
Основные узлы
В настоящее время Россия является одним из лидеров по производству универсального оборудования, предназначенного для различных типов обработки металлических поверхностей.
ВАЖНО ЗНАТЬ: Разновидности магнитных сверлильных станков
Современные станки практически полностью комплектуются управляющими устройствами ЧПУ, которые в несколько раз повышают их функциональные возможности и, соответственно, увеличивают производительность.
Все основные узлы современного оборудования данного класса комплектуются более технологичными деталями и элементами, что позволяет проводить более точную обработку заготовок, благодаря чему производство приносит прибыль ежесекундно.
Между тем, все агрегаты данного класса обязательно состоят из станины, рабочих органов и стола со специальными креплениями под заготовку.
Конструкция такого оборудования достаточно жесткая и массивная, состоящая, преимущественно, из стальных элементов, именно поэтому только объемное производство чаще всего имеет станки данных модификаций.
Данные агрегаты достаточно хорошо себя зарекомендовали, в том числе и для решения по своему назначению даже самых сложных задач, благодаря чему сегодня практически каждое производство не обходится без подобного станка, несмотря на то, что цена инструмента выше среднего.
Видео:
Обработка на них металлических заготовок отличается своей относительно простотой, кроме этого, они неприхотливы в своей эксплуатации.
Станки обладают достаточно высокой надежностью и редко выходят из строя, поэтому практически любое производство может похвастаться наличием одной или нескольких моделей.
Перед началом работ в обязательном порядке производится их настройка в соответствии с поставленными задачами.
В настоящее время эти универсальные и функциональные агрегаты можно встретить в различных сферах производства, в том числе и машиностроении и автомобилестроении. Цена на станки остается приемлемой.
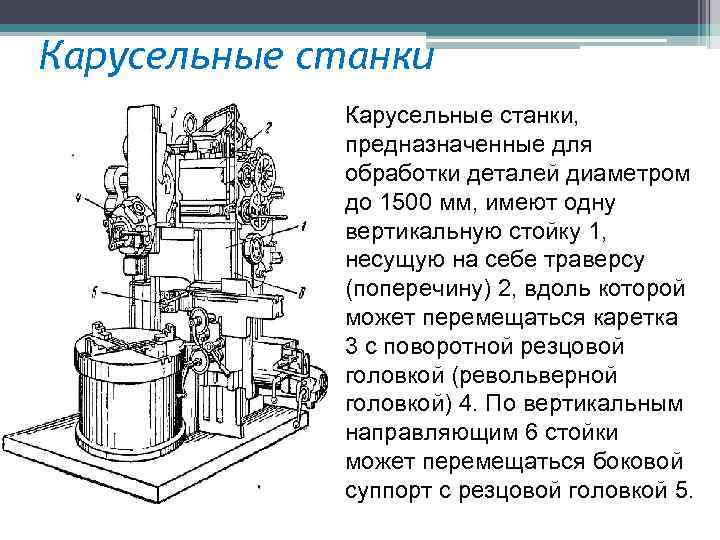




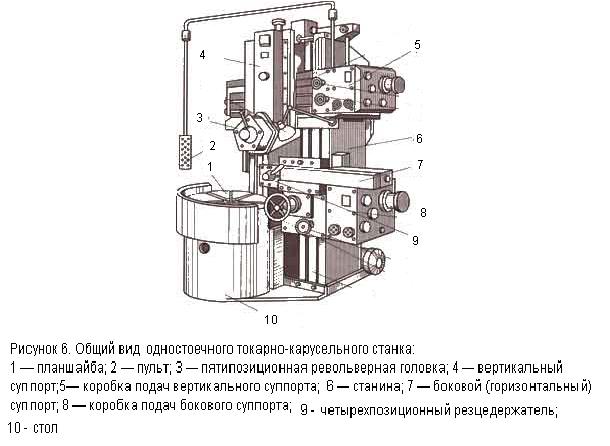
Устройство карусельного станка
Установки карусельного типа состоят из таких конструктивных элементов:
- станина;
- стойка (одна или две в зависимости от диаметра планшайбы);
- планшайба;
- траверса;
- вертикальный револьверный резцедержатель;
- боковой резцедержатель;
- привод главного движения;
- привод подачи.
Кинематическая схема состоит из таких цепей движения: скоростной, подачи вертикального резцедержателя, подачи бокового резцедержателя и установочного передвижения траверсы и резцедержателей.

Рабочий стол, с размещенной на нем планшайбой, является основным составляющим конструкции агрегата и служит для установки обрабатываемой болванки. Плоскость стола расположена горизонтально, благодаря чему процесс установки и выверка болванки большого веса значительно облегчается.
