
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
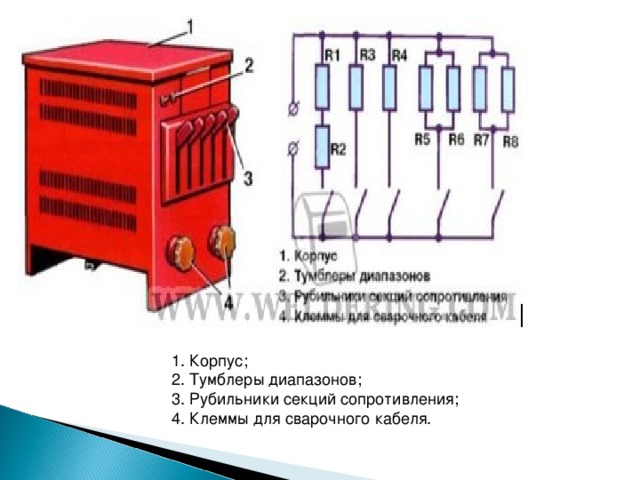
Балластный реостат

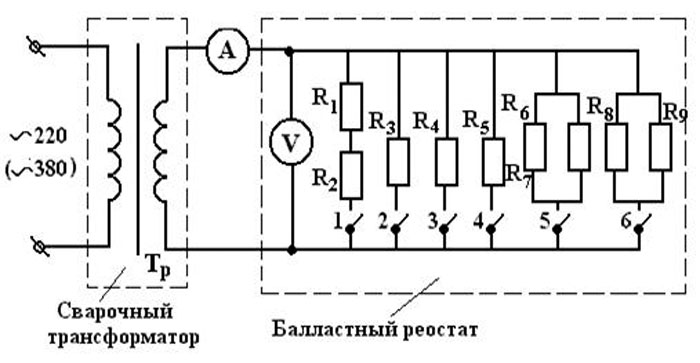
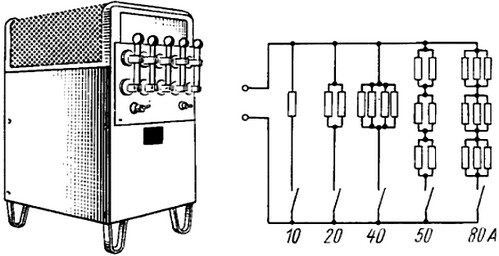
Балластный реостат – устройство, которое используется для регулировки уровня тока при выполнении сварочных работ. Его устройство представляет собой набор нескольких элементов сопротивления. Они выполнены из специальной проволоки из константана. Это позволяет добиться максимального омического сопротивления. В сварочную цепь данный агрегат подключается с помощью специальных рубильников.
Балластный реостат
Его подключение следует выполнять последовательно в цепь, при этом регулировка уровня сопротивления выполняется путем включения и отключения рабочих секций. Сварочные работы при подключенном реостате можно выполнять с силой тока с шагом 5-10А.
Устройство
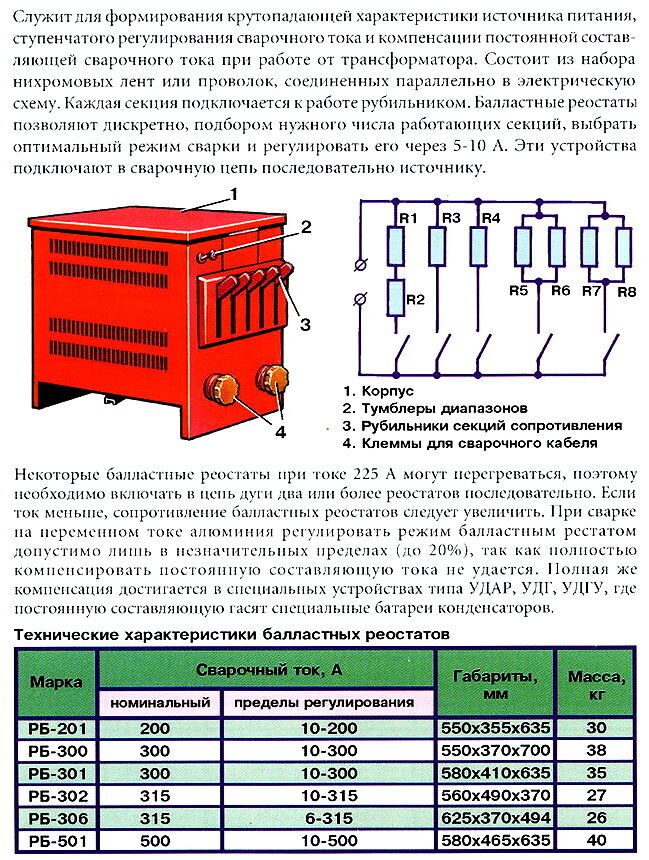
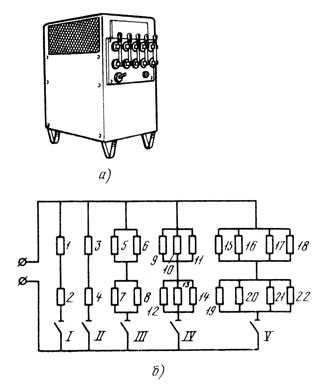
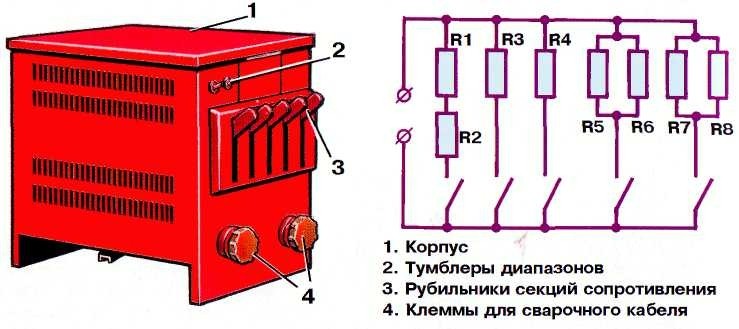
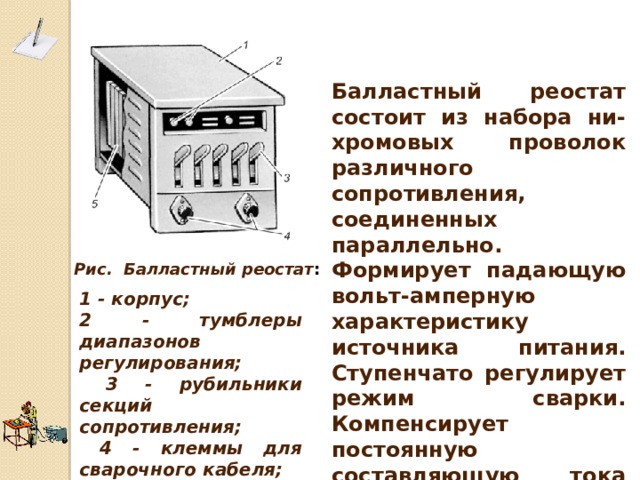
