
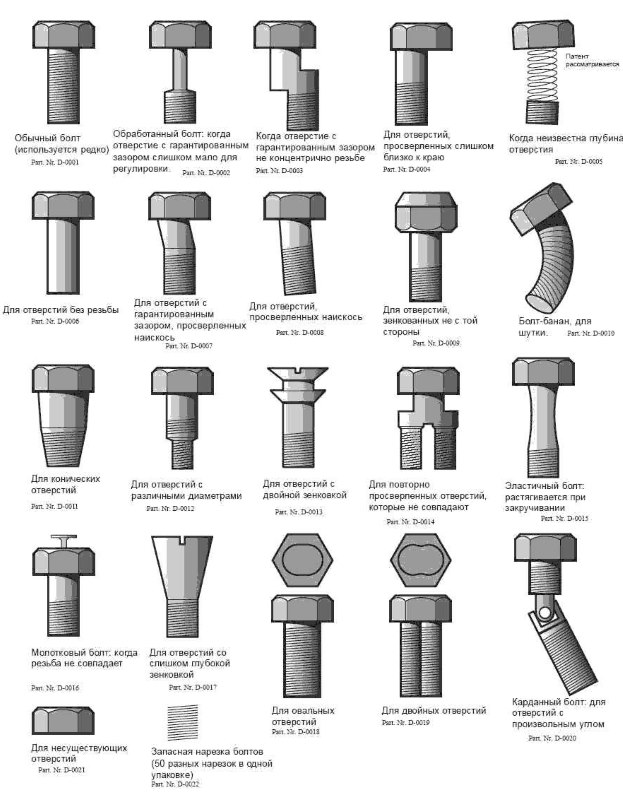
Классификация болтов
Существуют самые различные типы болтов. Выбор проводится в зависимости от того, какими эксплуатационными качествами должен обладать создаваемое изделие. Классификация болтов может проводится по нескольким критериям:
- Классу прочности. Если рассматривать наиболее распространенные таблицы, то основным критерием становится класс прочности. Он определяет возможность применения изделия в тех или иных случаях. Специальные болты могут обладать высокой прочностью, применяться при сооружении мостов или создании других ответственных конструкций. Класс прочности крепежа указывается практически всеми производителями. Это связано с тем, что класс прочности определяет возможность применения изделий в тех или иных условиях.
- Классификация по размеру важна. Это связано с тем, что с увеличением площади поперечного сечения повышается сопротивление скручиванию. Однако, для больших крепежей требуются отверстия с большим диаметром. Что касается длины стержня, то он выбирается в зависимости от толщины соединяемых элементов и требуемой длины резьбового соединения.
- Существуют различные виды головок. Примером можно назвать изделие с шестигранной головкой или в виде восьмигранника. Стоит учитывать, что этот показатель лишь определяет то, какой инструмент подходит больше всего для работы.
Виды болтов
Могут применяться и другие показатели для классификации крепежей. К примеру, в некоторых случаях уделяется больше всего внимания твердости поверхности. Однако, выбор зачастую проводится при учете класса точности. Именно поэтому классификация проводится по классу точности, которая указывается в нормативной документации и при проектировании.
Технология крепления высокопрочных болтов
Одной из важных составляющих в технологии крепления является четкое фиксирование временного отрезка после подготовки и смазки резьбы до непосредственного использования крепежа. Этот срок не должен превышать 10 суток, что должно указываться в специальном журнале постановки высокопрочных болтов после их доставки от производителя. Если подготовка производилась самостоятельно, то данные также фиксируют, заполняя журнал. Пример порядка крепления болтового соединения:
- Подготавливают всю конструкцию для стыковки и монтажа.
- Подготавливают по стандартам необходимый крепеж.
- Проводят установку и монтаж конструкции.
- Затягивают болты.
- Производят герметизацию стыков всего крепежа.
- Осуществляют контроль качества сборки объекта.
Подготовка высокопрочных болтов гаек и шайб
Перед началом установки в конструкцию высокопрочные болты, гайки и шайбы подлежат подготовке. В нее входит:
- Технологическая очистка от консервирующих заводских смазок, а также от пыли и грязи. Ее совершают в разогретом щелочном растворе при температуре 80-100°С, куда входят вода, моющие средства, кальцинированная и каустическая сода, жидкое стекло и тринатрий фосфат. Соотношение соблюдают строго по ГОСТу. Крепеж в спецтаре опускают на 20 минут в раствор, после чего 3-5 раз промывают в моющем растворе.
- Сушку проводят в горячем виде в течение нескольких минут, с обдуванием сжатым воздухом.
- Выполняют прогонку на токарном станке или гайковертами, проверку и смазывание резьбы.
- Обязательную смазку резьбы крепежа проводят путем погружения его в раствор из спецбензина ГОСТ 2084 и минмасла ГОСТ 0799 в соотношении 9 к 1.
- Комплектацию и хранение очищенных метизов осуществляют в закрытой таре. При комплектации на каждый болт надевается гайка и две шайбы.
- Проводят контроль качества.
Промежуток времени от смазки резьбы до установки должен быть не более 10 суток.
Размеры болтов и гаек
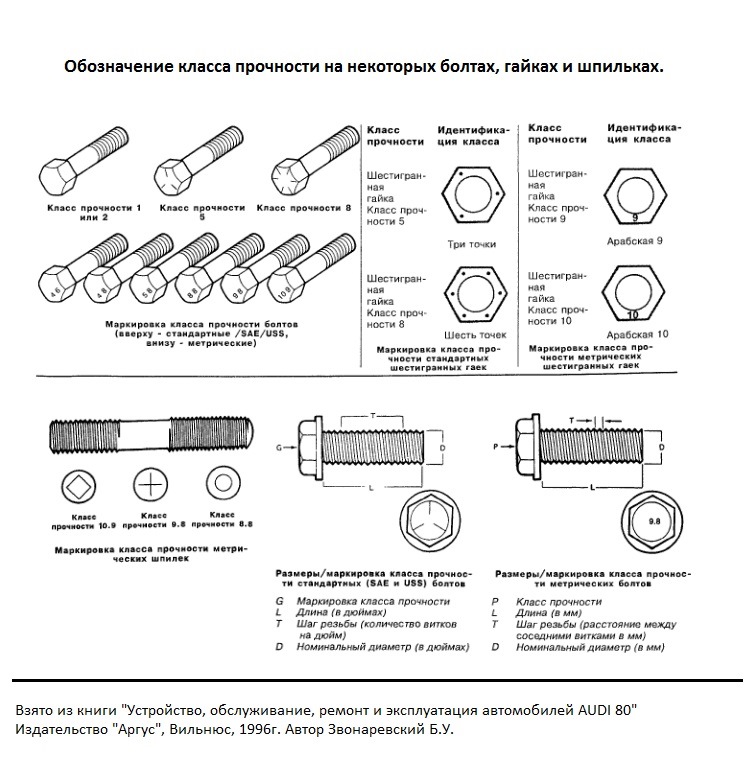
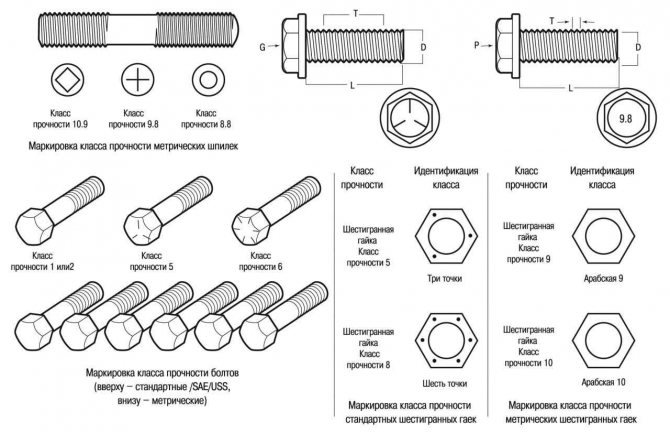
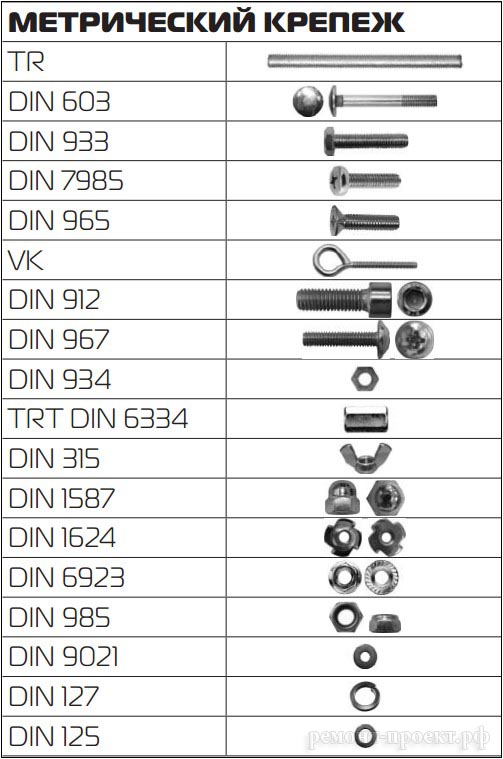
В последнее время производители автомобилей все шире и шире применяют метрический крепеж и все дальше уходят от дюймового крепежа
Но, важно знать разницу между используемым иногда дюймовым (называемым также американским, или стандарта SAE) и более универсальным в системе мер метрическим крепежом, так как, несмотря на внешнюю схожесть, они не являются взаимозаменяемыми
Все болты, гайки, шпильки и другой крепеж, как дюймовые, так и метрические, классифицируются по диаметру, шагу резьбы и длине. Например, стандартный болт 1/2 х 13 х 1 имеет пол дюйма в диаметре, 13 витков резьбы на один дюйм и длину 1 дюйм. Метрический болт М12 х 1.75 х 25 имеет толщину в диаметре 12 мм, шаг резьбы 1.75 мм (расстояние между витками резьбы) и длину 25 мм. Оба болта внешне очень похожи, однако не являются взаимозаменяемыми.