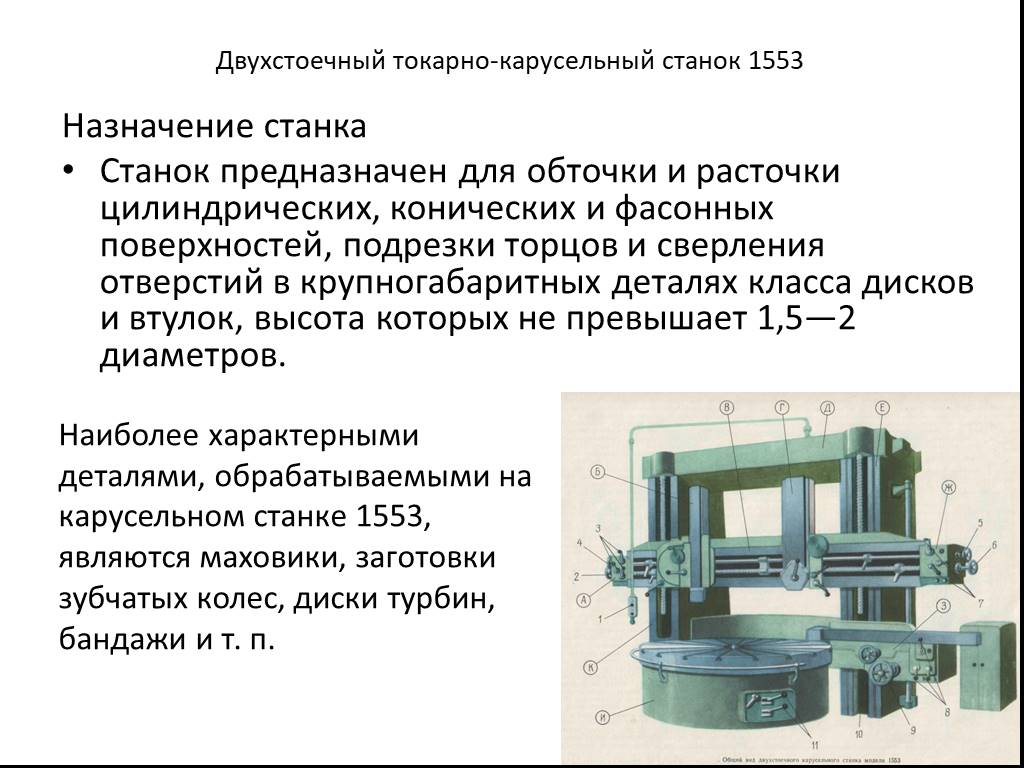
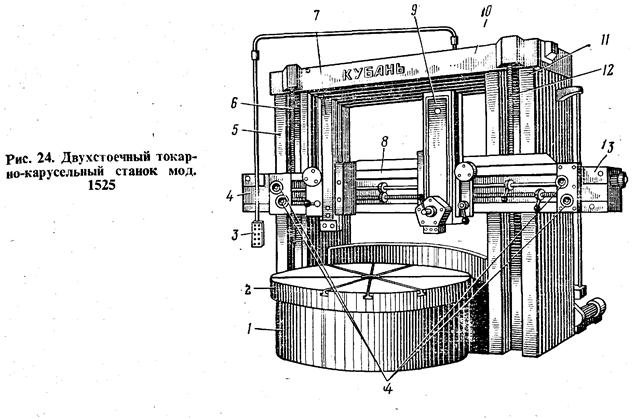
При всем многообразии моделей карусельные установки делятся на два типа: одностоечные и двухстоечные. Установки, имеющие одну стойку, могут быть как с числовым ПУ, так и управляться вручную, и применяются для обработки болванками, чье сечение не превышает 1500 мм. Более крупные болванки (сечением от 1650 см) обрабатываются на устройствах с двумя стойками.
