
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Отжиг
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Модельный ряд, модификации и комплектация машин BAS IDEAL
Модельный ряд машин BAS:
- полуавтоматические аппараты для сварки ленточных пил настольного исполнения с ручными прижимами: BAS 040, IDEAL BAS 050 01, BAS 060-01
- полуавтоматические аппараты для сварки ленточных пил настольного исполнения с гидравлическими прижимами: BAS 050-11, BAS 065-11
- автоматические машины для сварки ленточных пил напольного исполнения с пневматическими прижимами аллигаторного типа и пневматическим приводом осадки: BAS 051, BAS 052 (с 2016 года модели сняты с производства, см.BAS 310 и BAS 320)
- автоматические станки для сварки ленточных пил напольного исполнения с вертикальными гидравлическими прижимами и пневматическим приводом осадки: BAS 100, BAS 120 (с 2016 года модели сняты с производства, см.BAS 330 и BAS 340, а для широких ленточных ножей BAS 330 BM и BAS 340 BM)
- полуавтоматические машины для сварки ленточных пил напольного исполнения для широких ленточных пил по дереву с ручными и гидравлическими прижимами и с пневматическим приводом осадки: BBA 121, BAS 160, BAS 210 (с 2016 года модели сняты с производства, см.BAS 360)
- Машины контактной сварки ленточных пил новой (!) серии BAS 300: BAS 310, BAS 320, BAS 330, BAS 340, BAS 360
(Аналогичны по характеристикам предыдущей серии – BAS 051, BAS 052, BAS 100, BAS 120, BAS 210)
Комплектация машин BAS:
В стандартной комплектации стыкосварочные машины для ленточных пил – BAS – оснащены кнопкой для управления отжигом вручную, с визуальным контролем температуры.
В качестве дополнительной комплектации, IDEAL-Werk предлагает:
- потенциометры на машины настольного исполнения для ручной регулировки сварочного тока при визуальном контроле температуры;
- системы пирометрического контроля и автоматического управления циклом отжига;
- автоматический центрирующий упор для автоматических машин IDEAL BAS 051, BAS 052, BAS 100, BAS 120, BAS 310-340;
- автоматическое загрузочное устройство для узких полотен для автоматических машин IDEAL BAS 051, BAS 052, BAS 310, BAS 320;
- контроллер параметров сварки для машин-автоматов;
- гидравлическое гратосрезающее устройство для автоматических машин сварки ленточных полотен BAS (для моделей IDEAL BAS 100, IDEAL BAS 120, BAS 330, BAS 340).
Модификации машин BAS:
- Горизонтально расположенные прижимы
- При использовании фасонных электродов машины BAS применимы как стыкосварочные машины для сварки и других изделий: приварки хвостовика к рабочей части инструмента (сверел, шпинделей с резьбовым концом и т.п.), сварки деталей кухонных плит, и т.д. и т.п.
Модельный ряд, модификации и комплектация машин BAS IDEAL
Модельный ряд машин BAS:
- полуавтоматические аппараты для сварки ленточных пил настольного исполнения с ручными прижимами: BAS 040, IDEAL BAS 050 01, BAS 060-01
- полуавтоматические аппараты для сварки ленточных пил настольного исполнения с гидравлическими прижимами: BAS 050-11, BAS 065-11
- автоматические машины для сварки ленточных пил напольного исполнения с пневматическими прижимами аллигаторного типа и пневматическим приводом осадки: BAS 051, BAS 052 (с 2016 года модели сняты с производства, см.BAS 310 и BAS 320)
- автоматические станки для сварки ленточных пил напольного исполнения с вертикальными гидравлическими прижимами и пневматическим приводом осадки: BAS 100, BAS 120 (с 2016 года модели сняты с производства, см.BAS 330 и BAS 340, а для широких ленточных ножей BAS 330 BM и BAS 340 BM)
- полуавтоматические машины для сварки ленточных пил напольного исполнения для широких ленточных пил по дереву с ручными и гидравлическими прижимами и с пневматическим приводом осадки: BBA 121, BAS 160, BAS 210 (с 2016 года модели сняты с производства, см.BAS 360)
- Машины контактной сварки ленточных пил новой (!) серии BAS 300: BAS 310, BAS 320, BAS 330, BAS 340, BAS 360
(Аналогичны по характеристикам предыдущей серии – BAS 051, BAS 052, BAS 100, BAS 120, BAS 210)
Комплектация машин BAS:
В стандартной комплектации стыкосварочные машины для ленточных пил – BAS – оснащены кнопкой для управления отжигом вручную, с визуальным контролем температуры.
В качестве дополнительной комплектации, IDEAL-Werk предлагает:
- потенциометры на машины настольного исполнения для ручной регулировки сварочного тока при визуальном контроле температуры;
- системы пирометрического контроля и автоматического управления циклом отжига;
- автоматический центрирующий упор для автоматических машин IDEAL BAS 051, BAS 052, BAS 100, BAS 120, BAS 310-340;
- автоматическое загрузочное устройство для узких полотен для автоматических машин IDEAL BAS 051, BAS 052, BAS 310, BAS 320;
- контроллер параметров сварки для машин-автоматов;
- гидравлическое гратосрезающее устройство для автоматических машин сварки ленточных полотен BAS (для моделей IDEAL BAS 100, IDEAL BAS 120, BAS 330, BAS 340).
Модификации машин BAS:
- Горизонтально расположенные прижимы
- При использовании фасонных электродов машины BAS применимы как стыкосварочные машины для сварки и других изделий: приварки хвостовика к рабочей части инструмента (сверел, шпинделей с резьбовым концом и т.п.), сварки деталей кухонных плит, и т.д. и т.п.
Применение
Основное применение аппаратов контактной сварки сопротивлением ленточных пил и ножей BSS производства IDEAL-Werk – это, конечно же, производство сваренных в кольцо ленточных пил и ножей. Но с учетом особенностей технологии, производство пил в кольцах на продажу на BSS не рекомендуется. Для этого существуют машины контактной стыковой сварки оплавлением – BAS, технология сварки на которых не так требовательна к торцовке и дает более стабильные результаты.
Кроме того, заводам с большим парком ленточнопильных станков по металлу, работающих с ленточной пилой по металлу шириной до 27 мм (в некоторых случаях до 34 мм), или деревообрабатывающим компаниям с несколькими пилорамами, выгодно иметь данный стыкосварочную машину у себя и закупать полотно в бухте.
Конечно же, машины сварки сопротивлением BSS IDEAL-Werk также применяются:
- для стыковой сварки упаковочной ленты (при определенных ограничениях по толщине полосы);
- для стыковой сварки бронелент кабеля;
- для сварки встык пильчатой ленты;
- и в прочих операциях стыковой сварки заготовок плоских сечений.
Технология сварки ленточных пил по дереву
Разрезание пилы подразумевает, что полотно должно разрезаться при помощи специализированных гильотинных ножниц. Если нет данного инструмента в наличии, то вполне возможно воспользоваться зубилом или отрезным станком. Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить небольшой припуск, ну а линия разрезания после использования ножниц должна быть идеально ровной, причем находиться под прямым углом от спинки пилы.









