
Оборудование для аргонодуговой сварки
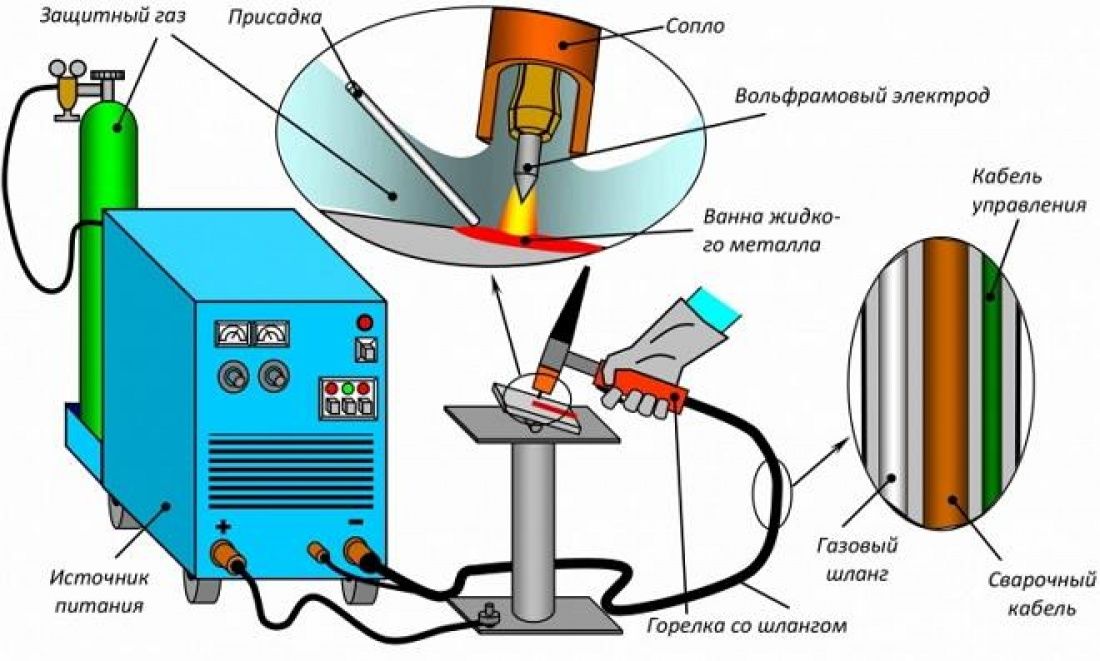
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки – предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
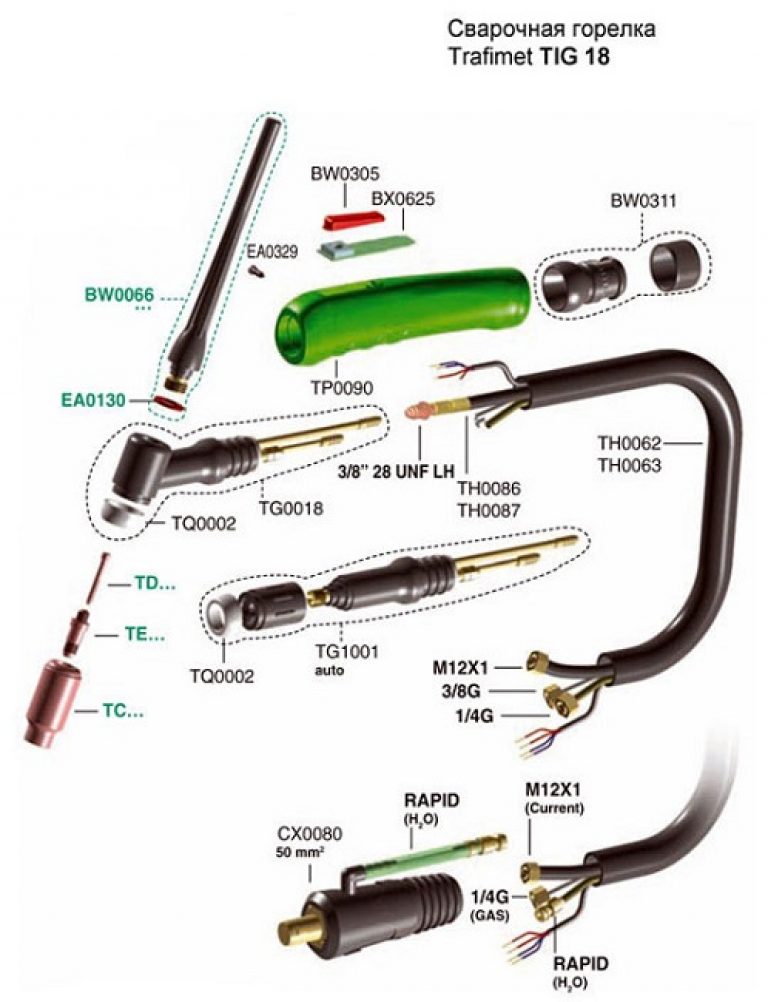
Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
- Осциллятор – это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат – еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения – существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары – для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост – это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Подготовка материалов перед сваркой
Для того чтобы соединение стало качественным, детали необходимо предварительно тщательно подготовить. Для этого их очищают от грязи, масла, жира, краски, иных следов, которые могут мешать работе. Удобнее всего применять растворитель, подходит любой. Для толстого листа более 4 мм, выполняется разделка кромок, варить придется встык. Для того чтобы на кромках не образовывалась оксидная пленка, их обрабатывают при помощи напильника, можно использовать металлическую щетку или болгарку.
