
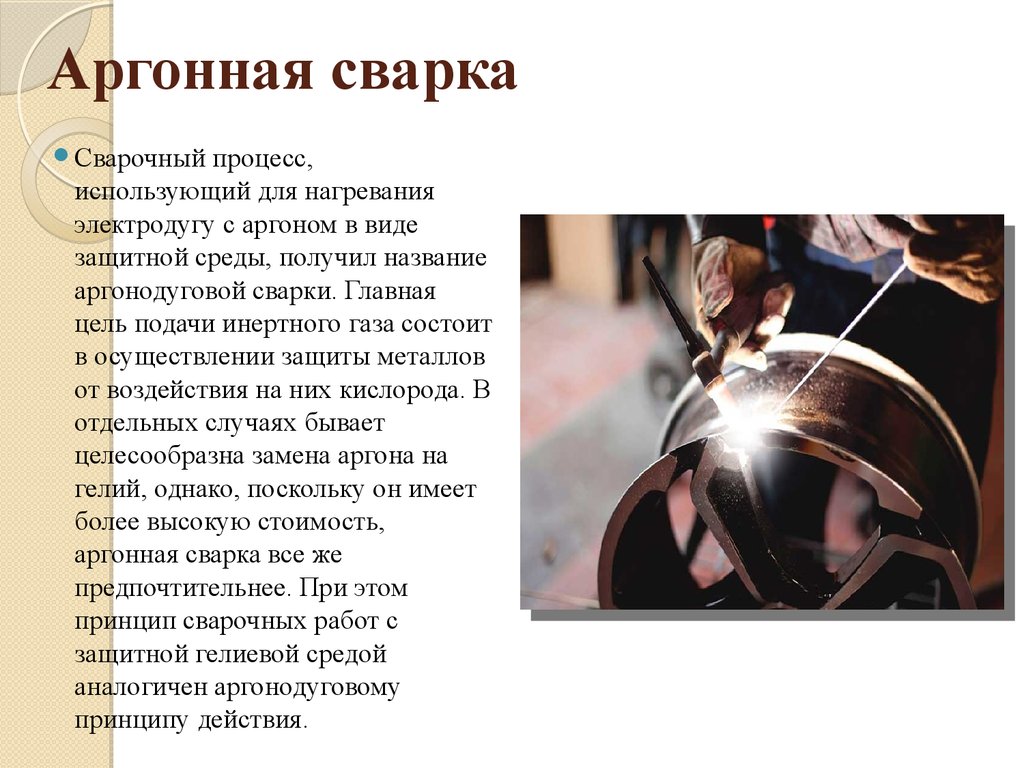
Особенности процесса
Работа по соединению цветных сплавов и литья черного металла в аргонной среде требует определенного навыка, поэтому варить новичку своими руками такие заготовки будет непросто. Выполняя сварочные работы, следует помнить, что титан, медь, алюминий, силумин и бронза имеют физические и химические различия по сравнению с чугуном и сталью. При расплавлении стали или цветных сплавов жидкий металл имеет свойство поглощать примеси, образующиеся в результате плавления под действием высоких температур, что приводит к наличию в сварочном шве пористости. Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Аргонодуговая сварка является универсальным методом, технология которого используется для ремонта кузовного железа, внутреннего угла двери автомобиля, алюминиевых элементов кузова и поддона картера, для установки дополнительного оборудования и сварки тонкого металла. Нередко для выполнения таких работ используется техника применения газа с поддувом, причем расход аргона даже в таком случае будет меньше, чем гелия при его применении. Детали могут соединяться встык или внахлест, чаще всего работу проводят неплавящимся электродом из вольфрама, а для розжига электродуги применяют осциллятор.
Основным моментом является предварительная подготовка металла к сварке: кромки, предназначенные для соединения, зачищают от поверхностной пленки оксидов, а затем обезжиривают с помощью растворителя. Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
В зависимости от типа свариваемых материалов выбирается и присадка. Это может быть проволока из алюминия, нержавеющей стали, а также медно-никелевые или латунные прутки. Состав сплава у присадочных материалов указывается в соответствующем справочнике по маркировке, имеющейся на конце прутка
Кроме того, важно правильно выбрать и сам сварочный аппарат. Например, для соединения медной детали с алюминием, толщина которых не превышает 7 мм, потребуется мощное сварочное оборудование промышленного типа, которое дает мощность до 400–500 А
Настройка аппарата перед началом работы является важным условием, причем сила тока и напряжение выбираются исходя из размера вольфрамового или обычного электрода.
У современных аппаратов имеется опция «Заварка кратера», она применяется для того, чтобы обеспечить плавное угасание дуги после того, как формирование шва будет завершено. Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
- выполняется зачистка кромок, и если материал довольно толстый, то делают скосы для сварочного шва, а затем обезжиривают поверхность металла;
- все детали фиксируются специальными зажимами, после чего можно приступать к выполнению процесса сварки;
- осуществляют поджиг электрической дуги, причем если эта процедура контактная, то на горелке нажимают кнопку и электродом прикасаются к одной из кромок металла, а при бесконтактном розжиге такого касания делать не нужно;
- следующим этапом выполняют сварочную ванну, для этого допускается сделать несколько поперечных колебательных движений сварочным электродом по стыкуемому материалу в области сварного шва, при этом присадка должна начать плавление и равномерно распределяться в сварочной ванне;
- инертный газ в процессе работы обдувает место сварки, но это должно происходить умеренно, чтобы не разбрызгивать металл и не мешать его плавлению.
Опытные сварщики рекомендуют соединять тонкие листы металла без применения присадки. Чтобы выполнить сварочный шов, вольфрамовый электрод располагают под небольшим углом таким образом, чтобы кромка одного листа наплавлялась на кромку второго листа.
О сварке аргоном смотрите далее.
Техника сваривания
Сварка TIG производится по следующему алгоритму:
- Сборка сварочного аппарата: соединение инвертора с осциллятором, накрутка редуктора, подготовка баллона с аргоном, подключение горелки.
- Очистка свариваемой поверхности.
- Подача инертного газа.
- Включение горелки и розжиг электрической дуги.
- Регулировка движения дуги, подача проволоки.
- Формирование шва.
Во время сваривания горелку необходимо держать в левой руке. Угол между электродом и проволокой должен составлять 90°. Электрический проводник нужно расположить на расстоянии 0,2 см от свариваемой поверхности
Важно правильно настроить подачу аргона, газ должен подаваться перед включением источника питания

Основные параметры режима ручной сварки TIG
Режим ручной аргонодуговой сварки имеет следующие параметры:
- сварочный ток: характеризуется полярностью и силой;
- диаметр электрода;
- скорость сваривания;
- сила тока;
- расход защитного газа.
Существуют также дополнительные параметры ручного режима сварки TIG. К ним относятся положение шва, покрытие электрода и толщина свариваемых деталей.




Особенности сварки алюминия и алюминиевых сплавов
Сварку алюминия необходимо производить при переменном токе, что позволит очистить поверхность металла от оксидной пленки. Перед свариванием необходимо обезжирить заготовки с помощью растворителя. Во время обработки алюминия присадочная проволока должна перемещаться вдоль шва. Ее нужно расположить перед электрическим проводником. Наивысшее качество шва при сваривании алюминия обеспечивается при сварке деталей в горизонтальном положении.

