
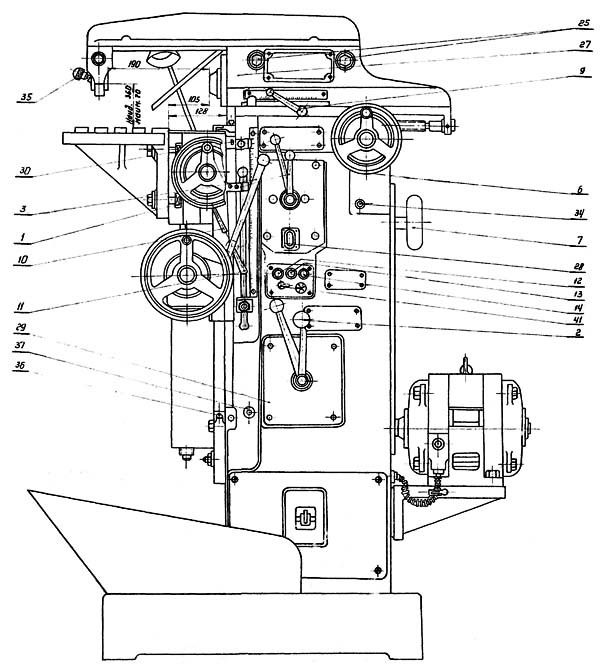
Габаритные размеры рабочего пространства и расположение органов управления
Подвижный рабочий стол снабжен горизонтальными Т-образными крепежными пазами, предназначенными для фиксирования заготовок с помощью стандартных прихватов. Оборудование оснащено параллельными тисками, которые позволяют закрепить заготовку наибольшими габаритами 90×90 мм.
Размеры горизонтального стола:
- Общая длина, мм – 720.
- Длина стола для закрепления фрезеруемого изделия, мм – 630.
- Общая ширина стола, мм – 298.
- Наибольшая ширина фрезеруемого изделия, мм – 260.
- Количество Т-образных пазов – 4.
- Расстояние между осями смежных пазов, мм – 50.
Габаритные размеры вертикального стола:
- Длина, мм – 553.
- Ширина, мм – 195.
- Количество продольных Т-образных пазов – 2.
- Расстояние между осями Т-образных пазов – 100.
Сечение и профиль Т-образных пазов соответствуют техническим требованиям ГОСТ 1574-91.

Основные технические данные и характеристики станка ГФ2171С5
| Наименование параметра | ГФ2171с5 | ГФ2171с6 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | Н/П |
| Модель устройства ЧПУ | 2С45-65 | 2С45-65 |
| Количество управляемых координат | 3 | 3 |
| Количество одновременно управляемых координат при линейной/ круговой интерполяции | 3/2 | 3/2 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250..500 | 250..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 500 | 500 |
| Предельные размеры обрабатываемых поверхности (длина х ширина х высота), мм | 850 х 250 х 380 | 950 х 350 х 400 |
| Максимальная нагрузка на стол (по центру), кг | 400 | 400 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее продольное перемещение стола (X), мм | 1010 | 1010 |
| Наибольшее поперечное перемещение стола (Y), мм | 400 | 400 |
| Наибольшее вертикальное перемещение стола (установочное) (Z), мм | 250 | 250 |
| Наибольшее перемещение ползуна (Z), мм | 260 | 260 |
| Предел рабочих подач стола и ползуна, мм/мин | 3..6000 | 3..6000 |
| Скорость быстрых перемещений стола (X, Y) / ползуна (Z), мм/мин | 7000 | 9000/ 7000 |
| Допустимое усилие подачи по координате X и Y, Н | 15690 | 15690 |
| Допустимое усилие подачи по координате Z, Н | 9806 | 9806 |
| Точность позиционирования, мм | 0,015 | |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин (число ступеней) | 50..2500 (12) | 50..2500 (12) |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кНм | 0,615 | 0,615 |
| Коэффициент ряда выходных частот вращения шпинделя | 1,26 | 1,26 |
| Эскиз конца шпинделя по ГОСТ 24644-81 7:24 | 50 | 50 |
| Магазин инструмента | ||
| Емкость магазина инструмента | 12 | 12 |
| Время смены инструмента, с | 20 | 20 |
| Максимальный диаметр фрезы торцовой, мм | 125 | |
| Максимальный диаметр фрезы концевой, мм | 40 | |
| Максимальный диаметр сверла, мм | 30 | |
| Максимальный вес инструмента, кг | 15 | |
| Вылет инструмента от торца шпинделя, мм, не более | 250 | 250 |
| Электрооборудование и привод | ||
| Электродвигатель привода главного движения, кВт (об/мин) | 7,5 (1450) | 11 (1466) |
| Электродвигатели привода подач HG-112B, HG-112C (оси X, Y), Нм | 17 | 23 |
| Электродвигатели привода подач ползуна HG-112C (ось Z), Нм | 23 | 23 |
| Электродвигатель наладочного перемещения консоли, кВт (об/мин) | 2,2 (1450) | 2,2 (1410) |
| Электродвигатель гидростанции, кВт (об/мин) | 2,2 (1450) | 2,2 (1400) |
| Электродвигатель насоса смазки, кВт (об/мин) | 0,27 (1500) | 0,27 (1400) |
| Электронасос охлаждающей жидкости Мощность, кВт | 0,12 (2800 | 0,12 (2800) |
| Производительность насоса СОЖ, л/мин | 8 | |
| Тип гидростанции | 5АГ48-22Н | 10-2, 2Г48-1 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3680 х 4170 х 3150 | 3660 х 4200 х 2850 |
| Масса станка, кг | 6580 | 6500 |
Список литературы:
Станок фрезерный консольный вертикальный с УЧПУ и автоматической сменой инструмента, модель ГФ2171. Руководство по эксплуатации ГФ2171С5.000.000 РЭ Часть 1, 1989 Станок фрезерный консольный вертикальный с УЧПУ и автоматической сменой инструмента, модель ГФ2171. Руководство по эксплуатации электрооборудования ГФ2171С5.000.000-02 РЭ1 Часть 2, 1989
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006









Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Дополнительные принадлежности / Инструменты
- Адаптер SK40 / MK3
- Хвостовик с резьбой крепления ISO 40
- Поворотная пластина для HNCS 130V
- Патрон с зажимной цангой ER 32, зажим ISO 40
- Набор цанг ER32, 6 штук
- Патрон с зажимной цангой ER 40, зажим ISO 40
- Набор зажимных цанг ER40, 15 штук
- Цанговый патрон для концевых фрез ISO40
- Рычажный прихват 100/М12
- Гидравлические станочные тиски HNCS 130V
- НS 125 гидравлические тиски
- Устройство индексации / RT 160-320
- Комбинированная вставная фрезерная оправка Ø16 SK 40
- Комбинированная вставная фрезерная оправка Ø22 SK 40
- Комбинированная вставная фрезерная оправка Ø27 SK 40
- Комбинированная вставная фрезерная оправка Ø32 SK 40
- Комбинированная вставная фрезерная оправка Ø40 SK 40
- Концентрат охлаждающей жидкости 5 л
- Тиски c системой прижима NZM 125
- MS 125 — Cтaнoчныe тиcки
- Монтажный стенд
- PMS 100 — Пpeцизиoнныe cтaнoчныe тиcки
- Переходная втулка SK40 / SK30
- Задняя бабка / RT 200/250
- RT 200 — Поворотный кpyглый стол
- Набор обдирочных концевых фрез 10 шт
- Набор концевых фрез DIN 844 B
- RTS 250 — Универсальный поворотный круглый стол
- ST 250 — Пoвopoтный cтoл
- Виброустойчивые опоры LK 55
- Набор установочных винтов и гаек для Т-пазов 14/М12
- Набор опциональных комплектующих / ST 130
- Патрон с зажимной цангой ER 40, зажим ISO 40
- Набор зажимных инструментов De Luxe 14/M12
- Набор ступенчатых блоков
- ST 130 — Дeлитeльная гoлoвкa
- ADA / SK40
- НТ — Универсальная делительная головка
- Универсальный поворотный стол
- Обдирочная торцевая цилиндрическая фреза 63
- Набор принадлежностей ISO 40, 5 дет.