Свариваемые концы и их зачистка
Окончания пилы тщательно очищаются от разных видов загрязнений, возможно их обеззаразить при помощи спирта или ацетона. Кромки также обрабатываются, чтобы они стали ровными и в них отсутствовали заусенцы. Для этого часто применяется специализированный зачистной станок с абразивом.
Как установить пилу в аппарат для сваривания и выбрать правильный режим?
Полотно необходимо установить в специальные зажимы оборудования таким образом, чтобы кромки в точности совпадали между зажимным механизмом. Необходимо при выборе усиления, режима и хода учитывать размер пилы. В инструкции к сварочному оборудованию имеются различные таблицы, в которых подробно прописаны режимы для определенных размеров пил. В итоге следует установить определенные положения для рукояток пил, что и считается выбором сварочного режима.
Сваривание
Сварка начинается после того, как нажимается кнопка пуск или поворачивается рукоятка. Ток проходит до концов пилы, и металл начинает расплавляться. Подвижные зажимы образуют валик в месте шва.
Также стоит особое внимание уделять токовой подачи и времени, когда это происходит. При автоматическом режиме сваривания импульс проходит за 1 — 2 секунды, ну а ручное управление подразумевает постоянный контроль специалиста
Если результат сваривания получился неудачным, то необходимо еще раз подобрать настройки сваривания, записать их, а потом использовать для таких же разновидностей пил.
Электроды должны быть идеально чистыми. При нарушении контакта между электродом и заготовкой значительно увеличивается сопротивление, а режим сваривания нарушается.

