
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
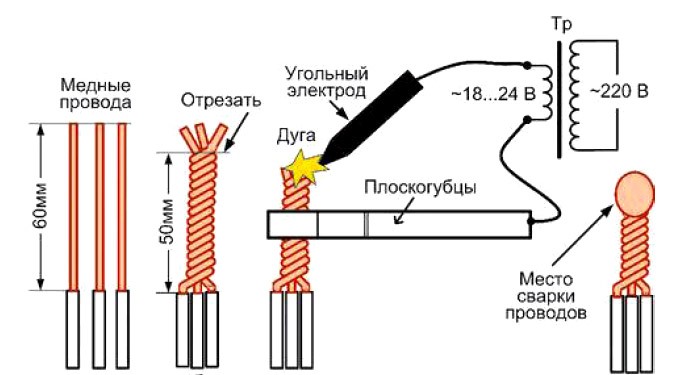
Схема самодельного аппарата для сварки медных скруток
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Популярные марки
Сегодня производство графитированных электродов обрело широкий спрос, с такими изделиями вы можете осуществлять сварку своими руками. Рассмотрим, какие разновидности стержней с графитом существуют:
ЭГ – графитированные материалы, которые производятся из каменноугольного пека и нефтяного кокса. Подобные изделия применяются для работы с плотностью тока не выше, чем 25 А/см². Отдельные производители выпускают их совместно с ниппелями. Очень часто применяются графитированные электроды для электродуговых печей. Самые популярные марки ЭГ1 и ЭГ2, основное различие которых заключается в удельном сопротивлении.

графитированные электроды ЭГ1
ЭГС – для изготовления таких материалов необходим каменный пек и игольчатый кокс. Используются такие графитированные электроды для электродуговых печей, руднотермических конструкций и рафинировочных приборов.

электроды ЭГС
ЭГП – изделия для резки пропитанные. Изготавливаются они из нефтяного кокса каменноугольного пека. Помимо этого для достижения лучшего эффекта при сварке они дополнительно пропитываются посредством пека. Свою широкую популярность обрел в металлолитейной отрасли, в ферросплавных печах и электродуговых аппаратах.
электроды ЭГП
ЭГСП – в данном случае материал состоит из игольчатого кокса и пропитанного пеком каменноугольного пека. Удельное сопротивление выявляется диаметром изделия. Присутствуют такие модели как ЭГСП 1 и ЭГСП 2.

Электроды ЭГСП
Pereosnastka.ru
Обработка дерева и металла
В настоящее время сварка угольной дугой имеет второстепенное значение по сравнению со сваркой плавящимся металлическим электродом. Однако сварка угольной дугой все же имеет промышленное применение. Дуга зажигается между угольным электродом и основным металлом (рис. 1). Обычно применяются постоянный ток и прямая полярность (минус на угольном электроде). Угольный электрод не плавится в дуге, его конец разогревается до очень высокой температуры, создающей мощную термоэлектронную эмиссию. Теплопроводность материала угольных электродов мала, потому возможно поддерживать высокую температуру катода и получать вполне устойчивую дугу уже при токах 3—5 а. Угольная дуга горит очень устойчиво и может вытягиваться до значительной длины (30—50 мм). Электрод сгорает медленно и не прилипает к основному металлу, поэтому работать угольной дугой сравнительно легко и необходимые навыки для выполнения простейших работ приобретаются быстро.
Вид угольной дуги и ее свойства резко изменяются при обратной полярности, когда угольный стержень становится анодом, а основной металл — катодом. Электрод на большом протяжении разогревается до очень высокой температуры; наблюдается усиленное испарение его материала; заостренный конец электрода притупляется и становится плоским. Дуга обратной полярности имеет повышенное напряжение, малоустойчива и не может быть растянута более чем на 10—12 мм при питании от нормальных сварочных генераторов. Дуга прямой полярности практически не науглероживает основной металл, содержание углерода в наплавленном металле даже уменьшается, т. е. происходит выгорание углерода.








Угольная дуга переменного тока, питающаяся от нормальных сварочных трансформаторов, недостаточно устойчива и на практике редко применяется. Угольная дуга легко отклоняется от нормального положения магнитными полями, потоками воздуха, вследствие неоднородности поверхности металла. Для стабилизации положения дуги иногда применяют вспомогательное продольное магнитное поле, создаваемое соленоидом, ось которого совпадает с осью электрода. Этот прием используется главным образом в автоматах.
