
Режимы работы и технология сварки TIG
Металлы и сплавы в зависимости от физико-химических свойств свариваются в разных режимах работы источника тока. Причиной этому является тугоплавкость окисной плёнки или толщина заготовок. На разнообразных режимах сварки достигается необходимая глубина провара применительно к конкретной задаче и определённому металлу. Методу ТИГ доступны следующие режимы работ:
- способ с применением постоянного тока (DC) различной полярности;
- работа на переменном выходном, высокочастотном токе (AC) с использованием различных вольтамперных характеристик для щадящего воздействия на детали;
- способ бесконтактного высоковольтного розжига дуги с помощью осциллятора, формирующего разряд.
Постоянный ток используется при сварке сплавов алюминия и магния с обратной полярностью, что обеспечивает хорошие прочностные характеристики сварочного шва и позволяет разрушить тугоплавкую оксидную плёнку на поверхности заготовок. Кроме того, используется соответствующие сварочные прутки, которые подаются в зону плавления вручную поступательными движениями. Остальные виды металлов свариваются постоянным током прямой полярности с присадочной проволокой и подбором силы тока.
Работа с использованием переменного тока называется импульсной сваркой, поскольку разогрев металла происходит на пиковых значениях высокочастотных колебаний. При базовых показаниях силы тока нагрев заготовок снижается, что не допускает перегрева (особенно тонкостенного) металла. Тугоплавкий электрод необходимо держать под углом, близким к 90о, но с наклоном в сторону направления сварочного процесса без поперечных движений, а пруток подавать лёгкими поступательными колебаниями в сварочную ванночку.
Очень важно следить за чистотой заготовок, сварочного прутка и вольфрамового электрода, иначе качество работы резко падает. Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода
Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии
Осциллятор путём подачи на заготовки высоковольтного слаботочного напряжения позволяет осуществить розжиг дуги бесконтактным способом, что предотвращает загрязнение рабочей поверхности электрода. Что касается инертного аргона, то он выпускается высшей и первой степени очистки и часто используется в смеси с гелием. Это сочетание позволяет достигать наилучшего результата, но иногда аргон используется в смеси с углекислым газом для экономии.
Это интересно: Сварочный аппарат Энергомаш — модели инверторов для новичков
Выбор режима
 Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Характерна сварка алюминия, оксидная пленка которого на поверхности имеет высокую температуру плавления. При сварке алюминиевых деталей на токе обратной полярности оксидная пленка эффективно разрушается за счет активной бомбардировки ионами аргона поверхности соединяемых деталей. Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Для сварки в защитных газах часто применяется осциллятор. В случае использования переменного тока это устройство облегчает зажигание сварочной дуги, а когда та загорится, играет роль стабилизатора. Когда меняется полярность переменного тока, возможна деионизация (затухание) дуги. Во избежание этого осциллятор при смене полярности электротока формирует электрические импульсы, подавая их на сварочную дугу.
На выбор тока влияют:
- Свойства обрабатываемого материала.
- Геометрические размеры заготовок.
- Размеры используемых электродов.
 Для выбора параметра рекомендуется обратиться к специальной литературе.
Для выбора параметра рекомендуется обратиться к специальной литературе.
Немаловажный параметр — расход аргона, который выбирается в зависимости от скорости подачи присадочного материала и скорости сносящих воздушных потоков. Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Кроме аргона, в защитную смесь часто добавляется немного кислорода (3−5%). В данном случае кислород вступает в реакцию с вредными примесями (влага, грязь, проч.) на поверхности соединяемых частей. В результате примеси сгорают или преобразуются в шлак, который всплывает на поверхность шва.
Кислород не используется для сварки меди, так как получается оксид меди. Данное соединение, реагируя с водородом из окружающего воздуха, образует водяной пар, который стремится выйти наружу из металла шва. Из-за этого в сварном шве образуется множество пор, что негативно сказывается на его качестве.
Плюсы и минусы использования Ar и других инертных газов
Аргонной называют сварочный процесс, проходящий в среде чистых инертных газов и смесей, защищающих расплав металла от окисления, насыщения водородом, азотом.