Суть и способы сварки
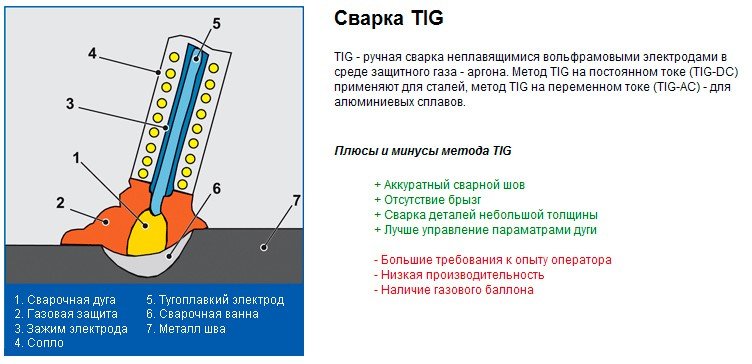
 Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
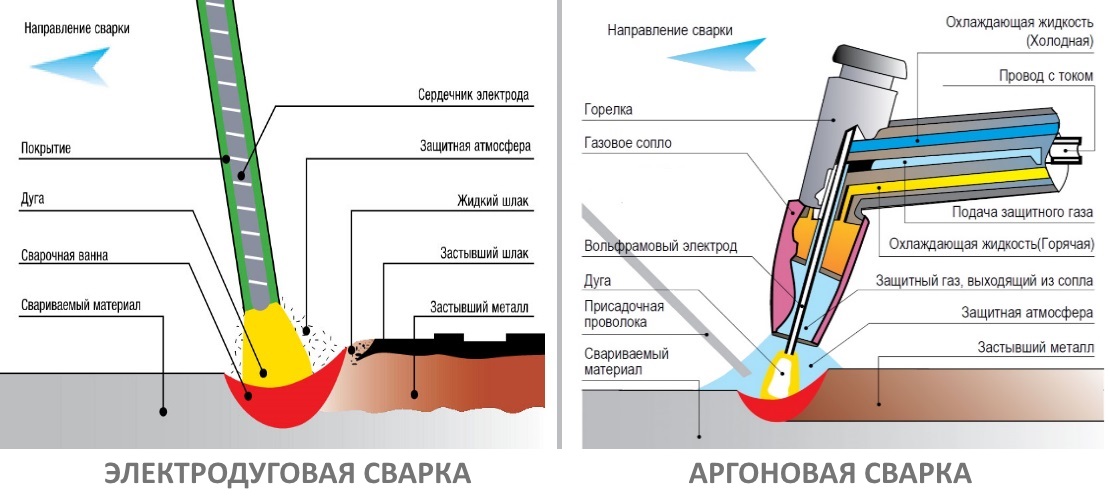
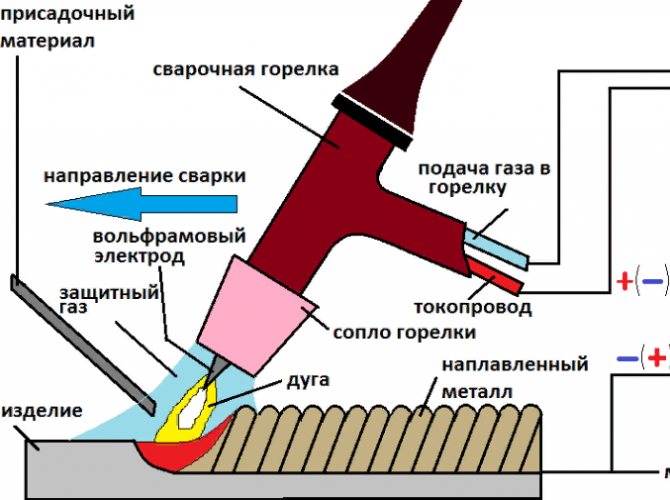
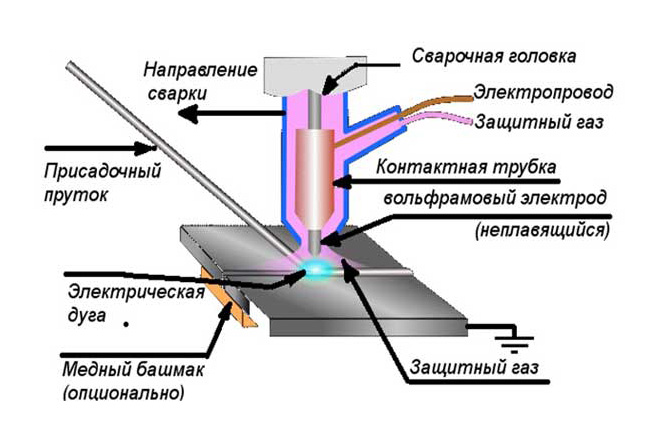
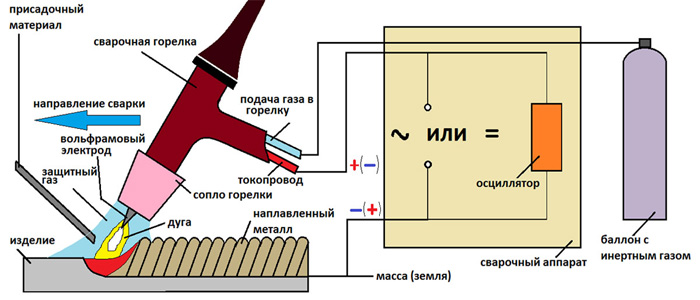
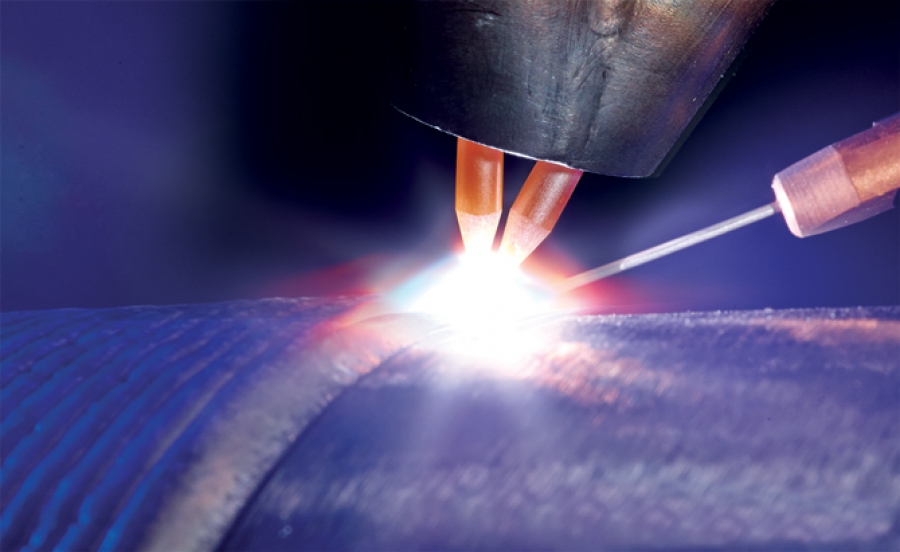
Между изделием и неплавящимся электродом образуется электрическая дуга, которая расплавляет кромки присадочного металла и свариваемого изделия. Горелкой в зону сварки подаётся газ, который защищает сварочную ванну, торец присадочной проволоки, электрическую дугу и кристаллизующийся шов от воздействия воздуха.

Классификацию ручной сварки можно представить:
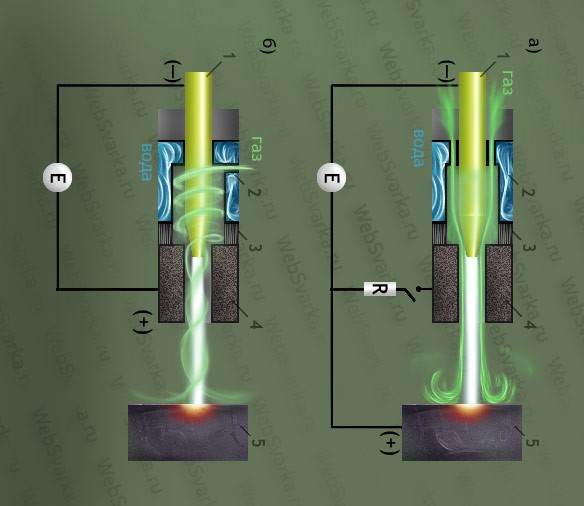
- По способу зажигания дуги. Дуга зажигается касанием поверхности свариваемого изделия электродом или формирование дуги осуществляется при помощи выводных планок. Практичнее и проще сформировать дугу особым блоком — осциллятором.
- По виду потока защищённого газа. Газ должен равномерно распространяться по всему сечению сопла. Это достигается при ламинарном потоке или в газовой камере.
- По виду защитного газа. В качестве защитного газа может применяться аргон, гелий, азот или смесь газов.
- По виду дугового разряда. Возможна сварка непрерывно горящей дугой или сжатой дугой. Применяется импульсно-дуговая сварка, когда в процессе работы дуга пульсирует с заданным соотношением паузы и импульса.
- По техническим признакам. Сварка осуществляется погруженной или проникающей дугой, спаренными электродами и пучком электродов.
