
Разметочный карандаш из сверла своими руками
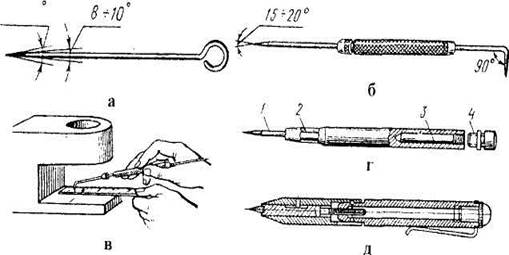
Такой карандаш необходим каждому, кто работает с металлом. С его помощью легко наносить разметочные линии, которые невозможно смыть с поверхности детали, заготовки.
Для изготовления разметочного карандаша понадобится пруток из латуни. Его оптимальный диаметр – 1…1,8 см выбирается пользователем на свое усмотрение. Необходимо для поделки также тонкое (2…6 мм) сломанное сверло. Для скрепления деталей нужно подготовить суперклей или эпоксидную смолу.
Из инструментов при работе пользуются: ленточной пилой; токарным станком; напильником; тисками, наждачной бумагой разной зернистости; болгаркой с диском для шлифования; токарными резцами.
Вначале работают с латунным прутком. Его зажимают в тиски ленточной пилы. Запускают ее и отрезают кусок длиной, равной примерно размеру авторучки.
Заготовку зажимают в патроне токарного станка, обтачивают выступающий торец, делая его ровным. Переворачивают заготовку и повторяют те же операции с другим торцом отрезка прутка.
Снабжают заднюю бабку токарного станка сверлом диаметром чуть больше, чем подготовленное ранее сломанное сверло. Сверлят в торце латунного прутка осевое отверстие. Сверло периодически вытаскивают, чтобы облегчить выход стружки. Это необходимо, так как латунь является мягким и вязким материалом.
С помощью резца конец прутка с осевым отверстием превращают в конус, как это бывает у заточенного карандаша. Конусную поверхность обрабатывают напильником, сглаживая неровности, оставленные резцом.
Резцом на поверхности прутка, вблизи основания конусной части, устраивают насечку в виде 5…10 параллельных неглубоких канавок, отстоящих одна от другой на 3…5 мм. Она нужна для надежного удержания будущего карандаша в руках. Шлифуют переднюю часть будущего карандаша наждачной бумагой.
Берут сломанное сверло, зажимают его хвостовиком в шуруповерте. Включают прибор и затачивают на точиле переднюю часть. В итоге она должна превратиться в острый конус длиной 0,5…1 см.
Особенности плотницкой черты
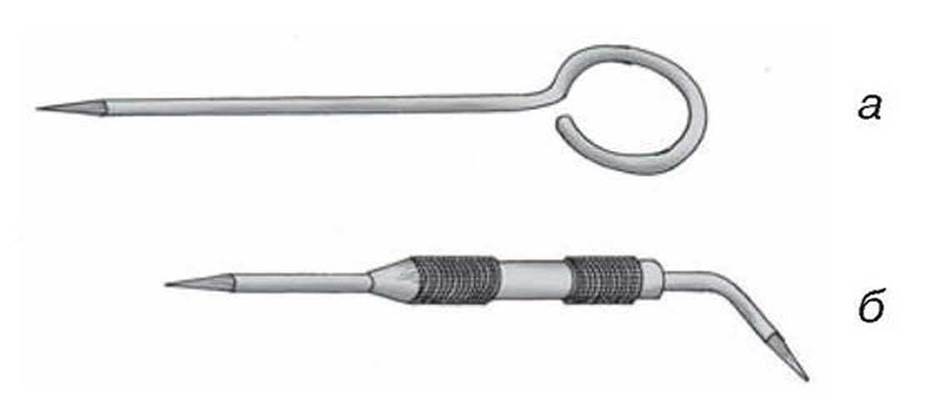
Работа с плотницкой чертой требует аккуратности, так как царапину нельзя стереть, как карандашную отметку. Другой работой, которую делают при помощи плотницкой черты, является выборка продольного паза для плотного соединения бревен в стеновом срубе, чашу бревна, перед тем как подвергнуть ее последней обработке. Черта используется для отбивки и прочерчивания ровной черты на плахе при строгании, обработки досок для их плотного прилегания. Инструмент применяется для отметки соединительных мест и разнообразных пометок в плотницком деле. Одновременно используется циркуль плотника.
Впоследствии в отделке древесины на смену черте приходит рейсмус, что в переводе с немецкого означает приспособление для вычерчивания параллельных прямых или извилистых линий. Этот инструмент применяют для копирования размеров с одной формы на другую деталь. Отличие двух приспособлений состоит в том, что вместо клина и кольца черты у рейсмуса устанавливается двигающаяся колодка с винтовым фиксатором.
