быть сверла, буры по бетону с победитовыми напайками, зубила или изделия из стекла.
К примеру, если вы выкладываете из плитки “кухонный фартук” или облицовываете стену в ванной, располагая плитки в стык, то подтачивать места стыка лучше именно алмазным инструментом. Обычный стальной очень быстро сотрется, для любого металла керамика является абразивом. Кстати, пилочка для ногтей является разновидностью алмазного надфиля. Термин алмазный не подразумевает, что весь инструмент состоит из алмаза. Тело надфиля выполняется из той же углеродистой стали, а порошок – из алмаза и никеля, как связующего материала, наносится гальваническим методом уже непосредственно на него.
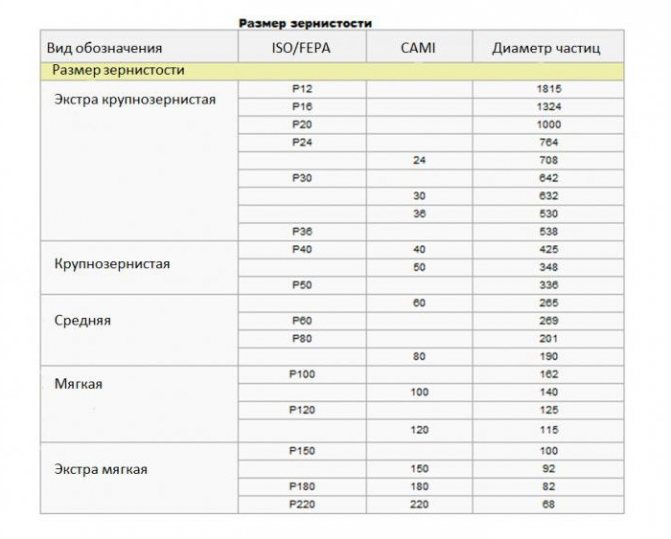
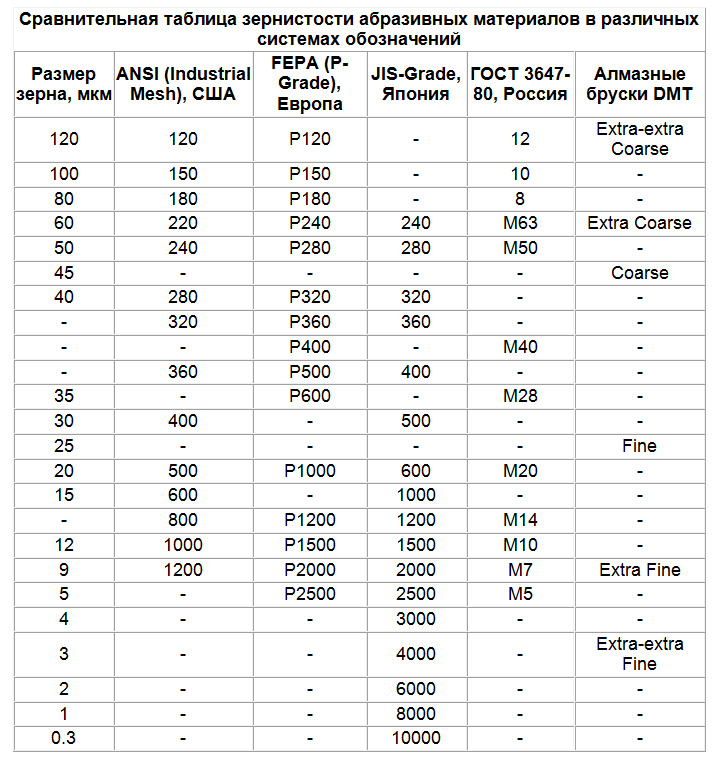
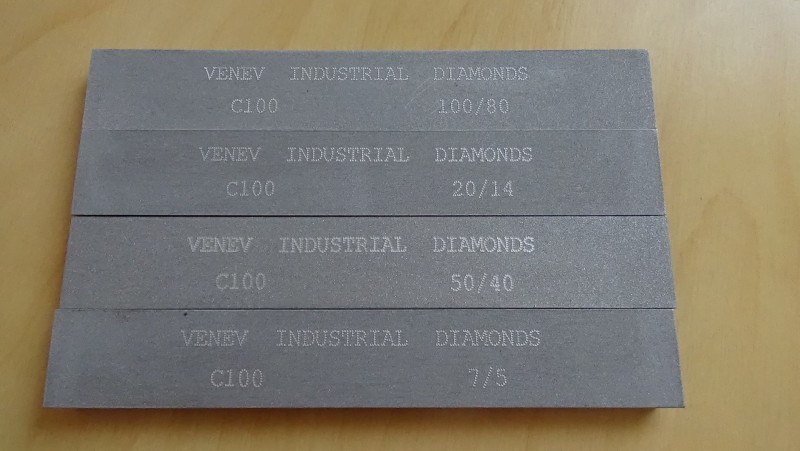