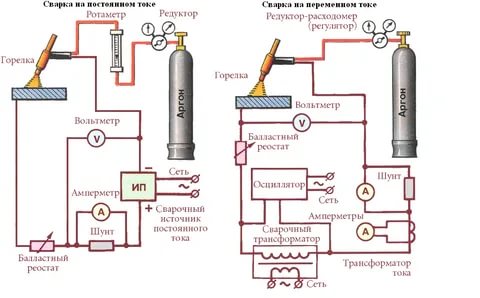
- По видам тока. Сварка бывает на постоянном или на переменном токе.
ТИГ-сварка является универсальным видом соединения самых различных металлов при любом положении в пространстве.
Особенности сварки в среде аргона
Характерной особенностью аргонодуговой сварки неплавящимся вольфрамовым электродом
при использовании переменного тока является возникновение в сварочной цепи составляющей
постоянного тока, величина которого может достигать 50% от величины эффективного
значения переменного тока сварочной цепи.
Выпрямление тока, т.е. появление составляющей постоянного тока, зависит от
формы и размеров вольфрамового электрода, свариваемого материала и выбранных
режимов сварки (силы тока, скорости сварки и длины сварочной дуги). Появление
в сварочной цепи составляющей постоянного тока оказывает отрицательное влияние.
Это влияние особенно сильно сказывается при
сварке алюминия и сплавов на его основе.
При чрезмерной величине составляющей постоянного тока стабильность горения
дуги снижается, качество поверхности наплавленного металла снижается. В
сварном шве образуются дефекты (подрезы, чешуйчатость), снижается прочность
и пластичность сварного шва.
Преимущества и недостатки аргонодуговой сварки
В общем случае, рекомендовать применение какого-либо одного газа для сварки
(аргона, гелия, азота или др.) нельзя. Применение того или иного газа зависит
от технологии сварки конкретного металла или сплава, или исходя из технико-экономических
показателей. Но в целом, аргонодуговая сварка обладает рядом преимуществ по
сравнению со сваркой в среде других газов:
1. Аргон, так же как и гелий, относится к инертным газам, которые не взаимодействуют
ни с какими металлами и другими газами и не растворяются в расплавленном металле.
2. Аргон тяжелее воздуха и поэтому надёжно защищает зону сварки, вытесняя из
неё воздух. Дуга в среде аргона обладает высокой стабильностью.
3. Аргон – это достаточно распространённый газ, по сравнению с другими инертными
газами, в частности, с гелием. Его содержание в воздухе составляет около 0,9%,
в связи с этим аргон является самым дешёвым из инертных газов.
4. Ещё одно преимущество аргона (над гелием) в том, что расход аргона на 30-35%
меньше расхода гелия (при прочих равных условиях) из-за того, что аргон в 10
раз тяжелее гелия.
Благодаря своим преимуществам, сварка в среде аргона получила достаточно большое
распространение при сварке различных материалов. Но у аргонодуговой сварки есть
и недостатки. Ручная сварка в среде аргона затруднена. При ручной аргонодуговой
сварке не рекомендуется выполнять колебательные движения электродом из-за возможного
нарушения защиты зоны сварки. В связи с этим производительность ручной сварки
в среде аргона оказывается невелика. А сварку
автоматическую не во всех случаях возможно применить.
Техника ручной аргонодуговой сварки
При ручной аргонодуговой сварке вольфрамовый электрод с одной стороны затачивают
на конус. Длина заточки составляет два-три диаметра электрода.
Электрическая дуга зажигается на специальной угольной пластине. Не рекомендуется
зажигать дугу на основном металле из-за возможности загрязнения и оплавления
конца электрода.
 Для
Для
возбуждения дуги можно применить источник питания с повышенным напряжением холостого
хода или дополнительный источник питания с высоким напряжением (осциллятор),
т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем
кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой
стабильностью.

Для защиты металла шва от окисления со стороны корня, с обратной стороны, рекомендуется
обеспечивать поддувание защитных газов. При сварке трубопроводов защитный газ
продувают внутри трубы.
Ручную дуговую сварку, как мы уже говорили выше по тексту, выполняют без резких,
колебательных движений электрода из-за возможного нарушения газовой защиты.
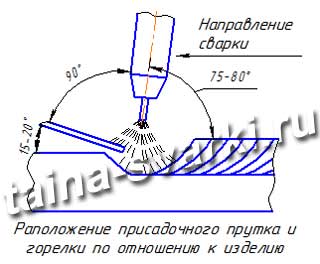
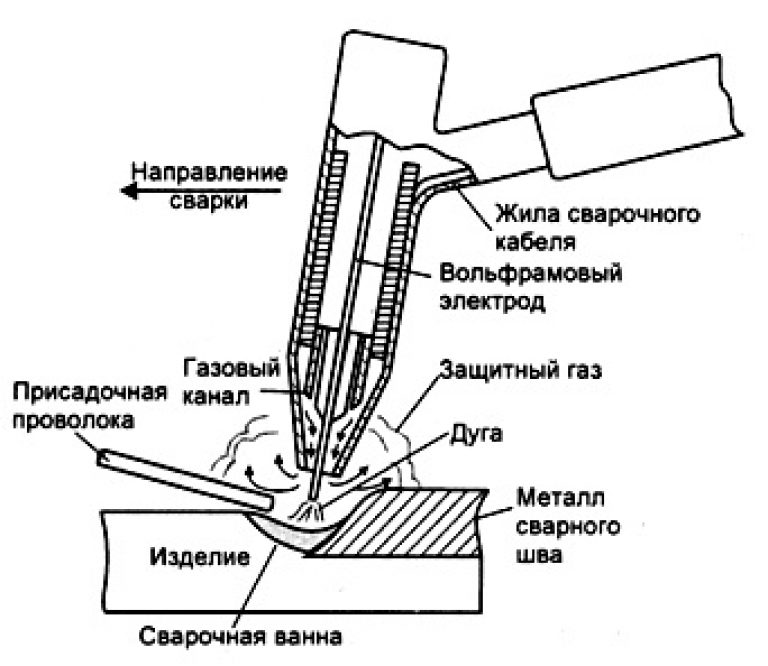
Сварочную горелку располагают под углом 75-80° к свариваемому изделию (см. рисунок
слева). Присадочную проволоку располагают под углом 90° относительно оси мундштука
горелки. Пи этом угол между сварным изделием и проволокой составляет 15-20°.
Сварку выполняют “углом вперёд”.