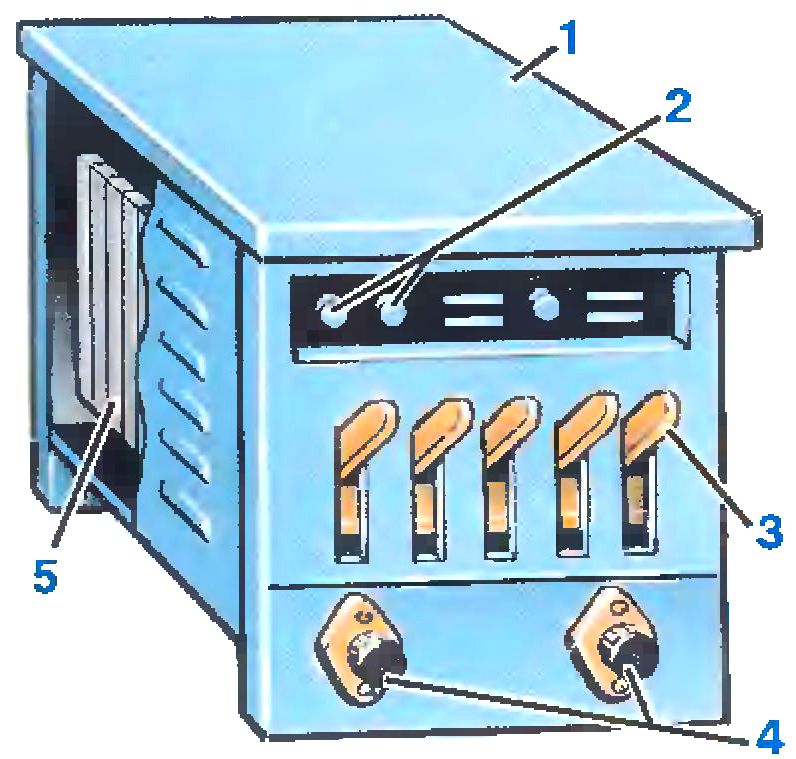
Устройство балластного реостата довольно таки простое: он состоит из рабочих секций, помещенных в корпус аппарата. На каждой секции установлен рубильник сопротивления, с помощью которого можно включать и выключать секции. Также в устройство входят клеммы для подключения к сварочной цепи.
Каждая секция представляет собой ленту из специального металла, для чего обычно используют проволоку из константана или нихрома. Также большинство аппаратов оборудованы блоком включения, позволяющего регулировать сварочный диапазон на необходимом уровне.
Все элементы управления, в том числе блок включения и тумблеры, обычно расположены на одной панели аппарата.
Следует отметить, что большинство современных моделей реостата оборудованы кулерной системой для охлаждения устройства, представленной встраиваемыми вентиляторами. Такая система помогает избегать перегрева при длительной работе устройства. Это позволяет работать при больших токах без необходимости подключения дополнительного реостата.