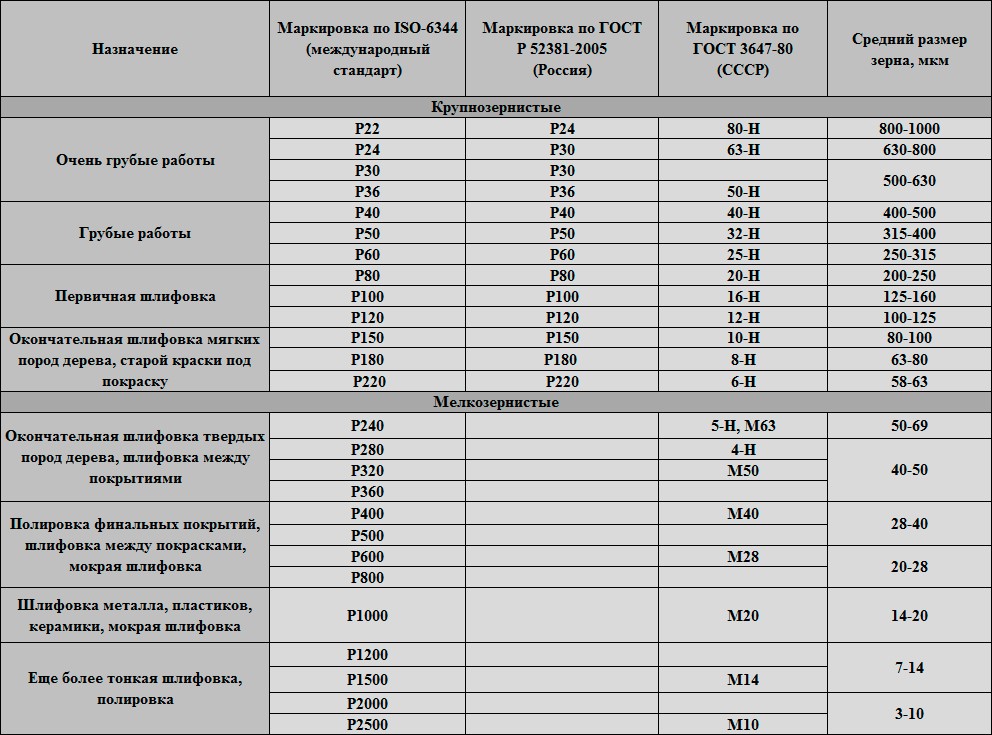
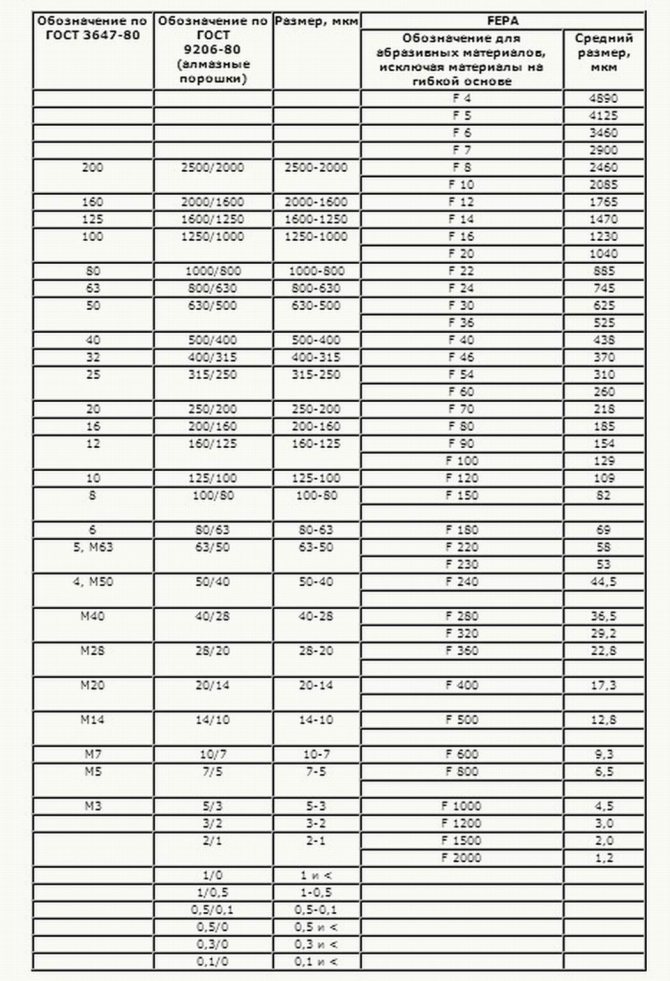
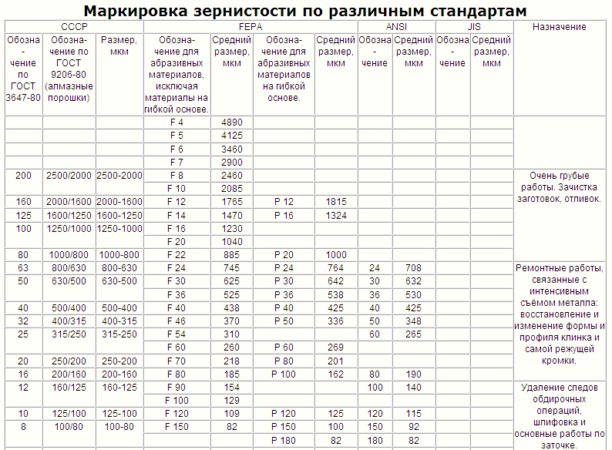
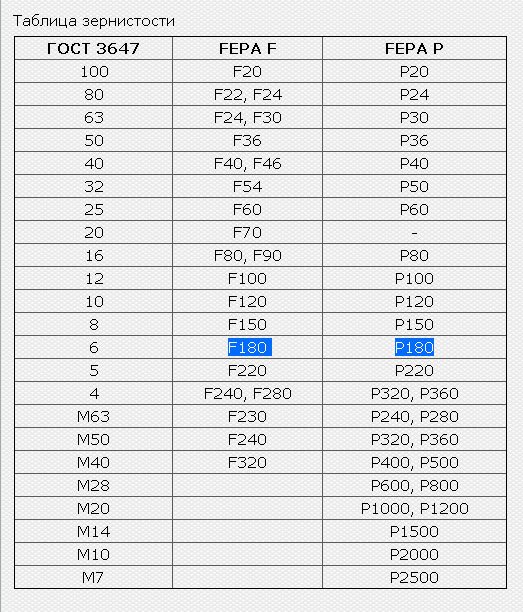
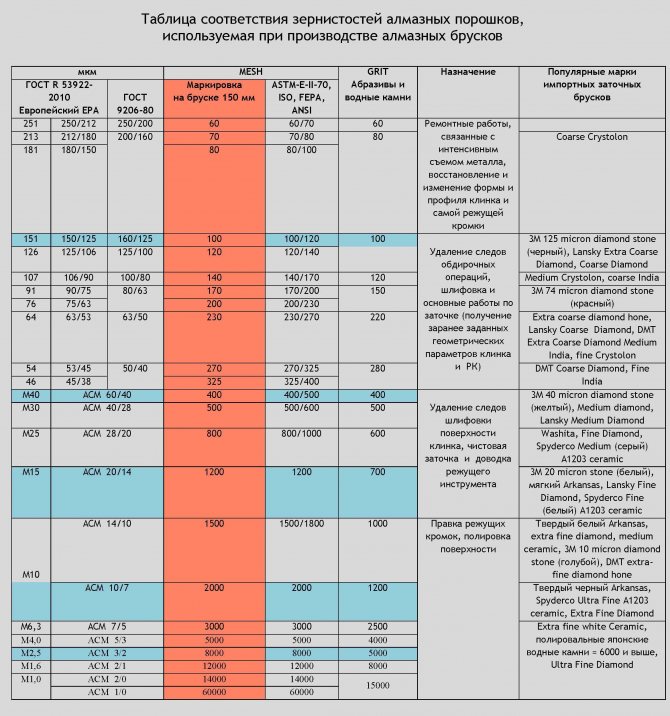
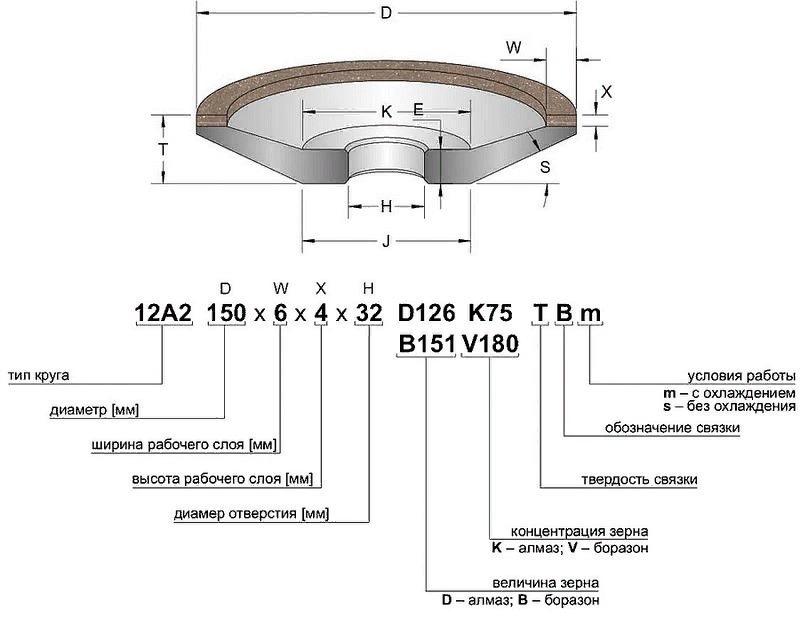
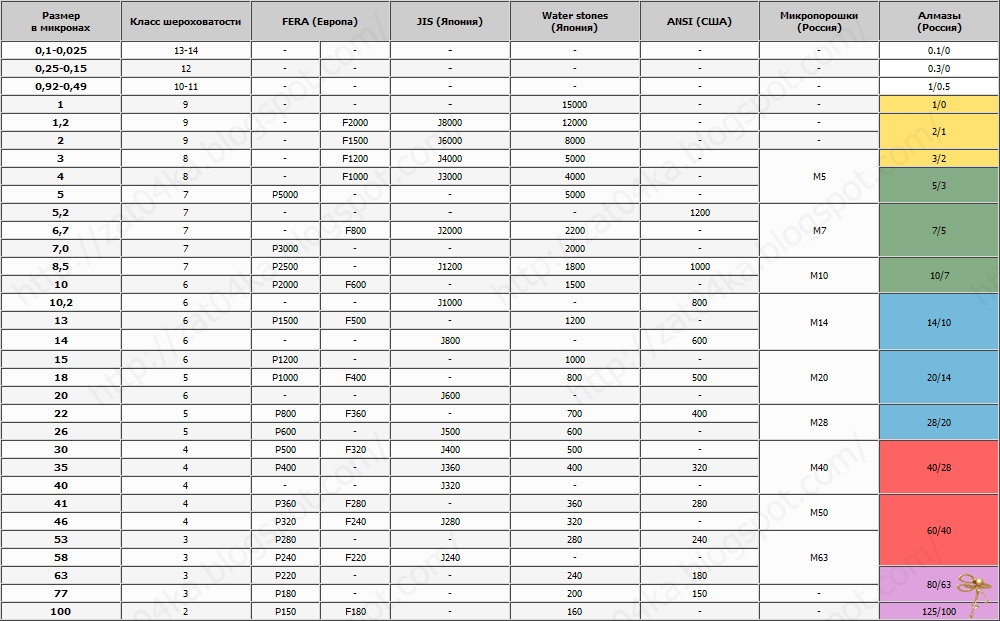
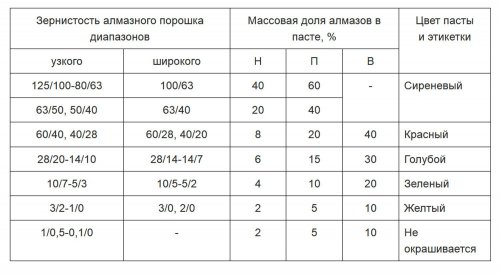
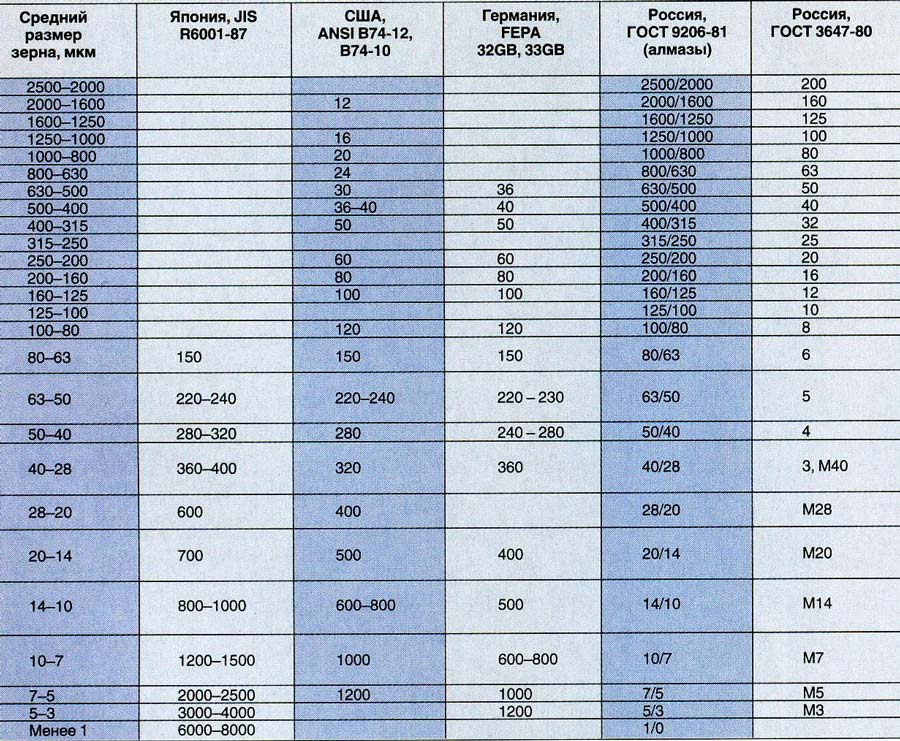
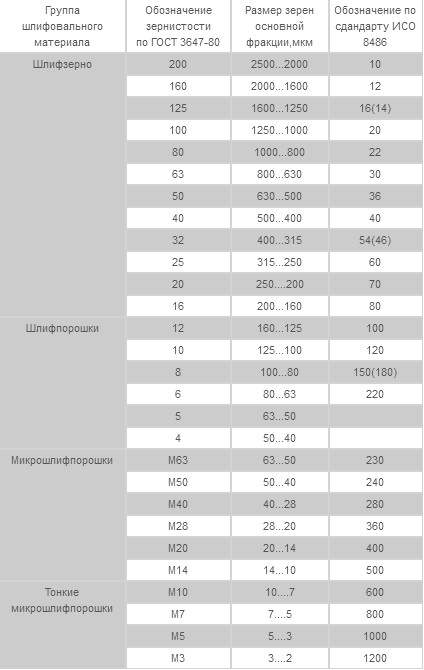