Сначала о преимуществах аргонодуговой сварки:
- Защитная среда ионизируется, поддерживается ровное горение дуги;
- Фактически максимальная защита как электрода, так и присадки от атмосферных газов;
- Можно соединять тонкие листовые заготовки без деформации;
- Высокопроизводительный сварочный процесс;
- Широкая номенклатура применяемых металлов и сплавов;
- Формируется однородный по структуре шов;
- Снижается риск непроваров, пор, подрезов и других дефектов;
- После работы не требуется очищать шовный валик от следов окалины, также за счет этого повышается производительность;
- Инертный газ безвреден, не оказывает вредного влияния на организм, окружающую среду.
Недостатком метода могут явиться громоздкое оборудование, необходимо к месту работы транспортировать баллон и систему подачи газа. Увеличиваются производственные затраты на расходники.









Промышленные образцы
Несомненный лидер на рынке современных инверторов для сварки с аргоном – это известная компания TIGER.
Небольшие по своим габаритам и универсальные модели этой фирмы (TIGER 170, 200 и 210 DC, в частности) заметно превосходят своих конкурентов по соотношению цены и качества.
Посредством аппаратов TIG от немецко-бельгийских производителей удаётся сваривать не только тонкие стальные заготовки, но и листовые материалы толщиной до 6-ти миллиметров.
Одновременно с этим в этом агрегате предусмотрен полный набор дополнительных возможностей, обеспечивающих управление стартовыми токами розжига дуги.
Такая функция позволяет без всяких проблем и прожогов варить все известные разновидности тонколистового материала и другие виды сложных металлических изделий.
При небольших размерах и малой массе этого сварочного аппарата класса TIG (его вес составляет не более 5,4 кг) он, тем не менее, оснащено микропроцессорной системой управления и встроенной памятью на 99 режимов сварки.
Их установка и выставление других рабочих параметров реализуются посредством простого и интуитивно понятного интерфейса с ограниченным количеством переключателей и выводом информации на цифровой дисплей.
Для проведения достаточно сложных сварочных операций (в число которых входит и сварка алюминия) оборудование класса TIG подходит идеально.
Единственное, о чём следует побеспокоиться перед покупкой конкретного аппарата – это ознакомиться с характеристиками данной модели и оценить её с точки зрения профессионального сварщика.
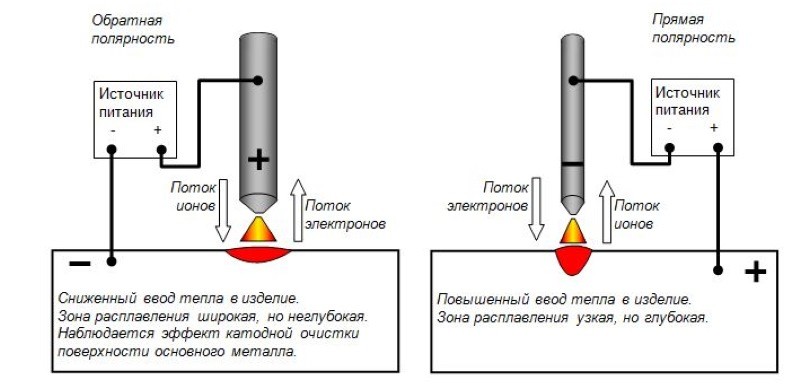
Влияние полярности тока на процесс сварки TIG
Сваривание металлов при помощи технологии TIG может осуществляется различными способами. Режиме аргонодуговой сварки зависят от полярности. Этот параметр определяет характер взаимодействия инертного газа и электрода. Выделяют 2 разновидности полярности:
- Прямая: повышенный ввод тепловой энергии в свариваемое изделие. Отличается узкой зоной расплавления.
- Обратная: повышенный ввод тепла в электрод. Зона расплавления отличается небольшой глубиной.
Обратная и прямая полярности отличаются несимметричностью выделения тепла. Этот параметр характеризуется напряжением в отдельных областях дуги и видом тока.
Постоянный ток
Во время сваривания деталей при постоянном токе применяется прямая полярность. Сварка в этом режиме имеет следующие преимущества:
- Низкий расход электрической энергии.
- Позволяет обрабатывать узкие участки деталей.
- Увеличение скорости и эффективности сваривания.