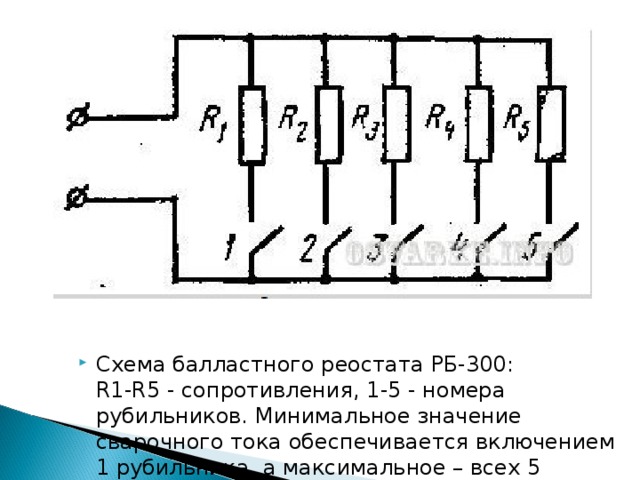
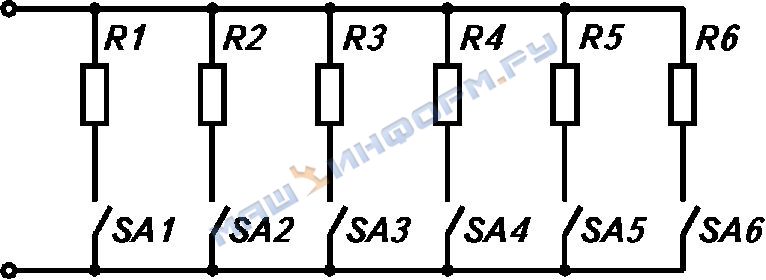
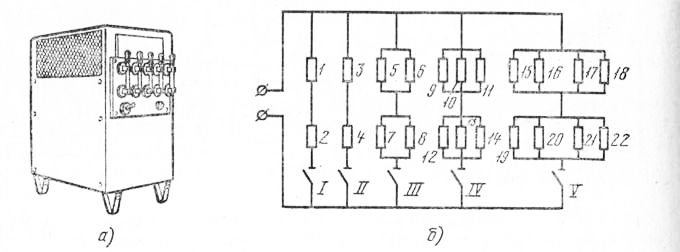
Схема балластного реостата
Следует отметить, что при перегрузе этому аппарату свойствен значительный нагрев, который возникает при силе тока в 225 А. Поэтому рекомендуется, во избежание конфузов и возникновения неисправностей, включать в цепь два реостата.
Назначение
Назначение балластного реостата довольно простое, но выполнение сварочных работ без его функции в некоторых случаях невозможно. Этот аппарат необходим для регуляции силы тока в необходимом диапазоне с помощью тумблеров и компенсации постоянной составляющей. Такой эффект возникает в тех случаях, когда сварочные работы выполняются от трансформатора.
Эффективность и стоимость реостата зависит от количества секций, с помощью каждой из которых можно определенным способом регулировать уровень сопротивления. Рубильник позволяет механическим способом разорвать цепь.
Параллельное соединение секций позволяет оптимально комбинировать работу каждой, что очень важно для сварочного аппарата, которым выполняются соответствующие работы. Шаг регулировки силы тока обычно находится в диапазоне от 5 до 10 А
Назначение пускорегулирующих резисторов
В настоящее время в качестве электропривода грузоподъемных устройств и кранов широко используют асинхронные электрические двигатели с фазным ротором. Для регулирования скорости и момента вращения электропривода этого типа применяют схему подключения в питающую цепь ротора специальных пускорегулирующих резисторов. Это обеспечивает возможность получить пониженную скорость вращения электродвигателя, что является основным требованием при подъеме и опускании груза.




Пускорегулирующие резисторы создают активное сопротивление в цепи питания обмоток электродвигателей. При выборе этих резисторов для кранового электропривода необходимо учитывать механические характеристики привода и мощность рассеяния тепловых потерь. В каждом индивидуальном случае схеме подключения кранового электропривода соответствует определенная величина механических параметров. Они отображают зависимость момента на валу двигателя от частоты вращения ротора электродвигателя. В большинстве случаев данные характеристики изображают в пересчете на относительные единицы. По этой причине сопротивление пускорегулирующих резисторов указывают в приведении к этим относительным единицам, а расчетный ток длительно допустимого режима работы указывают в процентном отношении от номинального значения для электродвигателя.
READ Как подключить плейстейшен 4 к интернету через ноутбук
Как это работает?
По своей сути это баластный реостат – специальное устройство для формирования повышенного сопротивления для сварочного электричества. Этот реостат отличается своей простотой. Он встроен во многие продвинутые и дорогие модели сварочных аппаратов, также его можно купить отдельно.
Кроме того, баластник можно соорудить самостоятельно без особых проблем. Нужно заметить, что каждый уважающий себя мастер сварки имеет в своих запасниках такое устройство.
По принципу своего действия сварочный баластник является точкой препятствия на пути перемещения электрического тока, это «пункт» высокого сопротивления. С внешней точки зрения он похож на сложную толстую пружину.
Зачем нужен балластник?
Эта пружина всегда снабжена подвижным контактом, который при передвижении вдоль пружины изменяет длину пути, который ток проходит по баластнику.
Особым разнообразием моделей это устройство похвастаться не может.
Некоторые различия есть, они определяются следующими критериями:
- Габариты пружины: чем она длиннее, тем длиннее путь электронов через все витки реостата, тем большее сопротивление снижает силу тока.
- Природа металла с определенными коэффициентами сопротивления.
- Толщина пружины также прямо пропорциональна силе сопротивления. Толщина связана с длиной реостата.
На деле выходит следующим образом: без баластного реостата ток имел бы силу в 250 А. Если подключить к этой цепи баластник, электрический поток начнет терять силу и на выходе имел бы всего 10 А.
Конечно, регулятором можно изменить длину пути по спирали, по который проходит поток. Потери в этом случае были бы другими.