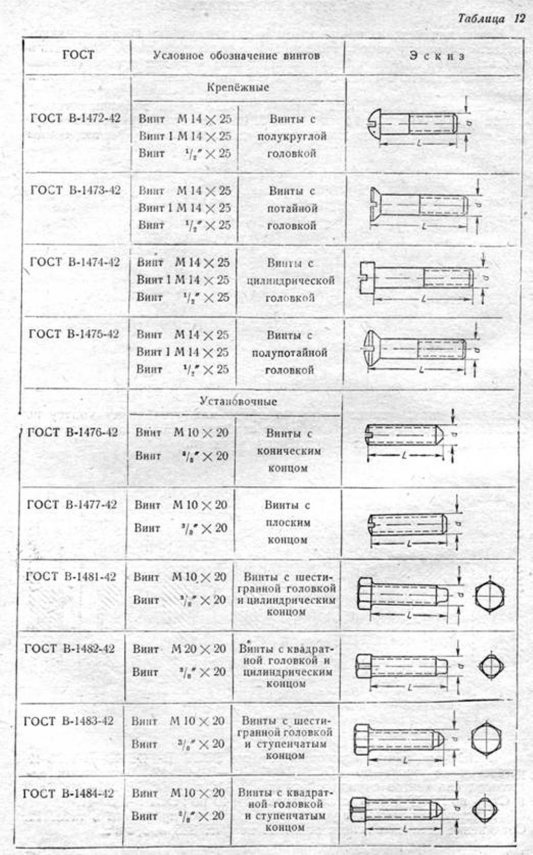
Болты — Госты, обозначения
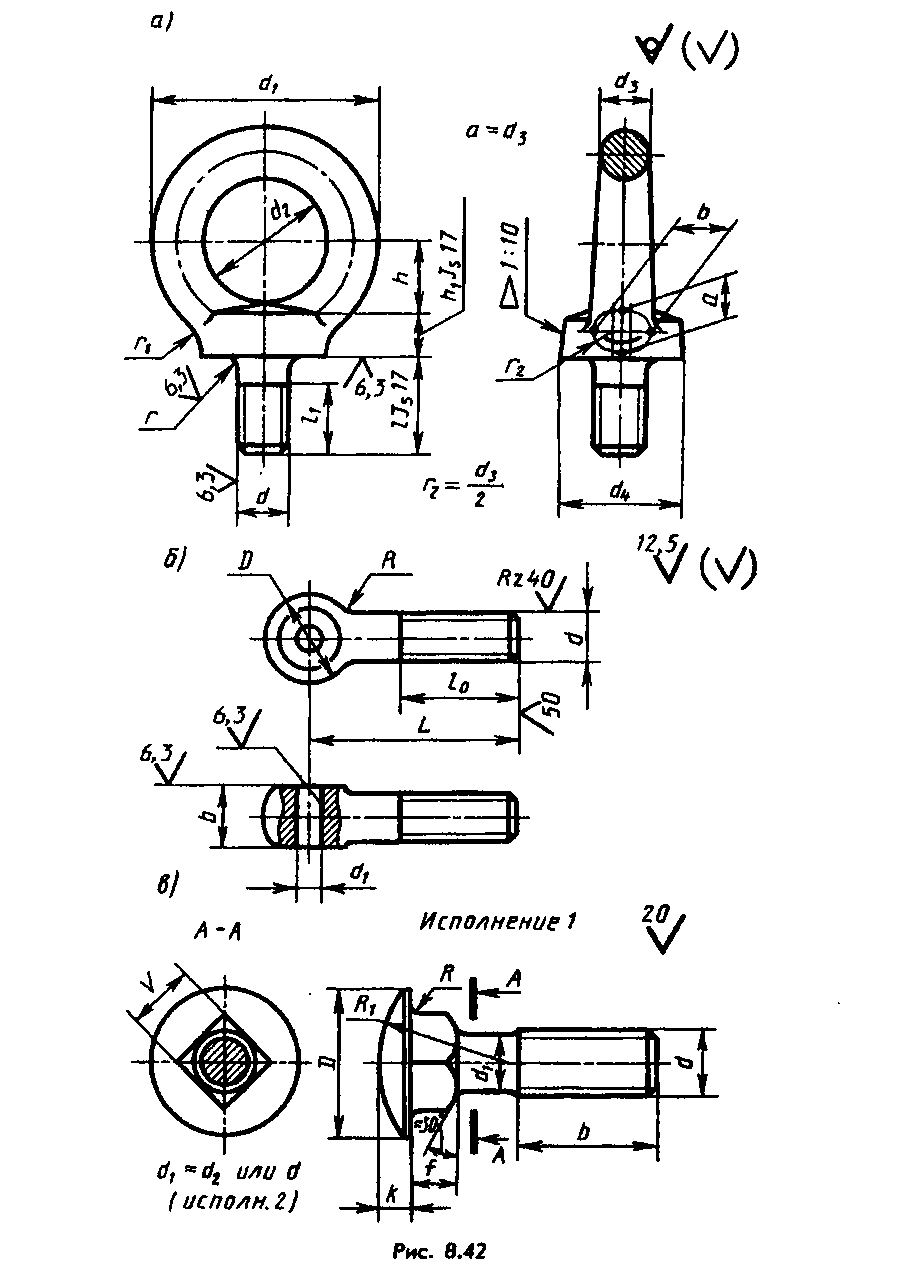
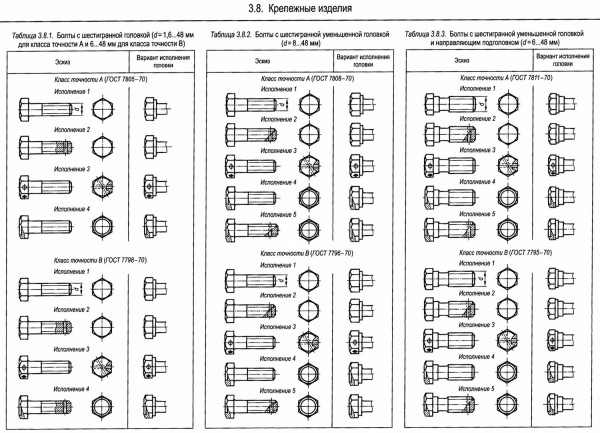
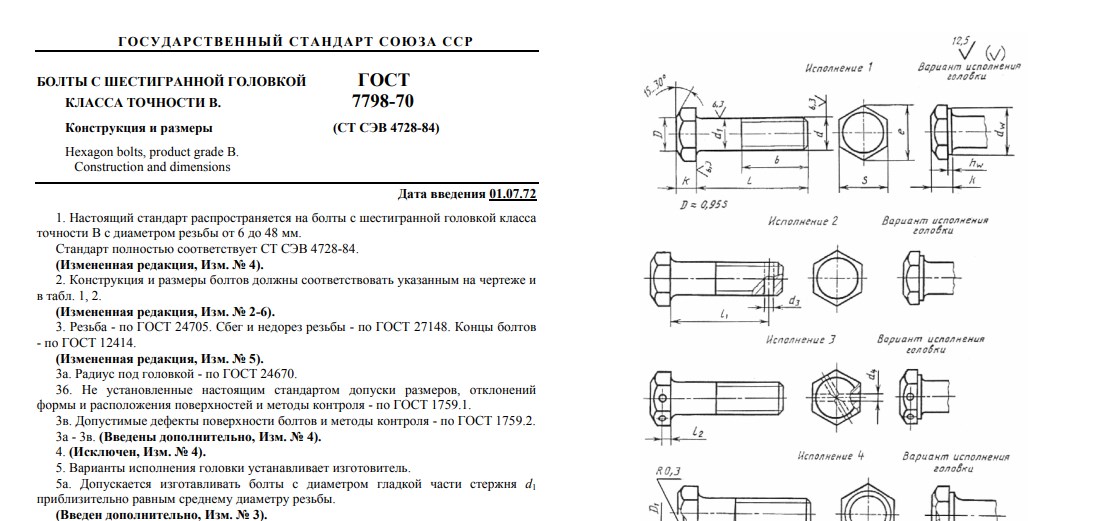
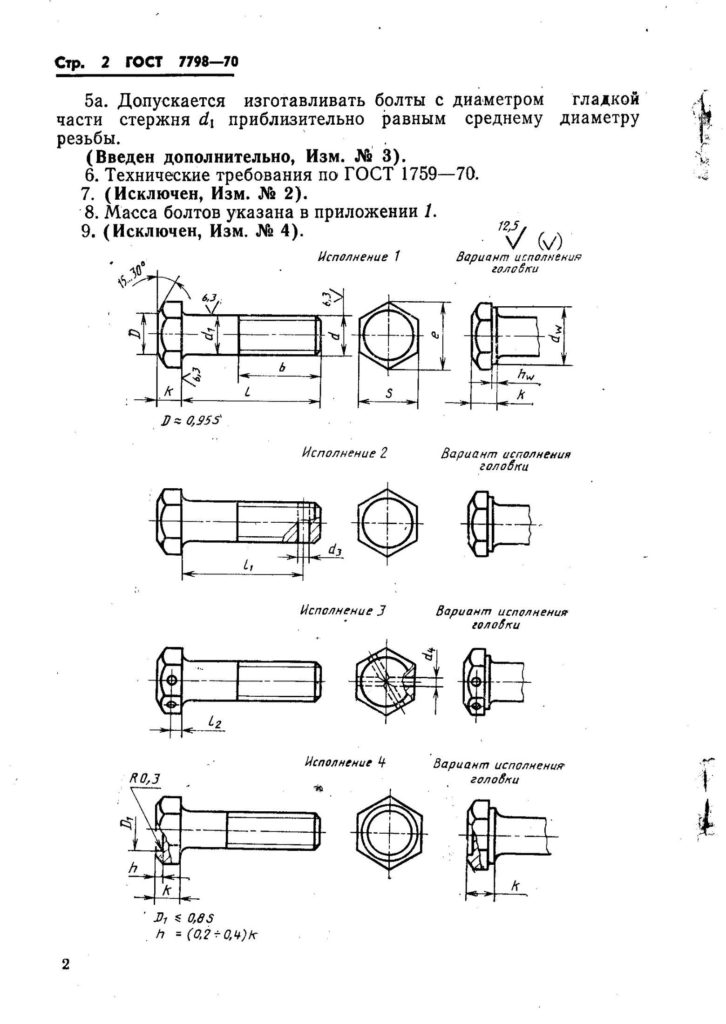
На рис. 8.42 — примеры различных болтов: а — рым-болта (ГОСТ 4751—73*), ввертываемого в тяжелые детали, например в электродвигатели для их подъема и спуска на тросах при монтаже; б — откидного болта (ГОСТ 3033—79*), позволяющего быстро зажимать или освобождать детали в различных приспособлениях; в — болта с полукруглой головкой и с квадратным подголовком (ГОСТ 7802—81*), не требующего зажима головки при завинчивании гайки. Наиболее широко применяют болты с шестигранной головкой, повышенной, нормальной и грубой точности (классов точности А, В, С), с нормальной или уменьшенной головкой, с крупным или мелким шагом резьбы, выпускаемые в одном или нескольких исполнениях. Пример такого болта, выпускаемого по ГОСТ 7798—70* (СТ СЭВ 4728—84) в четырех исполнениях, дан на рис. 8.43: 1 — без отверстия в стержне и головке; 2 — с отверстием в стержне под шплинт; 3 — с двумя отверстиями в головке для стопорения проволокой; 4 — с цилиндрическим углублением в головке, с номинальным диаметром резьбы от 6 до 48 мм, длиной от 8 до 300 мм.