Принцип причерчивания
Процесс причерчивания венцов во время установки стен требует особого мастерства специалиста, ведь от его точной работы зависит качество построенного сруба. Отклонения по вертикали и горизонтали при ведении черты недопустимы, больше того, в процессе работы делают сначала черновую разметку, затем окончательное чистое причерчивание.
Для изготовления качественного сруба плотнику требуется много времени. В настоящее время плотницкая черта усовершенствовалась, и возник почти новый инструмент, который носит название скрайбера. Причерчивание содержит в себе такие этапы:
- установка бревна верхнего пояса, на подкладках регулировка горизонтального уровня, совмещение вертикальной оси торцов;
- после этого наступает этап причерчивания, который заключается в разведении концов-ножниц на определенное расстояние с учетом тонкого конца бревна, это делается так, потому что если начать с толстого комеля, то продольный паз может не дотянуть до узкого участка;
- проводить черту нужно по уровню, поэтому, разведя иглу и карандаш на нижний конец и верхний, соответственно, глядя на пузырьки в приборе, ведут скрайбер по бревну. Для причерчивания чашек применяют тот же способ.
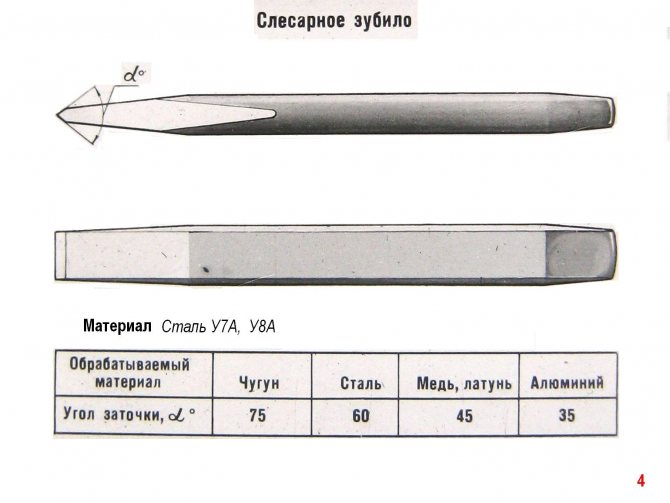
Какое зубило выбрать?
В первую очередь определитесь с целью применения инструмента и видом.
Обязательно обращайте внимание на материал изготовления и способ его обработки, размер, форму, защиту рук мастера, цену

Дешевые модели от неизвестных производителей могут оказаться некачественными.
Выполненные из мягкого металла или незакаленные зубила быстро приходят в непригодность.
Хороший инструмент удобен в использовании, сохраняет полноценную функциональность в течение очень продолжительного времени.

Одним из самых распространенных инструментов по обработке металла и дерева, является зубило. Это ударно-режущий инструмент, с помощью которого можно выполнять различные задачи. В этой статье мы поговорим о том, что собой представляет данный инструмент, как и для чего он предназначен, какие разновидности зубил существуют, а также как правильно и лучше купить зубило в зависимости от того, для каких целей оно вам необходимо.