Характерности станка
Тут нужно отметить станину, полое основание которой считается баком охлаждающей жидкости. Верхняя часть применяется для установки коробки передач, способной передавать шпинделям по 12 скоростей. Внизу станины устанавливают коробку подач для стола, она сообщает на него по 12 самых разных подач. В специализированном отделении размешается электросхема станка для фрезеровочных работ ОФ.
Лучшие кофемашины 2021 года — 15 ТОП рейтинг лучших кофеварок для дома
Перемещение детали, продольное и вертикальное, выполняется при помощи суппорта. Для ручного перемещения применяется винт подачи ОФ 55, если перемещение механическое используют коробку передач. Изменяется подача рукоятками, выключение осуществляется при помощи конечных упоров. Исполняя точные работы, используют плитки мерительные и указатель, их ставят в специализированные зажимы. За годы выпуска станка для фрезеровочных работ ОФ 55 было выполнено несколько его модернизаций.
Удобство во время работы достигается применением 2-ух шпинделей, причем вертикальный может менять наклонный угол. Это происходит благодаря его расположению на хоботе, который выдвигается. Идеальные режимы обработки деталей достигаются за счёт возможности менять обороты шпинделей в большом диапазоне.
При частой эксплуатации требуется наблюдать за смазкой подшипников, такую информацию несет карта смазки. Иногда потребуется смазка:
- непосредственная;
- картерная;
- автоматическая.
Можно подчеркнуть следующие преимущества во время работы:
- обычное управление;
- небольшие размеры;
- поглощение вибрации тяжёлым Основанием;
- возможность делать долбления.
Достать запчасти для фрезеровочных станков ОФ 55 не составляет проблематику. Но применение его в частном хозяйстве затруднено. Профессионалы, в собственных статьях, говорят, что модель имеет отличные свойства, впрочем довольно сложная и стоит дорого.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Общая компоновка широкоуниверсального фрезерного станка 67К25
Инструментальный широкоуниверсальный фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим – салазки.
К нижней части стойки крепится двигатель подач.
Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей.
К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий.
Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок.
Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке.
Быстроходная головка имеет свой привод и крепится также к фрезерной бабке.
Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.





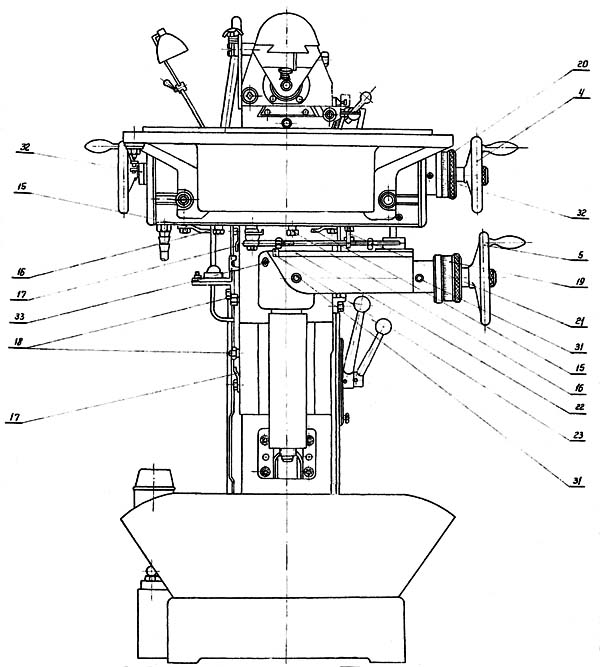
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку “Толчок” на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим – гидроцилиндром 5 при включении гидравлики.
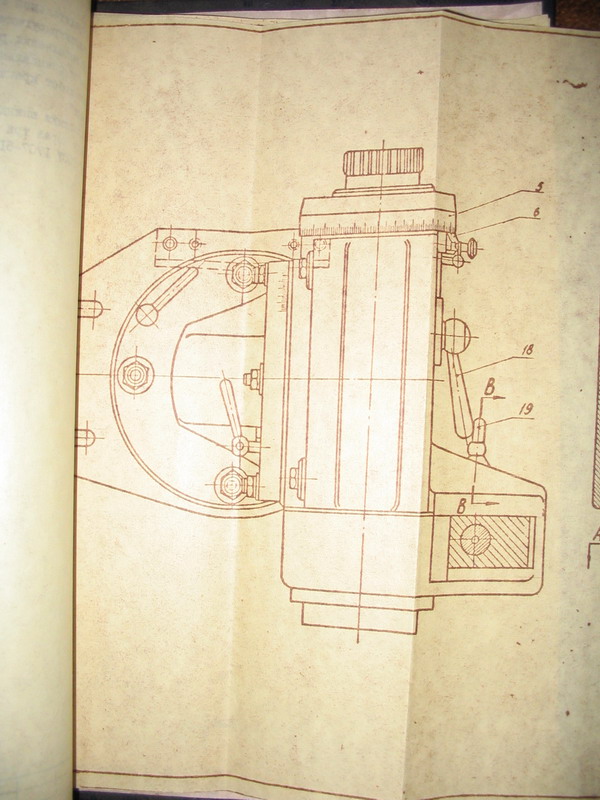
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправками.