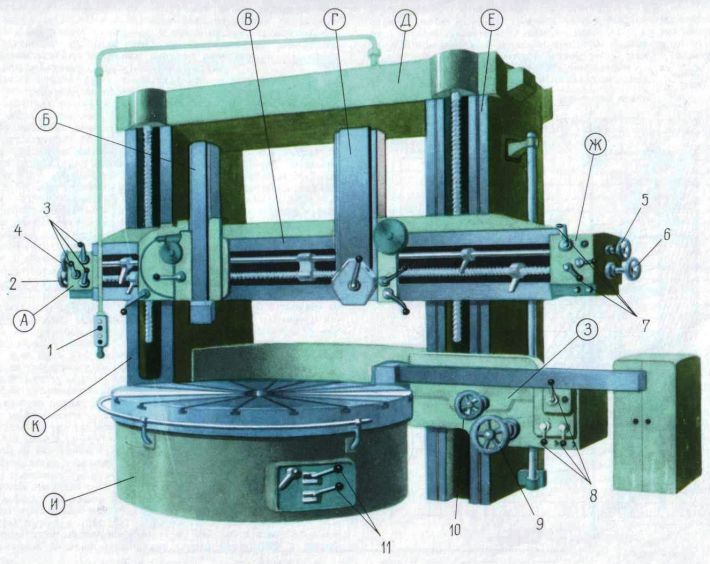
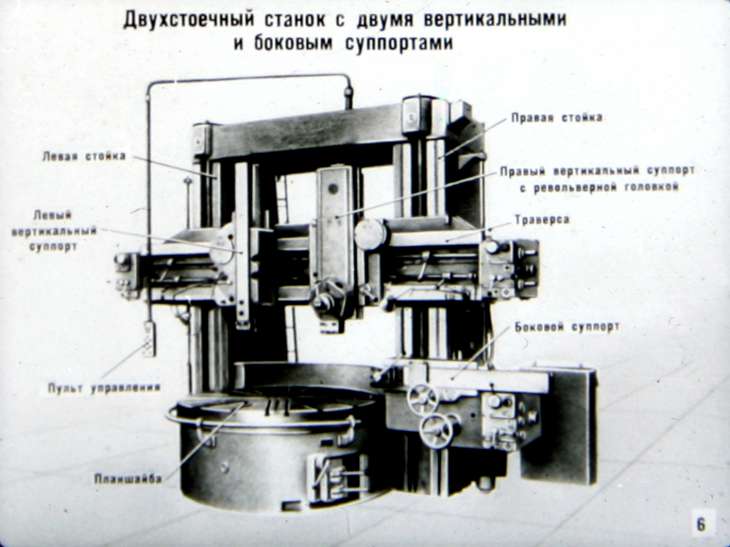
Стойки скрепляются друг с другом порталом. На вертикально размещенной станине имеются две направляющие, служащие для перемещения траверсы с двумя зафиксированными резцедержателями – расточным и револьверным. Резцедержатели движутся по направляющим траверсы, расположенным горизонтально.
Расточный резцедержатель состоит продольных салазок, с размещенным на них поворотным устройством, ползуна и устройства для фиксации резцов. Расточным резцедержателем производится обработка конусов, растачивание отверстий и прорезка канавок.
Револьверный резцедержатель оснащен возможностью передвигаться по вертикали и по горизонтали, благодаря продольным салазкам и вертикальному ползуну. Револьверная головка устанавливается на ползун, а в ее отверстиях фиксируются резцы, благодаря чему производится обработка торцов, высверливание и прочие виды работ.
На одностоечных агрегатах ставится боковой резцедержатель, состоящий из осевых салазок, ползуна и устройства фиксации резцов. Передвигается в вертикальной и горизонтальной плоскостях автоматически или вручную.
Резцедержатель, связанный с револьверной головкой, движется по направляющим поперечины автоматическим способом и в горизонтальном направлении вручную. Болванка может одновременно обрабатываться револьверным и боковым суппортами с установленными на них несколькими видами режущих инструментов одновременно. Данная возможность значительно повышает функциональность оборудования.
История создания
Токарный станок в школьной мастерской Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры. Есть также незначительные доказательства его существования в микенской цивилизации, начиная с 13-го или 14-го века до нашей эры.
Четкие свидетельства изготовленных на станке артефактов были обнаружены в 6 веке до нашей эры: фрагменты деревянной чаши в этрусской гробнице в Северной Италии, а также две плоские деревянные тарелки с декоративными изготовленными на станке ободами в современной Турции.
В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах.




Первая известная картина, на которой изображен токарный станок, датируется 3 веком до нашей эры в Древнем Египте.
Токарный станок был очень важен для промышленной революции. Он известен как «мать станков», поскольку это был первый станок, который привел к изобретению других станков.
В 1717 году «придворный токарь Его Величества Император Петра Великого» Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс. В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. Нарезать резьбу на болты, наносить сложные узоры на обрабатываемый предмет, изготовить зубчатые колеса с мелкими зубчиками мог только очень искусный мастер. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Станок позволял вытачивать сложнейшие рисунки почти на любых поверхностях. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время. Первые токарные станки Нартова хранятся в коллекции Эрмитажа, как шедевры инженерного искусства XVIII в.
Первый полностью задокументированный токарный цельнометаллический токарный станок был изобретен Жаком де Вокансоном около 1751 года. Он был описан в «Энциклопедии».
Важным ранним токарным станком в Великобритании был горизонтальный сверлильный станок, который был установлен в 1772 году в Королевском Арсенале в Вулвиче. Он работал на лошадиной тяге и позволял производить гораздо более точные и мощные пушки, которые с успехом использовались в американской войне за независимость в конце 18-го века. Одной из ключевых характеристик этого станка было то, что заготовка вращалась в противоположность инструменту, что делало её технически токарным станком. Генри Модслей, который позже много совершенствовал токарные станки, работал в Королевском Арсенале с 1783 года. Подробное описание токарного станка Вокансона было опубликовано за десятилетия до того, как Модслей усовершенствовал свою версию. Вполне вероятно, что Модсли не знал о работе Вокансона, поскольку в его первых версиях упора для скольжения было много ошибок, которых не было в токарном станке Вокансона.