Согласно ГОСТ 10549—80*, для шагов 0,5…0,7 катет z равен 0,5 мм; для шагов 0,75…1 — 1,0 мм; для шагов 1,25…1,75 — 1,6 мм; для шага 2 — 2,0 мм; для шагов 2,5…3,5 — 2,5 мм. Подробнее см. в указанном стандарте. Диаметры и шаги для болтов, винтов и шпилек см. на с. 228.
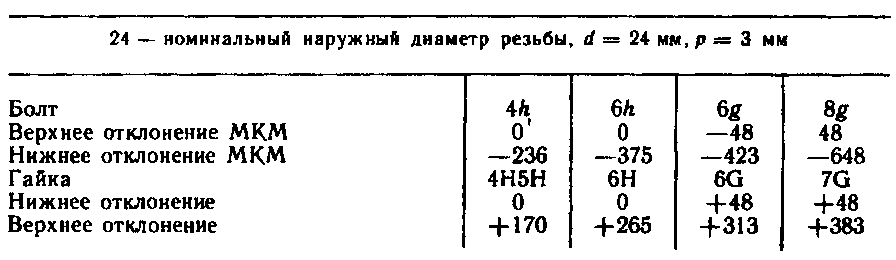
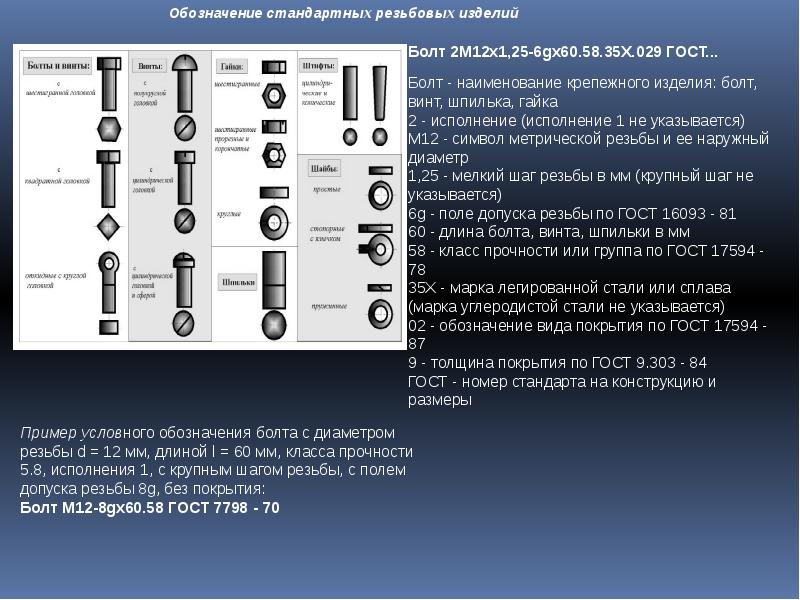
Болт 3M12X1,25-6gX60.109.40X.016 ГОСТ 7798—70, где 3 — исполнение, 1,25 — мелкий шаг резьбы, 6g — поле допуска, 60 — длина болта, 109 — класс прочности 10.9.40X — марка стали, 016 —вид покрытия (цинковое, хроматированное), толщиной 6 мкм;Болт M12—6gX60.58 ГОСТ 7798— 70 — болт исполнения 1 (не указывают) с крупным тагом (не указывают), длиной 60 мм, класс прочности 5.8, без покрытия.Класс точности (в данных примерах В) и размеры головки (в данных примерах — нормальной) определены номером стандарта
Если заменить в приведенном обозначении ссылку на ГОСТ 7798—70 ссылкой, например, на ГОСТ 7805—70* (СТ СЭВ 4727—84), то она определит такой же болт, в том же исполнении, но повышенной точности (класса А) и с уменьшенной головкой под ключ.Этот пример показывает, как важно точно записывать условное обозначение любого изделия, для которого оно установлено стандартом.На учебных чертежах принимают, что болты изготовлены из углеродистой стали класса прочности 5.8 и что они не подвергались покрытию.Таблица поясняет значение указываемых в обозначениях резьб полей допусков (бывш. 1, 2, 3-го классов точности)
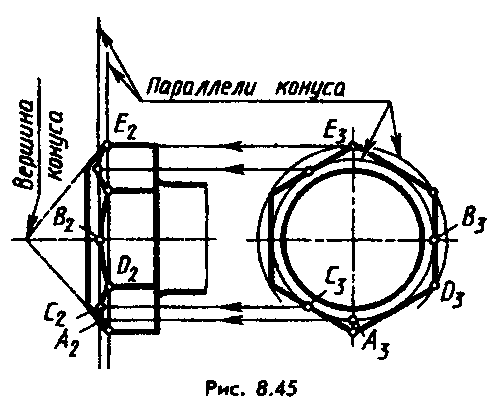
ГОСТ 18125—72* является общим для болтов классов точности В и А (с диаметром резьбы свыше 48 мм). Поэтому в обозначении последних добавляют букву А.Болт А2М56Х4 — 6gX300.07.019 ГОСТ 18125-72, где А — повышенная точность, 2 — исполнение, 56 — номинальный диаметр резьбы, 4 — ее шаг, 300 — длина болта.Класс точности В не указывают.Болт М56Х300.02 ГОСТ 18125—72, где 07 и 02 — группы материалов по ГОСТ 18126—72*.Не указывают поле допуска в обозначении болтов грубой точности (класса точности С), изготовляемых по ГОСТ 15589— 70*… 15591—70*. в четырех исполнениях, например:Болт M24X120.46 ГОСТ 15591—70.Выпускают классов прочности 3.6; 4.6; 5.6, с диаметром резьбы 20… 48 мм.При записи обозначения необходимо следить, чтобы промежутки между его составными частями не были излишне малыми или большими (рекомендуются равными ширине буквы данного размера шрифта), чтобы знак умножения X отличался от буквы X, и т. п.На рис. 8.45 показано выполняемое на учебных чертежах, когда это требует задание, построение дуг гипербол на боковых гранях головки болта, образующихся при сечении конуса вращения (конической фаски) плоскостями (гранями головки), параллельными его оси. Обычно эти дуги заменяют дугами окружностей, определяемыми каждая тремя точками.


4.2. Сборка соединений на высокопрочных болтах при необходимости полной разборки соединений
При необходимости полной разборки соединений следует снять проектную нагрузку по специально разработанному проекту и восстановить узел по следующей технологии:
4.2.1. Технологический процесс сборки соединений предусматривает:
— осмотр конструкций и проверку их соответствия требованиям проекта и главы СНиП III-18-75 (в части точности изготовления конструкций);
— совмещение отверстий и фиксацию в проектном положении элементов и деталей соединения с помощью монтажных пробок (10 % от числа отверстий, но не менее 2 шт.);
— установку в свободные от пробок отверстия высокопрочных болтов;
— проверку геометрических размеров собранных конструкций;
— плотную стяжку пакета;
— натяжение поставленных высокопрочных болтов на усилие, предусмотренное проектом;
— извлечение пробок, постановку в освободившиеся отверстия высокопрочных болтов и натяжение их до проектного усилия.
4.2.2. Перепад толщин перекрываемых накладками элементов, определяемый до постановки накладок с помощью линейки и щупа, не должен превышать 0,5 мм.
4.2.3. При перепаде плоскостей соединяемых деталей от 0,5 до 3 мм для обеспечения плавного изгиба накладки кромку выступающей детали необходимо сгладить наждачным камнем на расстоянии до 30 мм от обреза детали с уклоном не круче 1:10. При перепаде плоскостей более 3 мм следует применять прокладки. Применение прокладок должно быть — согласовано с проектной организацией.
4.2.4. Длины применяемых болтов подбираются в зависимости от толщины — пакета ().
4.2.5. При рассверловке отверстий в элементах с обработанными поверхностями не должны применяться охлаждающие жидкости, содержащие масло.
4.2.6. Сборку соединений следует производить сразу на высокопрочных болтах и пробках. Применение других болтов в качестве сборочных запрещается.
4.2.7. Каждый болт устанавливается в соединение с двумя высокопрочными шайбами (одна ставится под головку болта, другая — под гайку).
4.2.8. Гайки, затянутые на проектное усилие, ничем дополнительно не закрепляются.
4.2.9. В момент установки высокопрочных болтов гайки должны свободно (от руки) наворачиваться по резьбе. В противном случае гайку или болт следует заменить, а отбракованные болты и гайки отправить на повторную подготовку.
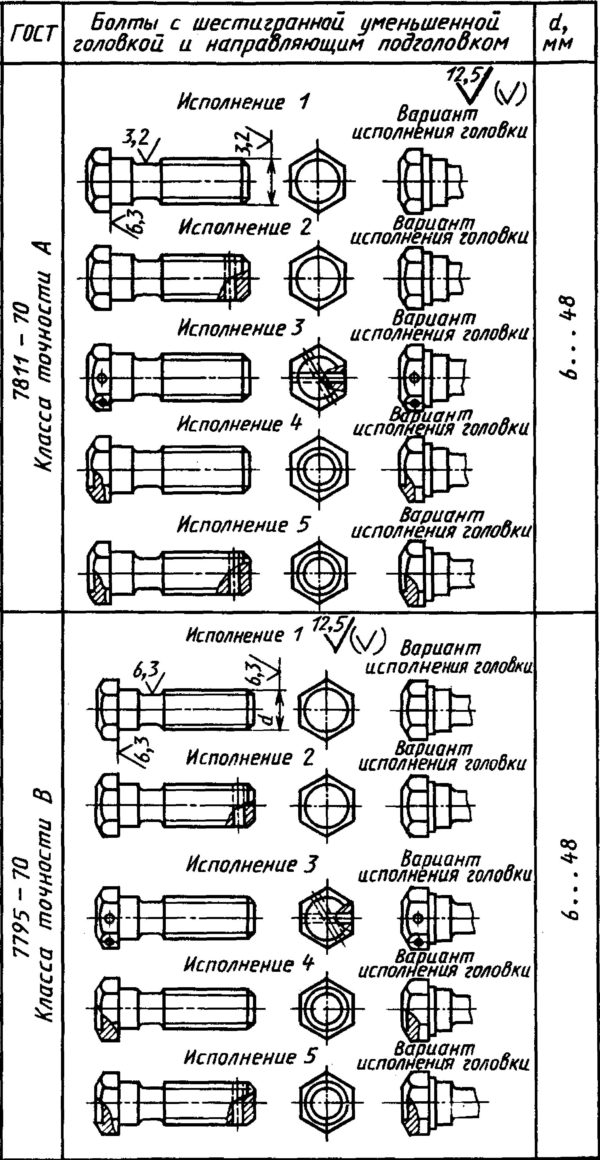
Болты ГОСТ 7796-70/7798-70
Производственно-коммерческое предприятие «ФЛАРМ» производит болты в соответствии с ГОСТ 7796-70. Мы готовы изготовить болты по чертежам и техническим требованиям заказчика.

У нас собственное производство и склад готовой продукции. Мы можем организовать доставку по всей России.