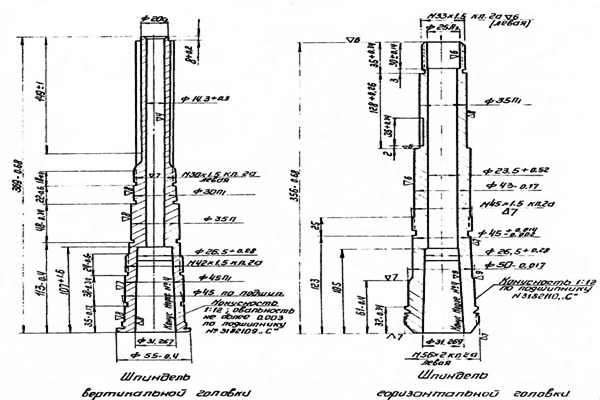
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя – двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипниками 3.
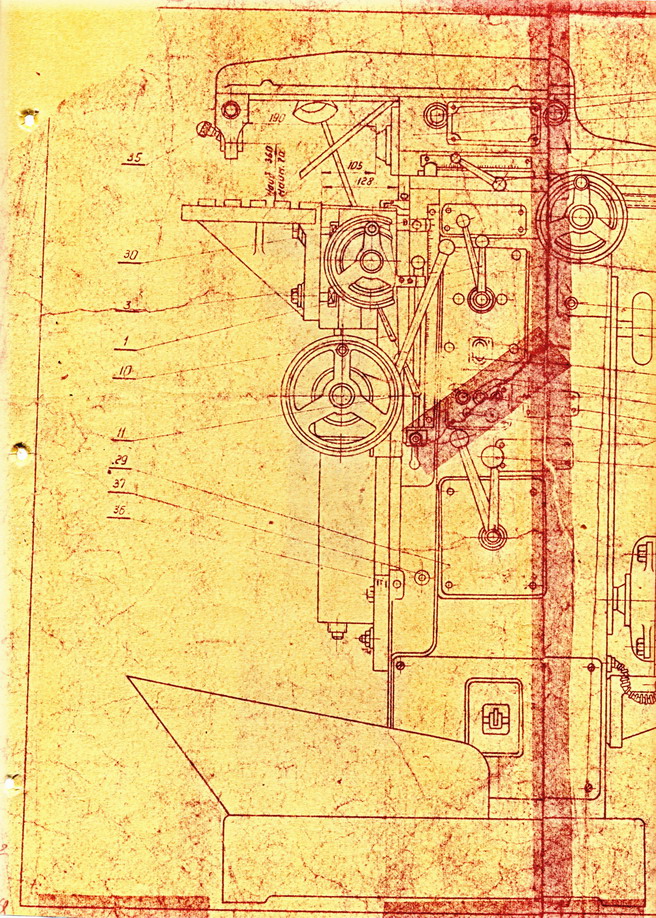
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гайками 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
Гарантия и ремонт
Заводская гарантия на данное оборудование составляет 1 год. Сам агрегат должен подвергаться регулярному осмотру и диагностике, особенно при продолжительной и непрерывной работе. Наиболее часто встречающиеся поломки:
- засверления и заезды на поверхности стола;
- не включается станок;
- не работает индикатор сети;
- переборка шпиндельного узла;
- износ цанги;
- износ конуса шпинделя;
- сбит центр шпинделя;
- шпиндель не вращается или вращается с замедлением;
- резкое прерывание работы;
- разжатие цанги при работе.
При капитальном и восстановительном ремонте проводятся следующие работы:
- разборка станка с промывкой и протиркой всех деталей;
- замена подшипников в электродвигателях;
- замена приводных ремней;
- замена изношенных частей, шестерен, подшипников;
- смазка всех подвижных элементов конструкции;
- переборка насосов системы охлаждения.
После ремонта станок необходимо в обязательном порядке проверить на холостом ходу, проконтролировать шум, нагрев и точность обработки. При проверке работоспособности станка изготавливают тестовую деталь.
Консольно-фрезерный станок 6Т12 относится к оборудованию, которое предназначено для работы с деталями из чугуна, стали, различных сплавов. Агрегат отличается надежностью и жесткостью, является продолжением аналогичных агрегатов серии Р.
Используется в условиях единичного и серийного производства для различных отраслей промышленности. Станок является унифицированным и способен работать в трех режимах: автоматическом, толчковом и ручном. Основное преимущество для промышленности – высокая производительность и долгий срок службы данного оборудования.
ОФ-55, станок фрезерный инструментальный специализированный, Владимир, 1967 г
| Version | |
| Download | 28 |
| Stock | ∞ |
| File Size | 3.63 MB |
Verify CAPTCHA to Download |
Мы занимаемся скупкой и продажей станков в Ташкенте и Ташкентской области. В подавляющем своем большинстве инструментальные станки б/у в Ташкенте идут без документации. Именно поэтому мы решили создать полноценный архив паспортов, где Вы бы смогли скачать руководство для станков фрезерных инструментальных (инструкция, технические характеристики, принципиальная и монтажная электрические схемы и т.д.).
Покупая поддержанный фрезеровочный инструментальный станок, руководство по эксплуатации просто необходимо иметь в бумажном виде для будущих ремонтных работ. Руководство инструментального станка позволит сделать ремонт станка быстрее и продуктивнее.
