
Азы сварки инвертором
Научиться варить сварочным инвертором несложно. Самым первым этапом овладения техникой сварки будет подготовка свариваемых металлических пластин:
- очищение кромки пластин от следов коррозии металлической щёткой;
- обезжиривание кромки растворителем.
Полагаясь на диаметр электродов, выбор которых основывается на марке свариваемого металла, необходимо выбрать величину тока для сварки. Значение сварочного тока также будет обусловлено и сечением свариваемых элементов. Чтобы качество шва при сварке инвертором не пострадало, предварительно сварные стержни следует просушить в духовом шкафу с температурой нагрева 200 º в течении 2-3 ч.
Способы выполнения сварных швов
Для того, чтобы сварить металл, клемму массы нужно подключить к плоскости свариваемого элемента. Далее нужно разжечь дугу. Сделать это можно двумя способами:
- чиркая по металлической поверхности пластины, по аналогии с розжигом спичечной головки;
- постукивая электродом по свариваемой поверхности.
Работа сварочным инвертором будет более удобной, если при сварке кабель держака прижать к телу, предварительно обмотав его вокруг предплечья рабочей руки. В таком положении кабель не будет тянуть в сторону держак и регулировка его положения будет более сподручной
Поэтому, при выборе инвертора особое внимание необходимо уделить длине и гибкости кабелей, ведь именно от этих показателей будет зависеть удобство работы сварщика
Правильное положение кабеля при сварке
После розжига дуги, электрод нужно отвести от плоскости металлической пластины на расстояние, равное длине дуги (примерно 2-3 мм) и можно приступать к сварке. Чтобы сделать качественную сварку, необходимо постоянно следить за длиной электродуги. Короткая дуга (около 1 мм) способна вызвать сварочный дефект, носящий название «подрез». Этот изъян сварки характеризуется возникновением неглубокой канавки, параллельной сварному шву, и приводящей к снижению показателей прочности шва. Длинная дуга нестабильна, обеспечивает более низкую температуру в зоне сварки, и, как следствие, такой шов имеет слишком малую глубину и «размазанность». Сварщик, который умеет правильно регулировать длину дуги, получит шов высокого качества.
После окончания сварки, следует аккуратно отбить молотком застывшую поверх шва окалину.
Подготовка материалов перед сваркой
Отличительной особенностью сварки алюминия при помощи инверторного аппарата в дуговом режиме заключается в том, что использовать металл и электроды без предварительной подготовки не получится.
Искра, конечно же, будет, но кроме брызг алюминия в разные стороны ничего не выйдет. Чтобы получить ожидаемый результат, необходимо предварительно подготовить материалы как свариваемые, так и те, которые будут применяться для обработки металла.
Чтобы придать электродам требуемые свойства, их необходимо предварительно разогреть в печи. В домашних условиях можно использовать тигельную, главное не передержать, индукционную или даже газовую, сложенную из нескольких жаростойких кирпичей.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить. Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм. Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед
Важно как можно реже останавливаться. Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки
Иначе будет прожег
Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали
Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Основные правила перед началом эксплуатации инвертора
Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу
Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора
Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки
Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин
Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники. Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги. Именно эти факторы помогут предотвратить залипание электрода и позволят создать правильные и аккуратные швы.










В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока. Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Сварка в распределительной коробке
Сначала стоит познакомиться с коробкой и оценить всю её значимость. Это наиболее важная часть всей электропроводки, идущей по квартире или дому. Относитесь к этому с полной серьёзностью.
Непосредственно для процесса спайки потребуется сварочный аппарат. Можем посоветовать одну из самых привлекательных моделей для таких целей. Это Patriot Max Welder DC-200 C
Он обладает бесшумным уровнем работы, высокой безопасностью, что важно при недостатках опыта и точной работой. Его вес составляет 4,5 кг, так что проблем с транспортировкой не возникает
Питается от сети 220 В, ток плавает в диапазоне 10-190 А. Цена находится на приемлемом для каждого уровне, от 8000 до 10000 рублей. Это не значит, что выбрать нужно только его, существуют и другие аппараты, подходящие под этот вид сварки не хуже.