Если пренебречь подготовкой, добиться качественного соединения деталей не получится. Существует два метода очистки:
Механический. В этом случае применима наждачная бумага, шабера, насадка для или дрели с проволочной щеткой из нержавеющей стали толщиной не больше 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому щетка должна быть новой или использоваться исключительно для деталей из алюминия. На металл по инструкции нельзя оказывать большое давление, иначе его структура будет разрушена, туда попадет кислород, вызывающий быстрое окисление. Кроме этого, возможно образование пор, которое создаст помеху при сварке.
Химический метод. Оксидную пленку можно разрушить при помощи травления. Для этого на нее нужно воздействовать не менее 1 минуты следующим составом: 1 л воды, 45 фтористого натрия, 50 г едкого натра. После этого заготовки тщательно промываются холеной водой и освещаются ультрафиолетом
Последнее важно для химической реакции. После такой обработки свойства металла будут сохраняться 4 дня.
Обратить внимание требуется и на то, что в обработке нуждаются не только детали, но и присадочный пруток, для этого, как правило, применяют алюминиевую проволоку. Если выполнить промывку раствором, обезжиривать детали необязательно
Само травление должно проходить при температуре не ниже 60 и не выше 70 °С. Раствор технического натрия должен быть 15%.
После промывки проточной водой требуется тщательная просушка деталей. Затем их прокаливают в печи при температуре 300 °С, процедура занимает 15-30 минут. Посмотреть процесс можно на видео.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
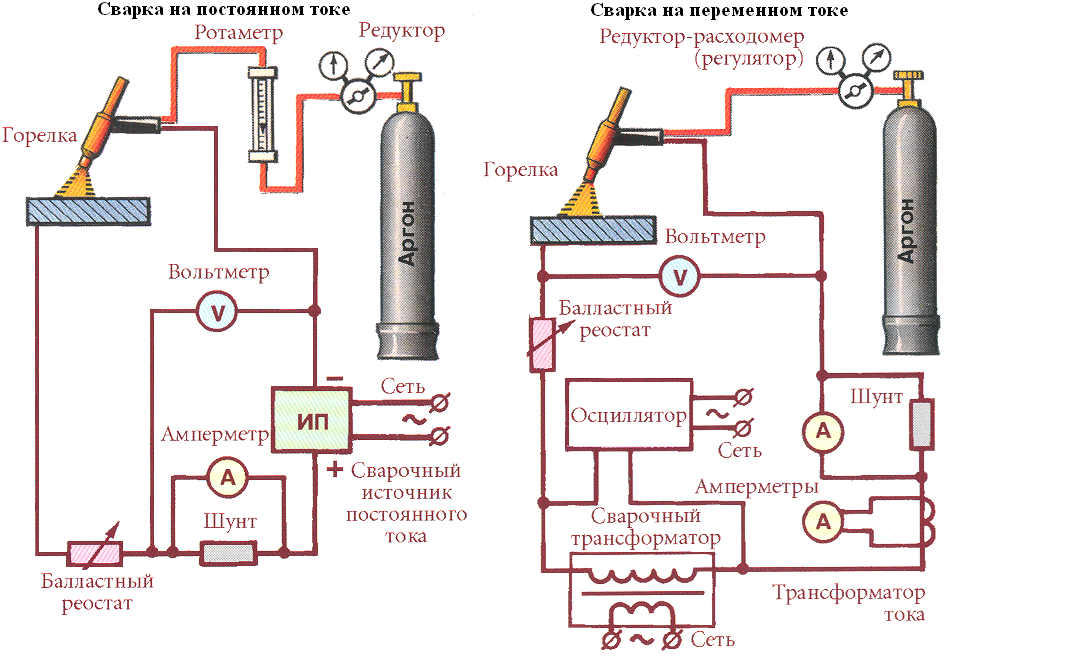
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
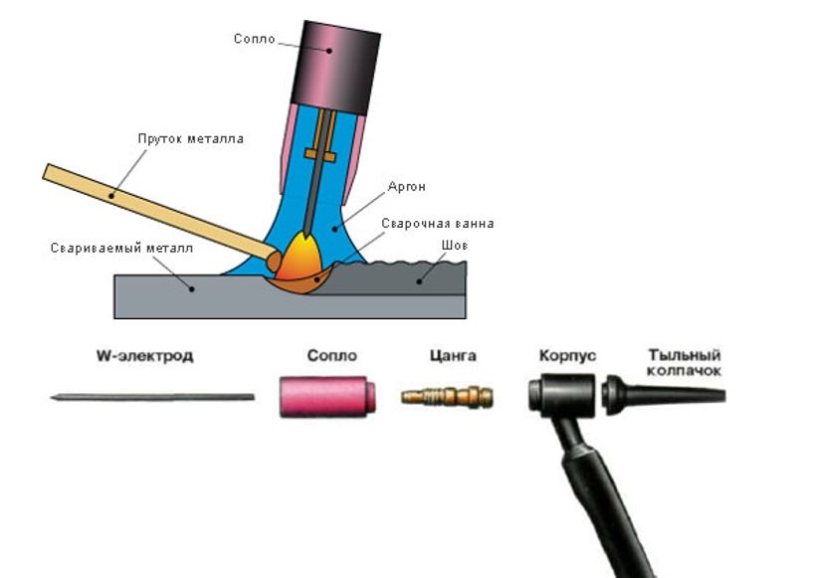
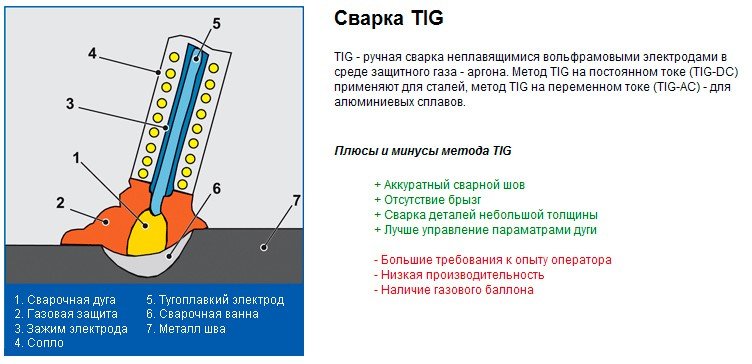
TIG(WIG) или РАДС
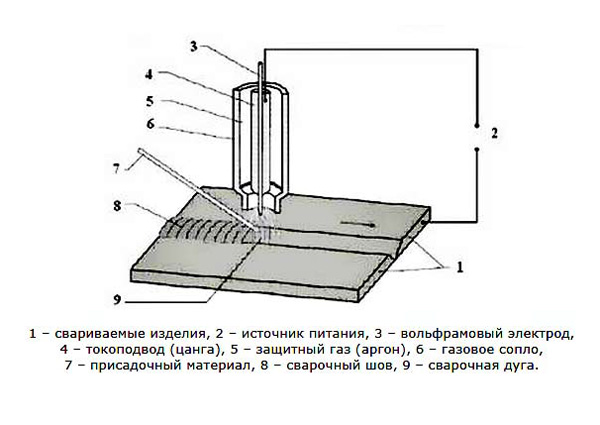
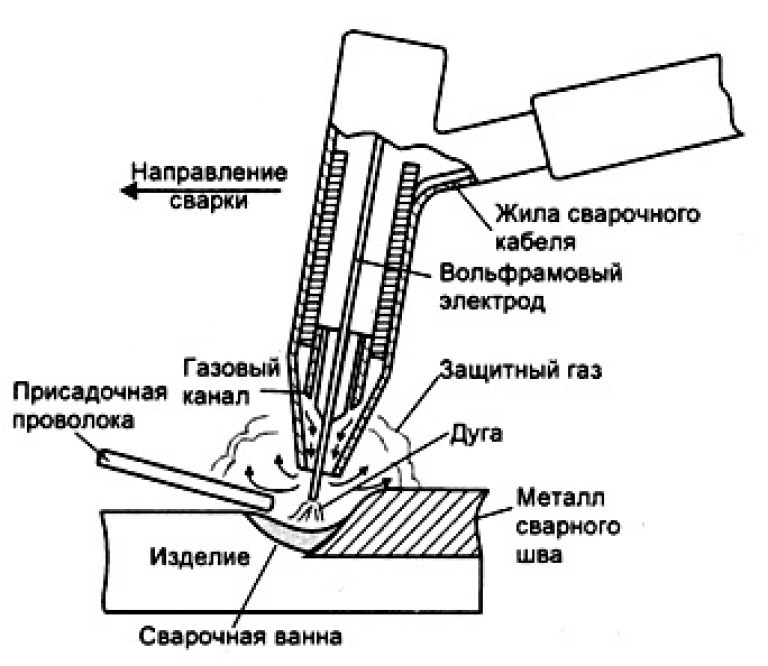
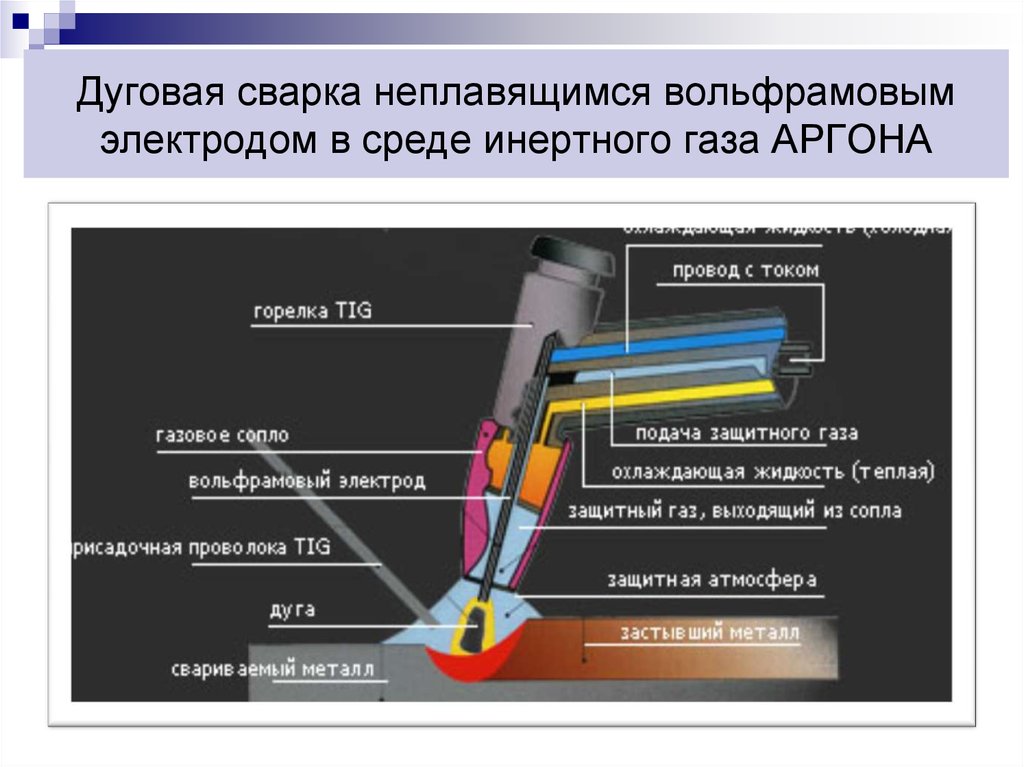
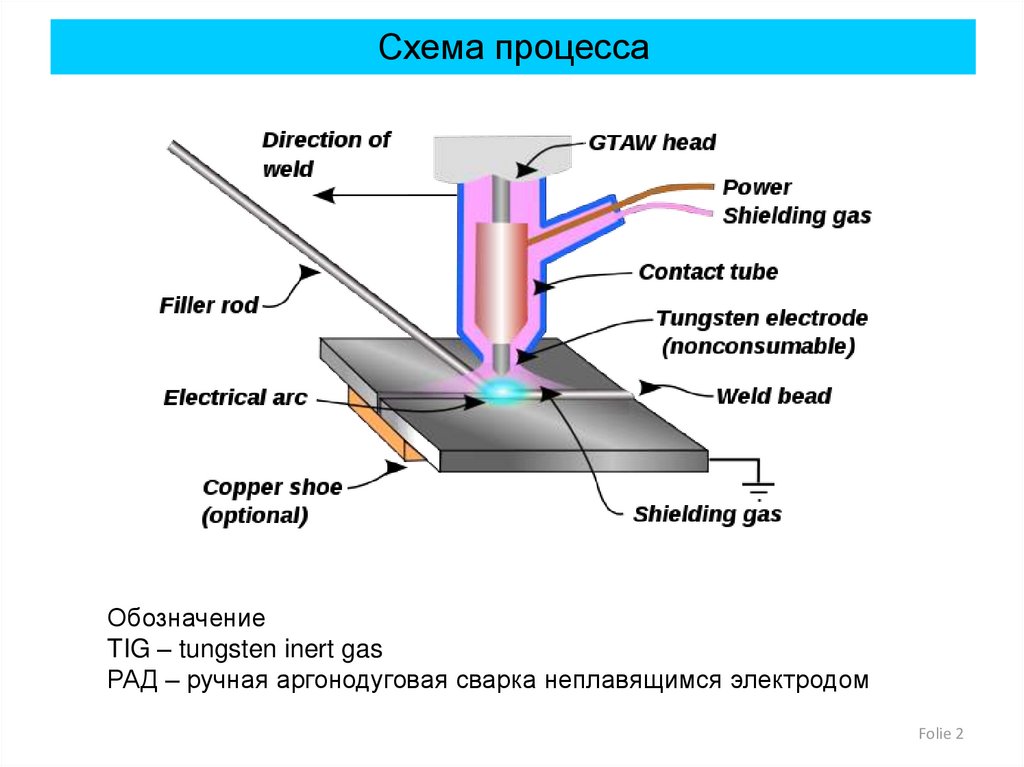