Технология сварки аргоном
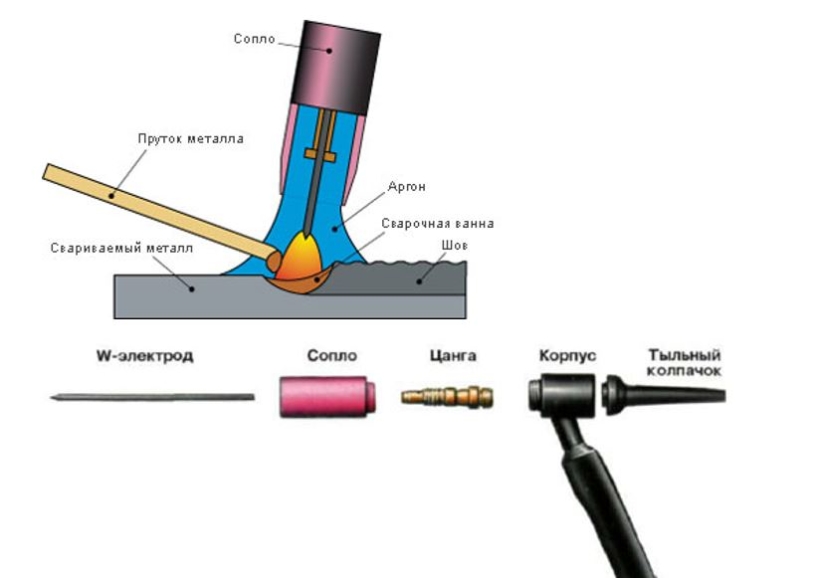
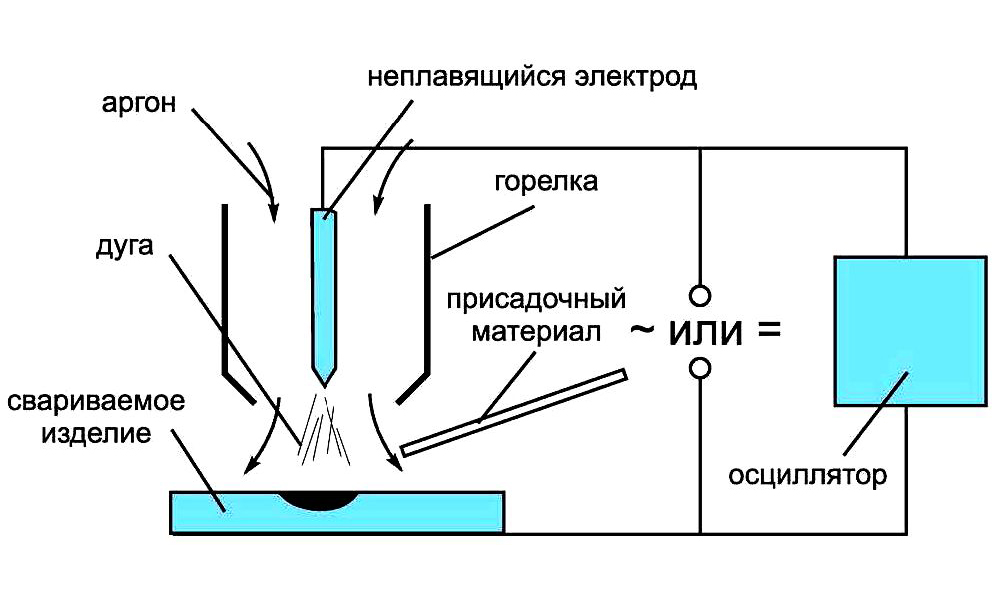
Суть технологии сварки аргоном заключается в создании дуги между изделием и графитовым стержнем, и удержание её в процессе работы. Тут важную роль играет неплавящийся электрод. Вольфрамовый электрод представляет собой стержень не большой длины, установленный в сварочную горелку. Небольшой конец вольфрамового стержня выступает за пределы сопла горелки. Аргон подаётся через сопло горелки в зону сварки.
Зажигание дуги производится не так как в ручной дуговой сварке плавящимся электродом. Касаться электродом изделия, для замыкания дуги запрещено. Это может испортить электрод. Зажигание происходит на расстоянии от свариваемого металла. Нажатием на кнопку расположенную на горелки произойдёт загорание дуги. Этот процесс выполняет осциллятор, задача которого состоит в зажигании дуги и поддержании стабильного горения дуги. Вместе с нажатием на кнопку в зону сварки подаётся защитный газ.
В зажженную дугу подаётся присадочный материал. Подача осуществляется плавно, свободной рукой, без резких движений. Движение при сварке – продольное. Наклон горелки должен быть в сторону формирующегося шва. Таким образом, шов полностью закрывается защитным газом. Не стоит растягивать дугу, иначе это может привести к ухудшению качества соединения. Не стоит резко начинать сварку после зажигания дуги. Должно пройти примерно 1-1,5 секунд, для того что бы пошёл газ. Точно также не стоит резко обрывать сварку.
Режимы сварки TIG
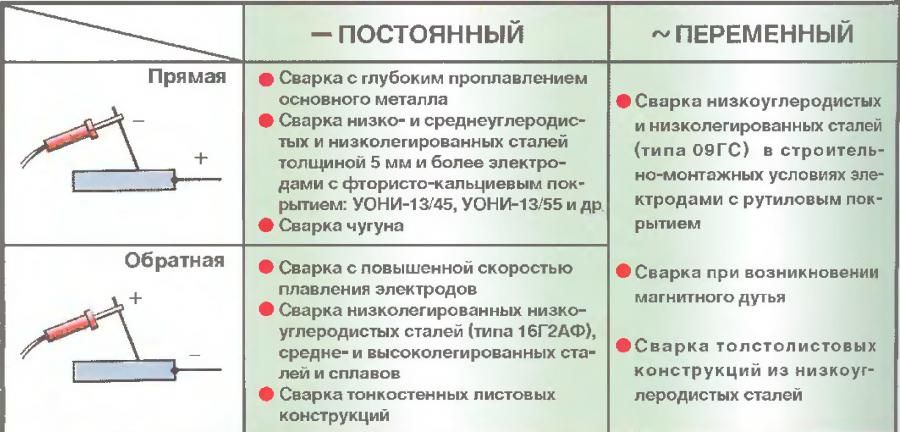
При выборе режимов сварки TIG, первым делом следует учитывать метал который предстоит варить. От этого будет зависеть не только полярность, а и род тока. Так при сварке углеродистых, высоколегированных сталей, а также цветные металлы, варят на постоянном токе прямой полярности. Алюминий является исключением. Алюминий обычно варят на переменном токе. На переменном токе происходит эффективное разрушение оксидной плёнки. Хотя на постоянном токе с обратной полярностью алюминий тоже можно варить.
В таблице ниже приведены основные режимы аргонодуговой сварки углеродистых сталей:
| Толщина свариваемого металла, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | Постоянный ток прямой полярности | 30-60 | 11-15 | 2/1,6 | 12-28 | 2,5-3,0 |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15-33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-23 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | – | 10,0 |
Основные режимы сварки алюминия и его сплавов на переменном токе приведены в таблице ниже:
| Толщина свариваемого металла, мм | Диаметр электрода и присадочной проволоки, мм | Ток сварки, А |
| 1-2 | 2/1,6 | 50-70 |
| 4-6 | 3/2,5 | 100-130 |
| 6-10 | 5/3,5 | 220-300 |
| 11-15 | 6/4 | 280-360 |
Во время сварки, особенно алюминия, необходимо соблюдать основные правила:
- Электрод и присадка располагаются перпендикулярно по отношению к материалу;
- Следует избегать колебания электрода в поперечной плоскости;
- Длина дуги – от 1,5 до 2,5 миллиметра;
- Сварка выполняется справа налево.
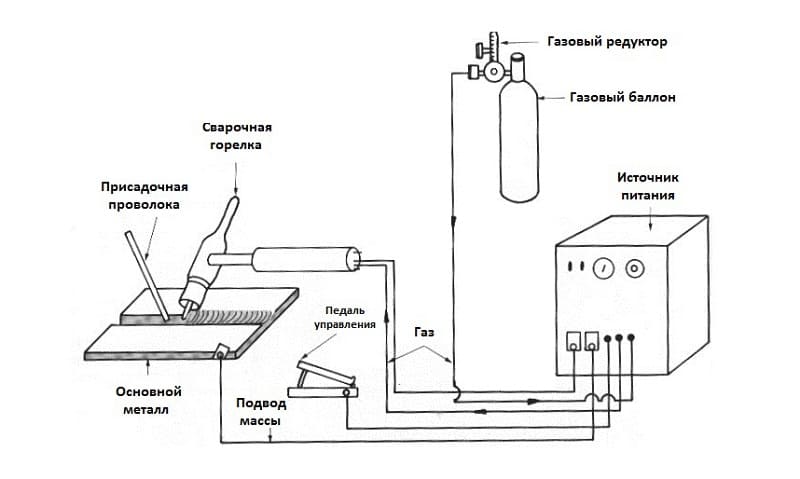
Оборудование для сварка металла аргоном
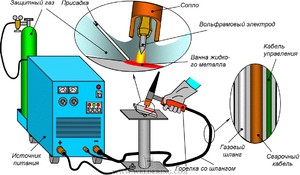
Аппараты для сварки металла аргоном могут идти в цельном блоке, так из отдельных блоков. Но как бы то ни было, у всех у них один и тот же принцип работы. Состоит оборудование для аргонодуговой сварки из:
- Источник сварочного тока. Может быть постоянным, переменным или комбинированным. Последнее время все аппараты поддерживают выбор рода тока;
- Осциллятор. Как уже выше говорилось: поджигает дугу, а при переменном токе поддерживает стабильное горение;
- Установка для управления сварочным процессом. Позволяет регулировать параметры сварки;
- Горелка с рукавом. Предназначена для держания графитового электрода и подача аргона в зону сварки;
- Приспособление для подачи аргона в аппарат, и дальнейшее поступление его через рукава к горелке.