Начинается сварка проводов из меди в распределительной коробке с обеспечения всех мер безопасности. Настраиваем аппарат на мощность около 1 кВт. Электроды используются угольные и графитовые. Также понадобится флюс. Обязательно используется маска или специальные очки. Для уборки изоляции и скруток медных проводов, нужен нож и зажим в виде пассатижей. Под рукой должна быть всегда изолента, гайки и шурупы. Жилы провода зачищаются примерно на 4-5 см, затем скручиваются вокруг друг друга 7 раз. Приступаем к сварке.
Если вы не уверены в своих силах, потренируйтесь на похожих видах металла и скрутках. Когда всё получается, начинайте. О порядке сварки медных проводов, мы уже говорили ранее.
Какой сварочный аппарат ипользовать при сварке нержавейки
- Сварка нержавейки
- Сварка нержавейки в домашних условиях
- Сварка нержавейки аргоном
При сваривании нержавеющей стали нужно учитывать, что данный вид стали имеет некоторые отличия физических свойства от большинства видов металлов, например, уделенное электрическое сопротивление почти в шесть раз больше точка плавления приблизительно на 100 градусов ниже теплопроводность, что составляет около 1/3 от показателей углеродистого проката. Коэффициент теплового расширения нержавеющей стали по длине составляет приблизительно на 50% больше.
Нержавеющую сталь сваривают различными методами сварки и разными сварочными аппаратами. Ручное дуговое сваривание нержавеющей стали часто используется при сваривании металла толщиной более 1,5 миллиметра. Дуговое сваривание неплавящимися вольфрамовыми электродами в среде инертных газов.
Импульсивное дуговое сваривание плавящимися электродами в инертных газах также может применяться для сварки нержавейки. Также для сваривания нержавейки может использоваться аргонодуговая, аргоновая, плазменная, точечная, роликовая и другие виды. Нержавейку можно сваривать большинством видов и типов сварки и сварочных аппаратов.
Нередко для сваривания нержавеющей стали применяются инверторные сварочные аппараты. Инвертор имеет много преимуществ перед другими видами техники для сваривания. Также он не реагирует практически на любые сбои в напряжении. Шов, который получается при сваривании инвертором, отличается высоким качеством. В сравнении с другими сварочными аппаратами, инверторы способны производить сваривание высокого качества. Которые намного выше от других видов сварки. При использовании инверторных сварочных аппаратов для каждого металла, который Вы будете сваривать, Вы можете подобрать подходящие сварочные электроды.
Отличительной чертой по праву считается доступность такого сварочного аппарата, потому что его цену способен уплатить даже начинающий сварщик. Сочетание цены и качества в таких аппаратах позволяет применять их для самых различных задач. Учитывая все требования для получения качественного сварочного шва, можно умело применять инверторные сварочные аппараты для сваривания нержавеющей стали разных марок и видов.
Другим видом сварки, который используют для сварки нержавеющей стали, является аргоновое сваривание металла. Главным элементом в аргоновой горелке является неплавящийся электрод из вольфрама. В процессе сваривания вокруг электрода образуется керамическое сопло, из которого при сваривании выдувается аргон — инертный газ для защиты сварочного процесса.
Сваривание без аргона не имеет смысла, потому что без него металл начнет гореть и лопаться, а также покрываться коркой. Газ аргон позволяет защищать сварочный процесс от попадания кислорода, который способствует разрушению сварочного шва.
Материалы и электроды, которые используются при сваривании нержавейки, имеют разные свойства, однако у каждого из них есть свои преимущества и недостатки.
- Сварка нержавейки инвертором
- Сварка нержавейки полуавтоматом
- Сварка нержавейки электродом
- Технология сварки нержавейки
Наплавка металла электродом Сварка алюминия инвертором
Маски для сварки Ресанта
Работать со сваркой без маски сварщика невозможно — сразу получите ожог сетчатки, который называют «зайчиком». От повреждения инфракрасным и ультрафиолетовым излучением глаза защищают светофильтры. От летящих брызг и окалины — корпус маски. И то и другое должно быть надежным и обеспечивать максимальную защиту.