Сварка при постоянном токе отличается высокой сложностью технологического процесса, поэтому она используется редко.
Переменный ток
Во время сваривания заготовок при переменном токе используется обратная полярность. В этом режиме смена полюсов осуществляется в автоматическом режиме. Переменный ток обеспечивает стабильность горения электрической дуги. Он позволяет очистить поверхность металлов от оксидной пленки, что улучшает качество шва. Сварка при переменном токе отличается низкой сложность технологического процесса и часто используется на крупных производствах.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.










Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Сварочный источник питания
Для подачи электричества в процессе TIG сварки используются следующие виды источников питания:
- Блок питания для MMA сварки. Он имеет внешнюю вольтамперную характеристику, позволяющую осуществлять розжиг электрической дуги.
- Блок питания AC/DC. Он оснащен функциональными кнопками, позволяющими регулировать форму шва. С помощью этого устройства можно производить сварку как при переменном, так и при постоянном токе.
- Установки PROTIG и MECHTIG. Они созданы на базе инверторного источника питания DC. Управление процессом сварки осуществляется при помощи компьютерного устройства.

Выбирать блок питания необходимо в соответствии со схемами сварочного инвертора. В противном случае приборы не смогут подключиться к единой электросети
Важно, чтобы сварочные инверторы для TIG сварки были оборудованы влагоотделителями. Они не позволяют влаге проникнуть аргоновую среду
При попадании жидкости на свариваемую поверхность на шве появиться множество трещин.
Краткий обзор моделей для TIG сварки
Лидером на рынке компактных сварочников ТИГ является немецко-бельгийская фирма TIGER. Универсальная и эффективная модель TIGER 170 DC не имеет равных конкурентов по соотношению веса и возможностей своей производительности. Этот аппарат может сваривать как тонкостенный стальной лист толщиной всего в 0,2 мм, так и листовой материал до 6 мм включительно, при этом имеет набор дополнительных функций по регулировке токов розжига дуги, что позволяет без прожогов варить тонколистовой материал. Несмотря на незначительные размеры и вес всего в 5,4 кг он укомплектован микропроцессорным управлением и памятью для сохранения установленных режимов сварки на 99 ячеек. Установка параметров и режимов работы осуществляется с помощью простого и доступного интерфейса, состоящего из отдельных ручек управления и цифрового дисплея. К достоинствам этой модели можно отнести наличие дополнительных функций: Intelligent Ignition Energy, высокочастотный розжиг Lift-Arc и возможность сваривать по обычной технологии ММА простыми электродами до 4 мм в диаметре.
TIGER 210 AC/DC
Модель TIGER 210 AC/DC относиться уже к более продвинутым и высокопроизводительным моделям. Она не только способна сваривать в двух режимах сварки при переменном AC и постоянном DC токе практически все виды металлов и их сплавов, но и может работать на автоматизированных или роботизированных производственных линиях. При весе в 8,4 кг этот сварочный аппарат имеет все достоинства присущие младшей модели, а также функцию Electronic Stabilised Arc, благодаря которой способен производить компенсацию перепада напряжения для ММА режима работы при общей длине сварочных кабелей в 100 метров и с электродами до 5 мм.
HAMER TIG-200DC
Аппарат HAMER TIG-200DC также предназначается для работы в двух основных режимах, включая MMA сварку простыми электродами. Он является идеальным вариантом для работы с черными металлами и нержавеющей сталью и адаптирован для использования в гаражах, частных домах, деревнях и дачных кооперативах, т. е. там, где возможны колебания сетевого напряжения. Эта модель предназначена работать на постоянных сварочных токах от 10 до 200 А от сетевого напряжения 230 В при весе в 9 кг. Ее главным достоинством является относительно невысокая цена при наличии всех необходимых функций tig сварки.
ELAND TORS-200
Сварочный TIG аппарат ELAND TORS-200 китайского производства имеет все схожие основные характеристики с ранее указанными моделями. Он имеет вес в 9 кг и рабочие токи в 10-200 ампер, но отличается в лучшую сторону набором дополнительных функций, таких, как легкий розжиг дуги, задержку при угасании дуги, антизалипание электрода, высокочастотные и импульсные TIG режимы работы. А также отличительной чертой этой модели является практически полная комплектация дополнительными приспособлениями и расходными запчастями для работы как по технологии TIG, так по ММА сварке, при этом имея небольшую прибавку в стоимости.