Во время промышленной революции механизированная энергия, генерируемая водяными колесами или паровыми двигателями, передавалась на токарный станок посредством линейного вала, что позволяло быстрее и легче работать. Металлообрабатывающие токарные станки превратились в более тяжелые станки с более толстыми и жесткими деталями. Между концом 19 и серединой 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового управления, которое часто сочеталось с компьютерами для создания числового программного управления (ЧПУ). Сегодня в обрабатывающей промышленности сосуществуют токарные станки с ручным управлением и ЧПУ.
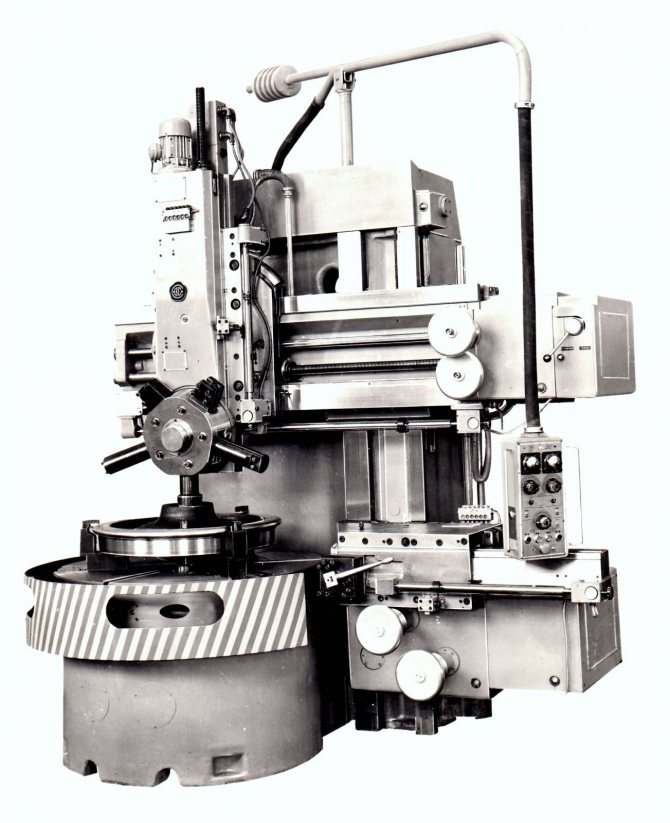
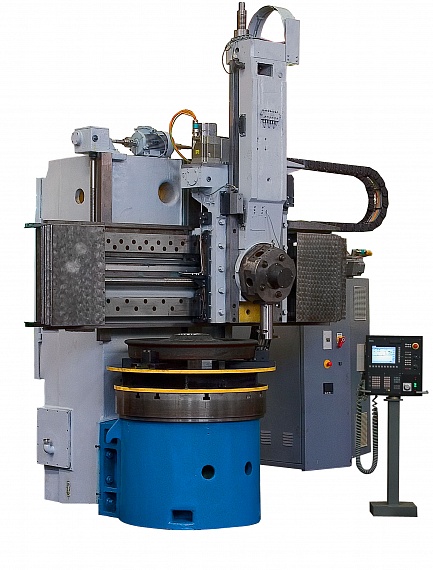
Как устроены токарно-карусельные станки
Наиболее значимым элементом конструкции станков токарно-карусельной группы является их рабочий стол, на котором размещена планшайба. Именно здесь фиксируется заготовка, требующая обработки. Рабочая поверхность стола располагается в горизонтальной плоскости, что упрощает процесс установки на него заготовок со значительными габаритами и весом.
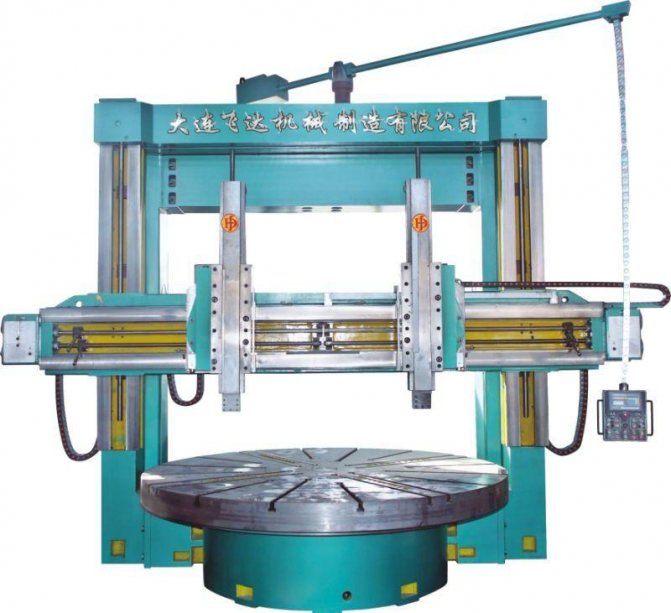
В зависимости от модели и особенностей конструкции среди станков токарно-карусельной группы выделяют одно- и двухстоечные. На первых устанавливается планшайба диаметром до 1600 мм. Такие агрегаты применяются для работы с заготовками, имеющими диаметр до 1500 мм. Более впечатляющими характеристиками обладают двухстоечные агрегаты, на которых может устанавливаться планшайба диаметром до 25000 мм, что дает возможность обрабатывать очень габаритные заготовки.