Для стабилизации положения дуги иногда по линии сварки наносят пасту или порошкообразный флюс, содержащие хорошие ионизаторы дугового разряда; этот способ успешно применяется как при автоматической, так и при ручной сварке. Угольная дуга обладает меньшим тепловым к. п. д., чем дуга металлическая с плавящимся электродом.
Химический состав, структура и механические свойства металла, наплавленного угольной дугой при сварке низкоуглеродистой стали, существенно не отличаются от металла, наплавленного металлическим электродом с тонкой ионизирующей обмазкой. Качество наплавленного металла сможет быть улучшено применением специальных флюсов, наносимых на основной или присадочный металл, но этот метод еще мало разработан. Сварка уголь-ной дугой может быть выполнена с подачей присадочного металла в Дугу (в этом случае у сварщика заняты обе руки) или же без подачи присадочного металла в дугу (у сварщика занята только одна рука). В обоих случаях сварщик работает в шлеме-маске.
Занятость обеих рук в процессе сварки создает неудобства Для сварщика и снижает производительность труда. Поэтому угольная дуга применяется почти исключительно в тех случаях, когда можно обойтись бен подачи присадочного металла в дугу. Это возможно при образовании шва за счет расплавления кромок основного металла или же при помещении присадочного металла на кромки шва до сварки. В этом случае при сварке стали малых толщин (1—3 мм) сварщики достигают рекордной для ручной сварки производительности труда — до 50—70 м/ч сварного шва (рис. 1).
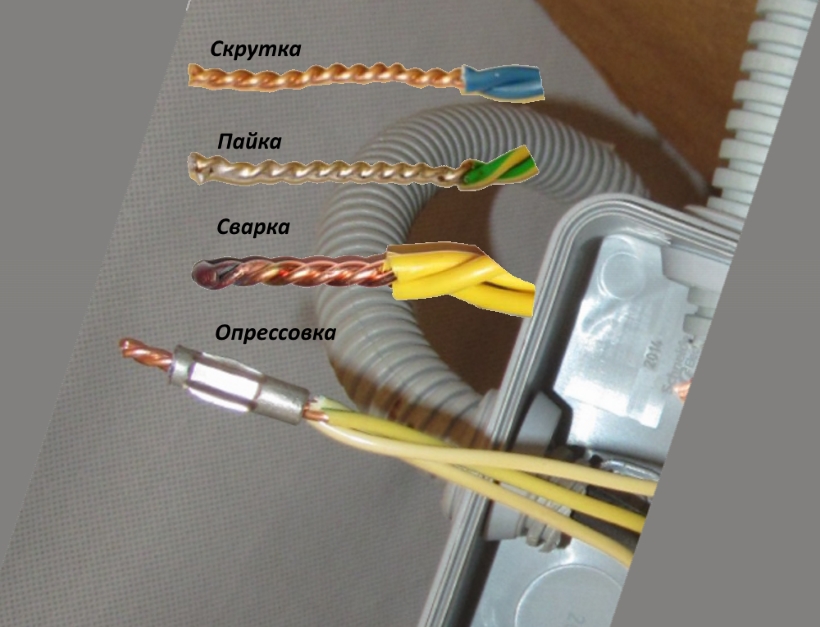
Разрешенные способы соединения проводов
Но существует богатое разнообразие соединений, которые не только обеспечивают должную надежность, но и гарантируют свое качество в процессе эксплуатации. Согласно п.2.1.21 ПУЭ допускаются следующие виды соединения проводников — сваривание, опрессовка, пайка или сжимы. Сжимы могут быть винтовыми или болтовыми. Давайте рассмотрим каждый из этих видов соединений отдельно.
Из этого видео Вы узнаете о способах соединения проводов.
Сварка проводов
Одним из лучших вариантов в плане надежности контактного соединения является сварка проводов. С ее помощью допускается выполнять соединения не только проводов небольшого сечения, но и высоковольтных линий, термических установок и практически любого оборудования.

Для сварки проводов применяют специальные сварочные трансформаторы с напряжением вторичной обмотки от 9 до 36В. Заводские изделия данного типа обычно представлены сварочниками инвентарного типа, которые достаточно легки и просты в обращении. Мощность таких изделий обычно не превышает 800Вт.