Подробную информацию о нашей продукции, ценах и условиях доставки вы можете получить по телефонам: +7 (812) 401-40-60, +7 (800) 775-79-75 и по адресу: .
Стандарты, технические требования и материалы
ГОСТ 7796-70 распространяется на болты с шестигранной уменьшенной головкой класса прочности В с диаметром от 8 до 48 мм.
Длина от 10 до 300 мм.
Резьба по ГОСТ 24705. Сбег и недорез резьбы по ГОСТ 27148.
Концы болтов по ГОСТ 12414. Радиус под головкой по ГОСТ 24670.
Не установленные настоящим стандартом допуски размеров, отклонений формы и расположения поверхностей и методы контроля по ГОСТ 1759.1.
Допустимые дефекты поверхности болтов и методы контроля по ГОСТ 1759.2.
Технические требования по ГОСТ 1759.0.
Болты оцинкованные ГОСТ 7796-70 используются при соединении и креплении металлоконструкций и дорожных ограждений.
ГОСТ 7796-70 регламентирует 5 исполнений болтов.
S — размер «под ключ»;
е — диаметр описанной окружности;
К/К1 — высота головки болта;
d1 — диаметр стержня;
L/L1 — длина болта;
b — длина резьбы;
d — номинальный диаметр резьбы
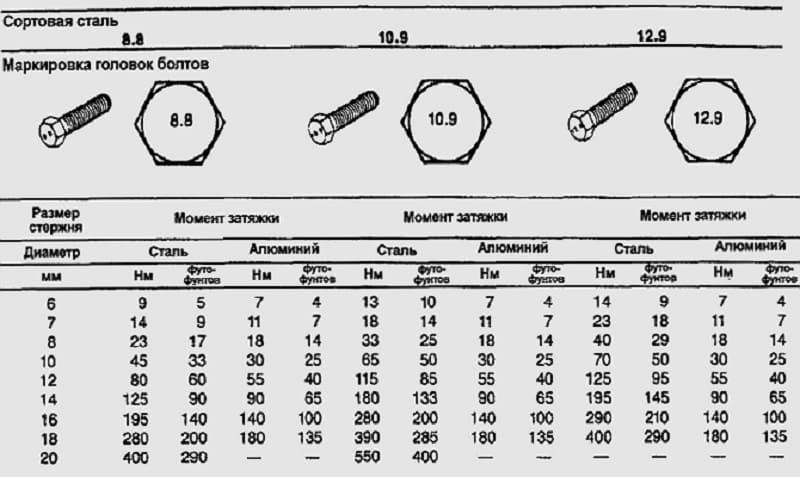
Классы прочности болтов ГОСТ 7796-70
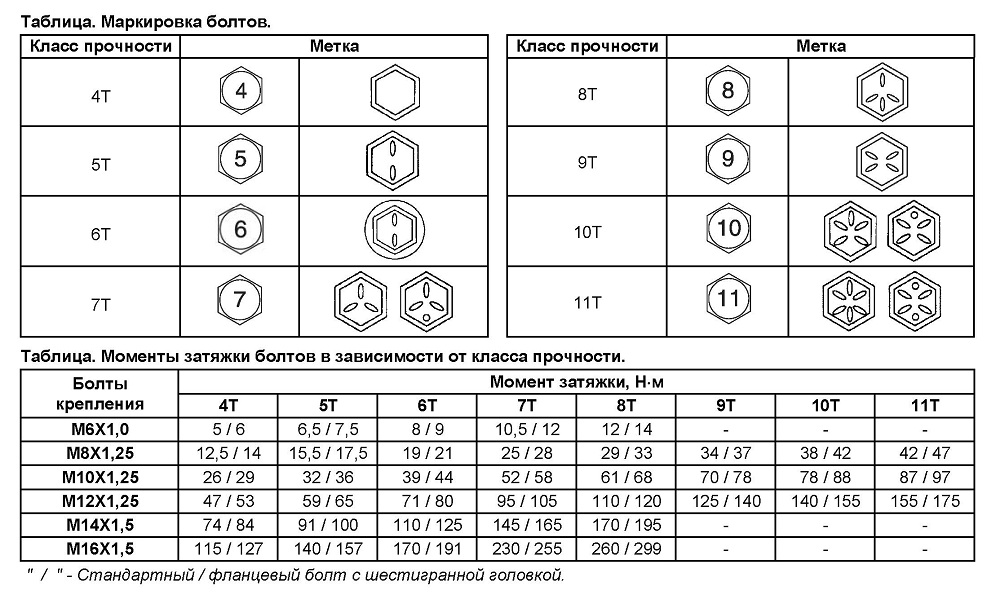
Класс прочности характеризует предел прочности и предел текучести изделия. Класс прочности болта указывается на его головке.
| Класс прочности | Характеристика |
| 4.8, 5.8 | Изготавливаются из стали 10, 20.Имеют относительно невысокую прочность на разрыв. Болты класса прочности 5.8 выдерживают нагрузки на 20% больше, чем болты класса прочности 4.8.Широко применяются во всех отраслях народного хозяйства для малонагруженных соединений |
| 8.8 | Изготавливаются из стали 35, 20Г2Р с последующей закалкой.Выдерживают в два раза большее разрушающее воздействие по сравнению с классом прочности 4.8.Рекомендуем применять в ответственных конструкциях и механизмах |
| 10.9, 12.9 | Изготавливаются только из стали 20Г2Р или 40Х с последующей закалкой.Выдерживают разрушающее воздействие в 2.7 раза больше по сравнению с классом прочности 4.8.Высокий класс прочности позволяет применять крепежные изделия меньшего размера при тех же нагрузках; сократить металлоемкость крепежа и снизить цену на 30–40%.Незаменимы в механизмах, требующих частой сборки-разборки, грузоподъемных машинах и ответственных конструкциях |
Болты ГОСТ 7798-70
Производственно-коммерческое предприятие «ФЛАРМ» производит болты в соответствии с ГОСТ 7798-70. Мы готовы изготовить болты по чертежам и техническим требованиям заказчика.
У нас собственное производство и склад готовой продукции. Мы можем организовать доставку по всей России.
Подробную информацию о нашей продукции, ценах и условиях доставки вы можете получить по телефонам: +7 (812) 227-40-60, +7 (812) 248-13-83 и по адресу: .
Основные размеры болтов ГОСТ 7798-70
| Номинальный диаметр резьбы, d | 6 | 8 | 10 | 12 | (14) | 16 | (18) | 20 | (22) | 24 | (27) | 30 | 36 | 42 | 48 |
| Шаг резьбы | крупный | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | |||
| мелкий | – | 1 | 1,25 | 1,5 | 2 | 3 | |||||||||
| Диаметр стержня d1 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 |
| Размер «под ключ» S | 10 | 13 | 16 | 18 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 |
| Высота головки k | 4,0 | 5,3 | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,0 | 15,0 | 17,0 | 18,7 | 22,5 | 26,0 | 30,0 |
| Диаметр описанной окружности е, не менее | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 60,8 | 71,3 | 82,6 |
| dw, не менее | 8,7 | 11,5 | 14,5 | 16,5 | 19,2 | 22,0 | 24,8 | 27,7 | 31,4 | 33,2 | 38,0 | 42,7 | 51,1 | 59,9 | 69,4 |
| hw | не менее | 0,15 | 0,20 | 0,25 | |||||||||||
| не более | 0,6 | 0,8 | |||||||||||||
| Диаметр отверстия в стержне d3 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | |||||||
| Диаметр отверстия в головке d4 Н15 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | ||||||||||
| Расстояние от опорной поверхности до оси отверстия в головке l2 | 2,0 | 2,8 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,5 | 9,5 | 11,5 | 13,0 | 15,0 |
Как выглядит болт и чем отличается от винта
Как упоминалось выше, чтобы четко разграничивать, чем отличается болт от винта, определение каждого из них должно производиться по методу крепления. Так, в качестве фиксирующего элемента у болта используется гайка, а винт непосредственно закручивается вглубь скрепляемых деталей и имеет встречную резьбу во второй из них. Гайки должны иметь такой же размер резьбового отверстия, что и болты, иначе они не подойдут.

Всегда можно уточнить, какая конструкция бывает у болтов с шестигранной головкой, и определить, чем отличается винт от болта, по ГОСТу 7805-70. Именно этот документ регулирует производство названных деталей и их качественные и количественные характеристики.
Чаще всего изготавливаются универсальные болты с полной резьбой, но бывают и варианты с неполной — для скрепления плоских деталей большой толщины. По принципу крепления также можно понять, чем отличается болт от винта. Ведь при использовании болта, всегда его второй конец выходит из скрепляемой детали и фиксируется гайкой, тогда как у винта он прячется внутри детали. При рассмотрении конструктивных особенностей уже упоминалось, чем отличается болт от винта, и именно по этому различию болты предназначены для соединения двух плоских деталей, а винты — для плоской детали с изделиями любой толщины.
Болты к тому же при скреплении с гайкой под воздействием вибраций или при соединении деревянных деталей имеют свойство саморазвинчиваться. Чтобы предотвратить это, надевают на болт контргайку (вторую вслед за первой) или используют самоконтрящиеся гайки.
Чтобы не повредить болтом мягкий материал, такой как дерево или пластмасса, и чтобы крепеж под воздействием нагрузок не продавил мягкий материал, под головку болта кладут шайбу. Для более надежных соединений используют две шайбы, помещая вторую под гайку.

Интересные факты
- Сплавы из титана, удельный вес которых превышает алюминиевые примерно на 70 %, прочнее их в 4 раза, поэтому, по удельной прочности сплавы, содержащие титан, выгоднее использовать для самолетостроения.
- Многие алюминиевые сплавы превышают удельную прочность сталей, содержащих углерод. Сплавы из алюминия имеют высокую пластичность, коррозийную стойкость, прекрасно обрабатываются давлением и резанием.
- У пластмасс удельная прочность выше, чем у металлов. Но из-за недостаточной жесткости, механической прочности, старения, повышенной хрупкости и малой термостойкости ограничены в применении слоистые пластики, текстолиты и гетинаксы, особенно в крупногабаритных конструкциях.
- Установлено, что по выносливости к коррозии и удельной прочности, металлы черные, цветные и многие их сплавы уступают стеклопластикам.

Механические свойства металлов являются важнейшим фактором использования их в практических нуждах. Проектируя какую-то конструкцию, деталь или машину и подбирая материал, обязательно рассматривают все механические свойства, которыми он обладает.
Описание
На высокопрочные болты есть официальный действующий ГОСТ 52644-2006. В данном акте нормируются:
- габариты болтов;
- длина резьбы такого крепежа;
- вариации конструктивных элементов и исполнений;
- коэффициенты закручивания;
- теоретическая масса каждого изделия.