Применение
Станки сварки ленточных пил BAS – самые распространенные в мире и в России для сварки ленточных пил (разумеется, среди компаний, оказывающих профессиональные услуги по сварке ленточных пил). Идеал-верк разработал эти машины раньше всех и дорабатывал эти машины в течение ДЕСЯТКОВ лет, и продолжает усовершенствования. Пример последнего – новое поколение автоматических машин для сварки ленточных пил – серии BAS 300. Простота и отработанность конструкции позволяет находиться машинам “в строю” до 20 и более лет! Успех Идеал-верка, так и не смог никто повторить. Копии BAS 050-01, типа китайского FL-50, конечно дешевле, но и, кроме всего прочего, не долговечны.
Основное применение стыкосварочных аппаратов BAS производства IDEAL-Werk это, конечно же, сварка в кольцо ленточных пил и ножей. Услуги по поставке сваренных в кольцо ленточных пил и ножей оказывает много компаний по всей стране.
Кроме того, заводам с большим парком ленточнопильных станков по металлу или деревообрабатывающим фабрикам с большим числом пилорам, выгодно иметь данный стыкосварочный аппарат у себя, чтобы закупать полотно в бухте.
При небольшом числе пилорам (или при сварке для собственных нужд пил по дереву до 50 мм), можно порекомендовать недорогие, относительно аппаратов сварки ленточных пил серии BAS, ленточных пил по дереву. Однако ремонт пил на машинах сварки сопротивлением BSS – занятие не простое.
Не стоит забывать что машины для сварки ленточных пил сварки оплавлением BAS являются полноценными стыкосварочными машинами контактной сварки оплавлением и могут так же быть применены:


- для сварки колец из полосы
- для стыковки заготовок из высокоуглеродистых сталей, легированных, рессорных и пружинных сталей.
- при модификации электродов и прижимов, для сварки небольших деталей круглого или прямоугольного сечения.
Сварной шов и отжиг
Отжиг предназначается специально для того, чтобы полотно, которое становится при сваривании хрупким и твердым, стал вновь пластичным и вязким. Данная процедура происходит в том же положении, в котором происходило сваривание, только токовый режим необходимо выбирать другой. Разогрев до необходимой температуры, а затем охлаждение должно регулироваться кнопкой токовой подачи. Если в комплектации оборудования отсутствует пирометр, то температуру необходимо контролировать в зависимости от цвета заготовки. Чтобы добиться оптимального температурного режима, металл должен приобрести вишнево-красный оттенок. Металл не должен разогреваться до приобретения оранжевого оттенка, ведь это будет означать перегрев. Охлаждается металл постепенно, происходит это около 4 минут. Некоторые изделия нуждаются в двух циклах отжига.
Полотно и его зачистка
Наплывший металл должен удаляться при помощи зачистки. Необходимо вывести правильную форму впадины между зубцами изделия на месте шва. Зачистка производится абразивом, к примеру заточным станком. Необходимо продвигаться вдоль шва сваривания.
Факторы, которые следует учитывать при сваривании пил ленточного типа:
- Сплавы для ленточных пил считаются трудно свариваемыми материалами.
- Сварочные швы при использовании пилы постоянно подвергнуты большим нагрузкам.
- Зубья пил на месте свариваемого шва оказывают влияние на нагрузку при применении изделий.
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.









Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.
При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.
Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки
Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался
У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено
Это лишняя нагрузка, которая затупит зубья или сломает их.
Применение
Станки сварки ленточных пил BAS – самые распространенные в мире и в России для сварки ленточных пил (разумеется, среди компаний, оказывающих профессиональные услуги по сварке ленточных пил). Идеал-верк разработал эти машины раньше всех и дорабатывал эти машины в течение ДЕСЯТКОВ лет, и продолжает усовершенствования. Пример последнего – новое поколение автоматических машин для сварки ленточных пил – серии BAS 300. Простота и отработанность конструкции позволяет находиться машинам “в строю” до 20 и более лет! Успех Идеал-верка, так и не смог никто повторить. Копии BAS 050-01, типа китайского FL-50, конечно дешевле, но и, кроме всего прочего, не долговечны.
Основное применение стыкосварочных аппаратов BAS производства IDEAL-Werk это, конечно же, сварка в кольцо ленточных пил и ножей. Услуги по поставке сваренных в кольцо ленточных пил и ножей оказывает много компаний по всей стране.
Кроме того, заводам с большим парком ленточнопильных станков по металлу или деревообрабатывающим фабрикам с большим числом пилорам, выгодно иметь данный стыкосварочный аппарат у себя, чтобы закупать полотно в бухте.
При небольшом числе пилорам (или при сварке для собственных нужд пил по дереву до 50 мм), можно порекомендовать недорогие, относительно аппаратов сварки ленточных пил серии BAS, ленточных пил по дереву. Однако ремонт пил на машинах сварки сопротивлением BSS – занятие не простое.







Не стоит забывать что машины для сварки ленточных пил сварки оплавлением BAS являются полноценными стыкосварочными машинами контактной сварки оплавлением и могут так же быть применены:


- для сварки колец из полосы
- для стыковки заготовок из высокоуглеродистых сталей, легированных, рессорных и пружинных сталей.
- при модификации электродов и прижимов, для сварки небольших деталей круглого или прямоугольного сечения.
Аппараты сварки ленточных пил и материал электродов
Материал для электродов обязательно должен быть твердого типа, а также хорошо проводить электричество. Медь мягкая, поэтому ее использовать не рекомендуется. В большинстве случаев для этого используется бронза, однако она при высоких температурных режимах начинает двигаться на поверхности электрода, при этом его свойства и проводимость претерпевают изменения. При проведении больше 25 свариваний он становится непригодным для работы.
Автоматная латунь нередко применяется в электродах, однако цинк и свинец часто меняют сопротивление. Поэтому электрод очень быстро становится непригодным для дальнейшего использования.

Отжиг сварных швов
Низколегированные полотна должны отжигаться при температуре от 420 до 450 градусов, ну а легированные при 630 и выше.

Обычно производитель указывает рекомендуемую температуру для отжига, для этого имеется несколько причин:
- отжиг не является самостоятельным процессом, а включается в сварочный режим;
- временной промежуток изменения металла и его структуры находится в прямой зависимости от температурного режима, чтобы сечение прогревалось равномерно, рекомендуется использовать низкие температуры при более длительном процессе;
- самым оптимальным считается отжиг ступенчатого типа, то есть первый прогрев выдерживается и выравнивает температуру по всему сечению, а затем происходит быстрое нагревание и охлаждение;
- режим термообработки настраивается после отладки режима для сваривания;
- не стоит спешить и освобождать зажимы сразу после сваривания, необходимо полное остывание материала на электродах;
- не стоит сразу вытаскивать пилу после сваривания для зачистки, ведь данная часть довольно хрупкая, поэтому это может стать причиной образования трещин;
- после того, как обдув сжатым воздухом был проведен, нужно вытащить изделие, еще раз обдуть все необходимые места и потом зафиксировать изделие для отжига.