- Но учитывая, что цена таких заводских изделий достаточно высока, можно использовать и самодельный аппарат. Для его создания потребуется лишь трансформатор с соответствующими параметрами.
- Главной особенностью сварочника для проводов является электрод. Он должен быть выполнен из графита. И если в заводских изделиях представлен угольный электрод специальной формы с углублением, то в самодельных изделиях часто используют графитовый стержень от обычной батарейки.
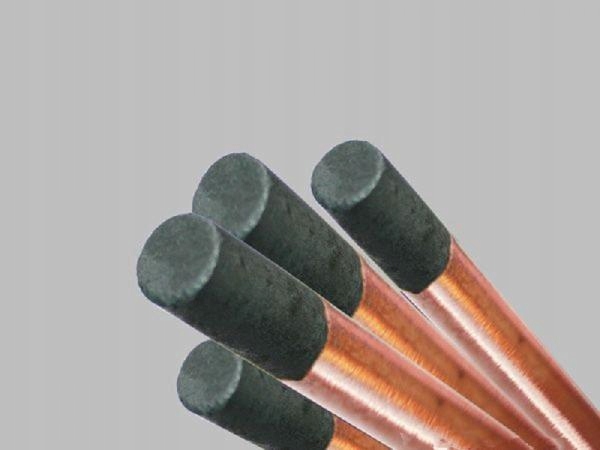
Внутреннее устройство угольного электрода
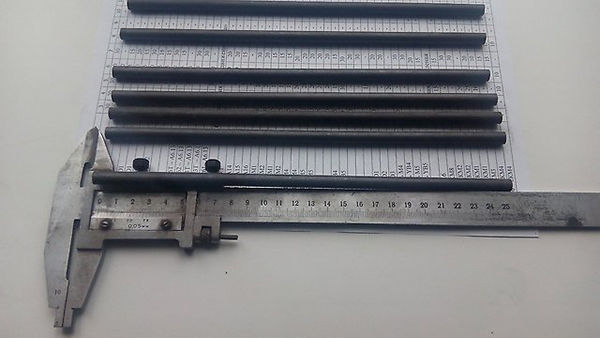
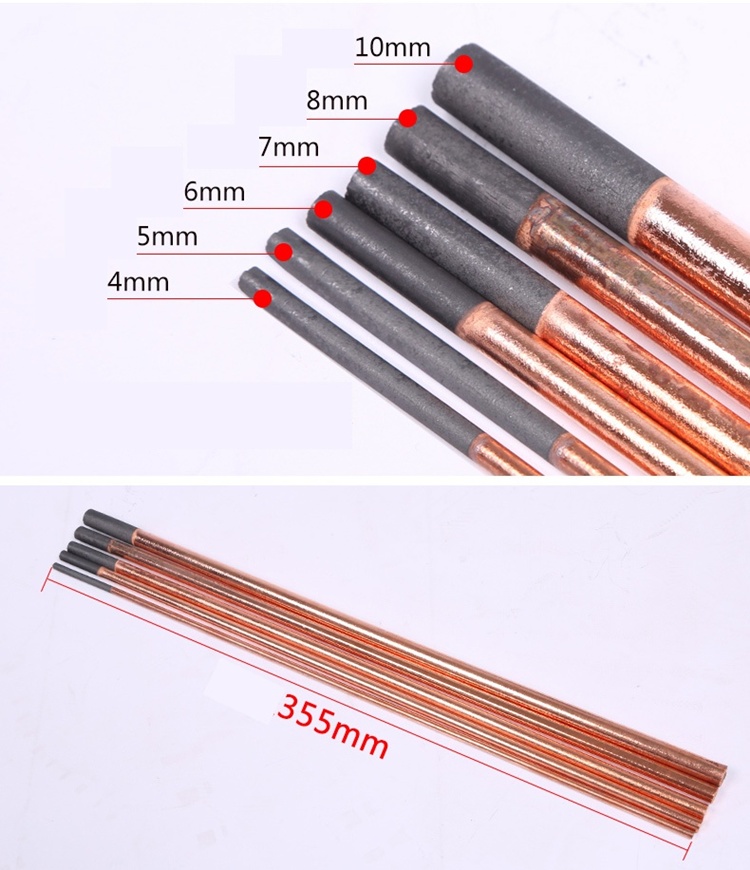
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Выполнены эти электроды из довольно сложной смеси кокса и угля с различными добавками вяжущего характера типа смолы и специальных элементов типа металлического порошка или стружки для усиления состава.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.