Читать также: Струбцина для запрессовки сайлентблоков
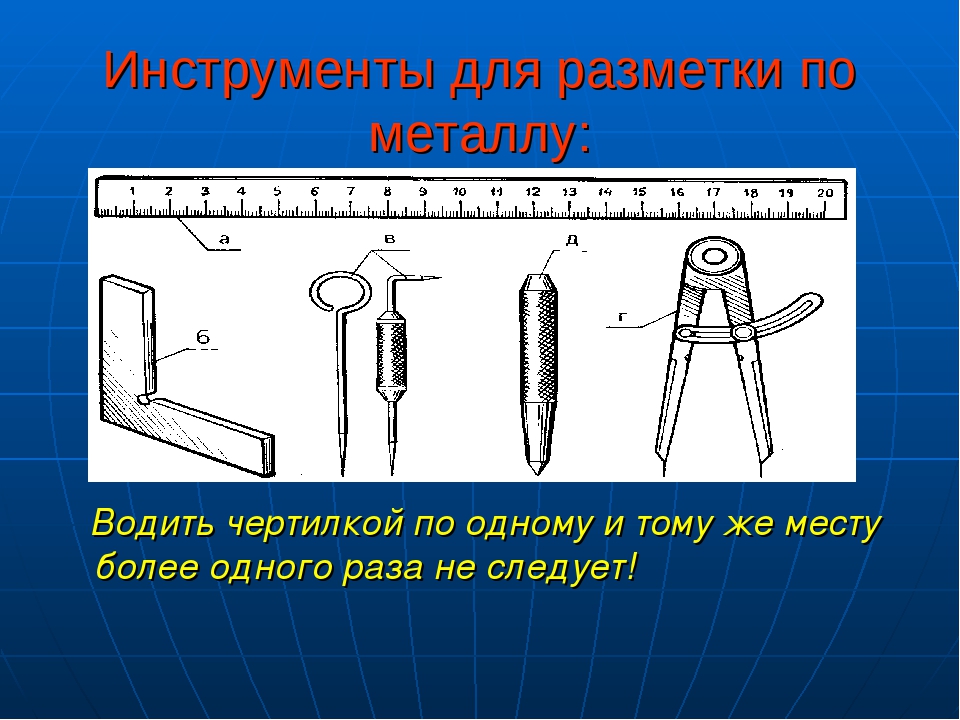
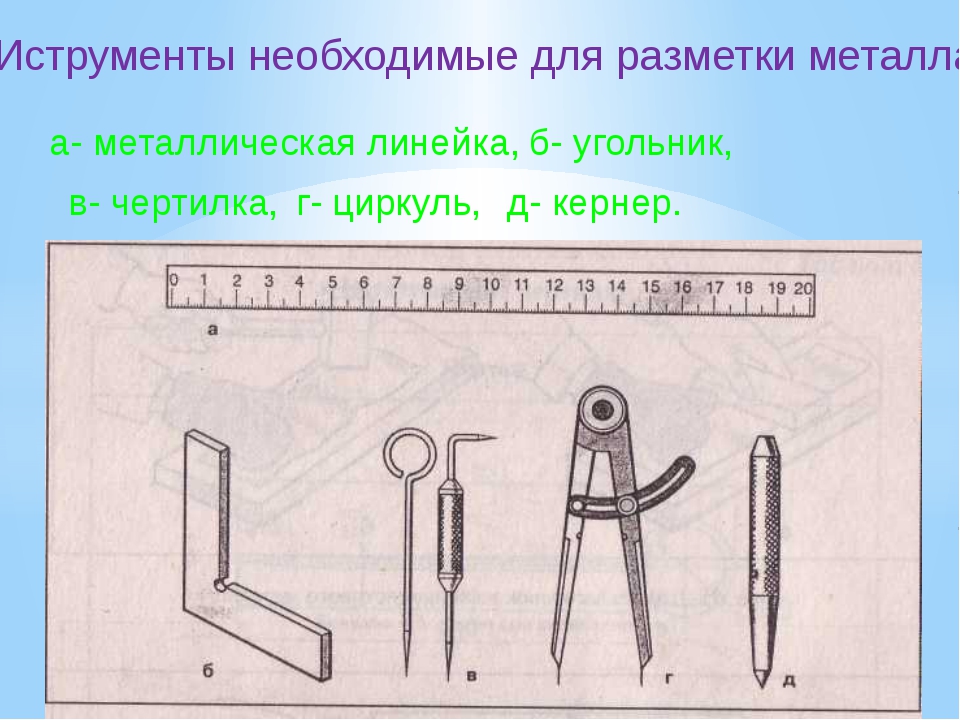
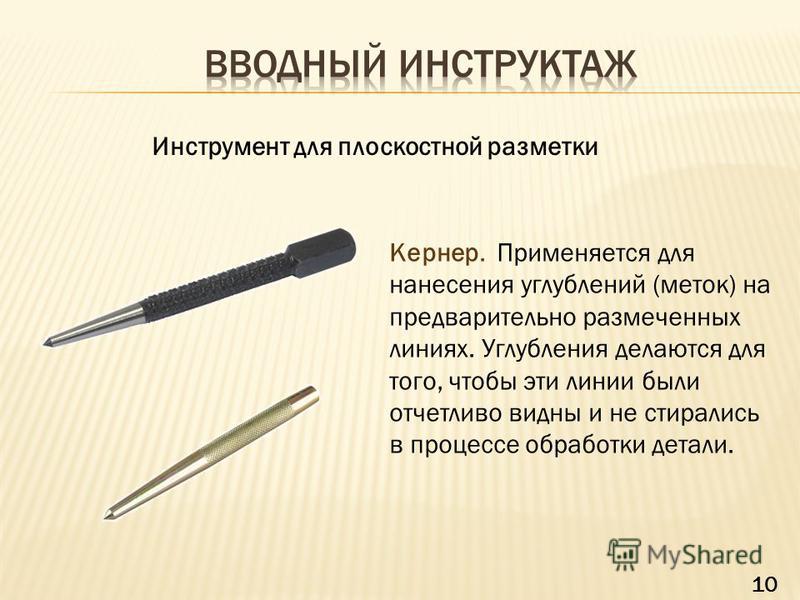
Инструменты для разметки