Преимущество сварки стали аргоном
Аргонодуговая сварка стали имеет массу преимуществ. Вот самые основные:
- Сварка тонколистового металла любого состава;
- Выполнение сварки цветных металлов и их сплавов;
- Сварка титана и его сплавов;
- Качественный шов.
Недостатки аргонодуговой сварки металлов
К недостаткам следует отнести:
- Низкая скорость сварки;
- Высокая стоимость аргона.
Несмотря на это всё, аргонодуговая сварка стали на сегодняшний день занимает высокую популярность. Видь с её помощью можно сварить абсолютно любой металл, даже в домашних условиях. А аргон надёжно защитит сварной шов от всех внешних неблагоприятных факторов.
Режимы
Для выбора оптимального режима аргонно-дуговой сварки аргонщику приходится оперировать множеством параметров. При настройке сварочного оборудования учитываются:
- Род тока – постоянный (переменный используется при сварочных работах с алюминием, бериллием, магнием, их сплавами).
- Полярность тока – прямая.
- Сила тока – выбирается с учетом свариваемого материала и диаметра электрода.
- Напряжение дуги – влияет на длину дуги, ширину шва, глубину проплавления.
- Скорость процесса – подбирается индивидуально.
- Расход аргона – зависит от объема и длительности работ.
- Расстояние между кончиком электрода и присадкой – сварка встык: 3–5 мм, угловые, тавровые соединения: 5–8 мм.
При сварочных работах аргонно-дуговым методам не стоит забывать о средствах защиты, представленных маской и перчатками. Хотя метод не сопровождается чрезмерным выделением дыма, его лучше проводить в хорошо проветриваемом помещении.
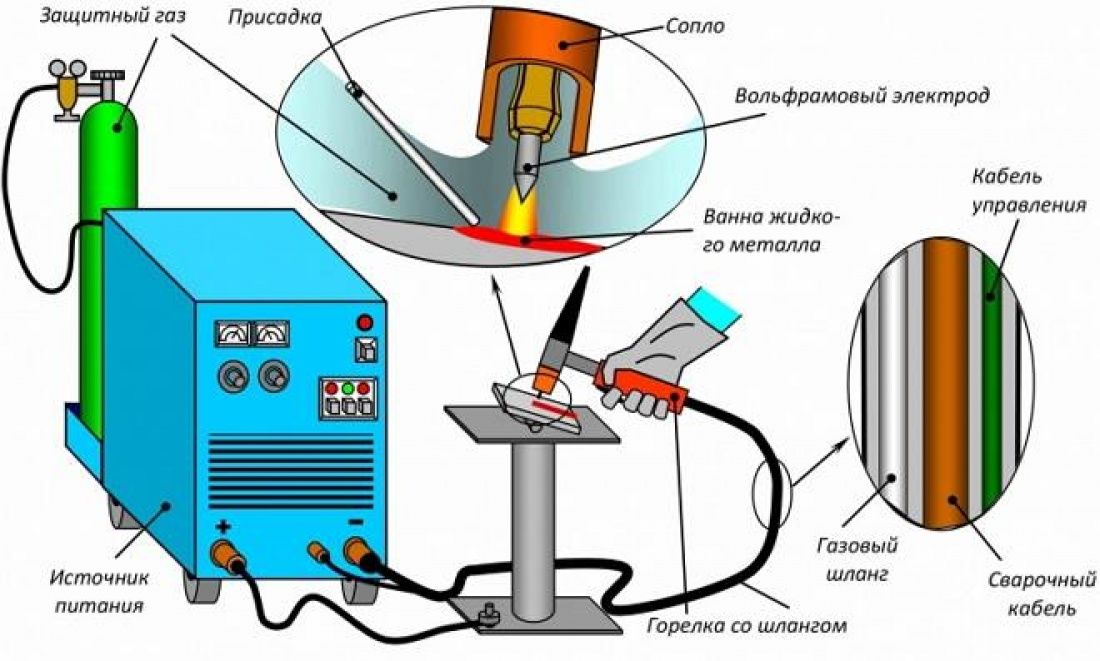
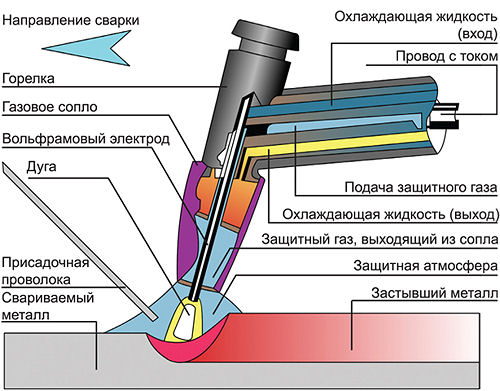
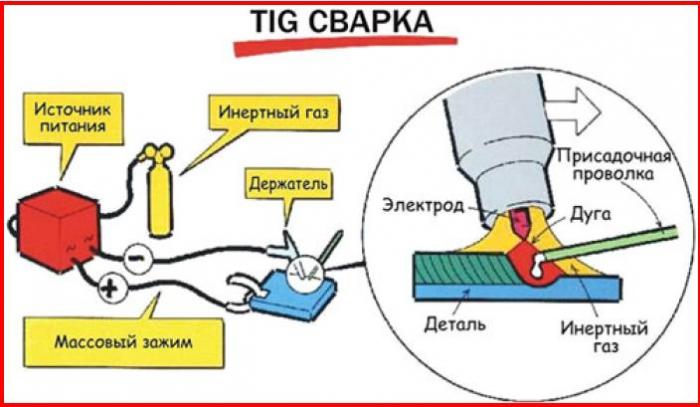
Принцип работы
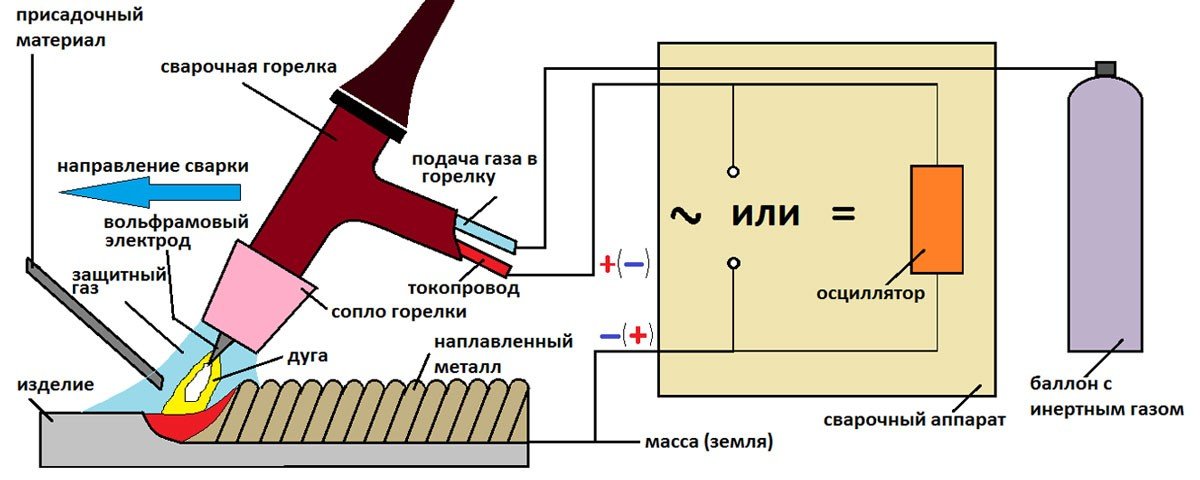
Оборудование для аргонной сварки состоит из: сварочного аппарата ― в который входит инверторный преобразователь для образования электродуги, осциллятор, горелка, баллон с аргоном, газовые шланги и сварочные кабеля.