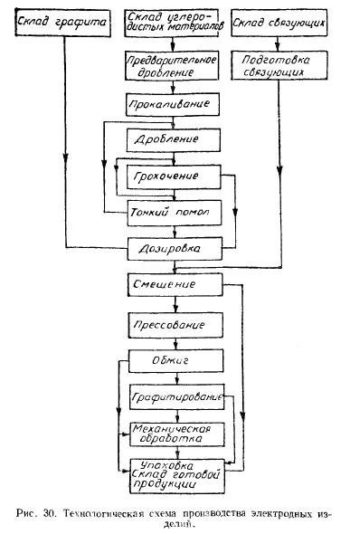 Технологическая схема производства угольных электродов.
Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
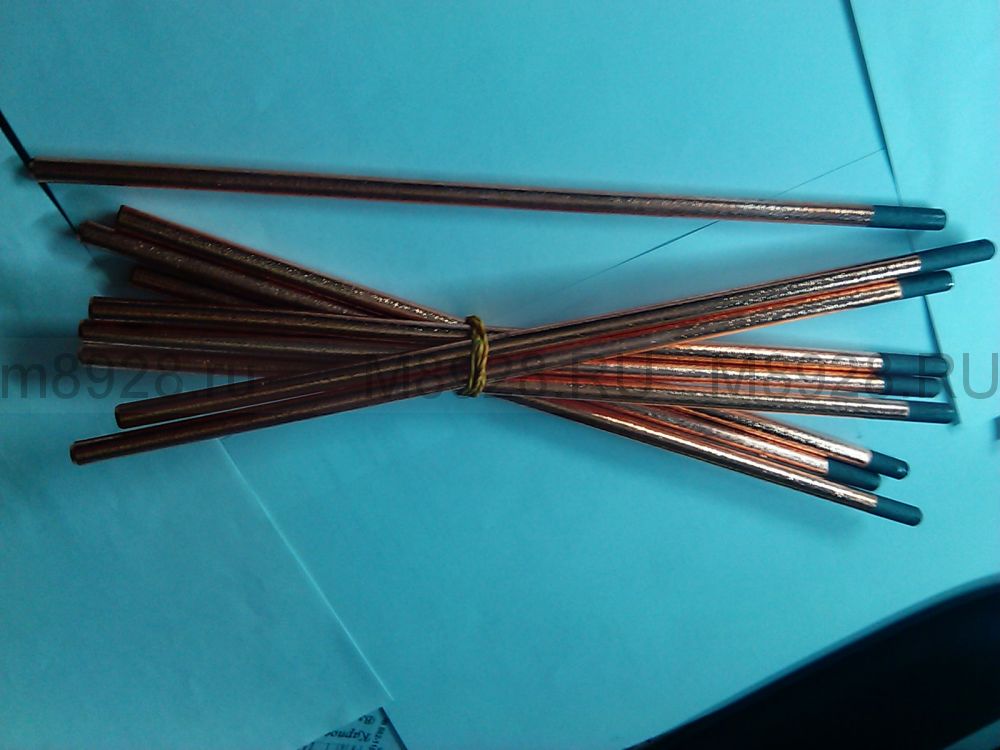
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.








Проверяем работу
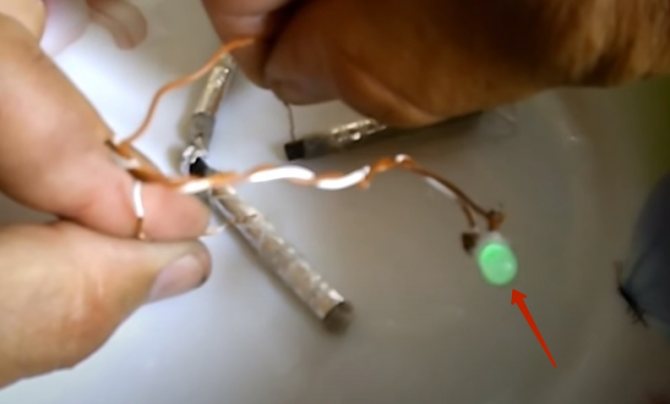
Тестером проверяем напряжение на выводах батареи. Одно маленькое изделие длиной 4-5 см выдает до 0,5 – 0,6 Вольт напряжения. К трем последовательно соединенным батарейкам подсоединяем светодиод и вот, – появился свет, ток пошел, батарея заработала.