В любом случае выбор остается за вами, а если у вас есть свой опыт работы с TIG-сваркой, то поделитесь им в блоке .
Поиск записей с помощью фильтра:
Промышленные образцы
Несомненный лидер на рынке современных инверторов для сварки с аргоном – это известная компания TIGER.
Небольшие по своим габаритам и универсальные модели этой фирмы (TIGER 170, 200 и 210 DC, в частности) заметно превосходят своих конкурентов по соотношению цены и качества.
Посредством аппаратов TIG от немецко-бельгийских производителей удаётся сваривать не только тонкие стальные заготовки, но и листовые материалы толщиной до 6-ти миллиметров.
Одновременно с этим в этом агрегате предусмотрен полный набор дополнительных возможностей, обеспечивающих управление стартовыми токами розжига дуги.
Такая функция позволяет без всяких проблем и прожогов варить все известные разновидности тонколистового материала и другие виды сложных металлических изделий.
При небольших размерах и малой массе этого сварочного аппарата класса TIG (его вес составляет не более 5,4 кг) он, тем не менее, оснащено микропроцессорной системой управления и встроенной памятью на 99 режимов сварки.
Их установка и выставление других рабочих параметров реализуются посредством простого и интуитивно понятного интерфейса с ограниченным количеством переключателей и выводом информации на цифровой дисплей.










Для проведения достаточно сложных сварочных операций (в число которых входит и ) оборудование класса TIG подходит идеально.
Единственное, о чём следует побеспокоиться перед покупкой конкретного аппарата – это ознакомиться с характеристиками данной модели и оценить её с точки зрения профессионального сварщика.
Критерии выбора
Перед приобретением сварочного аппарата TIG необходимо заранее определиться с тем, с какой целью он будет использоваться и в каких условиях эксплуатироваться.
В первую очередь необходимо обратить внимание на его функционал, под которым в данном случае понимаются следующие расширенные возможности:
- допустимость работы от источника любого напряжения (220 или 380 Вольт);
- наличие в TIG аппарате сразу двух режимов сварочного тока;
- возможность изменять его полярность;
- включение в функционал режима «PULS», обеспечивающего возможность импульсной обработки неплавящимся электродом нержавейки с повышенным коэффициентом вязкости;
- допустимость длительной работы в токовых режимах до 180 Ампер и выше (эти режимы используются при сплавлении заготовок толщиной более 6-ти миллиметров);
- наличие в комплекте горелки с водным охлаждением, которую сварщику удобно было бы подключать к стационарным охлаждающим устройствам;
- оснащённость цифровым табло (дисплеем), облегчающим визуальный контроль выставленных режимов;
- возможность качественно сваривать заготовки в составе автоматизированных комплексов и допустимость работы по всем известным технологиям.
Наличие у приобретаемой модели сварочного аппарата TIG всех представленных функций делает работу более эффективной. Под расширенным функционалом понимается наличие HF-осциллятора (возможности бесконтактного поджигания дуги) и режима «DOWN SLOP», обеспечивающего плавное понижение интенсивности дугового разряда.
Кроме того, к таким дополнениям можно отнести и возможность изменения баланса полярности токовых характеристик при работе в режиме АC («BALANCE»).
Горелка с водяным охлаждением обязательно должна быть укомплектована стыковочными переходниками типового размера.
Благодаря широким возможностям можно сказать, что сварочный аппарат класса ТИГ относится к разряду профессионального оборудования, работать на котором по силам только опытным специалистам.