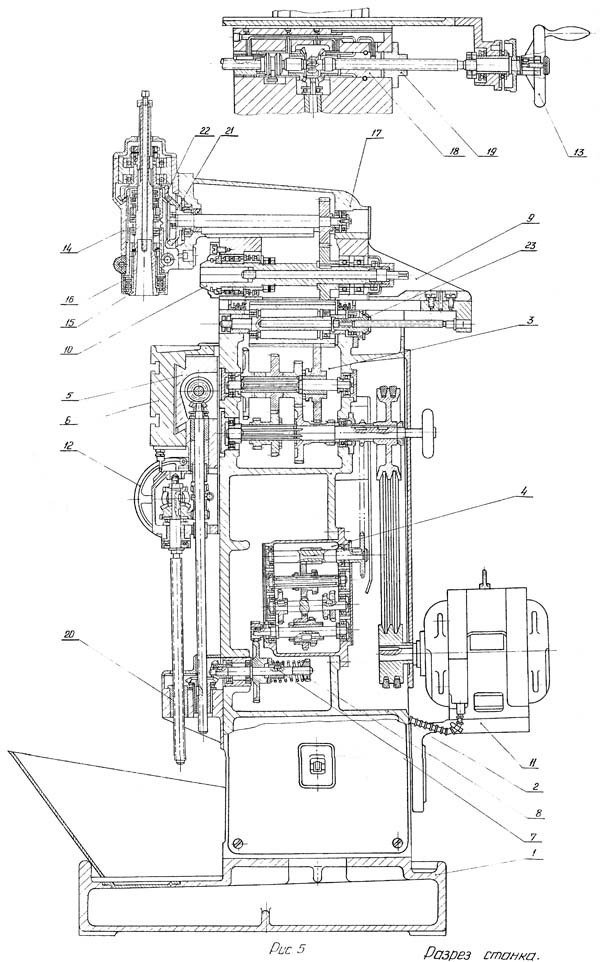
Конструкция
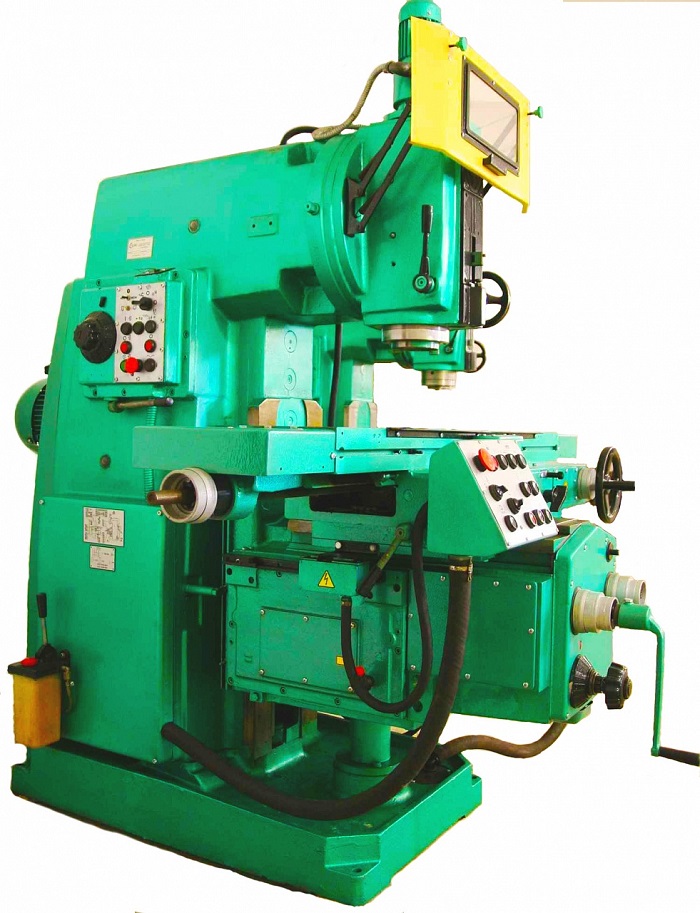
Рисунок — Станок ОФ 55
Станина – состоит из двух частей: постамента и непосредственно самой станины. Постамент сделан пустотелым и служит для хранения охлаждающей жидкости. Станина имеет коробчатое сечение. В верхней части станка расположена коробка скоростей, которая может передавать различное количество оборотов шпинделям станка. В нижней части станка расположена коробка подач, имеющая до 12 разных режимов, которые передаются суппорту и горизонтальным салазкам. В самом низу, в специальной нише расположено электрооборудование станка. В верхней части станины по горизонтальным направляющим перемещается бабка шпинделя, по вертикальным направляющим станины перемещается суппорт. На кронштейне задней части станины крепится электродвигатель привода станка.








Суппорт – предназначен для продольного и вертикального перемещения деталей. Перемещать детали можно, как и вручную, так и механическим путем. Ручное перемещение осуществляется двумя маховичками. Механическое перемещение осуществляется от коробки подач.
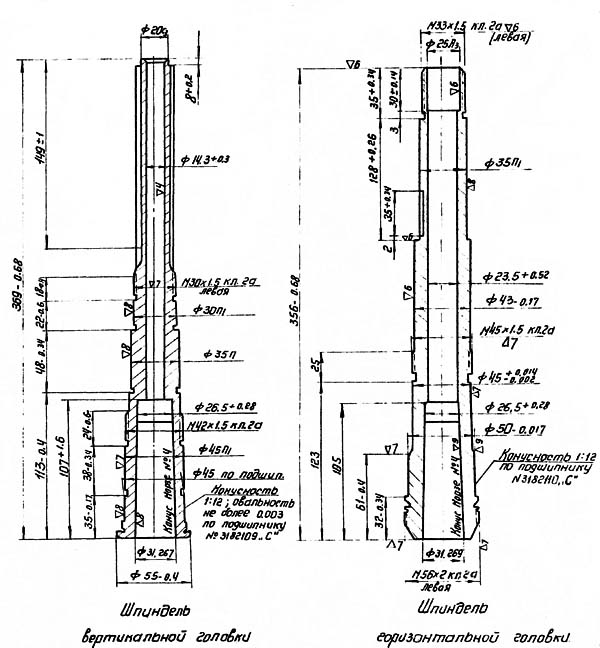
Горизонтальный шпиндель – расположен в теле бабки на подшипниках качения.
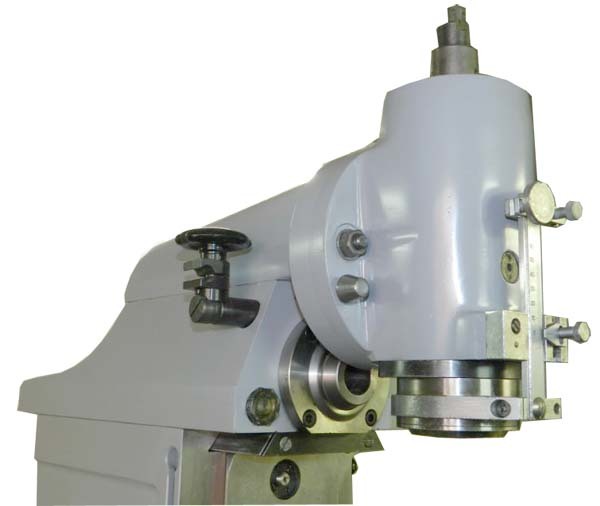
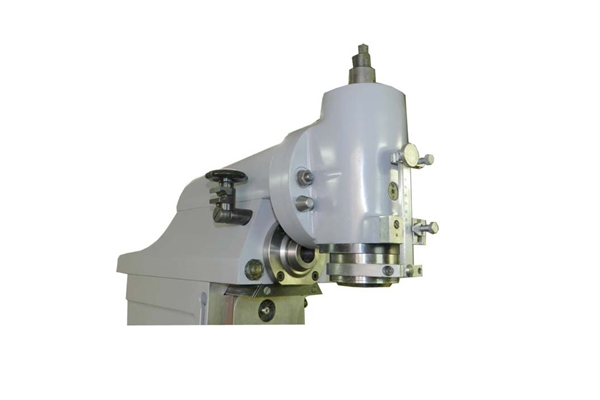
Вертикальный шпиндель – головка шпинделя является съемной частью станка. Она крепится на специальном хоботе, фиксируемом в верхних направляющих бабки двумя сухарями. Особенность конструкции хобота позволят поворачивать головку вертикального шпинделя на 45° в обе стороны.