Батарейки можно поместить в контейнер, например – соломинку для коктейлей. Контейнер вставляем внутрь пастовой ручки с прозрачным корпусом. Перед этим из ручки вынимаем пишущий стержень, обрезаем его так, чтобы в корпусе поместились контейнер с тремя батарейками и светодиодом. Светящая ручка с батарейками из простого карандаша готова!
Простые самодельные устройства из подручных материалов по образованию электротока позволяют познать и понять природу электричества, как источника энергии, выполняющего реальную работу. Конструирование таких устройств имеет неоценимое образовательное значение для детей, заменяет сотни страниц учебных пособий, пытающихся объяснить, что же это такое – электричество.
И никакими мерками не измерить той неописуемой радости, когда все сделанное их руками вдруг волшебным образом засветится, замигает разноцветными светодиодами. Этим-то как раз и важны такие самоделки.
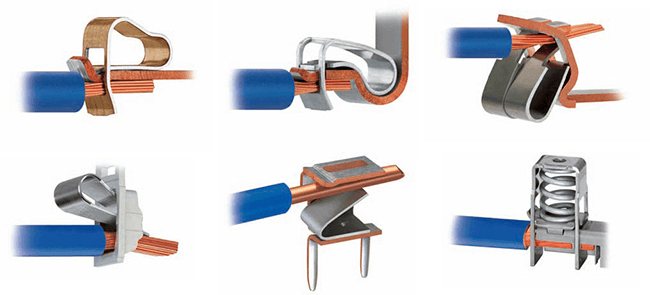
Пружинные клеммы
Пружинные зажимы — это наиболее простое эффективное и быстрое соединение. По отзывам пользователей, наиболее надежными являются клеммы немецкой фирмы Wago. Принцип работы и устройство клемм можно посмотреть на картинке.
Преимущества такого соединения:
- Можно пользоваться, не обладая специальными знаниями;
- Нет необходимости дополнительной изоляции жил;
- Быстрое соединение, некоторые соединения выполняется нажатием кнопки или рычажка на корпусе зажима.
Недостатки:
- Пружинные клеммы могут использоваться для кабелей диаметром не боле 4 мм 2.;
- Необходимо учитывать 15 % запас прочности. Например, если сеть рассчитана на 16А,то клеммник необходимо брать не менее 20 А.;
- Также к минусам можно отнести их дороговизну, одна клемма Wago может стоить около 12 руб.
Сваривание алюминиевой проводки
Графитовый электрод одинаково хорошо подходит для сваривания как медной, так и алюминиевой проводки. Работы по соединению алюминиевых жил выполняются под флюсом – защитным порошком, который при нагревании образует газовую защитную среду. Благодаря применению флюса сварные стыки защищены от контакта с кислородом и не окисляются в процессе работ.
Сила тока выставляется на оптимальное значение. Ток выпрямляется, проходя через диодный мост и фильтр пульсаций. Справедливости ради нужно отметить, что некоторые опытные специалисты могут выполнить такие работы переменным током. Им вовсе не обязательно подбирать нужные параметры опытным путем для выполнения работы. Но при этом качество соединения будет хуже, чем в случае применения постоянного тока.
Инверторный сварочный аппарат
Инверторный аппарат обладает явными преимуществами перед другими приборами:
- Малогабаритные параметры;
- Небольшой вес;
- Регулировка параметров тока;
- Наличие переносного ремня (удобно производить работы на стремянке, в распределительной коробке);
- Устойчивая дуга, зажигающаяся при малых токах;
- Качество сварных соединений;
- Меньшее энергопотребление, не изменяющее напряжение бытовой электрической сети.
Кроме того, сварку производят трансформаторными приборами, аппаратами, станциями, устройствами, сделанными самостоятельно (при наличии определенных навыков).
Простота эксплуатации аппарата дуговой точечной электросварки скруток своими руками сделала его наиболее распространенным. Основные параметры данного оборудования:
- Ток электрической дуги;
- Напряжение сети, образующее дугу;
- Тип электрического тока (переменный, постоянный).