Имеется такое мнение, что при обдуве электродов быстрее изнашиваются линейные направляющие. Однако качественные аппараты предусматривают закрытие подшипников сальниками, поэтому это не влияет на последующее использование изделий.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
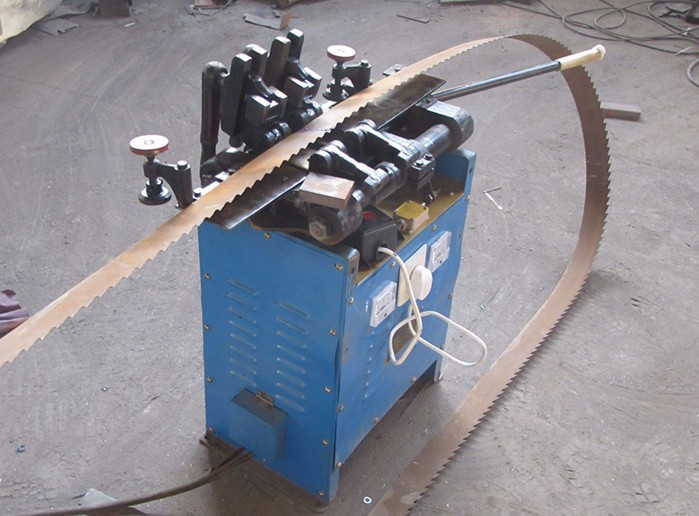
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
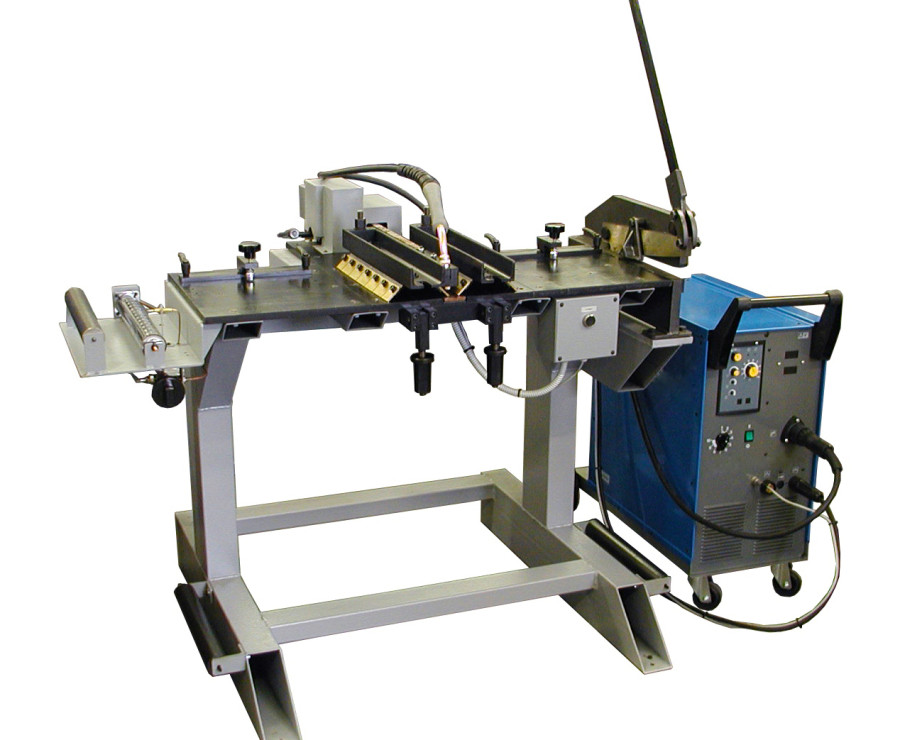
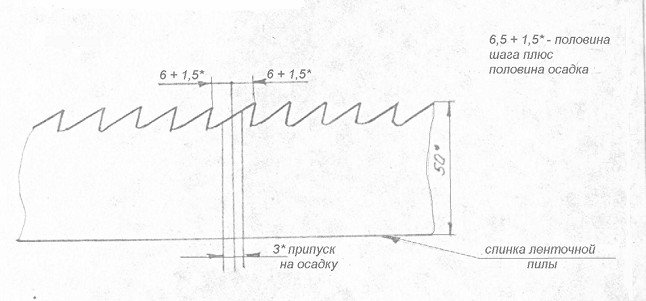 Чертеж соединения ленточных пил.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
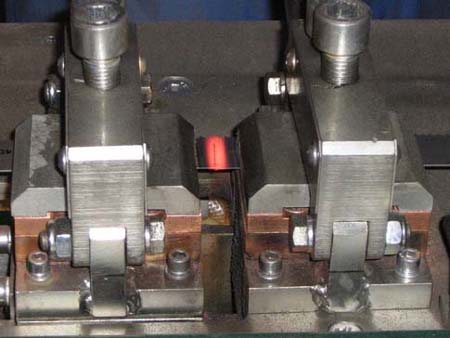
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.










Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
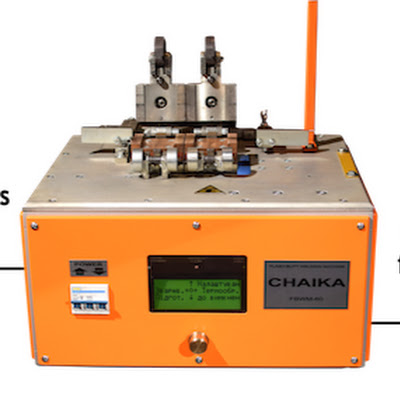
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
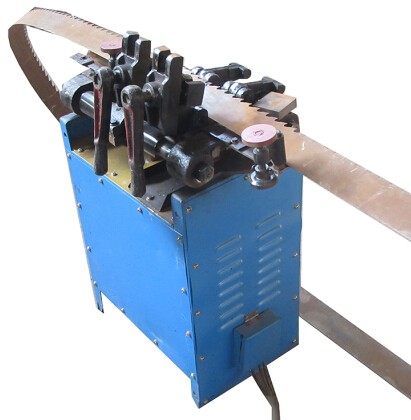
Сварочный аппарат
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Компания Техномеридиан – официальный дилер компании IDEAL-Werk – предлагает:
***список официальных дилеров – см. на сайте Идеал-верка: https://www.ideal-werk.com/ru/%d0%ba%d0%be%d0%bd%d1%82%d0%b0%d0%ba%d1%82/
- квалифицированную консультацию в выборе модели машины BAS (аппаратов BAS) для сварки Ваших ленточных пил и Ваших объемов производства;
- реальные цены на машины IDEAL-Werk, в том числе и на условиях покупки напрямую с завода (на условиях EXW);
- ТОЛЬКО У НАС – ежемесячные поставки оригинальных запчастей к BAS-ам и расходных деталей (электродов, прижимных сегментов и любых других деталей) и наличие основных расходных деталей готовых к немедленной поставке;
- помощь в установке, настройке или ремонте машин BAS и BSS.
Покупая машину BAS у официального дилера IDEAL-Werk – ООО “Техномеридиан” – Вы никогда не останетесь без сервисной поддержки!
ОБЪЯВЛЕНИЕ!
07.09.2020 – подробную информацию о наличии / сроках поставки узнавайте по телефону.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.










Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.
Компания Техномеридиан – официальный дилер компании IDEAL-Werk – предлагает:
- квалифицированную консультацию в выборе модели машины BSS для сварки Ваших ленточных пил и Ваших объемов производства;
- реальные цены на машины IDEAL-Werk, в том числе и на условиях покупки напрямую с завода (на условиях EXW);
- ТОЛЬКО У НАС – ежемесячные поставки оригинальных запчастей к BSS-ам и расходных деталей (электродов, прижимных сегментов и любых других деталей);
- квалифицированную помощь в установке, настройке или ремонте машин BAS и BSS.
Покупая машину BSS у официального дилера IDEAL-Werk – ООО “Техномеридиан” – Вы никогда не останетесь без сервисной поддержки!
ОБЪЯВЛЕНИЕ!
07.09.2020 – Машина для сварки бронеленты кабеля – BSS 025 в наличии на складе в Москве