Настройки балластного реостата
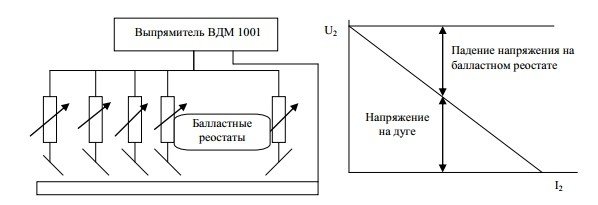
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
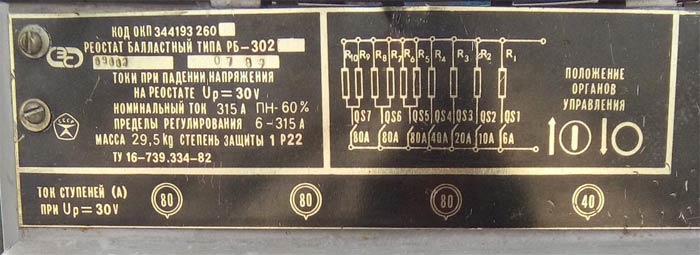
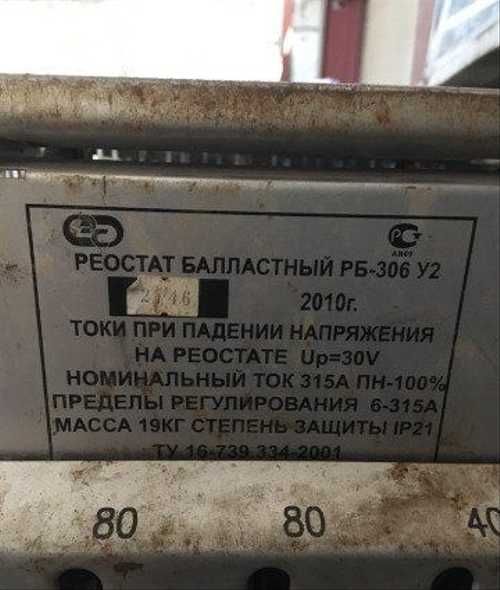
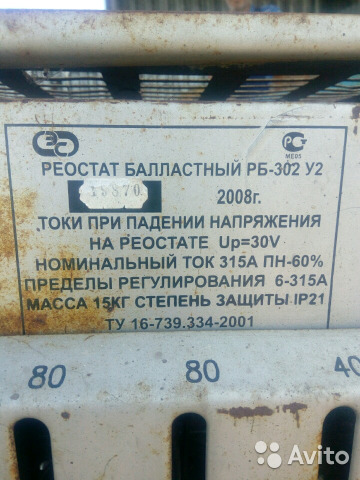
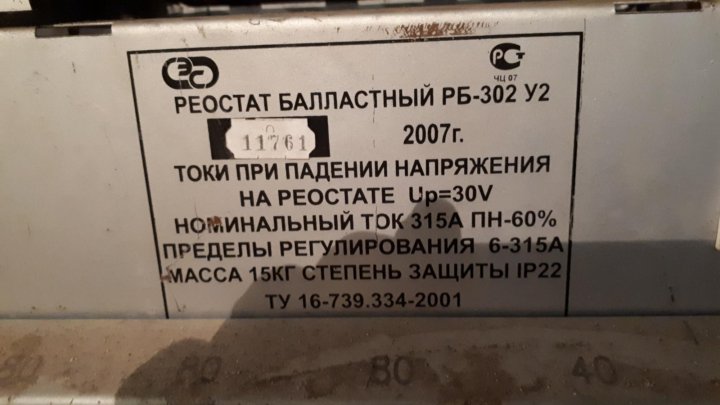
 Маркировка балластного реостата.
Маркировка балластного реостата.
Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент
Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.




Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
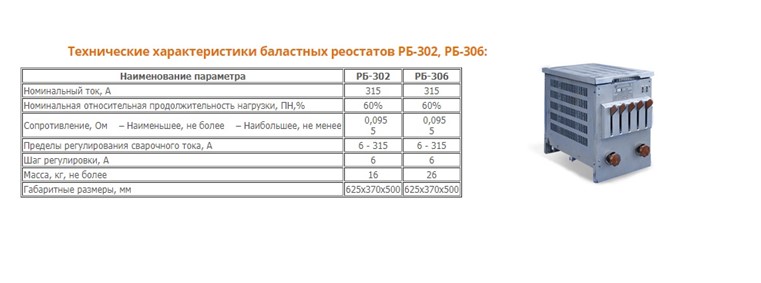
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
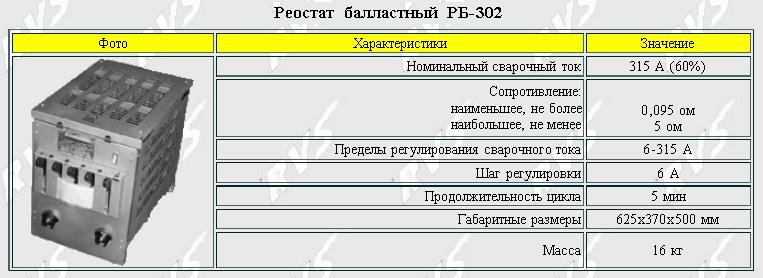
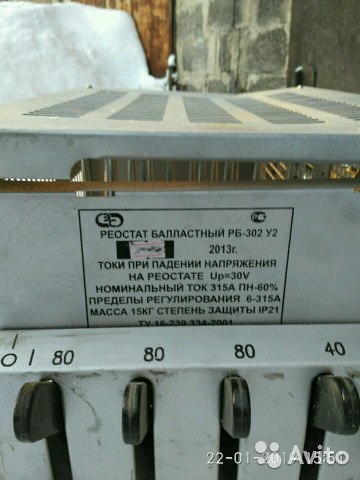
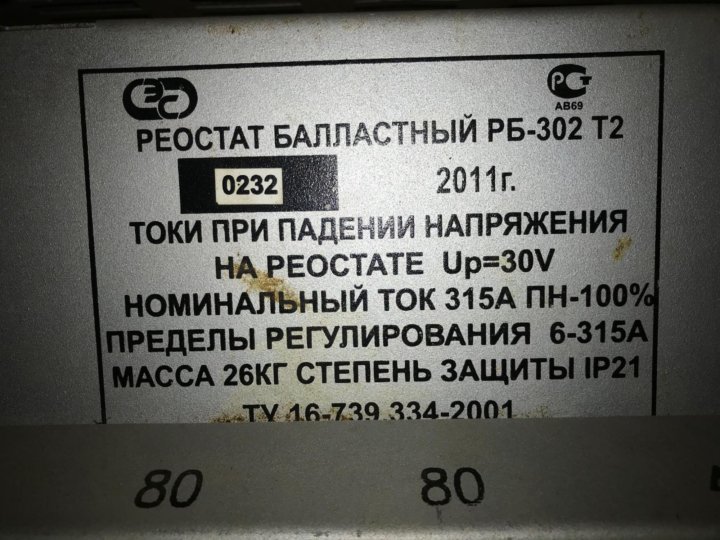
РБ-302
Балластник РБ-302.
Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
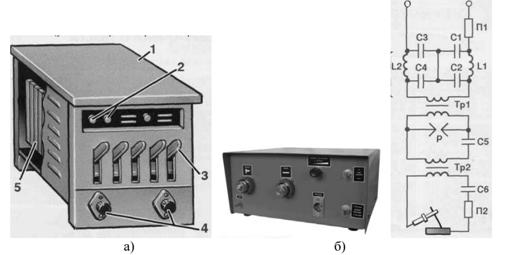
Электрическая схема баластника.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
ББР
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Баластник для сварочного аппарата
Как известно, ток всегда идет по пути наименьшего сопротивления, так как с чем большей величиной данного параметра он сталкивается, тем больше становится потерь. Практически всегда проводники стараются делать из материалов с наименьшим сопротивлением, но иногда, для работы различных механизмов, создаются искусственные узлы, где данный параметр специально завышен. Баластник для сварочного аппарата является явным тому примером. Данная часть предназначается для того, чтобы регулировать силу тока на выходе. Среди всех имеющихся способов это самый простой и надежный. Он применяется во многих современных аппаратах.
Баластник для сварочного аппарата
Принцип действия данного устройства основан на элементарных законах электротехники. Ток проходит по цепи, пока не достигает определенного участка, где находится высокое сопротивление, далее его величина начинает значительно падать. Рассматривая, что такое баластник сварочного аппарата, следует представить толстую плотно сжатую пружину со множеством витков.