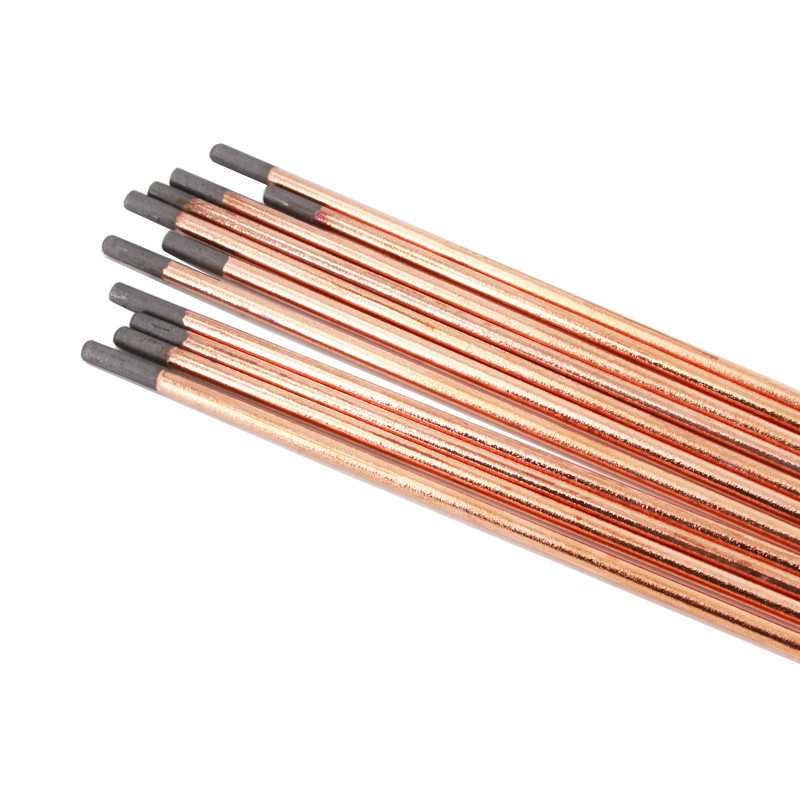
Сварка медных жил проводов графитовым электродом
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса. Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке. Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
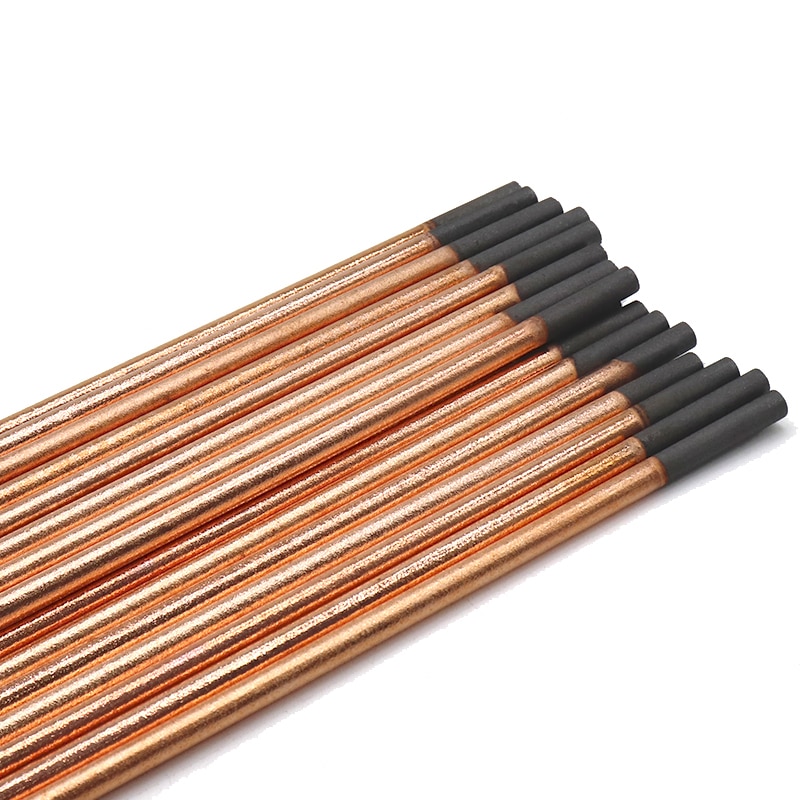
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.