Простота использования
Аргонодуговой метод требует определенной квалификации и опыта работника. Для начинающих сварщиков будут полезны ясность в обозначениях органов управления и удобство работы с ними. Чем меньше он отвлекается от собственно рабочего процесса, тем быстрее его освоит. Хорошо помогает в этом возможность использования педали управления силой тока, освобождающая руки и дающая возможность оперативно и точно управлять процессом, особенно в начале и в конце шва. Для работы с легкими металлами на переменном напряжении — это обязательная принадлежность.
https://youtube.com/watch?v=Q1Hp4duHhUc
Рукоятка должна удобно ложиться в руку, а шланг — не стеснять движений. Это пригодится при проварке внутренних швов в труднодоступных местах.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Оборудование для тиг сварки
При выборе конкретного аппарата аргоновой TIG/WIG сварки прежде всего необходимо четко определиться с такими критериями, как:
- финансовые возможности, так как модели сварочного оборудования такого типа далеко не из дешевых;
- вид сварочных работ и их периодичность;
- вид и толщина свариваемого металла;
- тип источника электроэнергии напряжением в 200В или 380В.
Для выполнения сварочных работ в небольших объемах для домашнего использования хорошо подойдут универсальные эффективные аппараты TIGER 170 DC и TIGER 210 AC/DC, которые, обладая одними из самых маленьких размеров в своем классе, впечатляют при этом своей практически полной функциональностью. При весе всего в 5,4 и 8,4 кг эти аппараты соответственно способны выдавать сварочные токи в 170 А постоянного тока (DC) и 210 А AC/DC.
Программируемая электроника высокопроизводительного инвертора данных моделей с частотой преобразователя в 100 кГц и 230В подойдет не только для простого механического использования, но и способна работать в составе автоматизированных или роботизированных производственных линий.
Следующим уровнем технологического оборудования для ТИГ сварки являются модели аппаратов INVERTIG.PRO 240-450 DC + AC/DC или Барс Profi TIG 317 DP AC/DC, работающие от промышленного напряжения в 380 В. Они уже предназначаются для небольших производств и способны сваривать все марки черных и цветных металлов практически любой толщины. А также они отличаются более впечатляющими техническими характеристиками.










Этот уровень сварочного оборудования обладает максимальной энергоэффективностью инверторной технологии, способной работать на 200 кГц, поэтому они лучше всего подходят для использования на автоматическом или роботизированном производстве.
Основными расходными материалами, которые потребуются при использовании в работе сварочных аппаратов ТИГ технологии, будут съемные элементы конструкции горелок, такие как керамическое сопло, цанга, держатель цанги.
Если вы знаете какие-то особые нюансы при использовании ТИГ сварки, которые мы не раскрыли в статье, то поделитесь ими в блоке .
Поиск записей с помощью фильтра:
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
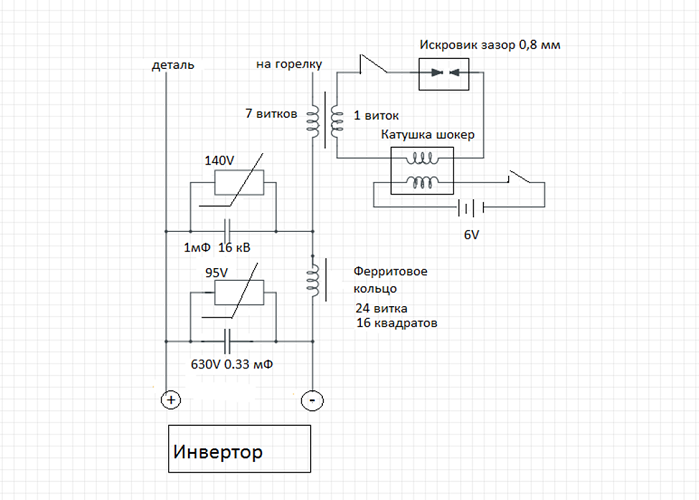
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.










Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Применение
ТИГ сварка активно используется в промышленности из-за высокой температуры горения электрической дуги. Эта технология позволяет сваривать детали из углеродистой и нержавеющей стали, чугуна, алюминия и иных тугоплавких металлов. Технология TIG нашла применение в следующих сферах:
- машиностроение;
- пищевая промышленность;
- строительство зданий и объектов инфраструктуры;
- сооружение нефтяных вышек и буровых конструкций;
- прокладка трубопроводов;
- космонавтика и ракетостроение;
- строительство самолетов, поездов и кораблей.

ТИГ сварка используется в бытовых условиях. С помощью этой технологии можно устранить трещины в радиаторе автомобиля, изготовить кухонную посуду или металлические сушители для полотенец.