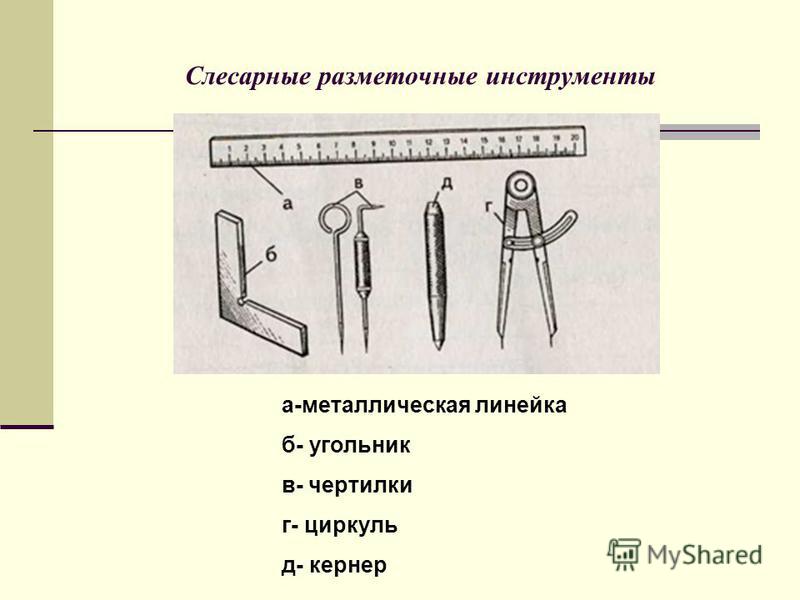
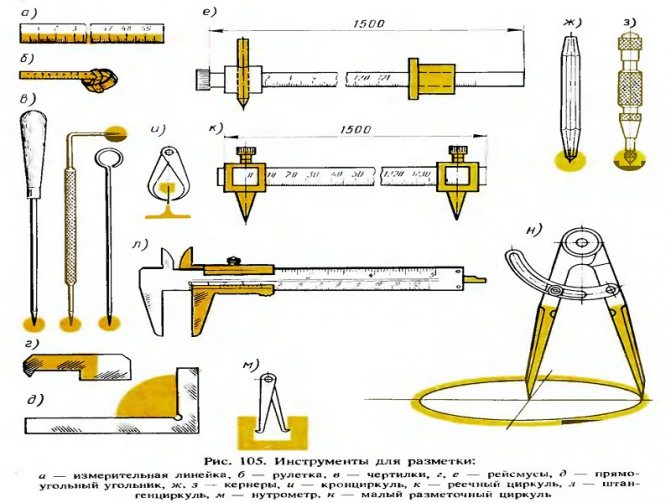
Прежде чем производить слесарную обработку, размечают границы изделия соответствующими инструментами. Основные разметочные инструменты приведены на рисунке.