На них распространяется еще и стандарт DIN 6914. По умолчанию это изделие имеет шестигранную головку под ключ. Оно предназначается для высоконапряженных стальных соединений. Диаметр крепежа может составлять от М12 до М36. Их размер колеблется от 3 до 24 см.
Такие болты могут использоваться в машиностроении, в двигателестроении. Они пригодятся еще и для участков, где действует сильная вибрация; их можно, наконец, использовать в строительных конструкциях различного рода. Большую роль, однако, играет правильно выбранное усилие затягивания. Слишком слабый нажим часто приводит к преждевременному разрушению соединения, слишком сильный — способен навредить крепежу или соединяемым конструкциям.

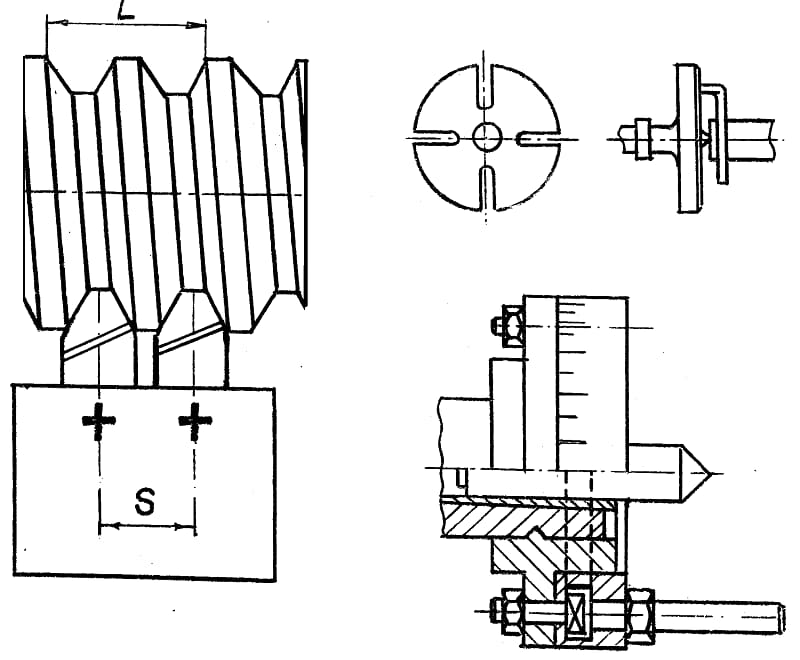
Нарезание многозаходной резьбы
Для нарезания требуется соблюдения определённых правил на металлорежущем оборудовании. Операция требует точного соблюдения угловых делений в момент последовательного перехода от одного шага к другому. Это позволяет выдержать точное число заходов резьбы.
Нарезание производится следующими способами:
- постепенным поворотом закреплённой детали на заданный угол в поводковом патроне;
- фрезерованием изделия дисковыми или гребенчатыми фрезами (обработка производиться непрерывно или последовательно путём деления на составные части).
Настройку станка производят не на шаг, как для однозаходной конструкции, а на величину хода. В этом случае шаг и ход определяют расстояние, которое должен проходить резец или фреза за один оборот вращения заготовки. Например, для нарезания трёхзаходной системы на болт диаметром 20 миллиметров величина шага должна составлять два миллиметра. На станках, оборудованных для проведения таких операций, на коробке передач предусмотрены специальные положения. Нарезание многозаходной конструкции с указанными параметрами, производится установкой рычага управления коробки передач на передней бабке на шаг с индексами 2х3. На других станках величину хода настраивают при помощи специального звена по изменению шага.



Полученный результат позволяет определить количество секторов и угол, на который необходимо повернуть заготовку, закрепив заново в шпинделе. В некоторых станках для решения этой задачи предусмотрены делительные устройства. Они позволяют точно выставить необходимый угол. Например, для нарезания трёхзаходной резьбы его поворачивают по часовой стрелке на двадцать делений. Для чётырёхзаходной необходимо осуществить поворот на 15 делений. Чем больше количество необходимых нарезок, тем меньшее количество делений следует выставить.
Если такое устройство не предусмотрено, используют отверстия, предусмотренные в шпинделе. Они позволяют производить изменение угла, начиная с 30° с изменяемым шагом в 15 и 30 градусов. Они соответствуют наиболее часто используемым количествам заходов от 12 до 2.
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от , которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.
Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Покрытия крепежных изделий по ГОСТ 9.306
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
| Вид покрытия | Обозначение покрытия | |
| По ГОСТ 9.306 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр | 02 |
| Многослойное: медь-никель | М.Н | 03 |
| Многослойное: медь-никель-хром | М.Н.Х.б | 04 |
| Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
| Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
| Окисное из кислых растворов | Хим.пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
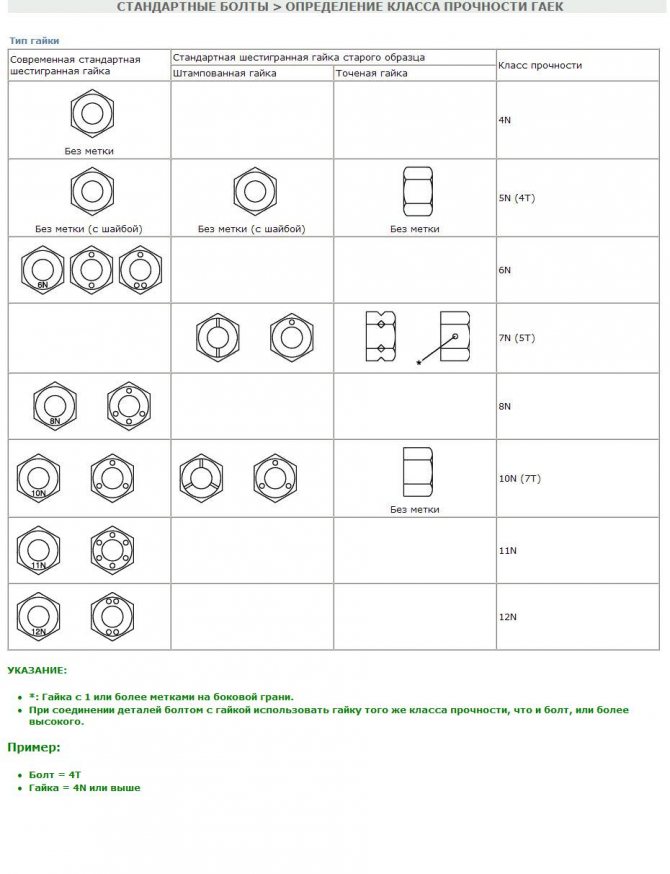
Основные характеристики гаек из углеродистой и легированной стали (ГОСТ 1759.5-87)
Таблица составлена для отображения твердости гаек с резьбой, имеющей крупный шаг
Важно, что нижние границы твердости приводятся только для гаек, которые были подвергнуты термообработке, либо нет реальной возможности предварительно испытать их, дав экспериментальную нагрузку. Во всех остальных случаях сведения о минимальных значениях твердости носят только справочный характер
| Номинальный диаметр резьбы d, мм | Класс прочности | ||||||||||
| 04 | 05 | 4 | |||||||||
| Напряжение от пробной нагрузки σF ,МПа | Твердость по Виккерсу HV | Напряжение от пробной нагрузки σF, МПа | Твердость по Виккерсу HV | Твердость по Роквеллу НRСэ | Напряжение от пробной нагрузки σF , МПа | Твердость по Виккерсу HV | |||||
| не менее | не более | не менее | не более | не менее | не более | не менее | не более | ||||
| <4 | 380 | 188 | 302 | 500 | 272 | 353 | 27,8 | 36 | — | — | — |
| 4 -7 | |||||||||||
| 7- 10 | |||||||||||
| 10- 16 | |||||||||||
| 16-48 | 510 | 117 | 30 | ||||||||
| Номинальный диаметр резьбы d, мм | Класс прочности | ||||||||||
| 5 | 6 | 8 | |||||||||
| Напряжение от пробной нагрузки σF, МПа | Твердость по Виккерсу HV | Напряжение от пробной нагрузки σF МПа | Твердость по Виккерсу HV | Напряжение от пробной нагрузки σF, МПа | Твердость по Роквеллу НКСэ | Твердость по Виккерсу HV | |||||
| не менее | не более | не менее | не более | не менее | не более | не менее | не более | ||||
| <4 | 520 | 130 | 302 | 600 | 150 | 302 | 800 | 170 | 302 | — | — |
| 4-7 | 580 | 670 | 810 | 188 | |||||||
| 7 — 10 | 590 | 680 | 830 | ||||||||
| 10 — 16 | 610 | 700 | 840 | ||||||||
| 16-48 | 630 | 146 | 720 | 170 | 920 | 233 | 353 | 38 |
| Номинальный диаметр резьбы d, мм | Класс прочности | ||||||||||||
| 9 | 10 | 12 | |||||||||||
| Напряжение от пробной нагрузки σF. МПа | Твердость по Виккерсу HV | Напряжение от пробной нагрузки σF МПа | Твердость по Виккерсу HV | Твердость по Роквеллу НКСэ | Напряжение от пробной нагрузки σF, МПа | Твердость по Виккерсу HV | Твердость по Роквеялу НКСэ | ||||||
| не менее | не более | не менее | не более | не менее | не более | не менее | не более | не менее | не более | ||||
| < 4 | 900 | 170 | 302 | 1040 | 272 | 353 | 28 | 38 | 1150 | 295 | 353 | 31 | 38 |
| 4- 7 | 915 | 188 | 1040 | 1150 | |||||||||
| 7- 10 | 940 | 1040 | 1160 | ||||||||||
| 10- 16 | 950 | 1050 | 1190 | ||||||||||
| 16-48 | 920 | 1060 | 1200 | — | — |
Для гаек, класс прочности которых соответствует 0,4, 4, 5, 6 и 9 минимальные показатели твердости НКСэ не определены. Верхняя граница твердости не должна превышать HRC 30.
Классы прочности гаек с высотой 0,8d, рассчитанных на резьбу не менее 0,6d, обозначается показателем, характеризующим предельно допустимый класс прочности болтов, рекомендованных для использования с ними, который соответствует сотой части экспериментального напряжения, зафиксированного в процессе испытаний.
Классы прочности гаек, высота которых варьируется от 0,5 до 0,8d, рассчитанных на резьбу от 0,4 до 0,6 d, обозначается двумя цифрами. Первая указывает, на максимально допустимую способность гайки в сочленении с болтом выдерживать нагрузку, которая меньше, чем тот же показатель для закаленной оправки и гайки, высота которой больше, чем 0,8d.
ГОСТ 1759.5-87 утвержден для регламентации химических характеристик и наиболее предпочтительных марок стали, используемых для производства гаек.