На станине двухстоечного агрегата, расположенной в вертикальной плоскости, есть две направляющие, по которым перемещается поперечина со смонтированными на ней двумя суппортами – револьверным и расточным. Суппорты станка, в свою очередь, перемещаются по горизонтальным направляющим поперечины.
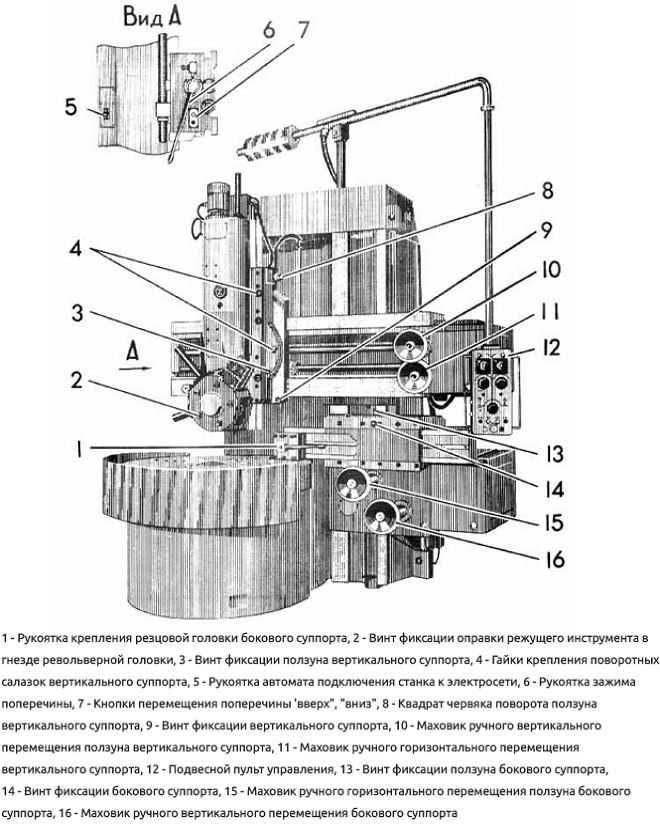
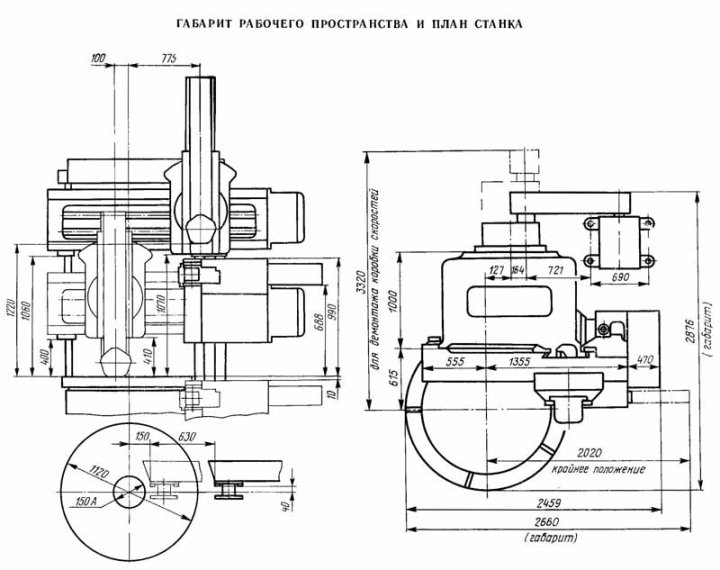
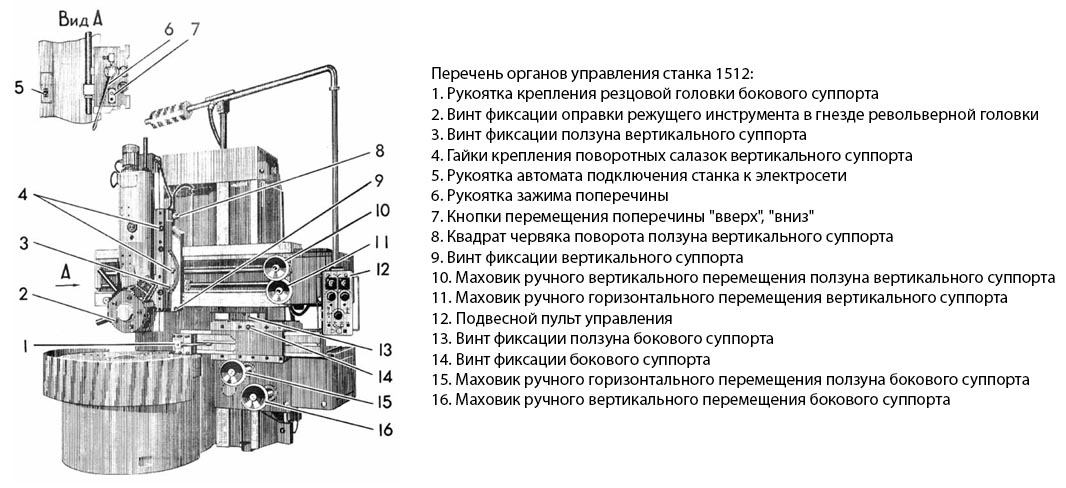
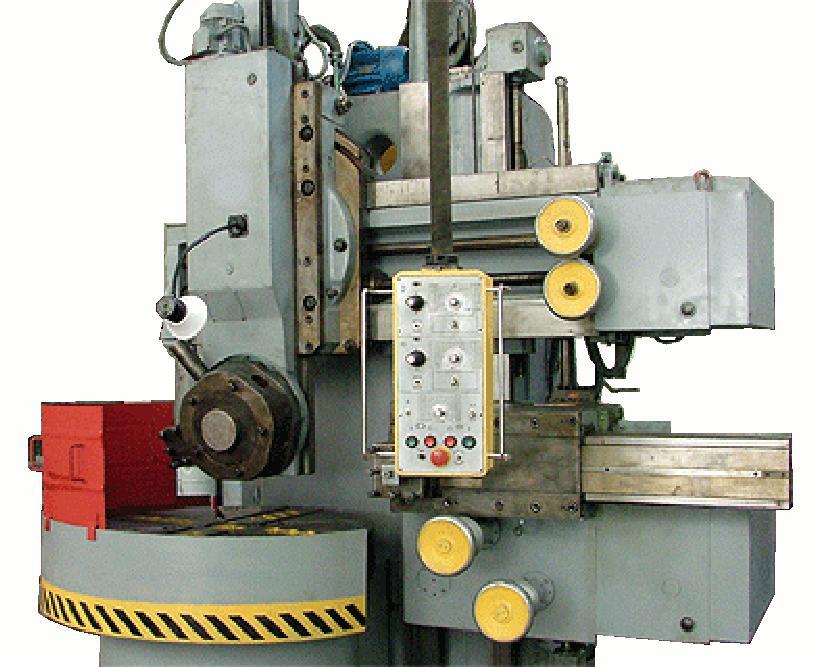
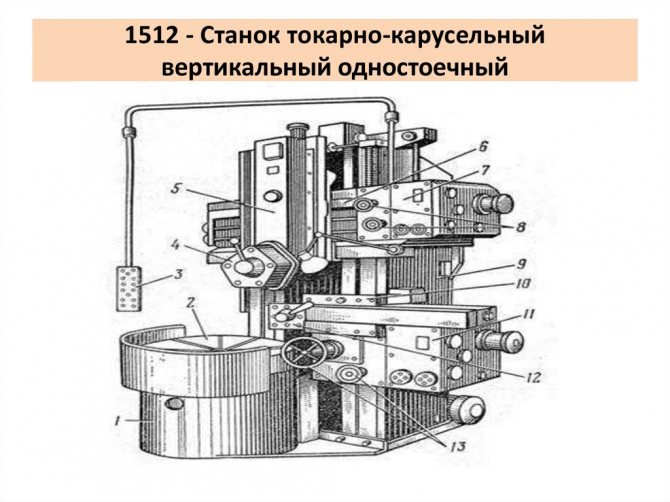
Основные узлы токарно-карусельного оборудования на примере станка 1512
В револьверный суппорт, который может совершать движение в вертикальном и горизонтальном направлениях, входят продольная каретка и ползун, перемещающийся по вертикальной оси. Именно на ползуне монтируется револьверная головка со специальными отверстиями для установки режущего инструмента. При помощи револьверного суппорта и закрепленного в ней режущего инструмента выполняются такие технологические операции, как обработка наружных поверхностей, сверление отверстий, подрезание торцов детали.
Конструкция расточного суппорта включает продольную каретку, на которой монтируется поворотный механизм. В последнем имеется ползун с установленным на нем резцедержателем. При помощи расточного суппорта и инструментов, закрепленных в нем, выполняются обработка конических поверхностей, растачивание отверстий и прорезание внутренних канавок.
На одностоечных станках токарно-карусельной группы устанавливается боковой суппорт, состоящий из продольной каретки, ползуна и резцедержателя. Назначение такого суппорта заключается в том, чтобы обеспечить обработку наружных поверхностей.