Это интересно: Вертикально-фрезерные станки — устройство, описание, видео
Конструктивные особенности станка
Основная область назначения станка – фрезерование поверхностей заготовок фрезами различных форм. Станок рассчитан на установку фасонных, цилиндрических и пальчиковых режущих инструментов.
Для повышения точности обработки в конструкции предусмотрено два вида подачи: вертикальная и продольная. Помимо функции фрезерования на столе с вертикальной рабочей плоскостью можно установить угловой с горизонтальной поверхностью. Повышение функциональности возможно при монтаже дополнительных компонентов – делительной головки, фиксатора для деталей и т.д.
Конструктивные особенности, которыми обладает станок:
- станина, изготовленная из литого чугуна. Она способствует снижению уровня вибрации, повышает качество обработки и время безремонтной эксплуатации;
- функция долбления. Для ее реализации необходимо приобретение дополнительного устройства;
- наличие двух шпинделей – горизонтального и вертикального. Каждый из них обладает широким диапазоном параметров – скорости вращения, подачи и т.д.;
- классическое расположение компонентов и органов управления. Это способствует минимальному времени обучения персонала для работы на этом станке.
Еще одной особенностью оборудования является узел вертикальной шпиндельной головки. Она располагается на гибком хоботе, который позволяет выполнять обработку заготовок в труднодоступных местах.
Станок используется в мелкосерийном производстве и для комплектации мастерских. Однако его установка на предприятиях с массовым производством в настоящее время нецелесообразна из-за устаревшей конструкции и невозможности модернизации.
Достоинства и недостатки оборудования
К достоинствам станков типа 675П относят:
- Хорошее поглощение вибраций за счет массивности чугунной станины, что гарантирует высокое качество обработки деталей.
- Широкий диапазон размеров обрабатываемых деталей (до 80 см в длину и до 25-ти см – в ширину).
- Расширенный функционал (допустимость проведения ударных операций посредством входящей в комплект головки).
- Возможность установки в инструментальных мастерских и небольших цехах.
- Простое и понятное управление.
- Расширенный диапазон скоростей вращения обеих шпинделей, что позволяет выбирать оптимальный режим обработки.
В станке предусмотрена возможность применения еще одной шпиндельной головки, крепящейся на выдвижном хоботе. Этот вспомогательный узел способен поворачиваться в обеих плоскостях под углами ±90 градусов.

К относительным недостаткам этих моделей относят недостаточно высокую надежность, а также низкую производительность, из-за чего они не годятся для крупносерийного производства.
Технические характеристики
Поставляется по требованию
| Габаритный размеры станка, мм | |
| длина | 1200 |
| ширина | 1240 |
| высота | 1780 |
| Масса станка, кг | 1050 |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности углового горизонтального стола, мм: | |
| наименьшее | 80 |
| наибольшее | 440 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности углового горизонтального стола, мм | |
| наименьшее | |
| наибольшее | 350 |
| Расстояние от торца горизонтального шпинделя до оси вертикального шпинделя, мм | 115 |
| Наибольшее расстояние от торца горизонтального шпинделя до торца серьги, мм | 315 |
| Конус горизонтального и вертикального шпинделей | по запросу |
| Количество скоростей шпинделей: | |
| горизонтального | 16 |
| вертикального | 16 |
| Пределы частоты вращения шпинделей, об/мин. | |
| горизонтального | 50…1630 |
| вертикального | 63…2040 |
| Количество подач стола | бесступенчатое регулирование |
| Пределы подач стола, мм/мин | |
| продольных | 13…395 |
| вертикальный | 13…395 |
| Ускоренный ход стола (продольный и вертикальный), мм/мин. | 935 |
| Количество подач шпиндельной бабки | 16 |
| Пределы подач шпиндельной бабки, мм/мин. | 13…395 |
| Ускоренный ход шпиндельной бабки, мм/мин. | 935 |
| Наибольший ход шпиндельной бабки, мм | 300 |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 |
| Наибольший угол поворота вертикального шпинделя в вертикальной плоскости, град. | ±90 |
| Цена деления лимбов, мм | 0,05 |
| Цена деления линеек, мм | 1 |
| Основной вертикальный стол | |
| Рабочая поверхность стола, мм: | 630 |
| длина | 630 |
| ширина | 250 |
| Наибольший продольный ход стола, мм | 450 |