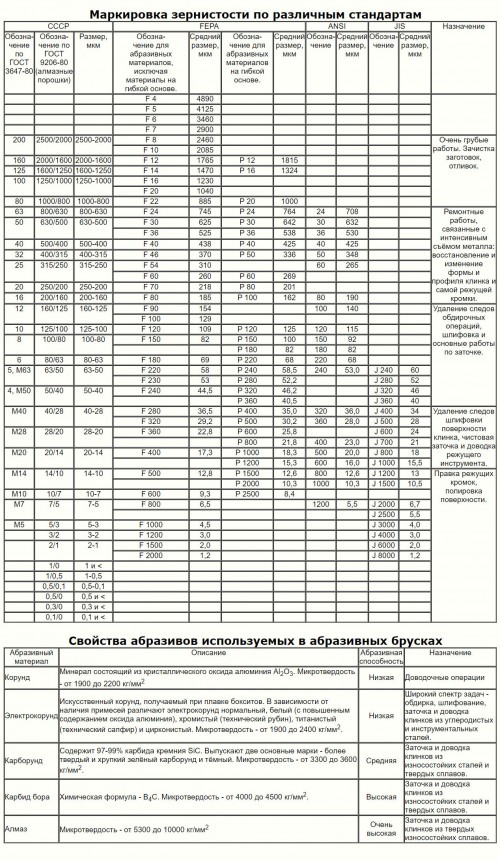
Профили и размеры данных напильников совпадают с обычными стальными. Размер насечки определяется размером зерен алмазного порошка, наносимых на полотно инструмента. Отечественные производители маркируют зерна двумя числами через дробь. Самый большой размер алмазных зерен обозначается 160/125, а самый маленький – 40/28. Иностранные поставщики имеют свою маркировку, D64-D181. Чем больше число, тем больше размер кусочков наносимой алмазной пыли.
Иногда изготовитель маркирует зернистость краской или рисками на теле надфиля, где отсутствует рабочее покрытие. В этом случае зернистость 160/125–100/80 обозначается одной красной чертой или двумя рисками. При размере зерен 80/63–63/50 наносится синяя линия или одна черта. Более мелкие алмазные напыления 50/40–40/28 никак не обозначаются.