Это и есть основная часть сопротивления, которая создает так называемый балласт. На нее устанавливается регулятор, который будет изменять этот параметр. Он представлен в виде передвижного контакта, который прикреплен к одной части поверхности баластника.
Данный контакт перемещается вдоль поверхности сопротивления, образуя для тока более быстрый выход, чем если бы он проходил через все устройство.
На практическом примере все выглядит так. Если бы в схеме не было баластника, то ток не имел бы потерь и его сила была 200 А. При наличии баластника получаются большие потери и сила тока на выходе достигает 10 А. Благодаря наличию регулятора, можно уменьшать длину прохождения тока по баластнику, обеспечивая более быстрый выход. За счет того, что ток идет по пути наименьшего сопротивления, то он отходит на линию регулятора, который имеет значительно меньшее количество Ом, чем рассматриваемое устройство. Это помогает ставить выходную силу тока в пределах от 10 до 200 А.
Назначение и принцип работы
Качественное выполнение сварочных работ с применением простейших сварочников возможно только при регулировке рабочих параметров выходного тока. Сопротивление должно меняться в необходимом диапазоне, такой эффект достигается с помощью регулятора. Мощность амперного балласта напрямую зависит от количества витков (секций), по которым перемещается бегунок, меняя длину электрической цепи. Рубильник разрывает ее при необходимости.




У балластного реостата для сварочного аппарата две основные функции:
- дискреция электросопротивления под значения сварочного тока;
- компенсация вольт-амперных скачков при розжиге дуги, переносе металла.
Набор сопротивлений из константана не критично нагревается при подаче напряжения. По принципу действия реостатное устройство – параллельно соединенные пластины или металлическая пружина. Регулировка длины цепи ступенчатая. В основе работы реостата – физический закон Ома. Электроимпульс высокого напряжения «гасится», натыкаясь на балластное препятствие, ампераж снижается за счет возрастания параметра «R». Балласт сопротивления позволяет работать на высокочастотных токах, сваривать тонкие детали, соединять заготовки из алюминия, нержавеющих сплавов.