| Наибольший вертикальный ход стола, мм | 380 |
| Число Т-образных пазов | 2 |
| Ширина Т-образных пазов, мм | 14 |
| Расстояние между Т-образными пазами, мм | 80 |
| Масса, кг | 72 |
| Стол угловой горизонтальный | |
| Рабочая поверхность стола, мм | |
| длина | 800 |
| ширина | 250 |
| число Т-образных пазов | 4 |
| ширина Т-образных пазов, мм | |
| -центрального | 14 |
| -крайних | 14 |
| Расстояние между Т-образными пазами, мм | 50 |
| Масса, кг | 75 |
| Привод | |
| Ремень приводной клиновой | А-2000Т |
| количество | 3 |
| Цепь приводная роликовая нормальная | ПР-12,7-1820-1 |
| количество | 2 |
| количество звеньев у одной цепи | 78 |
| количество звеньев у одной цепи | 72 |
| соединительное звено | С-ПР-12,7-1820 |
| количество | 2 |
| Характеристика электрооборудования | |
| Род тока питающей цепи | переменный трёхфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380 |
| Количество двигателей на станке | 2 |
| Напряжение силовой сети, В | 380 |
| Напряжение цепи управления, В | 380 |
| Напряжение цепи освещения, В | 24 |
| Двигатель привода | АИР 100С4У3 |
| исполнение | 1 М 1081 |
| мощность, кВт | 3 |
| частота вращения, об/мин. | 1500 |
| Электронасос | П-0,25.М.10 |
| мощность, кВт | 0,12 |
| производительность, л/мин. | 22 |
| частота вращения, об/мин. | 2800 |
| Суммарная мощность всех электродвигателей, кВт | 3,12 |
| Характеристика системы смазки станка | |
| Марка масла для смазки | индустриальное И-30 А |
| Тип насоса смазки шестерён | поршневой |
| Производительность насоса, см3/ход | 6-8 |
| Тип смазочной станции | поршневой |
| Количество точек в питателе | 8 |
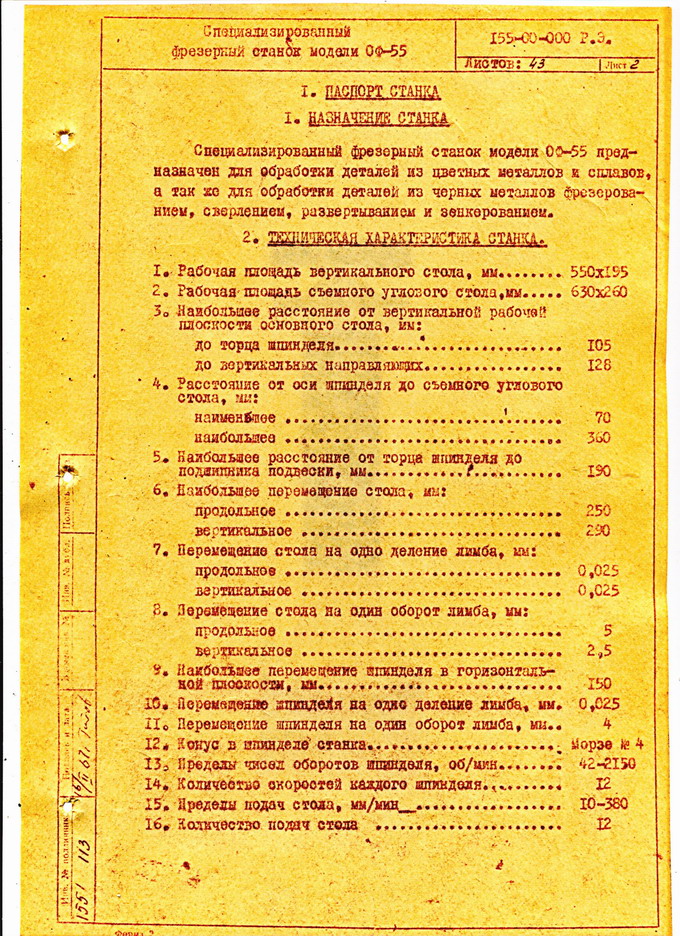
Описание и основные технические характеристики фрезерного станка ОФ-55
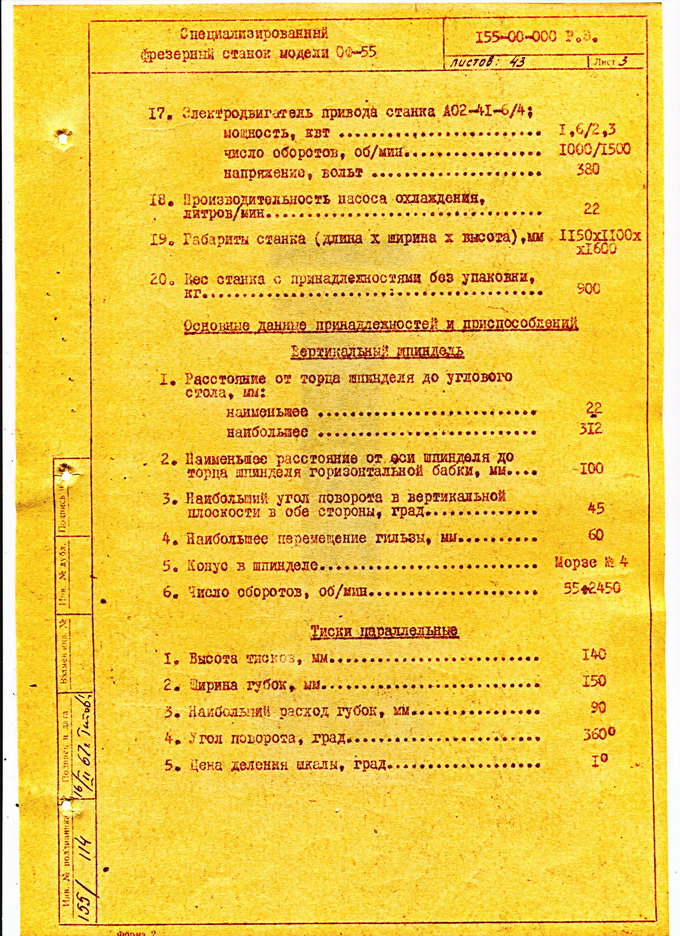
ОФ-55 – первый широкоуниверсальный фрезерный станок, который сделан по аналогу с немецким оборудованием. Эта модель не потеряла своей актуальности на протяжении 30 лет и до сих пор используется на многих видах машиностроительного производства. Данный станок отличается высокими эксплуатационными свойствами и способен служить долгое время.

Описание и особенности конструкции
Агрегат снабжен двумя механическими подачами: продольной и вертикальной, а поперечная подача ручная. Вертикальная подача контролирует движение суппорта по направляющим станины. Продольная подача осуществляет движение стола по направляющим суппорта.
Универсальная модификация станка позволяет задавать обрабатываемой поверхности необходимый угол. Широкоуниверсальный станок имеет две шпиндельные головки, которые способны поворачиваться под разными углами. Вертикальный фрезерный станок снабжен валом вертикального типа.
Фрезерный станок ОФ55
ну «Брать» это как сказать. мне предлагают вот этот за 150тыр. что мне кажется, для самодельческого станка неподьемно.
есть другой.. но то же 45тыр. «на производстве» хз что с ним. я за 45 возьму новый у Коноплева домой.
а мануал нужен. какой там конус морзе., поворачивается ли стол под углом, мощность двигателя.. чего там и как..
мне, как то вес почти в тонну радости не прибавил. ожидал 300.







как я понял, есть две группы станков: маленькие и большие. вот то что можно перенести самому.. без кранов и погрузчиков — это маленькие. они стоят дороговато. представители — группа станков Коноплева.
есть большие. -те, что нужно переть по гаражу на трубах.. и делается это раз в жизни.. они может более проф. но тот факт, что они неподьемные делают их дешевыми. их дома не поставишь..
на что нацелен человек- на работу дома и часто на маленьких станках.. или на редкую работу в гараже-мастерской на больших..
если частный дом- тогда все проще.. конечно, большие и дубовые! тогда и межцентровое в 3 метра можно и нужно! там лом проточить.. трубу для шатра.
а если квартира в крупном городе.. как у нас с вами? а гараж (если он есть, и какой. гараж бывает 3*6 и 9*6 в первом не много места остается..) расположен в шести (шестнадцати, шестидесяти) остановках автобуса? тогда к гаражу не находишься и как то энтузазим начинает гаситься потерями времени и средств. — так да?
другое дело — дача. но то же ограничения.. на даче только в летний период. а как в остальные три?
единственный возможный компромис. на даче- гараже большой и дубовый.. дома маленький. тогда хорошо. но расходы удваиваются.