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
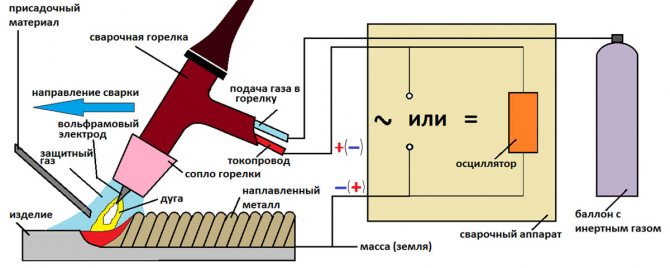
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
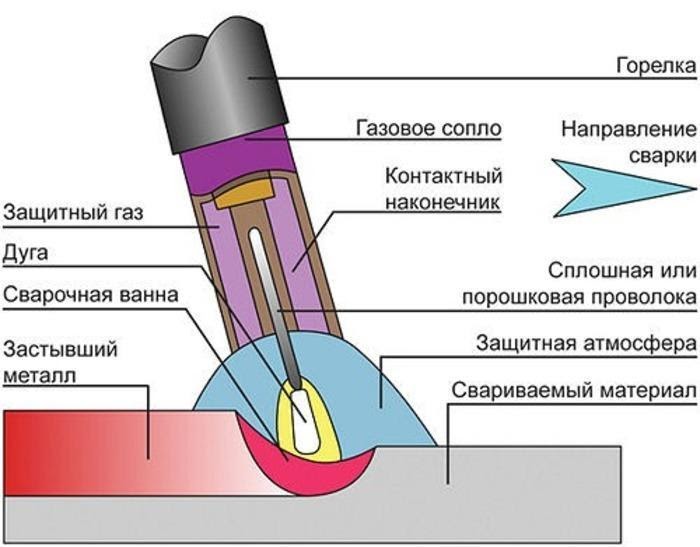
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.


В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Сварка алюминия в домашних условиях: методы
Бытовая сварка алюминия может проводиться не только стандартным методом ММА, но и другими способами. Наиболее популярные и доступные для домашних мастеров технологии мы рассмотрим далее.
Сварка алюминия газовой горелкой
Такой метод предполагает использование энергии газа в качестве температурной силы, расплавляющей металл. Газ является более надежным средством защиты рабочей зоны от воздействия атмосферного воздуха, чем покрытие электрода. Данный способ является одним из самых доступных для сваривания алюминия дома. Оборудование и присадочные материалы обладают приемлемой стоимостью, процесс характеризуется достаточной простотой.