![Токарно-карусельный станок [технические характеристики]](https://molibden-wolfram.ru/wp-content/uploads/6/8/6/686ef1ee96d760e80f0abdc3ecb0da5c.jpeg)






Планшайба карусельного станка
Электрическое оборудование
Электрическое оборудование станка 1516 продемонстрировано электрическими двигателями, управляющими органами и предохранительными выключателями.
Демонтируем канализацию в квартире
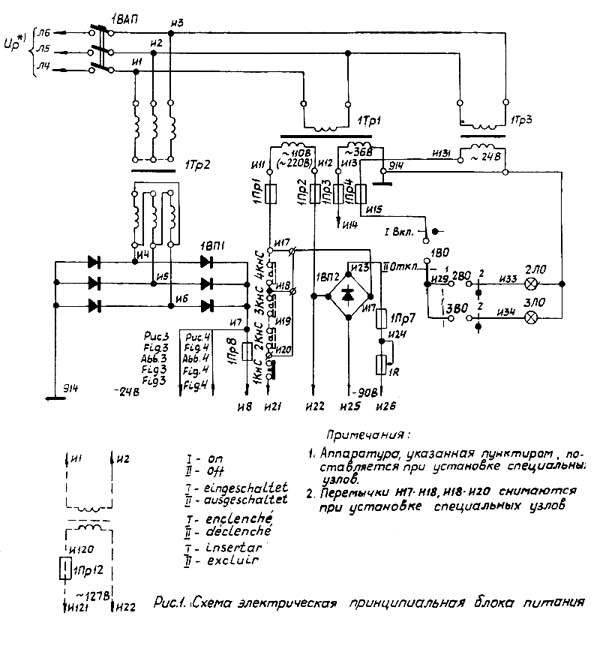
Схема питания станка 1516
Для работы станка и его управления применяются токи с самым разнообразным напряжением. Так, напряжение в общей сети питания 380 В. Катушки на магнитных пускателях применяют напряжение 110 В электрического тока. Муфты, находящиеся в коробках скоростей и подач, а еще локальное освещение четко на 24 В. Шаговый искатель применяет напряжение в 36 и 90 В.
Описание электросхемы станка 1516. На нем установлены двигатели роторы которых короткозамкнутые и осуществляющие: основное движение на станке, подачи инструментов, а еще поперечины и смазочной системы.
Электросхема управления приводами предоставлена фото. Управляющая аппаратура размещена в нише станины. Управляется станок с помощью пульта.
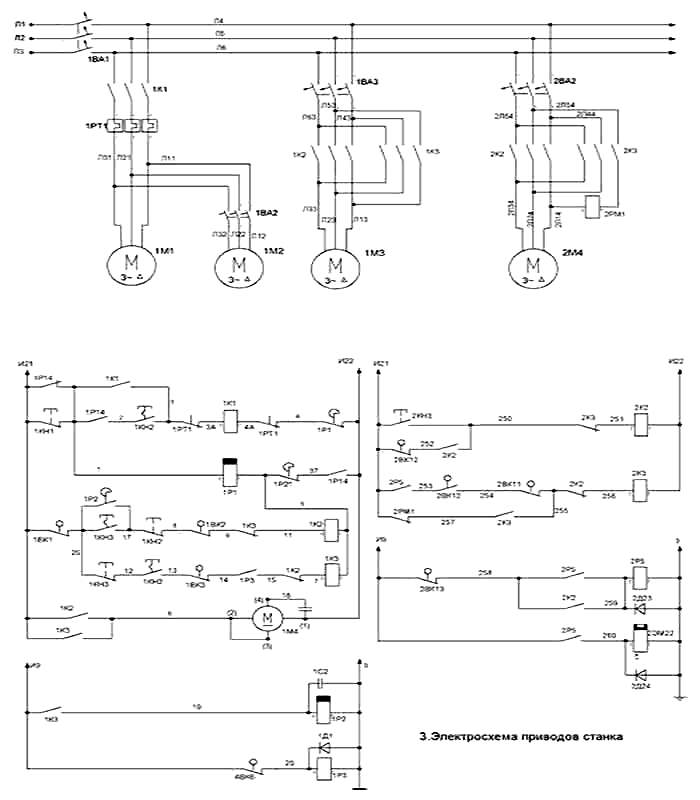
Электросхема приводов станка 1516
Конструктивные особенности
Устройства имеют особенности конструкции. Основные элементы присутствуют у всех токарных станков, но аппараты карусельной группы отличаются своим устройством.
Стол
Основной конструкции устройства является стол. Именно на нем располагается обрабатываемая деталь. Горизонтальная площадь стола облегчает установку на него заготовок серьезного веса.
Стойки
Станки карусельного вида могут иметь от одной до двух стоек. Одностоечные модели бывают как ручного управления, так и ЧПУ. На станках с одной стойкой обрабатываются болванки с диаметром, не превышающим 1500 мм. На двухстоечных аппаратах можно работать с деталями очень внушительного размера, до 25000 мм. Наличие двух стоек позволяет повысить устойчивость конструкции.