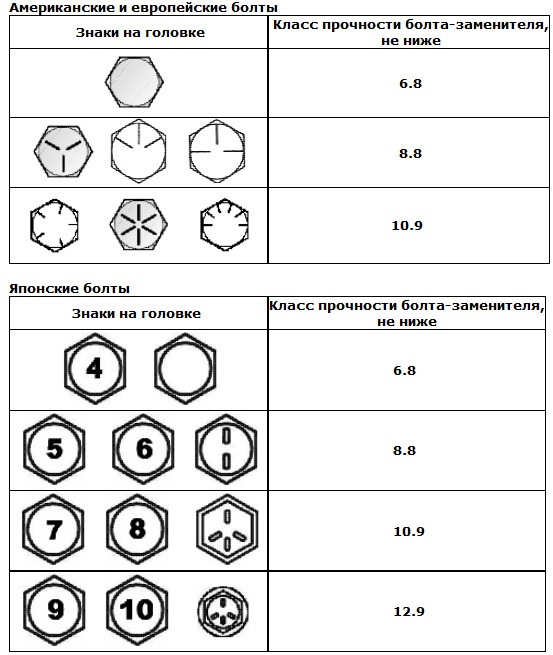
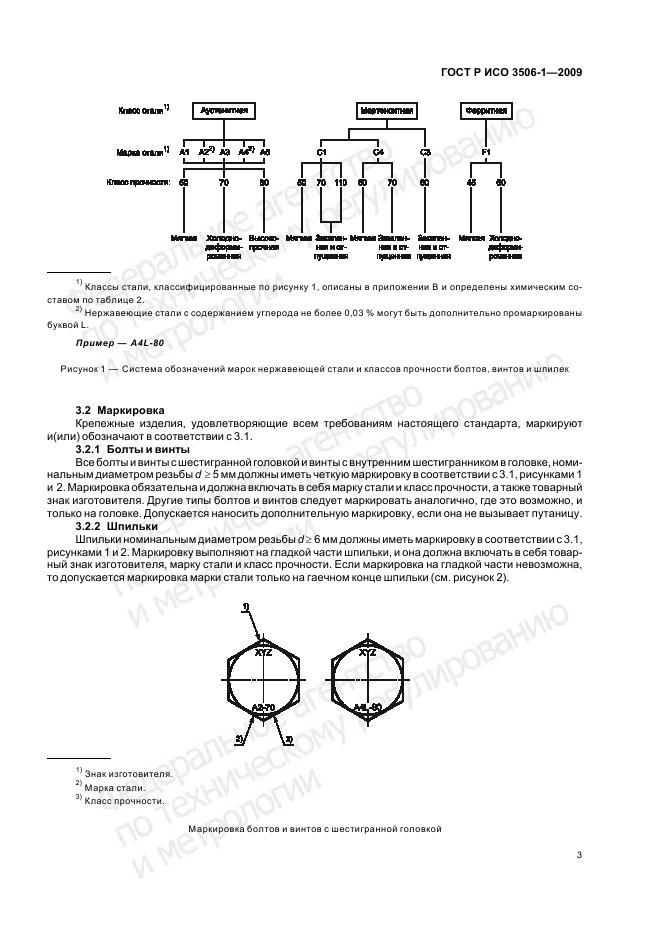
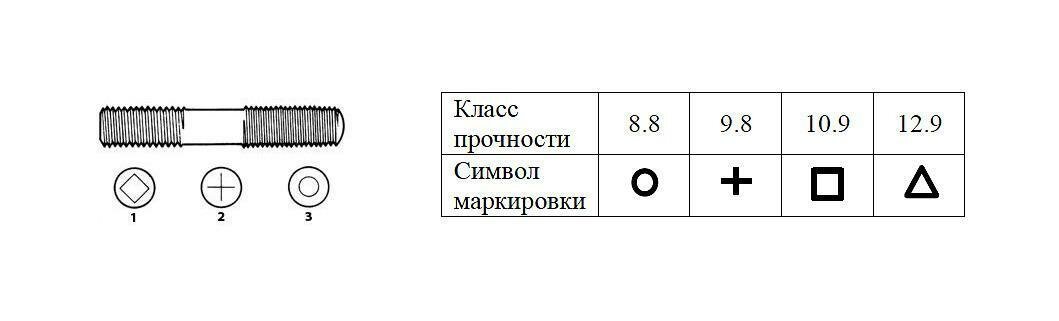
3 Как производится маркировка резьбовых соединений?
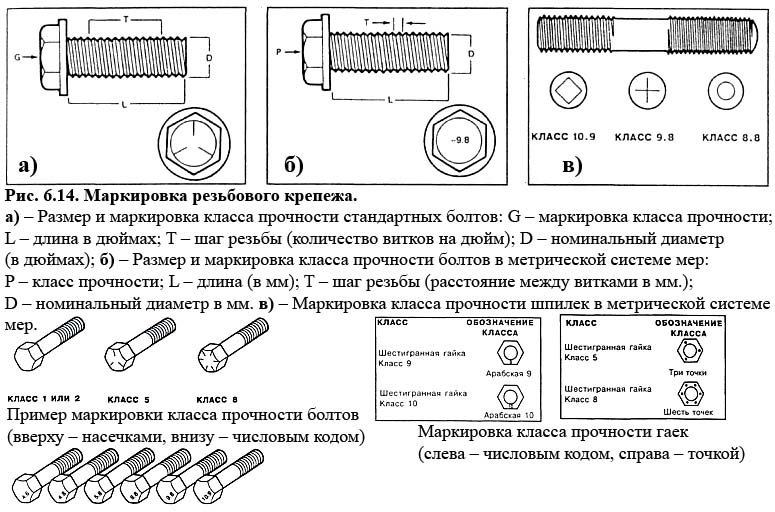
Маркировка болтов осуществляется с учетом требований DIN, ANSI/ISO и других стандартов, о которых мы говорили выше. На головку изделия наносят:
- класс прочности материала, из которого изготавливается болт;
- клеймо производителя;
- стрелку левой резьбы (правая резьба никак не маркируется).
Указанные знаки могут быть выпуклыми либо углубленными. А их величина определяется на заводе, который выпускает болты.
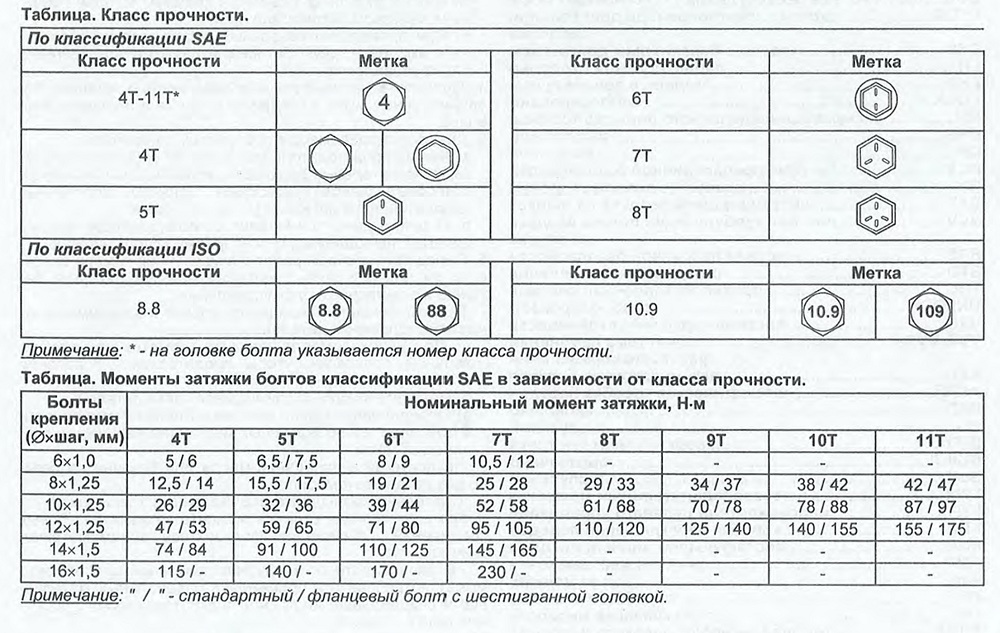
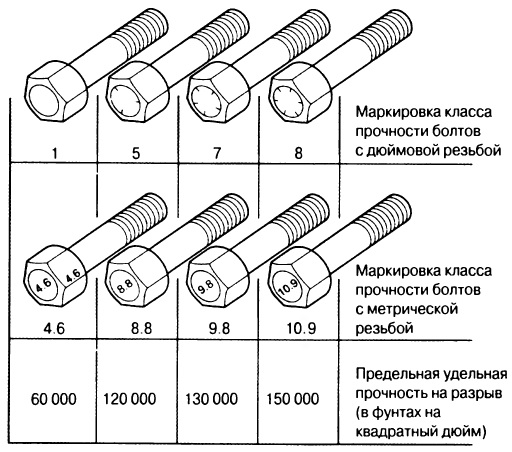
Класс прочности изделий из углеродистых сталей указывается в виде двух цифр, разделенных точкой – 3.6, 10.9, 8.8 и так далее. Первая цифра показывает, какую нагрузку может выдержать соединение. Вторая является отношением, умноженным на 10, двух пределов – текучести и прочности. Так, если вы видите маркировку на болтах – “8.8”, это означает, что при нагрузке более 8 тонн на квадратный сантиметр они порвутся.