Полуавтоматом (DC MIG)
Несмотря на высокую эффективность сварки полуавтоматом (DC MIG), используется данный метод значительно реже. Объясняется это достаточно значительной стоимостью оснащения. Импульсное оборудование выдает всплеск высокого напряжения, которое разрушает пленку на поверхности металла. Каждая частица расплавленного стержня электрода вгоняется в сварочную ванну. Современный агрегат выполняет точечное сваривание, обеспечивающее качественное, надежное, прочное и эстетически привлекательное соединение. Некоторые особенности:
- необходимо проводить сваривание только током с обратной полярностью;
чтобы избежать застревания проволоки в подающем механизме, необходимо использовать специальные наконечники с маркировкой “Al” или стандартные модели, но с увеличенным диаметром;
- алюминиевый пруток может создавать петли, чтобы избежать этого следует приобрести особое устройство подачи с четырьмя роликами, маленьким рукавом и вкладышем из тефлона;
- нужно придерживать ускоренного темпа подачи проволоки, что позволит избежать частой смены наконечника.
С целью экономии денежных средств некоторые мастера научились модифицировать стандартные типы полуавтоматов для работы с алюминием.
Аргоном (AC TIG)
В качестве расходных материалов выступают вольфрамовые электроды (стержни диаметром 1,6-5 мм.), способные выдерживать температуру в 3000°С, и присадочная проволока с поперечным сечением в 1,6-4 мм. Они обеспечивают высокое качество шва. Для защиты сварочной зоны используются газы: аргон или гелий. Таким образом, исполнителю также понадобится баллон с газом. Специально для бытовой сварки производители выпускают компактные резервуары, объема которых будет достаточно для небольшого ремонта.
Питание дуги осуществляется от источника с переменным током. Аргонодуговая сварка является достаточно затратным способом для работы с алюминием. К тому сварочный процесс характеризуется технической сложностью. Поэтому сваривание методом TIG применяется в домашних условиях довольно редко.
Инвертором и покрытым плавящимся электродом
Шов, полученный электродом ОЗАНА-2.
Самым простым и удобным способом является сварка алюминия инвертором с помощью плавящихся электродов следующих марок: УАНА, ОЗАНА, ОЗА. Специальные стержни с покрытием и соответствующее оборудование позволяет сваривать изделия как из чистого алюминия, так и из сплавов данного материала. Работы выполняются постоянным током обратной полярности. Величина тока рассчитывается следующим образом: на 1 мм. следует принимать ток в 25 А.
Дополнительными средствами, выступающими для обеспечения высокого уровня защиты, являются баллон с газом и шланги. Горелка применяется как инструмент для подогрева металла. Данный способ используется, когда к соединению не предъявляются особые требования по прочности и надежности. Оснащение и расходные материалы обладают довольно низкой стоимостью.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
1 Сфера применения технологии, плюсы и минусы
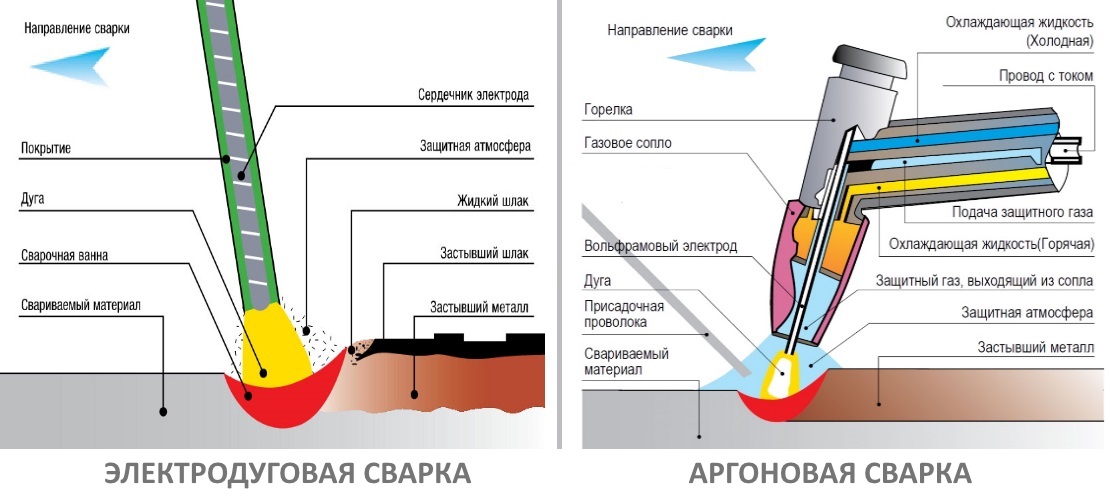
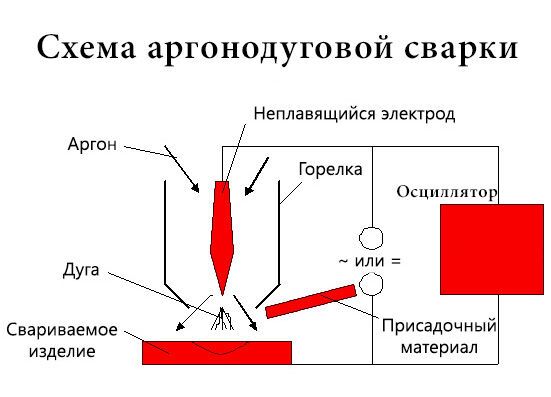
Ключевой особенностью технологии аргонодуговой сварки является то, что в отличие от обычного метода сварной шов прокладывается в среде защитного облака из защитного газа — аргона. Также разница заключается в значительно меньших температурах столба дуги, которые не превышают 2000 градусов, что дает возможность использовать неплавящиеся вольфрамовые электроды.
Данная технология практикуется при работе со следующими видами металлов:
- Алюминий. Соединение алюминия обычной электродуговой сваркой невыполнимо из-за высокой теплопроводности металла, сохранение цвета которого при нагреве до температуры плавления возможно только в среде защитного газа. Также на поверхности оксида в стандартных условиях быстро образуется пленка оксидов, ухудшающая качество шва.
- Нержавеющая сталь. Характерной особенностью сварки нержавейки является необходимость применения присадочной проволоки из аналогичного материала, присадкой в данном случае долен покрываться образовавшийся на поверхности металла слой окиси. Режим сварки подбирается так, чтобы шов медленно остывал в аргоновой среде, при отключению подачи газа сразу по завершению стыковки на поверхности нержавейки могут пойти трещины.
- Чугун. ТИГ технология зачастую практикуется при ремонте сантехнический и канализационных труб либо с целью ремонта дефектов чугунных конструкций, возникших в процессе их отлива. Перед прокладыванием сварного шва соединяемые детали необходимо нагреть до температуры 150-300 градусов во избежание растрескивания материала.
- Титан. Сварка титана аргоном является единственным возможным методом обработки данного металла, поскольку без защитного газа уже при 450 на его поверхности образуется окалина и оксидная пленка, провоцирующие появление трещин. Особенностью работы с титаном является применение вспомогательных накладок для подачи газа на тыльную сторону свариваемых поверхностей.
- Медь и латунь. Соединение данных металлов можно выполнять и по стандартной технологии, однако сварка меди аргоном обеспечивает лучшее качество шва. Медь и латунь имеют низкую температуру плавления, поэтому их нагрев при реализации ТИГ метода не превышает 350-400 градусов.