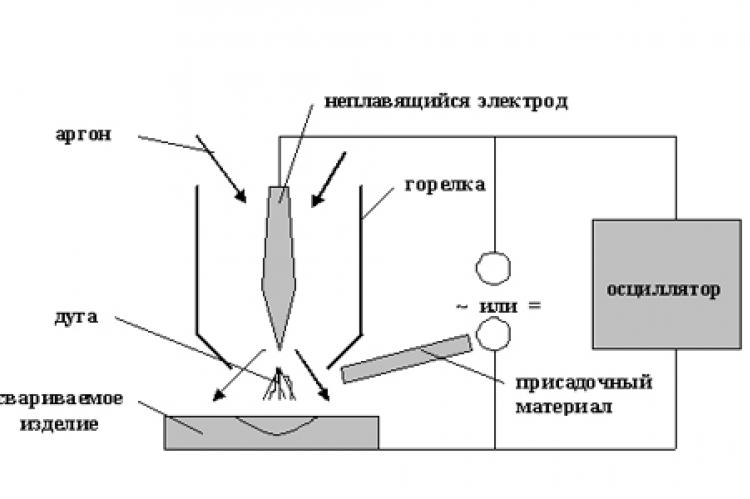
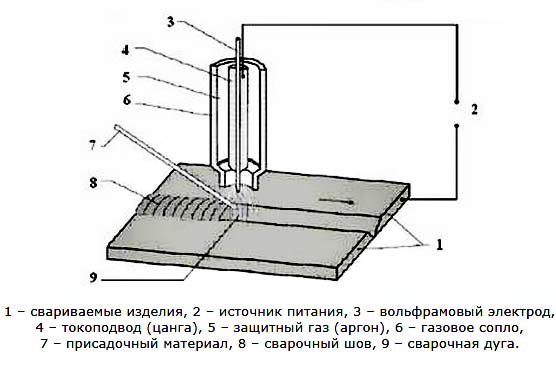
Аргонодуговая сварка (tig) неплавящимся электродом
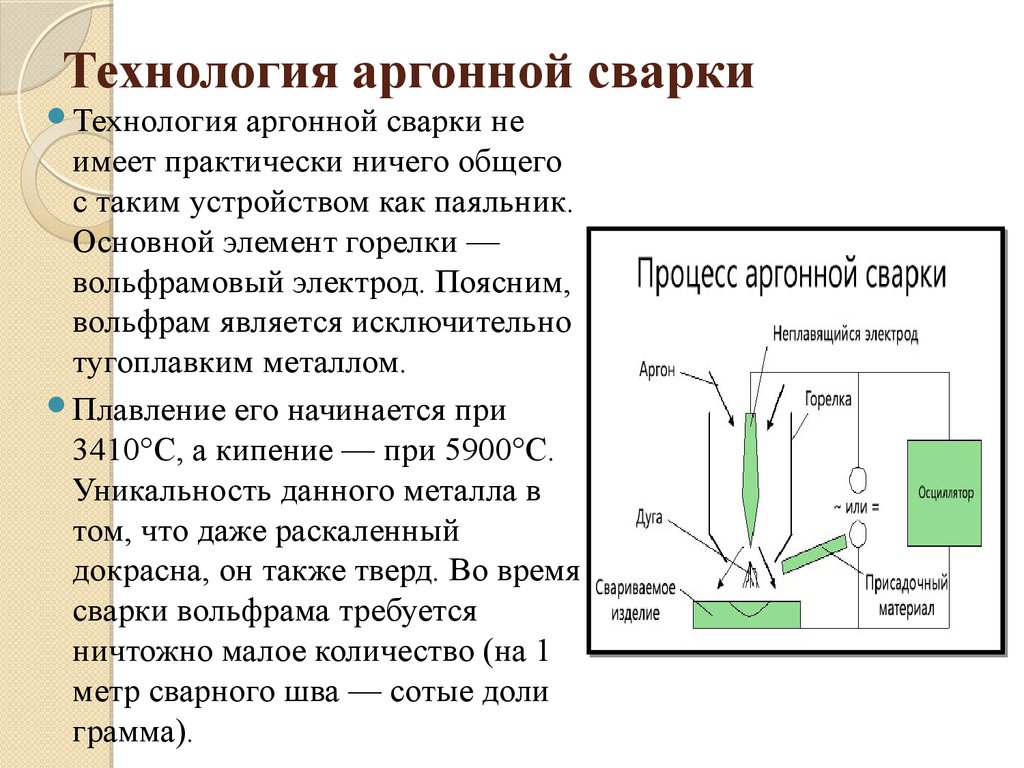
Перед началом работы включается аппарат и подается аргон. Для образования электродуги, сварщик приближает вольфрамовый (при сварке неплавящим электродом) электрод на небольшое расстояние к детали. На этом этапе есть один важный нюанс. Дуга не сможет образоваться при прямом соединении электрода с деталью, как при электросварке. Это из-за того, что для создания в среде аргона дуги, необходима высокая ионизация. А так как вольфрамовый электрод тугоплавкий (температура плавления около 5000 °C) и практически не сгорает, отсутствует образование газов, способствующих ионизации и зажиганию дуги. Потому в таких случаях используется ― осциллятор. Осциллятор ― это устройство, обычно установленное в сварочном аппарате для аргонодуговой сварки, которое зажигает электродугу в случае с неплавящим электродом. Происходит это следующим образом: поднося горелку с вольфрамовым электродом на небольшое расстояние к детали, осциллятор подает на электрод высоковольтный импульс высокой частоты, который электрически пробивает расстояние к детали образуя ионизацию в газовой среде. Благодаря этому происходит зажигание дуги и дальнейшее ее горение.
При использовании постоянного тока сварки, применяется подключение прямой полярности. То есть на корпус изделия подается «плюс», а на электрод «минус». Делается так потому, что при таком подключении, на детали, то есть «плюсе», выделяется до 70% тепла, а на электроде ― «минусе» всего 30%. Вследствие этого, металл детали плавится, а электрод меньше подвержен сгоранию. Исключением является сварка алюминия. В этом случае лучшие результаты получаются при сварке переменным током, так как при этом разрушается образование оксидной пленки. Что касается осциллятора, то при использовании переменного тока, после зажигания дуги, он переходит в режим стабилизации, подавая импульсы пробоя каждый раз, когда меняется полярность. Это обеспечивает стабильное горение электродуги.
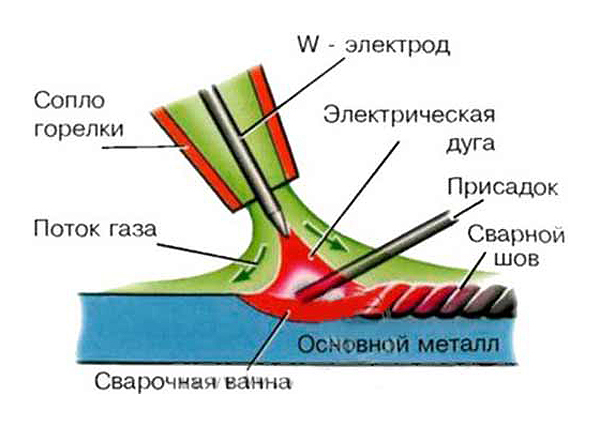


Ввиду того, что вольфрамовый электрод не плавится, для образования шва в место горения дуги добавляется присадочный материал, который сварщик держит левой рукой, и при надобности подает.
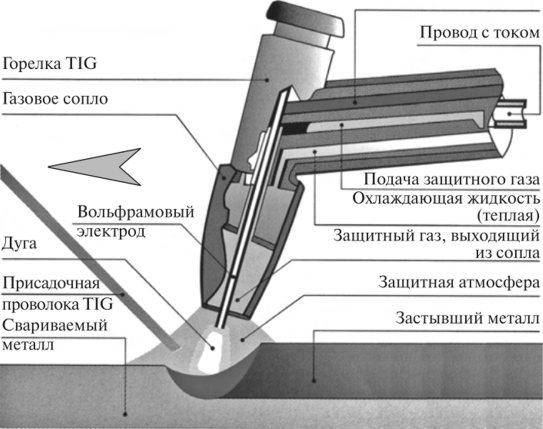
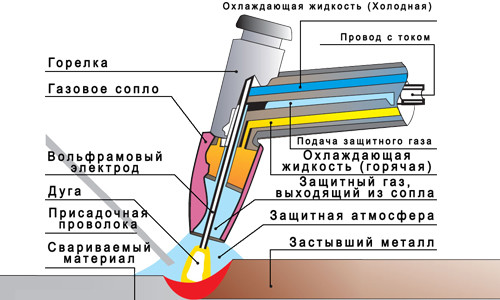
В соединяемых деталях под действием температуры образуется ванночка с расплавленным металлом. Так как горелка имеет вход для подключения газового шланга, аргон по специальной полости проходит к газовому соплу и вырывается наружу между ним и вольфрамовым электродом. Таким образом, как бы «окутывая» электрод и варочную ванночку.