Реостаты балластные и регуляторы
Реостаты балластные
Работа аппаратов, состоящих из нескольких постов, немыслима без реостата балластного. Это устройство создает нужные вольт-амперные параметры, и отвечает за управление силой тока в электрической цепи при электродуговой сварке и нанесении слоя металла расплавляющимся электродом. Кроме этого реостаты применяются так же в исследовательских лабораториях и схемах автоматизированного управления.
Виды и типы
По типу материала резистора, реостаты делаться на металлические, жидкостные и керамические.По способу охлаждения реостаты разбиваются на два вида: жидкостные (масло, вода) и с охлаждением воздухом.
Реостат металлический воздушного охлаждения
Наибольший спрос, благодаря своей компактности и эффективности, получили металлические реостаты с воздушным охлаждением. Такой реостат легче всего приспособить к особенностям выполняемой задачи, по электро, так и по термо — характеристикам.
Характерный пример металлического реостата — РБ — 302 У2. Он выполняет регулировку силы тока при ручной дуговой сварке и нанесении металла электродом, от сварочных выпрямителей на много постов и генераторов постоянного тока с напряжением не превышающим 70В. В сравнении с аналогами, реостат РБ — 302 У2 обладает небольшим весом — всего 15 кг и высоким КПД.
Конструкция и принцип действия
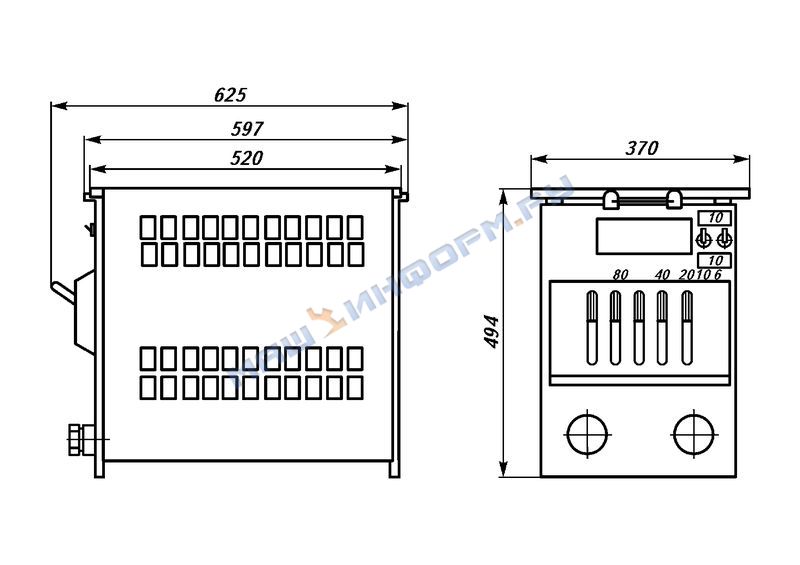
Реостат РБ — 302 У2 — это сопротивление, имеющее 7 ступеней, которые управляются контактными ножами и тумблерами, вынесенными на лицевую часть устройства.
Управление ступенями тока, от 6 до 10А происходит регулировочными тумблерами, а от 20 до 80А контактными ножами. Управляемый диапазон тока от 6 до 315А. Различие между токами не превышает 6А. Максимальное сопротивление не превышает 5 Ом, а минимальное не меньше 0,095 Ом. Длительность нагрузки (ПН) реостата составляет 60 %, а длительность цикла 5 мин. На лицевой панели реостата указан ток на каждой из 7 ступеней при уменьшении напряжения на реостате до 30В. Элемент сопротивления ступени тока на 6А изготовлен из электрического нагревателя, трубчатой формы. Другие части сопротивления выполнены из термостойкой фехралевой проволоки от 2,2 до 3,0 мм.
Реостат РБ — 302 У2 используется для сварки как в замкнутых помещениях, так и под козырьком крыши, защищающей его от дождя или снега.
Подключение балластного реостата в сварочную цепь осуществляется последовательно, первый контакт идет на вывод, а оставшийся к выводу на регулятор. При использовании РБ — 302 У2, нужно контролировать, чтобы напряжение не опускалось меньше 30В, иначе возможен перегрев элементов и выход реостата из строя. Ремонт и профилактика реостата балластного РБ — 302 У2 облегчены удобным доступом к элементам устройства за счет съемной лицевой панели и стенок.Для комфортного перемещения реостат оснащается двумя рукоятками.
Безопасность
При использовании реостата следует не забывать, что в процессе работы его стенки нагреваются до 100 градусов по Цельсию.Запрещено не только совершать ремонт, но и перемещать реостат при подсоединенном источнике питания. Так же небезопасно регулировать контактные ножи и тумблеры реостата в нагруженном состоянии.