Траверс
Траверс или поперечина осуществляет дополнительное движение. С помощью этого элемента резец подводят к поверхности детали. На траверсе фиксируются резцедержатели, движущиеся по горизонтальным направляющим.
Суппорты
Суппорты передвигаются по направляющим станины. У станка с двумя стойками содержится револьверный и расточный суппорты. С помощью револьверного суппорта можно сделать такие операции: обработка открытых поверхностей, подрезание торцов, сверление отверстий.
Расточный суппорт необходим для обработки конических поверхностей, растачивания отверстий и прорезания проемов. В одностоечной модели установлен боковой суппорт, с его помощью происходит обработка наружных площадей.
Важно!
Возможность установки различных видов суппортов значительно увеличивает функциональность оборудования. Деталь может обрабатываться несколькими видами резцов одновременно.

Технические характеристики токарно-карусельного станка 1508
| Наименование параметра | 1508 | 1510 | 1512 | 1516 |
|---|---|---|---|---|
| Основные параметры | ||||
| Наибольший диаметр изделия, обрабатываемого вертикальным и боковым суппортами, мм | 800 | 1000 | 1250 | 1600 |
| Наибольшая высота обрабатываемого изделия, мм | 800 | 800 | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 | ||
| Наибольшая масса устанавливаемого изделия, кг | ||||
| при 5—80 оборотах планшайбы в минуту | 2500 | 3200 | 6300 | |
| при 100 оборотах планшайбы в минуту | 3000 | |||
| при 125 оборотах планшайбы в минуту | 2700 | |||
| при 160 оборотах планшайбы в минуту | 1900 | |||
| при 200 оборотах планшайбы в минуту | 1300 | 2400 | ||
| при 250 оборотах планшайбы в минуту | 1000 | |||
| Вертикальный суппорт | ||||
| Количество позиций револьверной головки | 5 | 5 | 5 | 5 |
| Наибольшее горизонтальное перемещение суппорта, мм | 775 | 775 | 950 | |
| Наибольшее вертикальное перемещение ползуна суппорта, мм | 700 | 700 | 700 | |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 2,5 | 2,5 | 2,5 | 2,5 |
| Наибольший угол поворота ползуна суппорта, град | ±45° | ±45° | ±45° | ±45° |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 | ||
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 | ||
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А | ||
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 | ||
| Наибольшее допустимое усилие резания, кН | 35 | |||
| Горизонтальный суппорт (боковой) | ||||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 | 630 | |
| Наибольшее вертикальное перемещение, мм | 1000 | 1000 | 1000 | |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 | ||
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 | ||
| Наибольшее допустимое усилие резания, кН | 25 | |||
| Количество позиций резцедержателя | 4 | 4 | ||
| Поперечина (траверса) | ||||
| Наибольшее перемещение, мм | 660 | 660 | 660 | |
| Скорость перемещения, мм/мин | 450 | 400 | 400 | |
| Выключающие упоры | Имеются | Имеются | ||
| Блокировка перемещения в процессе резания | Имеется | Имеется | ||
| Механика станка | ||||
| Число скоростей планшайбы | Б/с | Б/с | 18 | 18 |
| Число оборотов планшайбы в минуту | 8..400 | 8..400 | 5..250 | 5..250 |
| Число подач суппортов | 18 | 18 | ||
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,03 — 12,5 | 0,03 — 12,5 | ||
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 | ||
| Скорость установочных перемещений суппортов, мм/мин | 5 — 1800 | 5 — 1800 | ||
| Наибольший крутящий момент на планшайбе, кН*м | 20 | |||
| Привод и электрооборудование станка | ||||
| Род тока питающей электросети | Переменный трехфазный | Переменный трехфазный | Переменный трехфазный | Переменный трехфазный |
| Электродвигатель привода главного движения, кВт (об/мин) | 30 (1460) | 30 (1460) | ||
| Электродвигатель установочных перемещений суппортом, кВт (об/мин) | 3 (1365) | 3 (1365) | ||
| Электродвигатель перемещения поперечины, кВт (об/мин) | 2 (900) | 2 (900) | ||
| Электродвигатель смазки, кВт (об/мин) | 1,5 (1450) | 1,5 (1450) | ||
| Электродвигатель поворота и зажима револьверной головки, кВт (об/мин) | 0,8 (1450) | 0,8 (1450) | ||
| Габарит и масса станка | ||||
| Габарит станка (длнна х ширина х высота), мм | 2370 х 2365 х 3210 | 2750 х 2975 х 4100 | 3170 х 3030 х 4100 | |
| Масса станка, кг | 10500 | 16500 | 20000 |
Список литературы
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973









Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973, стр.44.
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители