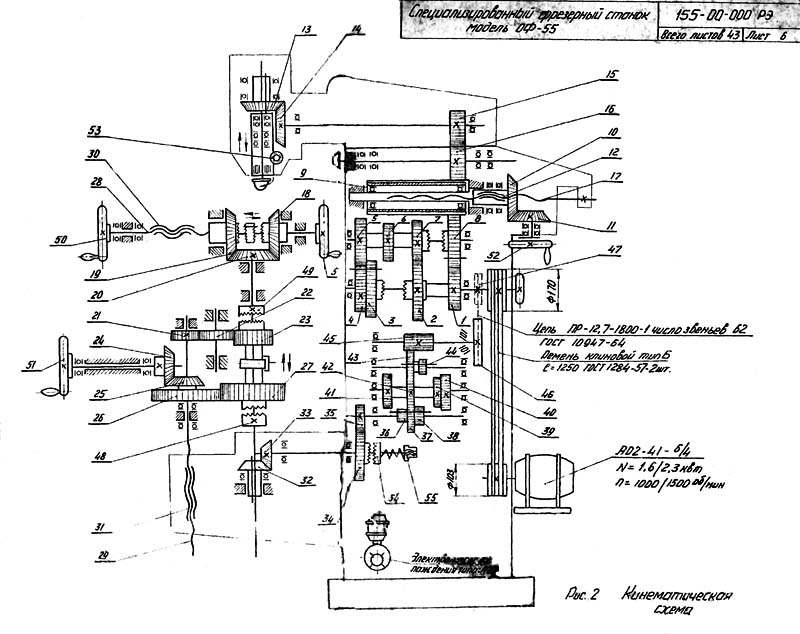
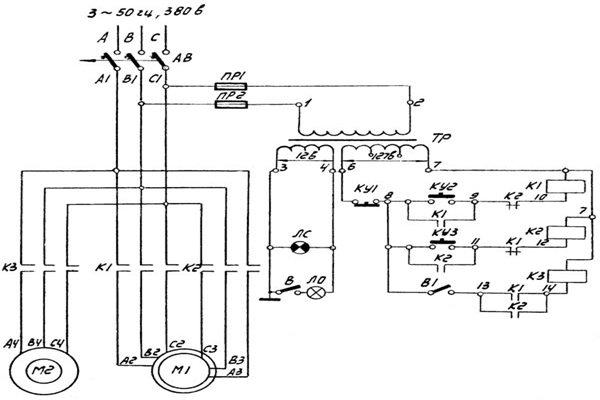
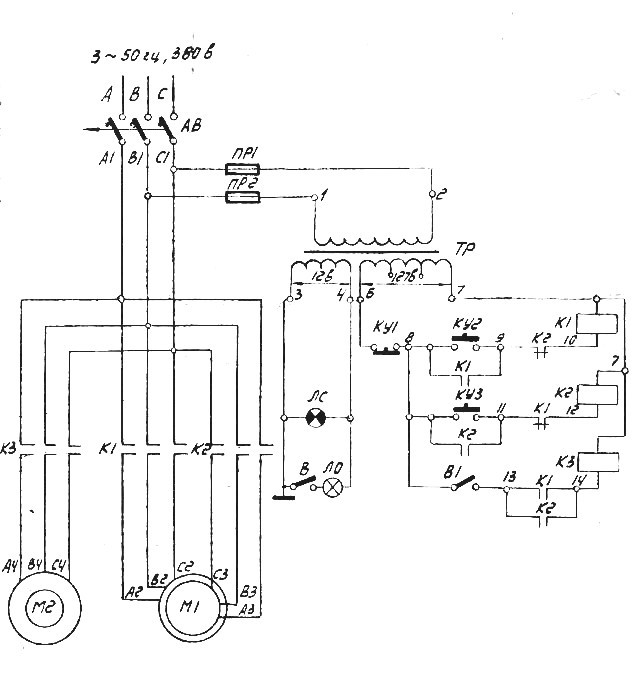
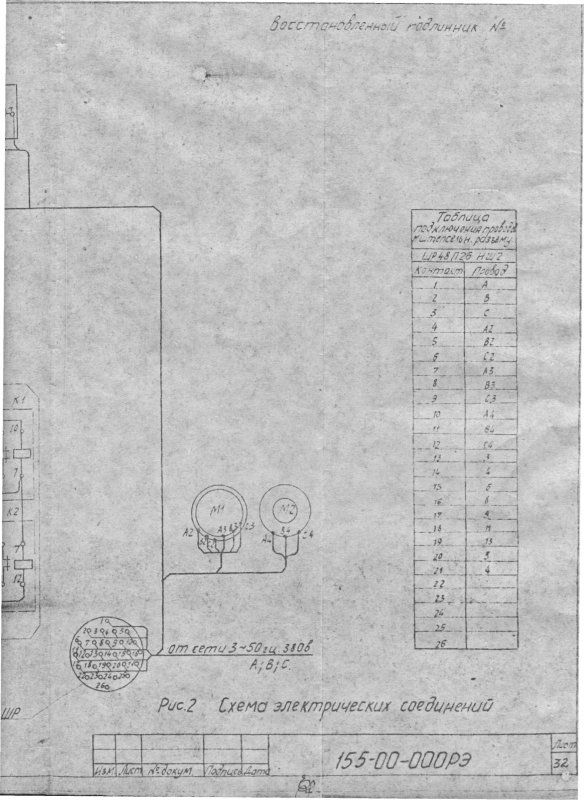
Схема электрическая
Электропитание станком от сети напряжением 380 В передается выключателем, что определяется по включению контрольной лампы на панели управления. Далее нажимают одну из кнопок, которая соответствует скорости вращения электродвигателя 1000 или 1500 мин-1. Пуск двигателей (включая и привод подачи смазочно-охлаждающей жидкости) производится соответствующими магнитными пускателями. Запуск насоса при выключенном двигателе главного привода невозможен. Отключение системы управления производится кнопкой «Стоп». Для надлежащей электробезопасности схема оснащена устройствами аварийного отключения.
Основные конструктивные элементы
Описание конструкционной схемы станка подразумевает наличие станины, которая необходима для крепления рабочего стола и шпиндельной бабки.
При этом можно выделить такие основные узлы:
- два шпинделя;
- основной и съемный стол;
- шпиндельная бабка;
- коробка скоростей;
- электрические узлы;
- суппорт;
- станина;
- вертикальная головка.

Коробка скоростей фрезерного станка 675П
Кинематика основных узлов агрегата осуществляется цепями подач и главного движения. Первое устройство передает свою энергию следующим деталям:
- салазкам – продольно;
- суппорту – вертикально;
- шпиндельной бабке – поперечно.
Все производимые движения осуществляются при помощи электрического привода. Все перемещения узлов осуществляются в широком диапазоне, что обеспечивает выполнения таких операций:
- шестнадцать подач, которые могут осуществляться со скоростью в диапазоне от 12,5 до 400 мм за минуту;
- ускоренные подачи – рабочая скорость около 930 мм за минуту.
Оборудование для фрезерования
Промышленностью производится металлорежущие агрегаты, которые подразделяются на девять групп. В шестую группу входят станки, выполняющие операцию фрезерования. Они могут обрабатывать поверхности, различные канавки, пазы, зубчатые колеса, шлицы и многое другое. Более широкую информацию содержит руководство по эксплуатации.
По особенностям конструкции выделяются станки:
- непрерывно действующие;
- консольные;
- бесконсольные.
По выполняемым операциям оборудование можно разделить на:
- специализированное;
- общего назначения.
Каждый вид имеет отличительные особенности, описание которых содержит паспорт изделия. Для всех механизмов характерно движение фрезы и подачи, причем подача может относиться к обрабатываемой детали или фрезе. Также имеет значение величина такого параметра, как размер стола. Чтобы упростить обслуживание агрегатов, их унифицируют.

Станок ОФ-55 в разрезе
Наибольшую часть применяемого оборудования составляют консольно-фрезерные модели. Консоль, дающая при фрезеровке ряд преимуществ, снижает жесткость в месте соединения со станиной. Чтобы этого избежать увеличивают длину направляющих консоли. Для ремонтных и инструментальных участков налажено производство широкоуниверсальных станков, их назначение маленькая серия или единичное производство. Агрегаты имеют возможность работать с деталью в ручном режиме, используя винт подачи.




Следует помнить, что до начала работы должна быть внимательно изучена инструкция по эксплуатации.
Обслуживание и ремонтные работы
Важнейшее звено предупредительно ремонтных работ – техническое обслуживание. Оно заключается в регулярном осмотре основных узлов станка, проверке их работоспособности и смазки.
Электрооборудование, как и остальные узлы станка постепенно изнашивается как в физическом, так и в моральном плане. Но большинство узлов станка легко заменить на аналогичные, что значительно продлевает срок службы оборудования и повышает эксплуатационные параметры станка. Во время работы станок обязательно должен быть заземлен и для нормальной эксплуатации работать нужно в помещении с влажностью 65% и температурой 20 °С.

Технические характеристики фрезерного станка ОФ-55
| Наименование параметра | СФ676 | ОФ-55 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Размеры горизонтального (углового) стола, мм | 250 х 800 | 260 х 630 |
| Размеры вертикального стола, мм | 250 х 630 | 195 х 550 |
| Максимальная масса обрабатываемой детали, кг | 100 | |
| Наибольшее расстояние от рабочей поверхности вертикального стола до торца шпинделя, мм | 105 | |
| Наибольшее расстояние от рабочей поверхности вертикального стола до вертикальных направляющих, мм | 128 | |
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального (углового) стола, мм | 80..460 | 70..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..380 | 22..312 |
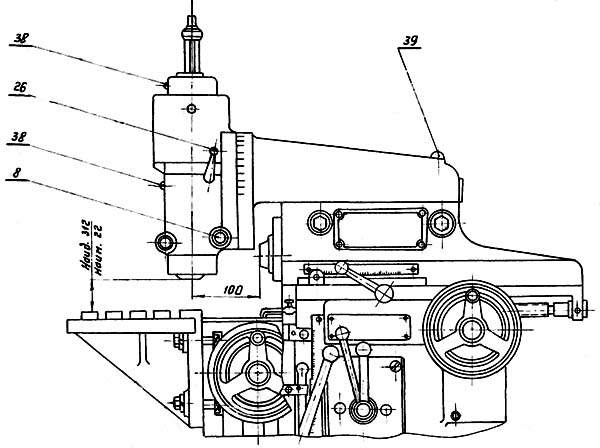
| Наибольший вылет оси вертикального шпинделя, мм | 125..375 | 100 |
| Наибольший продольный ход стола (X), мм | 450 | 250 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 300 | 150 |
| Наибольший вертикальный ход суппорта (Z), мм | 380 | 290 |
| Горизонтальный и вертикальный шпиндели станка | ||
| Частота вращения горизонтального шпинделя, об/мин | 50..1630 | 42..2150 |
| Количество скоростей шпинделей | 16 | 12 |
| Перемещение шпинделя на одно деление лимба, мм | 0,025 | |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | 148 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Подачи | ||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 13..395 | 10..380 |
| Ускоренный ход стола, мм/мин | 935 | 935 |
| Перемещение стола продольное на одно деление лимба, мм | 0,025 | |
| Перемещение суппорта стола вертикальное на одно деление лимба, мм | 0,025 | |
| Количество подач стола | 16 | 12 |
| Наибольшее усилие подач стола, Н | 5000 | |
| Вертикальная шпиндельная головка | ||
| Частота вращения вертикального шпинделя, об/мин | 63..2040 | 55..2450 |
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 120 | |
| Наибольшее осевое перемещение вертикального шпинделя, мм | 80 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±45 |
| Пределы поперечных подач шпиндельной бабки (Y), мм/мин | 13..395 | нет |
| Количество подач шпиндельной бабки | 16 | нет |
| Наибольшее усилие подач шпиндельной бабки, Н | 5000 | |
| Конус горизонтального и вертикального шпинделей | 40АТ5 | Морзе 4 |
| Электрооборудование и привод станка | ||
| Электродвигатель главного привода, кВт | 3 | 1,6/ 2,3 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, кВт | 3,12 | 1,12 |
| Габарит и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1200 х 1240 х 1780 | 1150 х 1100 х 1600 |
| Масса станка, кг | 1050 | 900 |
Список литературы:
Специализированный фрезерный станок ОФ-55. Руководство по эксплуатации и обслуживанию, 1967
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Технология ремонта фрезерных станков
Регулировка фрезерных станков
Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
Автоматические циклы фрезерных станков (6Р12)
Испытания и проверка металлорежущих станков на точность
Справочник универсальных фрезерных станков
Заводы производители металлорежущих станков в России
Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Сведения о производителе широкоуниверсального фрезерного станка ОФ-55
Станок широкоуниверсальный фрезерный модели ОФ-55 выпускал Владимирский станкостроительный ВСЗ (Владимирский завод прецизионного оборудования «Техника»), основанный в 1935 году.
В настоящее время завод производит фрезерные станки с УЦИ и ЧПУ под наименованием ФС-300, ФС-300-01, ФС-300-02 CNC и ФС-400.
Станки, выпускаемые Владимирским станкостроительным заводом Техника
- КР-450 — станок координатно-расточный двухстоечный 380 х 520
- ОФ-55 — станок фрезерный широкоуниверсальный повышенной точности 260 х 630
- СФ-250 — станок фрезерный широкоуниверсальный повышенной точности 245 х 630
- ФС-250 — станок фрезерный широкоуниверсальный 250 х 620
- ФС-300 — станок фрезерный широкоуниверсальный повышенной точности 250 х 620