Сварочный маски Ресанта: МС-1, МС-2, МС-3 и МС-4
Ресанта выпускает несколько видов сварочных масок:
- МС-1 — с автоматическим светофильтром на жидких кристаллах ТСК-3201. Есть два режима: сварка и шлифовка, регулятор затемнения, которые позволяют использовать маску как для сварки, так и в качестве защитного щитка при работе болгаркой или другими подобными инструментами. Цена 1500-1800 рублей.
- МС-2 — со светофильтром TCK-4000. Регулировок три: степени затемнения, чувствительности, времени задержки (как быстро срабатывает при изменении яркости света). Ступенчатое изменение затемнения. Цена 1900-2100 рублей.
- МС-3 — светофильтр TCK-3202, регулировки такие же как в МС-2, но изменение прозрачности светофильтра плавное. Также разный диапазон регулировки у Ресанта МС-3 — 9-13DIN, у Ресанта МС-2 он 10-12DIN. Цена 2600-2800 рублей.
- МС-4 — самая дешевая (цена 1200-1400 рублей) и самая простая маска. Светофильтр ТСК-2101. Работает только при положительных температурах, даже при незначительном понижении начинает «тормозить».
Все основные технические характеристики масок сварщика Ресанта МС приведены в таблице.
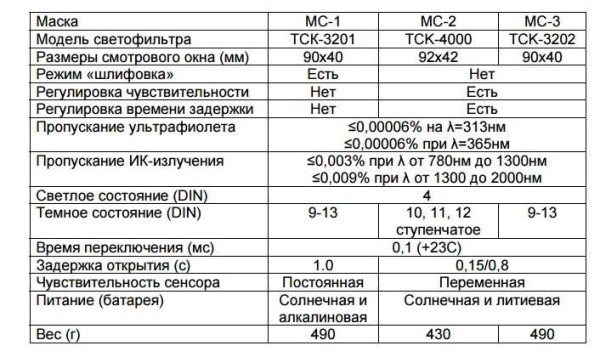
Технические характеристики масок
И видео-отзыв о маске для сварки Ресанта МС-1.
Несколько схем сварочных инверторов:
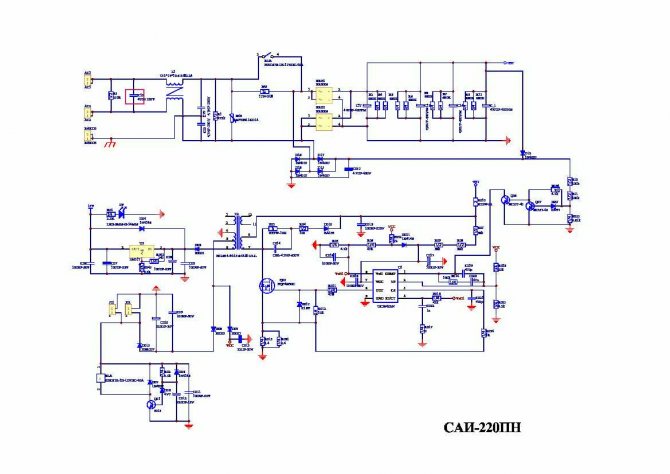
Схема сварочного инверторного аппарата Ресанта САИ 220ПН
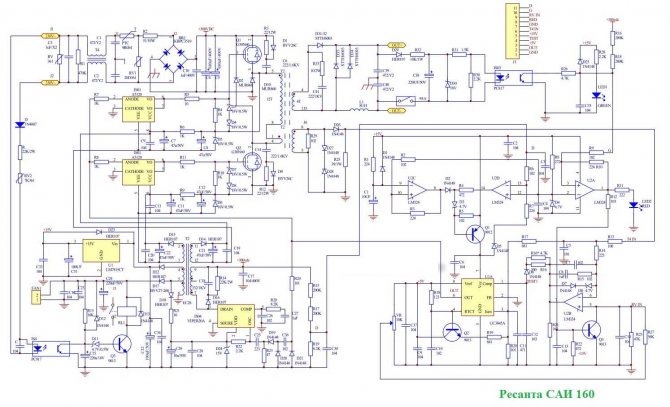
Схема сварочного инверторного аппарата Ресанта САИ 160
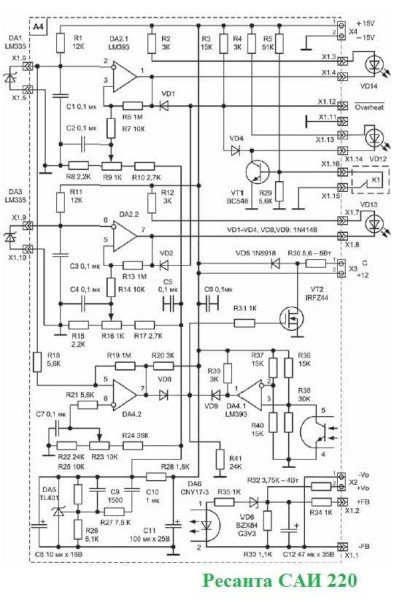
Схема сварочного инверторного аппарата Ресанта САИ 220
Как выбрать сварочный аппарат «Ресанта»
Для бытового использования имеет смысл выбрать агрегат из двух линеек — САИ и САИ ПН.
Ресанта САИ — стандартная модификация, которая работает при 220 V в сети с небольшими отклонениями. Заявлен такой диапазон: +10% (до 242 В) и -30% (от 154 В). Вроде и должно хватать таких характеристик, но реально работает нормально при 190 В. Если падает еще ниже, начинаются проблемы и приходится ставить электроды меньшего диаметра.











Это сварочный аппарат Ресанта САИ 220 — небольшие размеры и вес
В сельской местности напряжение часто бывает и ниже 190 В. При таких параметрах сети нормально работать могут далеко не все сварочные аппараты. Если у вас такая ситуация — вам выбирать нужно инвертор из линейки САИ ПН. Он нормально сваривает даже при 140-160 В.
Есть еще одна линейка — «Компакт». Она отличается еще меньшими размерами и на килограмм-полтора меньше весит. При обозначении моделей этой линейки к цифре, обозначающей максимальный сварочный ток, приписывается буква «К». Если вес и размер для вас критичны — выбирайте сварочный инвертор из этой линейки.
Все остальные больше подходят для профессионального или полупрофессионального использования. Для бытового использования их «навороты» и повышенные мощности ни к чему. Если и можно их покупать, то уже не новичкам в сварке.
Выбор модели
После того как с линейкой определились, нужно выбрать максимальный сварной ток. Он проставляется в наименовании каждой модели после аббревиатуры САИ. Например, САИ-160 — максимальный сварочный ток 160 А, САИ 220 — может выдавать 220 А.
Как выбирать мощность? Исходя из работ, для которых приобретается или под тот размер электрода, которым вы предпочитаете работать. Например, для работы 3 мм электродами подходят аппараты на 140 и 160 ампер. Но 140 будет работать на пределе, а 160 — в нормальном режиме. Также можно рассмотреть вопрос приобретения 190, но он уже может работать и 4 мм электродами. А запас мощности — это всегда хорошо. Правда, за него приходится доплачивать.
Более мощные модели САИ 220 и 250 могут работать с электродами 5 мм и 6 мм соответственно. Если вам такие мощности не нужны, то и платить за них незачем. Но выбирать, как всегда, вам. Может вы предпочитаете работать 3 мм электродом но с повышенным током сварки — 190 и выше… Редко, но встречаются и такие сварщики.
Чтобы выбирать было проще, в таблице собрали наиболее важные характеристики сварочных инверторов Ресанта линейки САИ и САИ ПН, и САИ К.
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
https://youtube.com/watch?v=eNo05v10ToM
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов . Качественные электроды помогают выполнить надежный и прочный шов , а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.

Современный рынок предлагает десятки типов электродов для сварочного аппарата , и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды , их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Для справки

Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
READ Как Сделать Из Паркетки Циркулярку
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
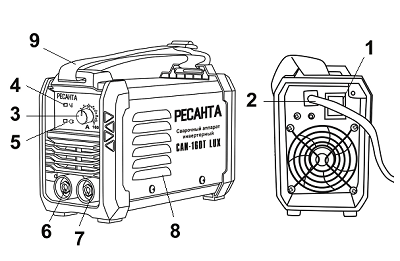
Конструкция инвертора для сварки
С целью понимания, как правильно пользоваться сварочным аппаратом, начинающему мастеру следует ознакомиться с конструкцией инвертора.
Сварочный инвертор – это металлическая коробка с внутренним составляющим, общим весом около 7 кг, которая для удобства переноски снабжена ручкой и наплечным ремнём. Корпус сварочного инвертора может содержать в себе вентиляционные отверстия, которые способствуют лучшему оттоку воздуха при охлаждении агрегата. Передняя панель имеет кнопки переключения рабочего состояния, ручки-регуляторы для выбора необходимого напряжения и тока, выходы для подключения рабочих кабелей, а также индикаторы, сигнализирующие о наличии питания и перегреве инвертора при сварке. Кабель для подключения аппарата к электросети обычно подсоединяется в разъём, расположенный с задней стороны инвертора.
Конструкция сварочного инвертора
При контакте электрода во время сварки со свариваемыми металлическими пластинами образуется высокотемпературная дуга, вследствие чего происходит расплавление и элементов сварного стержня, и металла сварного соединения. Ванна, образованная в области дуги расплавленными металлами пластин и электрода, защищается от окисления разжиженной обмазкой электрода. После полного охлаждения металла, верхняя поверхность шва, защищаемая электродной обмазкой в течении проведения сварки, превратится в затвердевший шлак, который достаточно легко устранится легким механическим воздействием (например, постукиванием)
Важно соблюдать одинаковое расстояние-зазор между металлом сварного соединения и электродом (длину дуги), что предупредит её угасание. Для этого, подача электрода в область сплавления должна осуществляться с постоянной скоростью, а ведение сварного стержня по стыку сварного шва должно быть ровным
Сварочная дуга
Неисправности агрегата Ресанта Саи-190
Если сварочный аппарат вышел из строя, для ремонта рекомендуется обратиться в специализированную мастерскую. Нарушения пайки и сгоревшие детали можно определить при визуальном анализе. Остальные же случаи требуют тщательной диагностики. Наиболее частые неполадки:










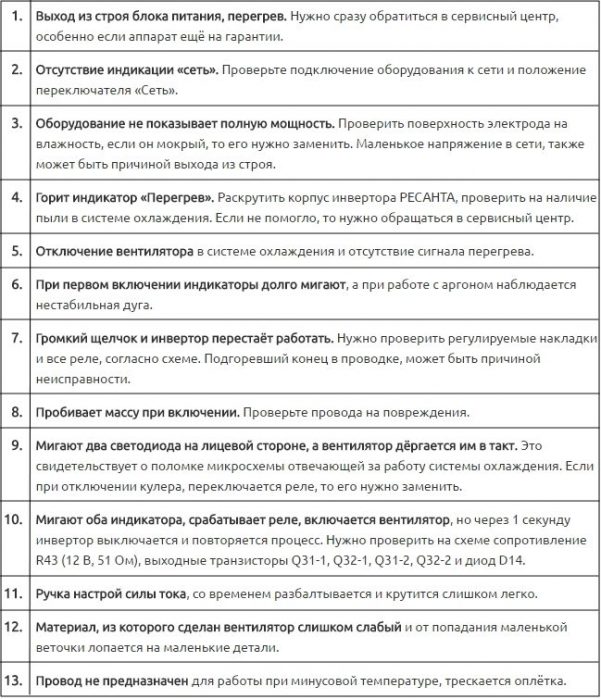
Часто встречающиеся неполадки в работе САИ-190
- при поломке вентилятора устройства или скопления большого количества пыли внутри прибор быстро нагревается;
- повреждение кабеля или выключателя влечет за собой отсутствие питания;
- при перегорании печатной платы, повреждении шнура или потере массы отсутствует дуга.
Сварочный инвертор Ресанта САИ-190 обеспечивает стабильную работу, даже при перепадах напряжения в электросети. Чем больше мощность сварочного аппарата, тем проще будет варить при низком напряжении. Соответственно, чем больше сила тока устройства, тем выше его цена. Выбрав оптимальную модель, можно получить незаменимого помощника в хозяйстве или на промышленном предприятии.
Видео по теме: Ресанта САИ-190А
Публикации по теме
Как самостоятельно выполнить ремонт сварочных аппаратов инверторного типа

Особенности выбора лучшего сварочного аппарата инвертора

Знакомство с лучшими сварочными инверторами российского производства