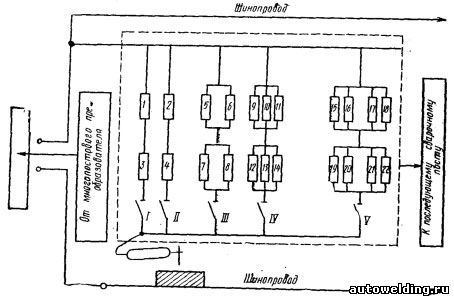
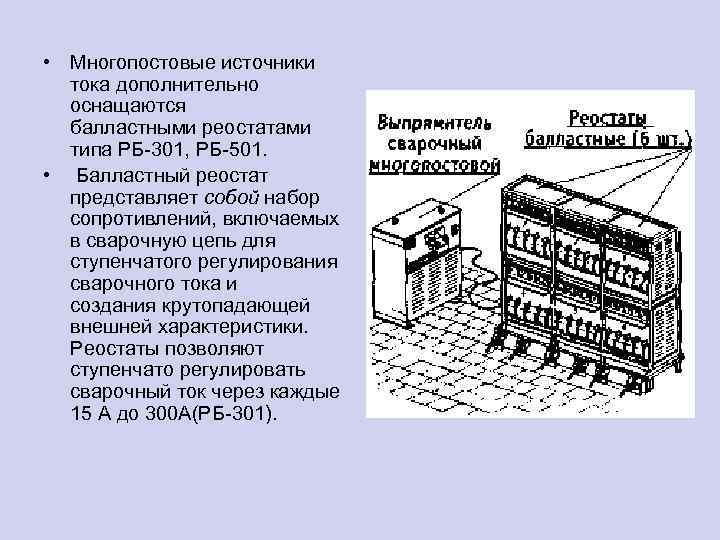
Блок балластных реостатов
Это устройство используется в электродуговой сварке, а также для компоновки автоматических аппаратов с питанием от ВДМ и компоновки постов сварки при резке металла электродом с дальнейшим отделением его, струей сжатого воздуха (строжка).
Блок балластных реостатов ББР — 4х315 (на базе РБ-302) используется для контроля над током сварочных выпрямителей многопостового класса (ВДМ-6303, ВДМ-1202С) и для снабжения нужной (прироста силы тока ко времени) крутизны тока и напряжения сварочных аппаратов любой конструкции.
Конструкции
ББР — 4х315(на базе РБ-302) представляет собой конструкцию изготовленную в виде каркаса, в которую вмонтированы четыре реостата РБ — 302 У2, зафиксированные в неподвижном положении с использованием скоб. На ярусе снизу установлен продублированный блок фиксации для присоединения кабелей сварки для каждого из постов, и блок зажимов для присоединения сетевого провода от ВДМ. Для наибольшего удобства блоки фиксаторов с клеммами вывода каждого балластного реостата РБ-302 объединены специальными шинами.
Благодаря своему потенциалу, балластные реостаты не только усиливают эффективность работы бригад сварщиков на заводе или на стройке, но и облегчают удобство регулировки вольт-амперной характеристики при пользовании старых сварочных аппаратов снабжённых ручкой крутящего типа.
Балластное сопротивление для сварки своими руками

Ведь что такое проводник? Это материал с минимальным сопротивлением, чтобы через них проходил электрический ток с такими же минимальными потерями. Это обычная практика. Исключением являются случаи с задачами «наоборот»: когда сопротивление нужно повысить.






Такая нужда возникает при завышенных показателях тока, которые необходимо регулировать. Именно для таких целей и существует сварочный баластник. Он делает сварку проще и быстрее.
Как своими руками сделать баластник для сварочного аппарата
Параметр наименьшего сопротивления крайне важен, поскольку ток проходит практически беспрепятственно и не теряет энергию. По этой причине почти все проводники изготавливаются из материалов, характеризующихся наименьшим сопротивлением.
Но порой необходимо искусственно сымитировать ситуацию повышенного сопротивления, когда показатель тока завышен и требует регулировки. Для этих целей существует баластник для сварочного аппарата .
С помощью него можно проще и быстрее провести сварочные работы.
Балластный реостат для сварки или просто баластник — это конструктивный элемент или отдельный прибор, создающий повышенное сопротивление для тока и тем самым регулирующий его силу. Этот прибор прост и надежен.
Баластник есть во многих дорогих сварочных аппаратах , также его можно докупить отдельно, что не дешево. Мы предлагаем вам сделать баластник своими руками.
Конструктив баластника прост и понятен, поэтому каждый сварщик сможет сделать его самостоятельно.
Принцип действия и конструкция
Итак, как работает баластник? Говоря простыми словами, ток, беспрепятственно проходящий по цепи, сталкивается с высоким сопротивлением в определенной точке, из-за чего теряет свою величину. «Виновником» высокого сопротивления как раз и является баластник, включенный в цепь.
Визуально балластник для сварочного аппарата представляет собой большую пружину со множеством толстых витков. Эта пружина и создает балластное сопротивление.
К пружине подключается регулятор, с помощью которого можно изменять значение сопротивления на большее или меньшее, а значит изменять и силу тока.
Регулятор представляет собой передвижной контакт, который перемещают вдоль и тем самым уменьшают или увеличивают длину прохождения тока по баластнику. Баластники — это неотъемлемые элементы арсенала любого опытного сварщика.
КЛАССИФИКАЦИЯ
Баластники почти не отличаются по своему принципу действия или кострукции, но могут иметь ряд особенностей. От них будет зависеть диапазон значений, который мы можем выбрать для установки нужного сопротивления. Итак, баластники отличаются по следующим параметрам:
- Длине пружины. Здесь все просто — чем пружина длиннее, тем нужно больше времени, чтобы ток смог пройти через все витки.
- Металлу. Баластники изготавливаются из различных металлов, каждый из которых имеют свой коэффициент сопротивления. Чем мощнее и серьезнее сварочный аппарат, тем тщательнее подбирается материал баластника.
- Толщина. Как отдельных витков, так и всей пружины в целом. От этого зависит, насколько сильным будет показатель сопротивления. Показатель толщины тесно взаимосвязан с показателем длины.