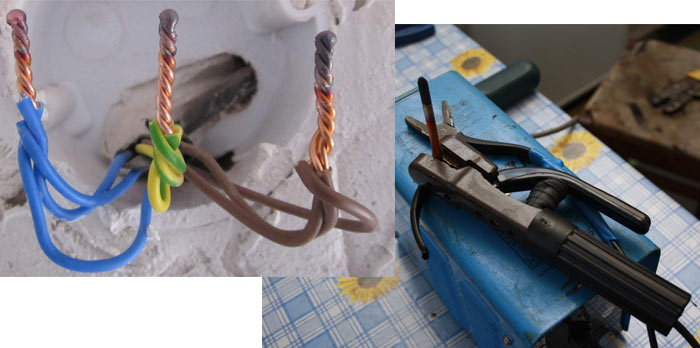
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
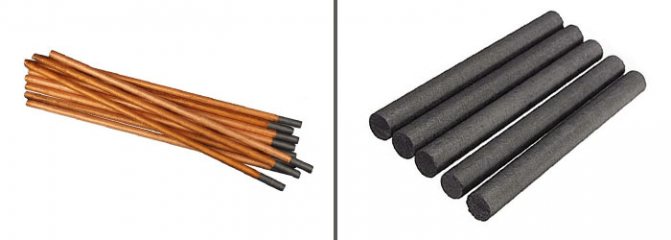
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Регулирование силы тока во время сварки
Регулировка тока вовремя сварки проводов происходит в приделе от 30 до 120 ампер (в этом диапазоне работает большинство инверторных сварочных аппаратов). В любом случае вам придется подбирать опытным путем точный ток сварки, так как:
- Каждый инвертор имеет свои особенности.
- Напряжение вашей сети может не соответствовать 220 Вольтам.
- Химический состав медных жил проводов может отличаться из-за разных производителей.
- К тому же вам не помешает потренироваться, чтобы работа прошла как можно качественнее и быстрее.
Виды электродов
Результат сварочных работ во многом зависит от того, насколько подходящий электрод для меди мы подобрали.
Ими сваривают различные виды стали, такие как легированная сталь, высоколегированная с нестандартными параметрами, конструкционная сталь.
Также электродные стержни широко применяются при сварке цветных металлов, чугуна. Еще одна область применения — наплавка металла (нанесение металла при помощи плавления).
Электроды имеют различное покрытие, отражается это при маркировке так:
- А – Кислотное. Содержит окись кремния, марганца, железа;
- Б – Основное.В составе – фтористый кальций, карбонат кальция. Ток для работ используется постоянный, с переменной полярностью;
- Ц – Напыление из целлюлозы. Содержит органические соединения, муку. В сварочной зоне создает защитное облако газа;
- Р – Рутиловое. Состоит из рутила, минеральных и органических компонентов. Также защищает зону сварки при помощи газа и препятствует разбрызгиванию металла во время сварки.
Теперь об электродах, необходимых для сваривания медных проводов. Их всего два вида – угольные, из электротехнического угля, и графитовые. Рассмотрим их особенности.
Электроды угольные
Основные области применения электродов из электротехнического угля – сваривание цветных металлов и сплавов, тонколистового металла. Кроме того, с их помощью можно исправлять дефекты литья. КПД сварной дуги при их использование низкое.
Температура дуги высока даже при низком значении силы тока.
Могут использоваться как без присадок, так и с применением присадочного материала (подача в дугу, укладка на шов), чаще всего присадки не используются. Температура плавления 3800оС, кипения – 4200оС.








Работы такими электродами проводятся с установкой прямой полярности, при нагреве они расходуются очень быстро.
Электроды графитовые

Как вы уже поняли из их названия – состоят они из графита, одной из модификаций углерода. Это мягкий материал с высокой электропроводимостью. Судя по отзывам, такие электроды считаются более удачными для меди, чем угольные.
Стоят они меньше, расходуются экономнее, хорошо подходят для инверторных аппаратов с регулируемой силой тока, при сварке они остаются целыми, а соединение, полученное с их помощью, отличается высокой прочностью и надежностью.
После таких работ металл становится более устойчивым к окислению. Экономное расходование электродных стержней из графита обусловлено высокой температурой, при которой графит плавится (в четыре раза выше, чем у меди).
Кроме того, их можно заменить на стержни использованных батареек или щетки коллектора.
Вместо стандартного держателя для использования таких заменителей необходимо взять зажим типа «крокодил», для электрода, а также для заземления.
В некоторых случаях это даже удобнее, так как такие зажимы имеют небольшие габариты. В частности, это их качество может пригодиться при работах с проводами в распределительной коробке.
Принцип работы
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.










Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc