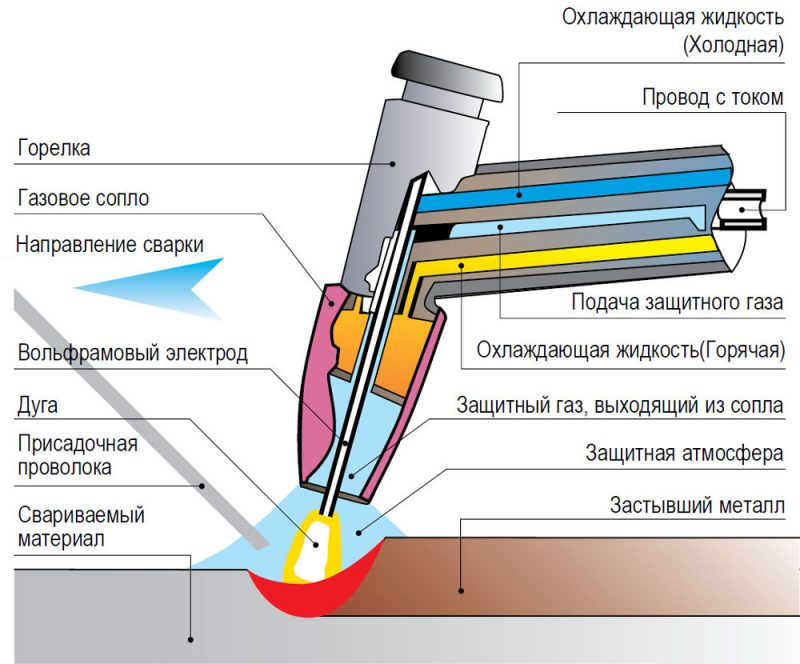
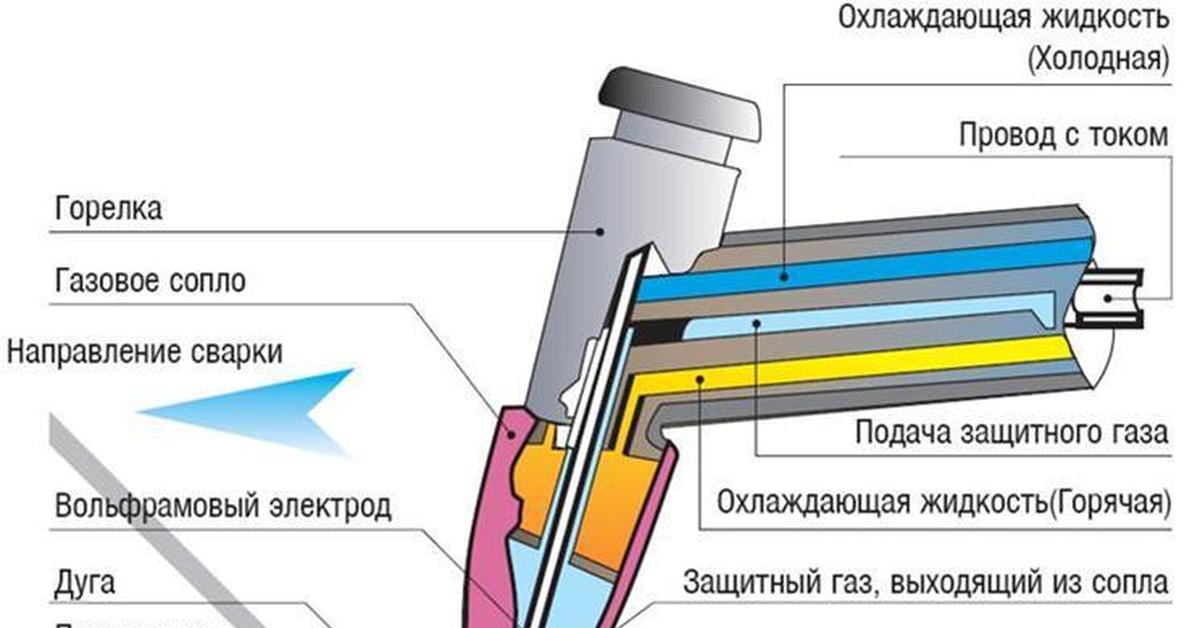
Помимо полости для газа, еще горелка имеет впускной и выпускной патрубки для подачи холодной жидкости и отвода нагретой. Это необходимо для охлаждения сопла горелки ввиду сильного перегрева.
Аргонодуговая сварка плавящимся электродом
В этом случае, роль электрода выполняет стержень из металла, с нанесением рутила. При прямом касании электродом детали, происходит короткое замыкание (как при обычной электродуговой сварке), вследствие чего образуются пары расплавленного металла, которые и дают ионизацию в газовой среде аргона. Дуга зажигается благодаря этим парам, поэтому применение осциллятора в этом случае нет необходимости. Присадочная проволока подается вручную или специальным автоматизированным механизмом, в виде барабана с проволокой, роликов и электродвигателя с редуктором. Обычно такой вид оборудования находиться на специализированном сварочном посту.

Наименьшая рабочая сила тока
Большое значение для получения качественного шва имеет стабильность электродуги
Особенно важно это при работе вольфрамовым электродом по тонколистовому прокату. Опытные сварщики предпочитают устанавливать значения до 10 А и не пользоваться функцией быстрого старта, чтобы избежать прожигания или разбрызгивания при подаче стартового импульса большой силы
Высокая стабильность электродуги позволяет получить отличное качество шва
Это особенно важно для угловых соединений, например, при ремонте оторванной лопасти лодочного винта
https://youtube.com/watch?v=hx2OhIV9TRs
Не менее важна стабильность электродуги при окончании шва. Рекомендуется несколько снижать амперы, чтобы полость в конце соединения была заполнена. Если этого не сделать, незаполненная полость может стать местом начала трещины при охлаждении и кристаллизации.
Ряд моделей аппаратов аргонодуговой сварки снабжены электронной схемой, по команде плавно снижающей силу тока в конце шва. Эта же система обеспечивает плавный розжиг дуги без подачи мощного стартового импульса.
Порядок работы и ее параметры
Прежде всего следует хорошенько очистить свариваемые кромки от ржавчины, грязи, следов масла или краски. Затем нужно обдумать и рассчитать следующие параметры: величину сварочного тока, давление аргона при его подаче, толщину электрода.
Электрод нужно подготовить: его кончик следует заточить и отполировать на наждачном круге. Острота кончика будет зависеть от толщины кромок свариваемых заготовок. Если, к примеру, вы планируете варить тонкий металл, кончик должен быть заточен очень остро. И, соответственно, при работе с толстыми краями угол заточки увеличивается.

Устройство горелки для аргонодуговой сварки.
Сила сварочного тока влияет на параметры шва и глубину проплавки. Розжиг электрической дуги можно произвести тремя способами:
- Провести иглой по металлу: данный способ не очень популярный, потому что часто происходит прилипание электрода в дополнение к его быстрому стачиванию.
- Точечно коснуться, это называется Lift TIG и используется в аппаратах средней ценовой категории.
- Бесконтактный розжиг – самый удобный способ, применяется в дорогом оборудовании.
Дуга также ведет себя по-разному, в зависимости от планируемого результата. Для того, чтобы сварочный шов был высокого качества, следует держать и контролировать точный зазор между свариваемой поверхностью и иглой наконечника в три миллиметра.







Если зазор будет шире, степень проплавки снизится из-за расширения сварочной ванны. Направление формирования шва всегда идет справа налево без каких-либо колебаний. Такие правила работают при работах с тонкими краями металлов.
Если вы планируете варить толстые заготовки, сначала нужно произвести разделку кромок с углом в 45°. Швы выполняются по-разному: корневой шов – ровно, а заполняющий и накладной швы – с помощью колебательных движений с дополнительной присадочной проволокой.
Если соединение имеет стыковую форму, вылет иглы должен составлять 5 мм. Ну а если соединение имеет угловой формат, размеры устанавливаются индивидуально в зависимости от размера выходного отверстия сопла и степени доступности в рабочей зоне.
Преимущества и недостатки аргонодуговой сварки
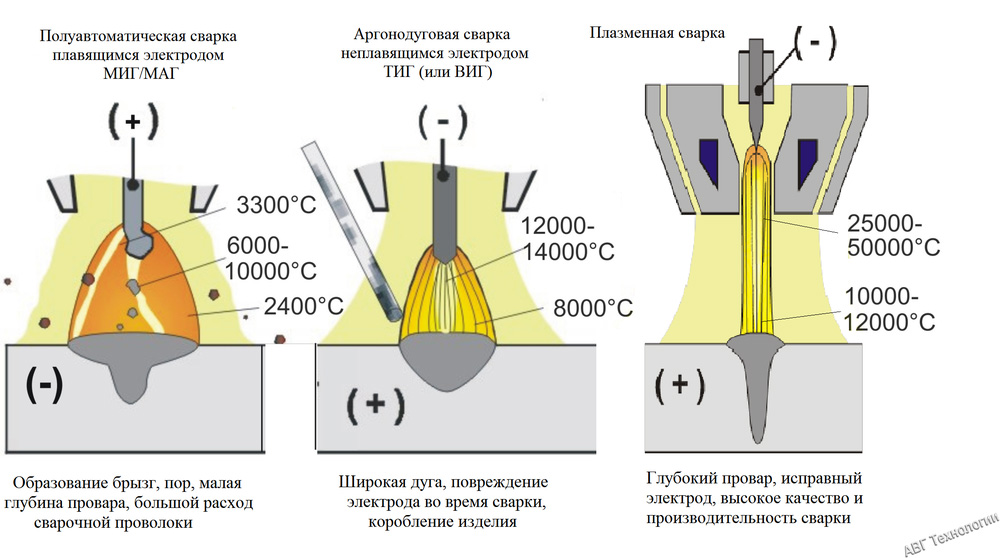
Одним из методов сварки металлов является ММА, при котором работа производится плавящимися покрытыми электродами, переменным или постоянным (AC/DC) выходным током. Кроме того, широко используется полуавтоматическая сварка MIG/MAG в среде защитного или активного газа. Следующей, промежуточной по ценовой категории, является TIG сварка, которую иначе называют аргонодуговым методом. В нём процесс сварки металлов дугой короткого замыкания производится неплавким вольфрамовым электродом в среде защитного газа, препятствующего окислению на открытом воздухе.
В качестве источника АС/DC-тока используется сварочный инвертор, оснащённый евроразъёмом, через который подаётся газ и выходной ток к горелке, а также проходят управляющие сигналы. В отличие от метода MIG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Через горелку с сеткой подаётся газ, а затем с задержкой в 1 секунду — напряжение. Это делается для того, чтобы сварка начиналась в среде защитного газа, который подаётся под давлением и будучи тяжелее воздуха препятствует окислению заготовок.
Лучше понять, что такое TIG-сварка, поможет оценка достоинств и недостатков данного способа соединения металлов, особенно в сравнении с методами MMA и MIG. К преимуществам аргонодуговой сварки относятся следующие параметры:
- возможность работать как с тонкостенными деталями, так и с заготовками значительной толщины;
- работа в AC/DC-режимах;
- широкие диапазоны регулировки параметров сварочного тока;
- использование негорючих газов, что повышает безопасность работ;
- тугоплавкие электроды многоразового использования;
- надёжный, цанговый зажим горелки для сменных электродов различной толщины;
- наличие осциллятора для улучшенного розжига дуги;
- возможность работы с прямой и обратной полярностью.
У этого метода есть и определённые недостатки, которые не оказывают существенного влияния на рабочий процесс. Они заключаются в следующем:
- невысокая скорость сварки по сравнению с другими методами;
- необходимость работы в закрытых помещениях, чтобы исключить перерасход газа;
- малая мобильность;
- ручная подача сварочной проволоки.
Важно знать, что сварочные работы являются источником повышенной опасности, и необходимо пользоваться специальной одеждой, крагами и защитной маской Хамелеон или идентичной ей.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
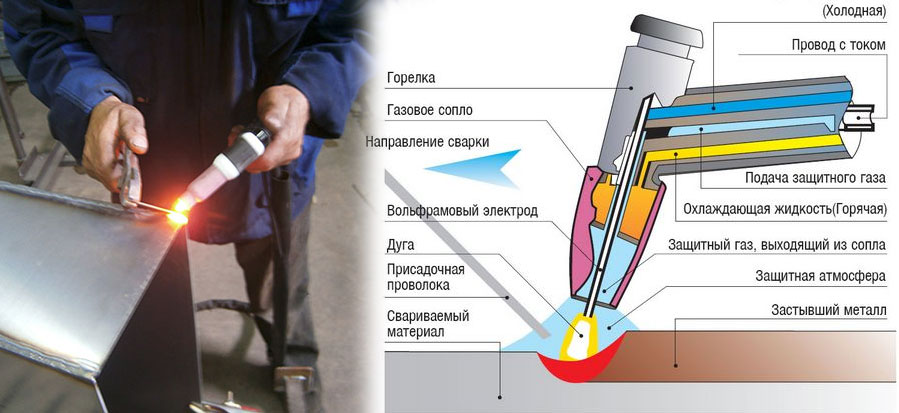
Правильная аргоновая горелка
Горелка для аргоновой сварки.
Задачи горелки – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
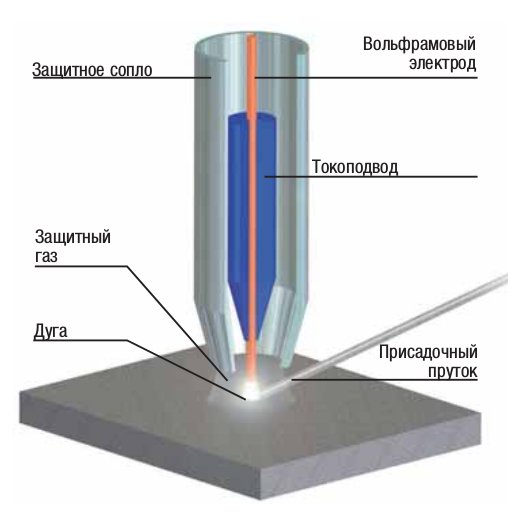
Главный элемент аргоновой горелки – специальный резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата для аргоновой сварки. Вокруг электрода подается газ.








Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом
Процесс сварки горелкой с защитным газом.
В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
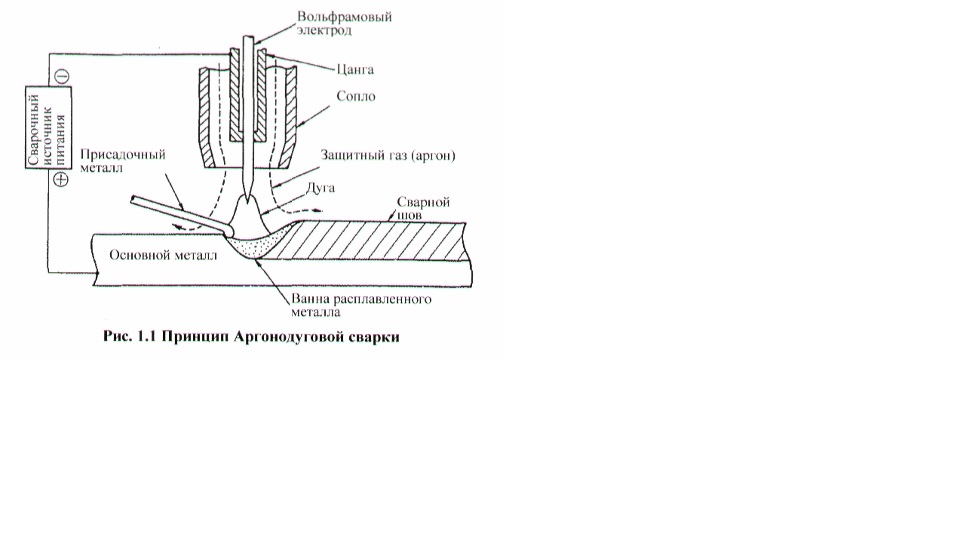
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.
Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом
Современные технологии сварки.
Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с неплавящимися электродами.