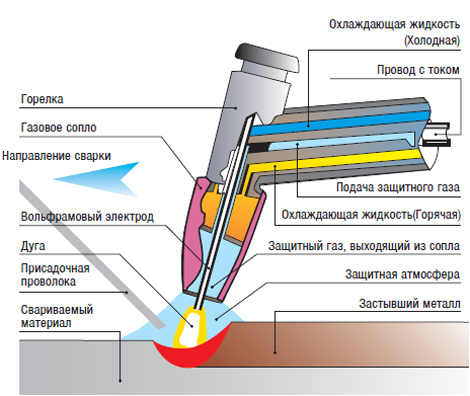
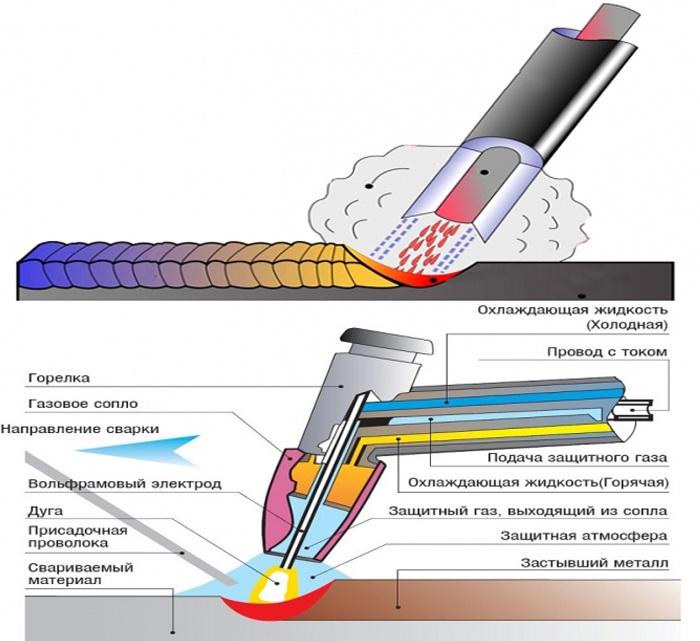
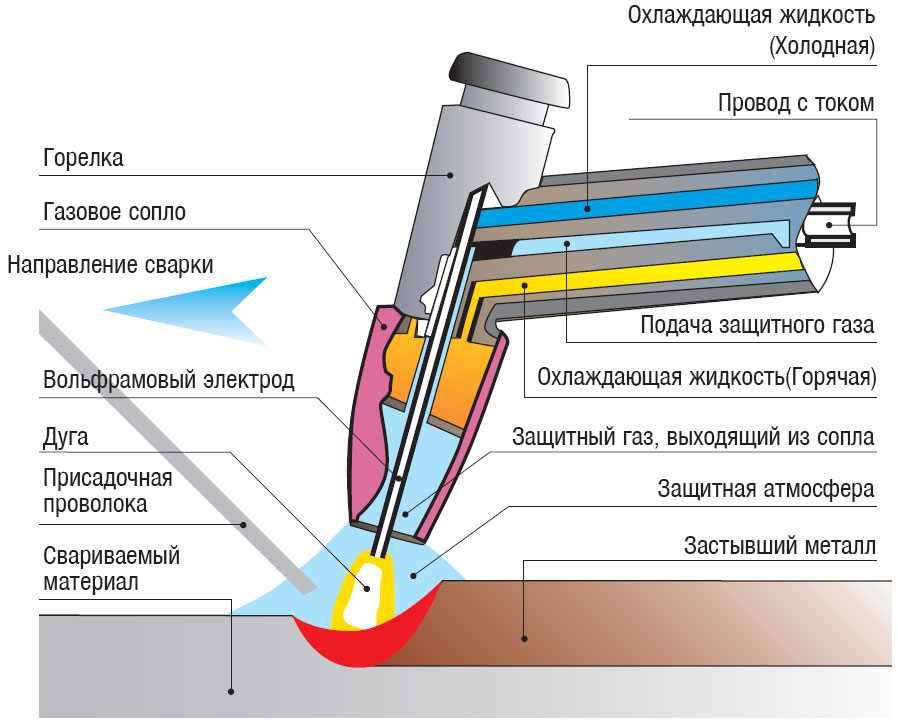
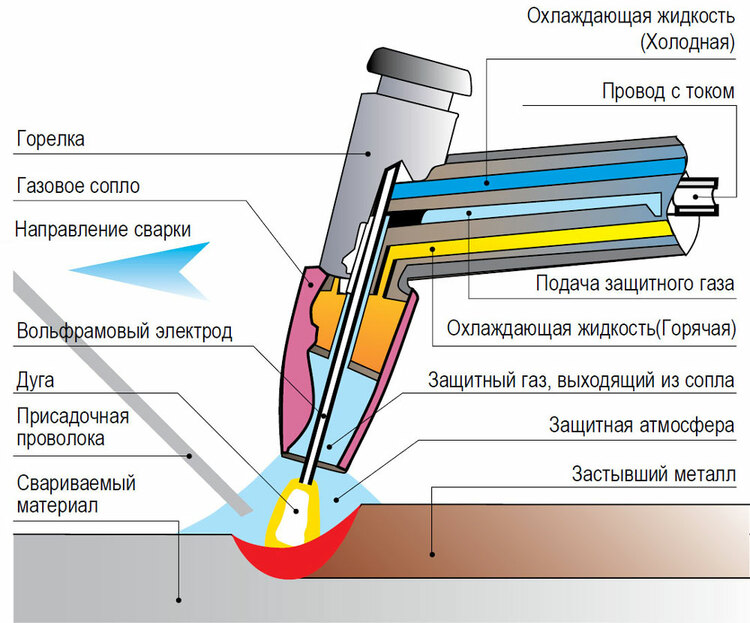
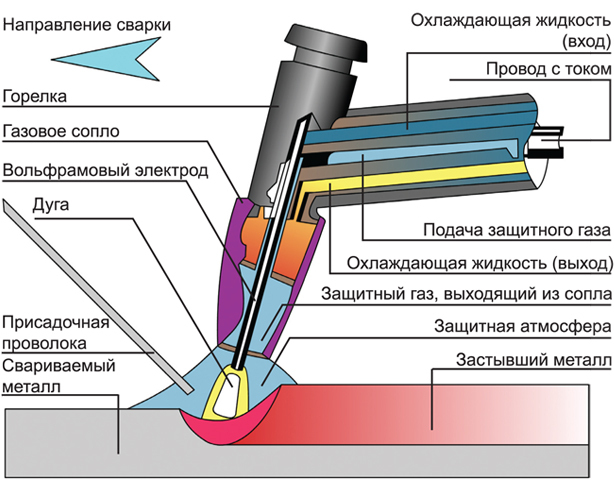
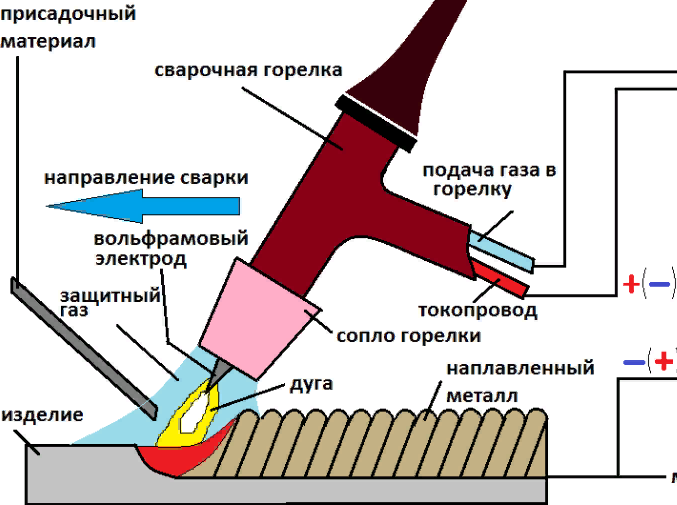
Схема аргонодуговой сварки
Сварка в среде аргона имеет ряд преимуществ, не доступных другим технологиям соединения металлов, а именно:
- низкий нагрев поверхности стали — для титана, чугуна и меди сильное прогревание является критичным;
- высокая продуктивность сварочных работ;
- качественный и визуально эстетичны сварной шов;
- сравнительная простота технологии и возможность ее реализации в домашних условиях.
Однако есть у данного метода и недостатки, к которым относится необходимость применения большого количества вспомогательного оборудования, сложности в выборе режима аргонодуговой сварки, а также трудности при работе в условиях сквозняка либо ветра, которые разрушают защитное аргоновое облако.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.


Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.
Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.
Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
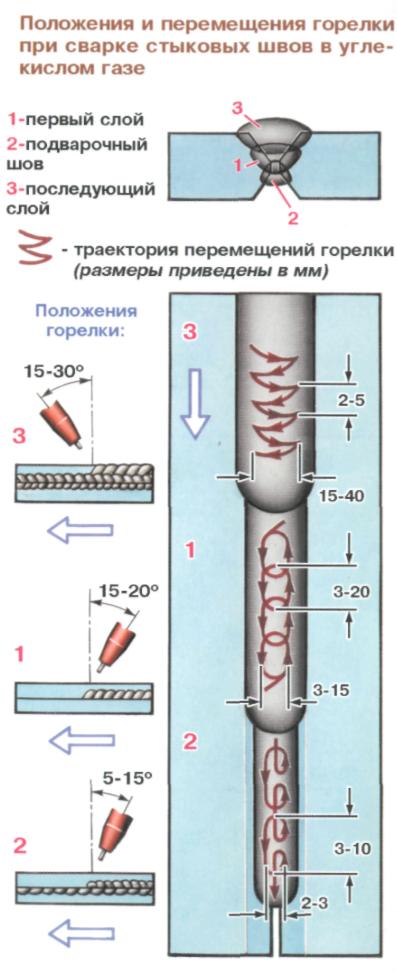
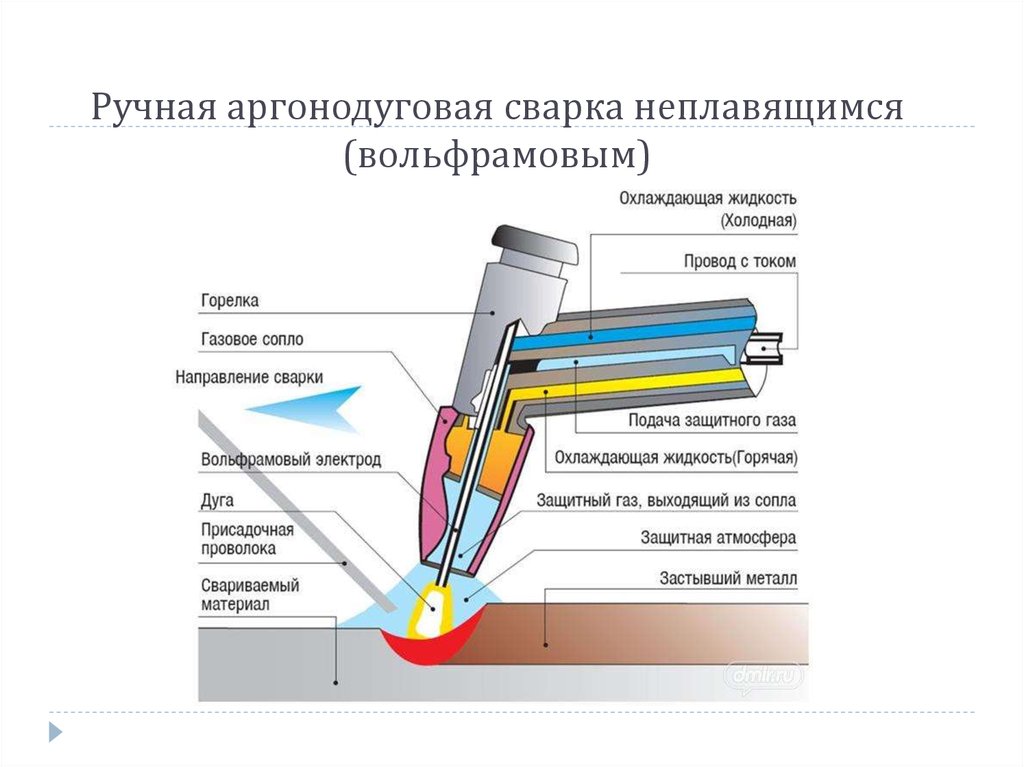
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
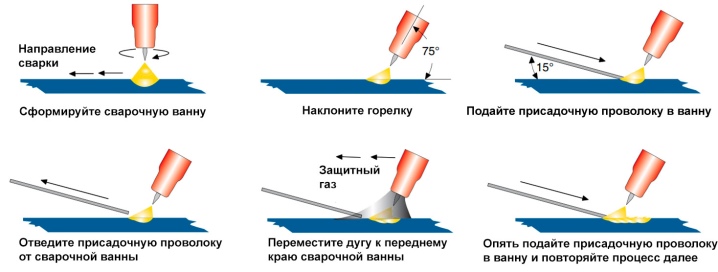
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.
- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Аргонная сварка алюминия
Обладает теплопроводностью, превышающей таковую у стали в четыре-пять раз. В связи с этим при сварке алюминия от шва необходимо постоянного производить отвод излишка тепла. Кроме того, при стремительном разогреве алюминий теряет свою прочность, следовательно нагревать его следует постепенно.
Еще один нюанс при сварке алюминия – во время нагревания на этом металле образуется пленка, сложно поддающаяся плавлению и чтобы ее разрушить необходимо сварку производить на обратной полярности. Срабатывает следующий механизм: алюминий, обладающий при сварке положительным зарядом, бомбардируется ионами аргона, которые и разрушают эту тугоплавкую пленку.
Кроме этого, стоит обратить внимание на то, что алюминий при разогреве цвет не изменяет, а потому визуально сложно отследить момент достижения его поверхности температуры, достаточной для плавления. Здесь вам поможет опыт, который вы накопите с годами
Основные режимы аргонной сварки алюминия представлены в таблице ниже.
Технология с помощью аргона
Рассматриваемый метод относится к технологически сложным работам, которые должны выполняться квалифицированными специалистами, прошедшими курс обучения, включающий себя получением профессиональных навыков, а также изучение правил безопасной эксплуатации сварочного и вспомогательного оборудования.
Аргонодуговую сварку ГОСТ 14806-80, который стандартизирует работы с алюминием в среде защитных газов, чаще всего применяют в следующих отраслях промышленности:
- Пищевая. Емкости и трубы, которые взаимодействуют с пищевыми продуктами, изготавливают из алюминия.
- Авиационная. Название «крылатый металл» говорит само за себя. Данная отрасль особенно остро нуждается в алюминии и его сплавах.
- Автомобильная. Многие элементы легкового транспорта и специальной техники изготавливают из алюминиевых сплавов. Например, головки блока цилиндров, масляные поддоны, поршни.

Сварочное оборудование и расходные материалы для выполнения работ имеют достаточно высокую стоимость. По этой причине, себестоимость одного сантиметра шва, гораздо выше, в сравнении с альтернативными методами соединения, однако высокие качественные характеристики делают метод востребованным в современной промышленности.





Обратная сторона – низкая популярность у начинающих сварщиков.