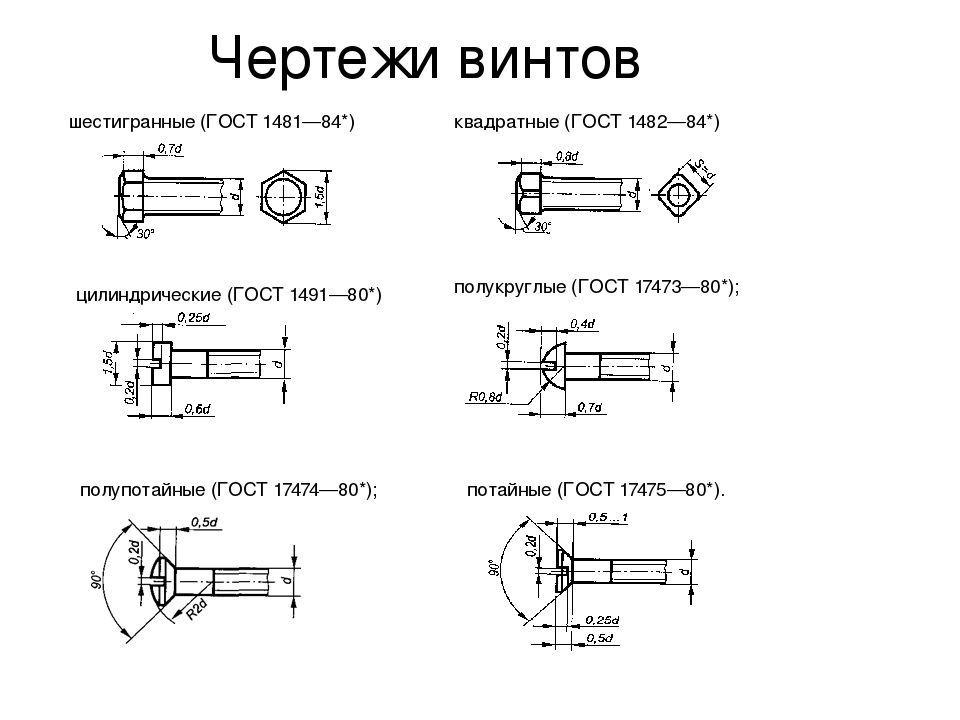
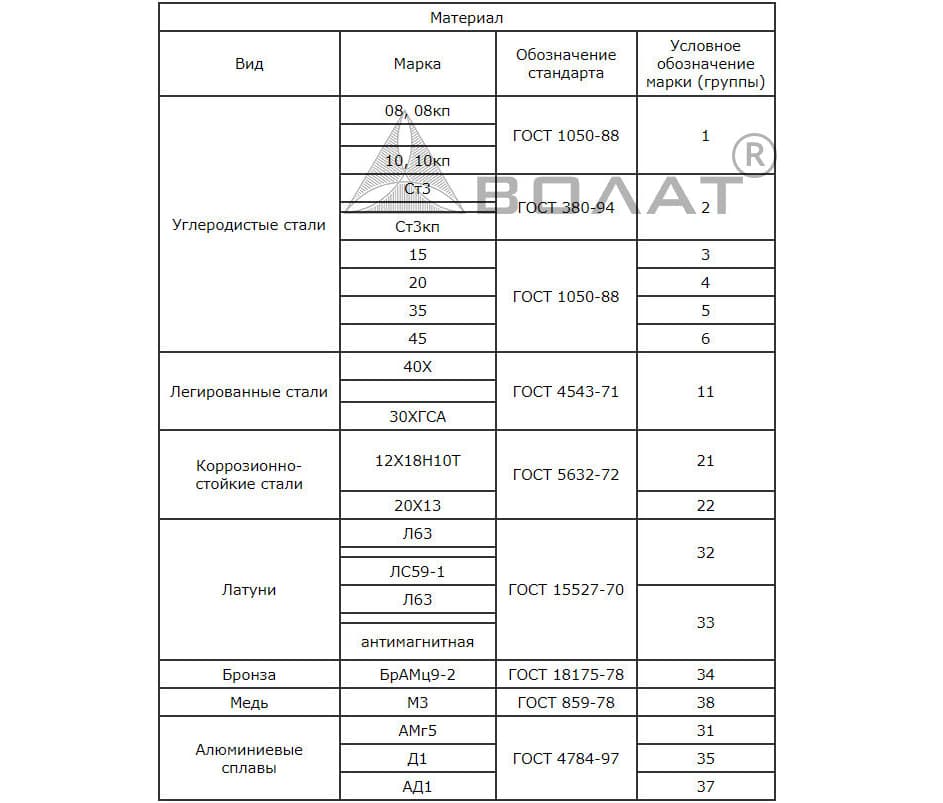
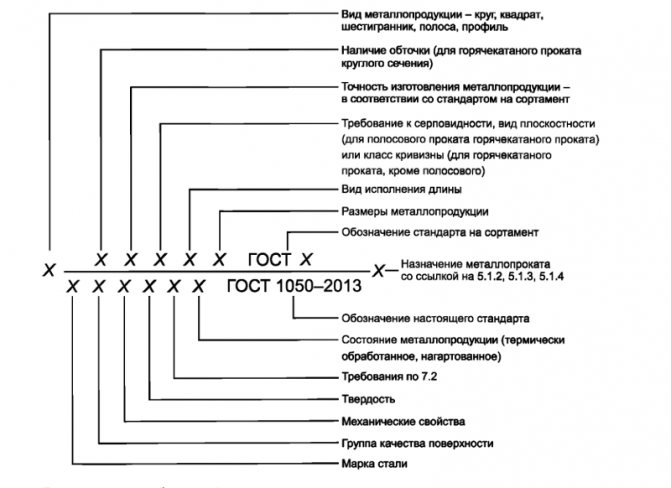
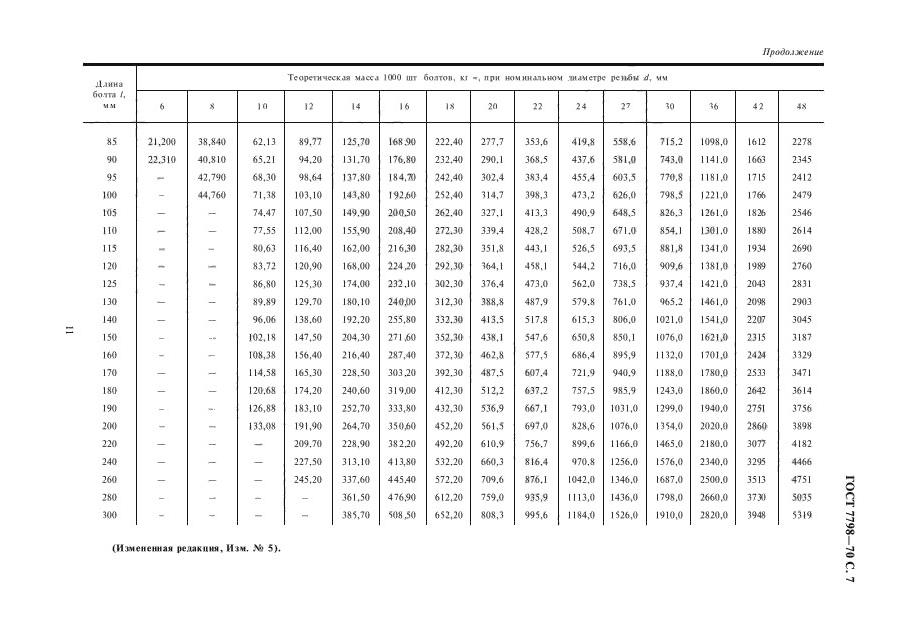
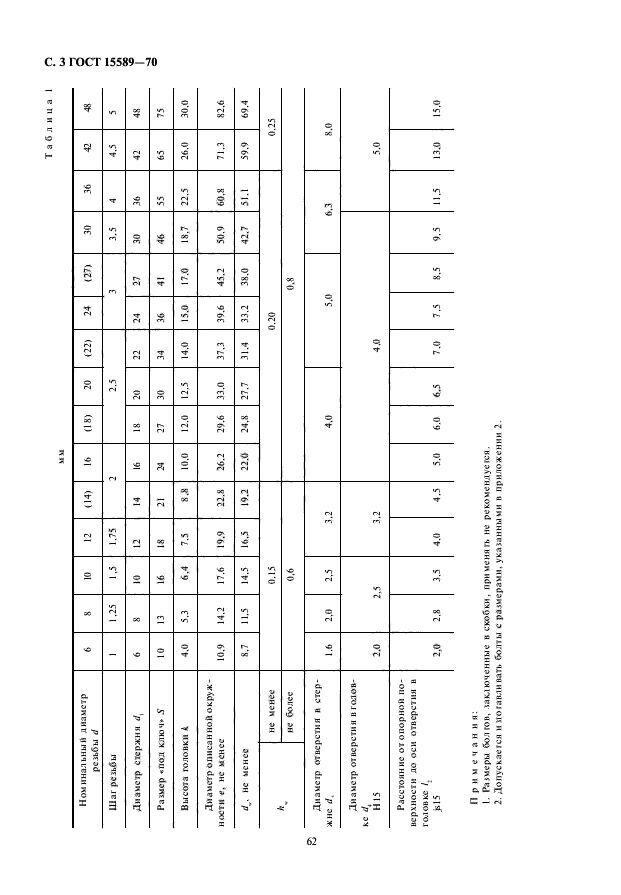
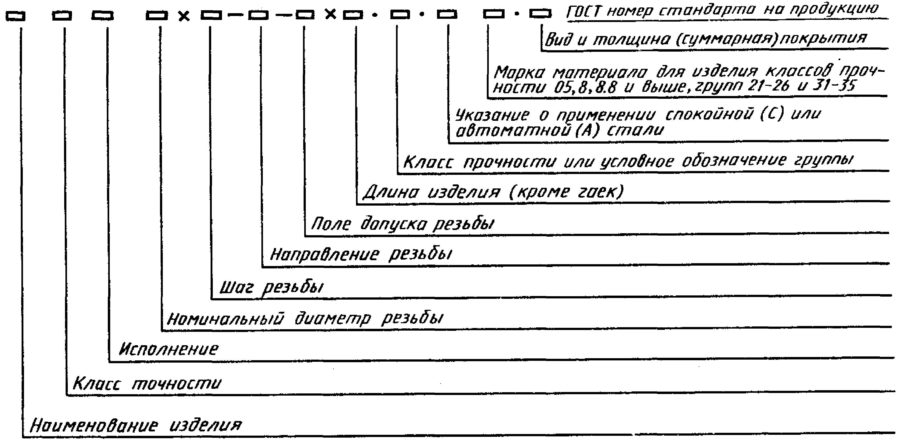
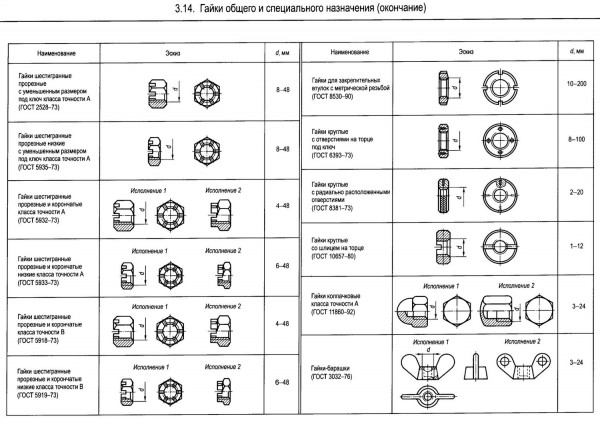
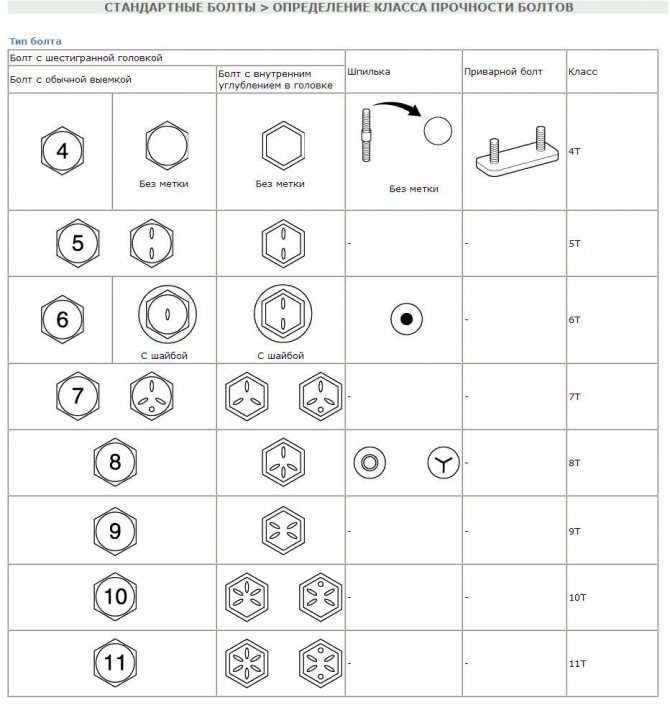

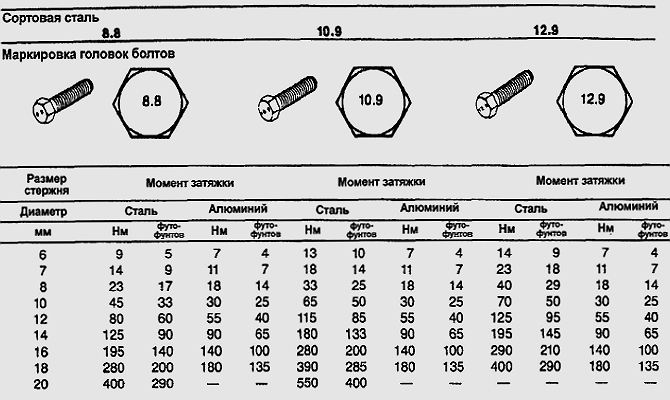 Фото маркировки болтов из углеродистых сталей
Фото маркировки болтов из углеродистых сталей
Метизы из нержавеющей стали маркируются следующим образом: А2 (А4) – 50 (80, 60). А2 либо А4 – это марка стали (А4 устойчива против щелочей, солей и воздействия кислот, А2 – водоустойчивая), а число – показатель предела прочности болта.
Крепеж, изготавливаемый из мартенситных сталей с малым содержанием углерода, маркируется аналогично изделиям из углеродистой стали. Но в данном случае цифры подчеркиваются – 10.9 (допускается не ставить точку между цифрами – 109).
 На фото – маркировка болта из мартенситной стали
На фото – маркировка болта из мартенситной стали
Расшифровка цифр
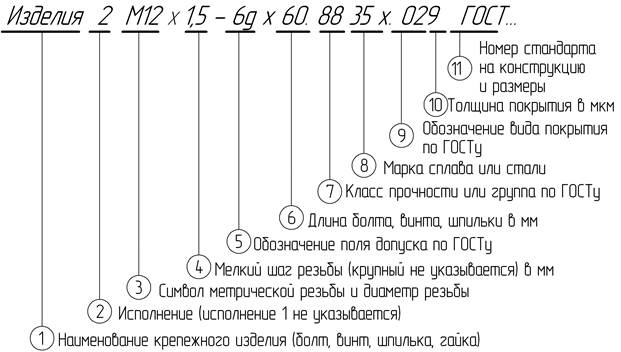
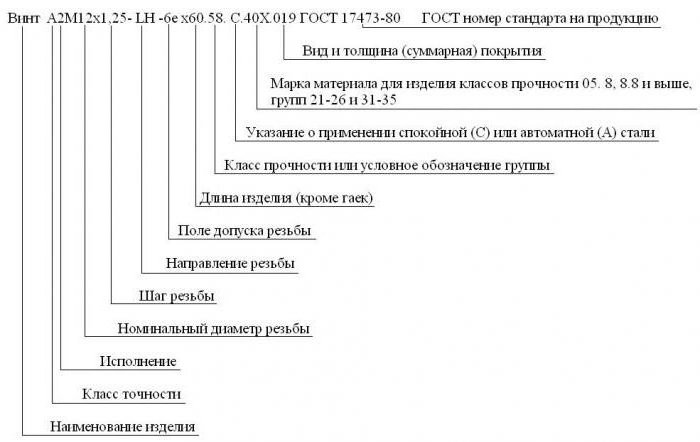
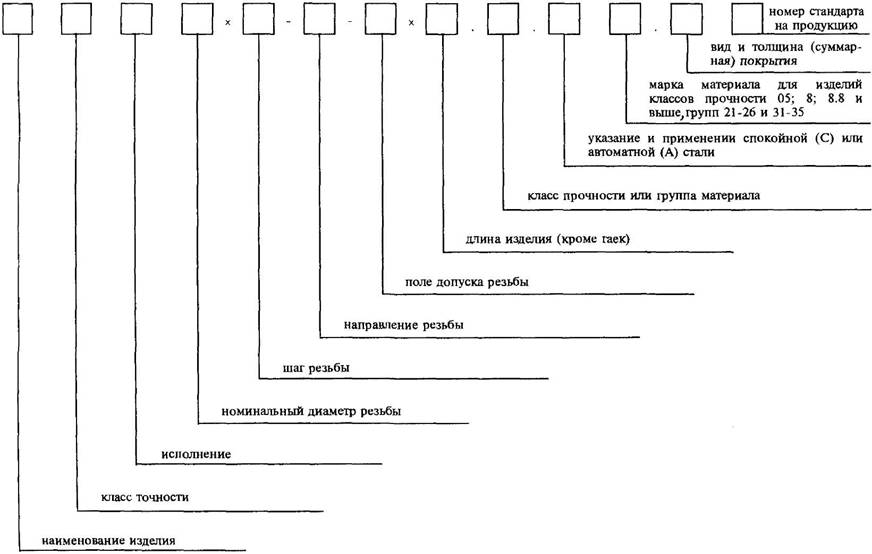
Самая полная маркировка монтажных болтов содержится в таблице. Она имеет как буквенное, так и цифровое значение, а расположены все эти символы в строго определенном ГОСТом порядке. Если указать такую маркировку в спецификации строительного или монтажного проекта, любой инженер без труда сможет понять, о каких метизах идет речь и какими характеристиками они обладают.
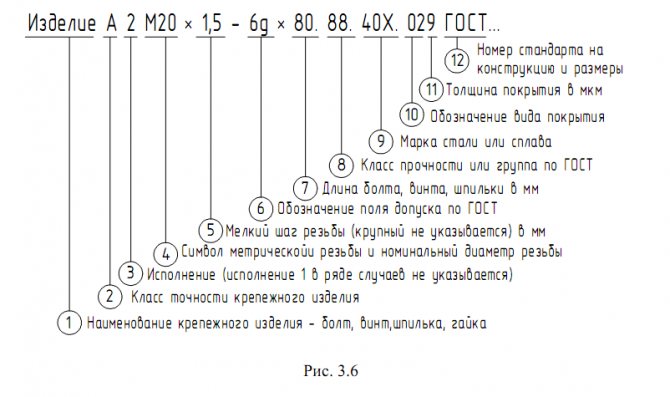
В качестве наглядного примера рассмотрим обозначение метиза, у которого маркировка располагается на шляпке: Болт А3М12х1,50LH-4gx60.66. С. 097.
- Первым идет наименование изделия. Слово «болт» может быть заменено на наименование другого изделия, которое подлежит маркировке.
- Буква А обозначает класс точности изделия. Всего имеется 3 класса точности: A, B, C. А означает, что точность исполнения болта высокая.
- Цифра 3 сообщает нам о типе исполнения изделия. Согласно стандартам, существует 4 типа исполнения, но в маркировке 1 тип не указывается.
- Следующая буква М информирует о том, какой тип резьбы на стержне болта. Тип резьбы различают конический, метрический или трапециевидный. Буква М обозначает метрический.
- Число 12 указывает диаметр в миллиметрах у стержня болта. Примечательно, что маркировку М12 имеют изделия только класса А.
- Число 1,50 дает сведения о том, с каким шагом нарезана резьба у болта. Если шаг резьбы стандартный для диаметра, в маркировке его не указывают.
- Буквы LH показывают, что болт имеет левую резьбу. В случае, когда нарезка резьбы делается стандартной правосторонней, в маркировке это не отображается.
- Обозначение 4g информирует о классе точности. Резьбу нарезают с точностью по шкале от 4 до 8. Чем ниже показатель, тем точнее выполнена резьба на метизе.
- Число 60 обозначает длину болта. В данном примере он составляет 60 мм.
- Число 66 говорит о прочности. Такие временные параметры твердости отделяются от величины длины при помощи точки.
- Следующая буква обозначает марку сплава стали, из которой изготовлен болт. Буква С означает, что метиз сделан из так называемой спокойной стали. Если бы в маркировке была буква А, это означало бы, что сталь автоматная.
- Цифры 097 показывают, какое покрытие у метиза. Всего различают 13 типов покрытия, причем цифрой 9 маркируют оцинкованные метизы. Цифра 7 обозначает толщину покрытия в микронах, в нашем случае толщина оцинкованного покрытия равна 7 мкм.
Единые требования к метизам и их маркировке, принятой в нашей стране, дают возможность точно и быстро подобрать крепеж. У изделий европейского или американского производства маркировка отличается, так как размеры указываются в дюймовых величинах. Для прочтения дюймовых обозначений применяют переводные таблицы.
Все о маркировке болтов в видео ниже.
Вид покрытия

Согласно действующему ГОСТу 9.306-85, существуют следующие виды покрытий болтов:
- цинковое, которое также может быть горячим или с примесью хроматов;
- медное;
- окисное, пропитанное маслом, наполненное хроматами или кислыми растворами;
- серебряное;
- никелевое;
- кадмиевое с добавлением хроматов;
- оловянное;
- фосфатное, пропитанное маслом;
- многослойное, в состав которого входят никель и медь (или то и другое, но с примесью хрома).
Как правило, название покрытия ставится после точки, в конце всего обозначения болта. Если возле него находится какая-либо цифра, тогда она означает толщину наносимого покрытия. Эта величина измеряется в микронах (1 мкм равен 1/1000 мм).
Узнать более подробно о том, как расшифровываются названия покрытий в общепринятых обозначениях болтов, можно на примере ниже по тексту.
Как правильно затягивать и откручивать болт
Чаще всего при затяжке болтовых соединений на различных конструкциях в домашнем хозяйстве используются обычные гаечные ключи – торцевые, рожковые и накидные. Однако в таком случае точно определить момент затяжки тяжело, поэтому в промышленном производстве и ремонтных мастерских опытные слесари применяют специальные динамометрические ключи или пневматические гайковерты, главное достоинство которых – возможность выставлять требуемый уровень затяжки, зависящий от типа механизма.
Чтобы открутить болт, используют те же самые ключи, однако в старых конструкциях чаще всего болты сильно «прикипают» к гайке из-за коррозии. Для безопасного откручивания применяют несколько простых способов:
- использование проникающей смазки WD-40 аэрозольного типа;
- небольшое постукивание по ржавому болту молотком для разрушения ржавчины в профиле резьбового соединения;
- небольшой проворот гайки в сторону закручивания (всего на несколько градусов).