Баластник своими руками
Чтобы сделать баластник нам понадобится толстая металлическая проволока. Мы в своей работе использовали медную проволоку. Также нужна цилиндрическая форма (ее можно предварительно сварить из любого толстого металла или взять трубу небольшого диаметра), материалы для передвижного контакта (мы использовали провод от держака сварочного аппарата) и амперметр.
Вокруг предварительно изготовленной цилиндрической формы накручиваем проволоку, витки располагаем на расстоянии не больше сантиметра друг от друга. Один конец такой пружины присоединяем к токоведущей части.
К этой конструкции присоединяем наш провод от держака, который будет использоваться в качестве передвижного контакта.
Перед тем, как сделать балластный реостат для сварки своими руками, обратите внимание, что прибор, сделанный своими руками, может работать менее точно, чем устройство с завода. Также соблюдайтетехнику безопасности, потому что самодельные баластники не спрятаны в металлический корпус и могут крепиться недостаточно надежно, что может привести к печальным последствиям
Как правильно называется болгарка инструмент
Для начала давайте разберемся о том, что такое «болгарка». Название «болгарка» очень сильно привязалось к этому инструменту. На профессиональном языке этот инструмент называется — углошлифовальная машина (УШМ). Но исторически сложилось, что этот инструмент начали впервые собирать в Болгарии, поэтому за УШМ прикрепилось название «болгарка»
Для чего нужна болгарка?
Болгарка или УШМ, выполняет простой функционал — шлифовка. Но многие умельцы используют ушм не только для шлифовки, но еще и для работ по бетону, металлу и даже по дереву. Но создан этот инструмент изначально только для шлифовки, однако, современная болгарка может с легкостью производить резку, полировку и чистку материалов.
При этом , шлифовку и чистку можно выполнять практически с любым материалом, который попадется под руку. Для этого используют различные насадки, которые подходят каждый для своего типа материала. УШМ можно обрабатывать: цемент, бетон, шифер, кирпич, стекло, фарфор, дерево и даже пластик.
Самой главный плюс этого инструмента в том, что он практически универсален, вам нужно только менять насадки.
Первый критерий — размер используемого диска
Самый важный и первый критерий, с которым нужно определиться при покупке болгарки , это размер используемого диска. На данный момент, самый минимальный размер отрезного диска 0 115 мм, а максимально возможный размер — 230 мм.







Только, заметим, что не вся часть имеет возможность резать, а лишь выступающая за корпус углошлифальной машины. Это значит, что если корпус имеет ширину минимум 55 мм, то около половины диска на 115 мм (даже меньше) может что-то разрезать. Говоря проще, болгарка на 115 мм может разрезать доску не толще 30 мм (а на практике максимум 25 мм). При этом все диски имеют свойство стачиваться, то есть, за минуту работы эта цифра может снизиться в два раза. Основываясь на это, можно уже подумать о размерах диска.
Ведь для резки металлических труб диаметром 20 и более миллиметров болгарка на 115 мм уже станет неуместной из-за низкой износостойкости. И если покупать под резку труб углошлифовальную машину, то минимум на 180 мм. И это лишь для резки, а если надо инструмент для шлифовки? Тут уже не стоит брать больше, вполне достаточно будет выбрать инструмент и на 125 мм, что является и нормой для большинства шлифовальных насадок.
Как заметили, выбрать не так просто, нужно вначале подумать, для чего нужен инструмент, и уже тогда начинать его подбор.
Охарактеризуем типы УШМ на основе размеров, чтобы можно было легче понять, что нам лучше подойдет.
УШМ на 115 мм
Это самый минимальный размер пильного круга, который можно приобрести. Он подходит для самых простых работ, и зачастую, круги такого диаметра, используют исключительно для шлифовки, так как , чем меньше размер, тем меньше вес. Это самый оптимальный вариант для мелких работ.
УШМ на 125 мм
Это следующий по размеру тип и на данный момент он является самым ходовым среди нашего населения
Болгарки такого размера не тяжелые, но очень удобные и имеют приличные характеристики по мощности, и что немаловажно, все еще имеют низкую стоимость. Этой болгаркой можно как шлифовать материал, так и резать. Само собой, слишком толстые детали такая болгарка не осилит, так как глубина проникновения полотна намного меньше радиуса, но для домашних бытовых работ эта болгарка подходит в самый раз
Само собой, слишком толстые детали такая болгарка не осилит, так как глубина проникновения полотна намного меньше радиуса, но для домашних бытовых работ эта болгарка подходит в самый раз.
УШМ на 150 мм
Этот тип болгарок не очень популярен в быту, но иногда пользуется спросом. Эта болгарка несколько мощнее предыдущих и позволяет уже выполнять более объемные работы.
УШМ на 230 мм
Это максимум, который можно купить, по диаметру круга. Самый главный плюс такой болгарки, само собой в большом круге. Таким инструментом можно, без особых усилий резать кирпич, плитку, доски и даже трубы, но для шлифовки такую болгарку лучше не использовать. Во-первых у нее очень большой вес, что крайне не удобно при шлифовке материала, во вторых, большой круг будет мешать вам подобраться к узким местам шлифовки. Такую болгарку надо покупать только в том случае если вы запланировали большой ремонт или масштабное строительство. Для мелких работ эта болгарка не подходит