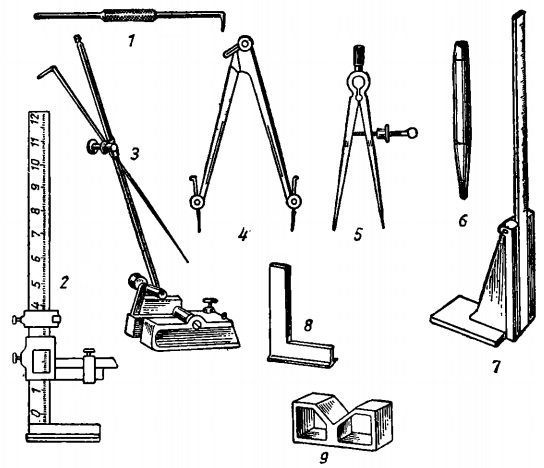
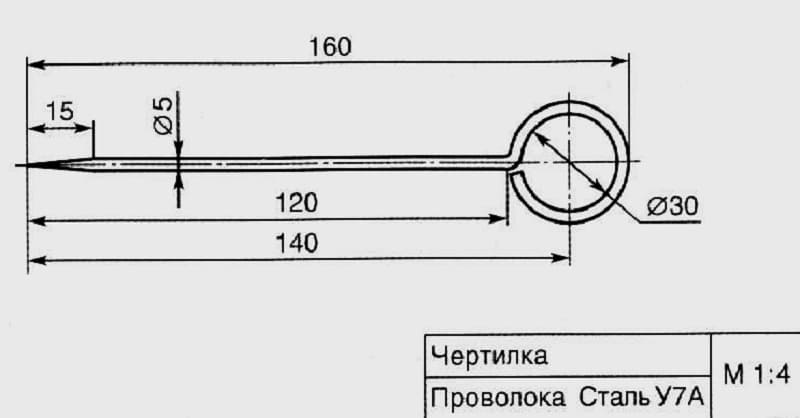
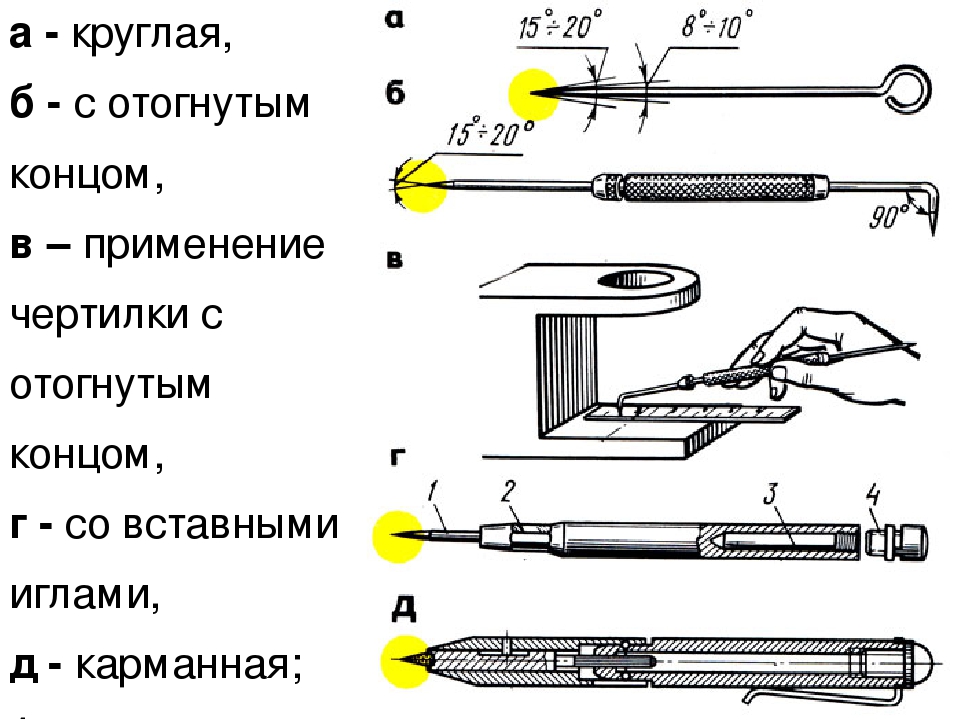
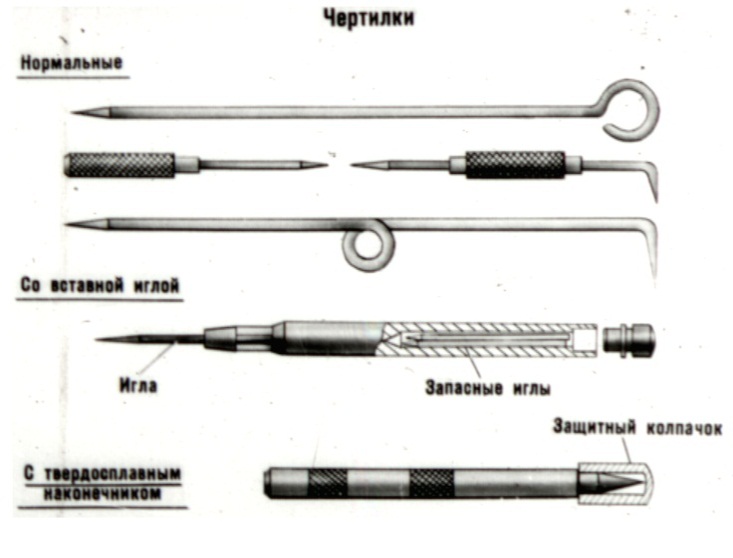
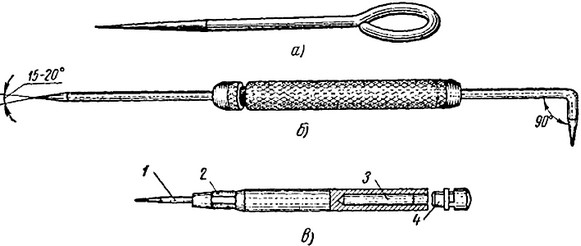
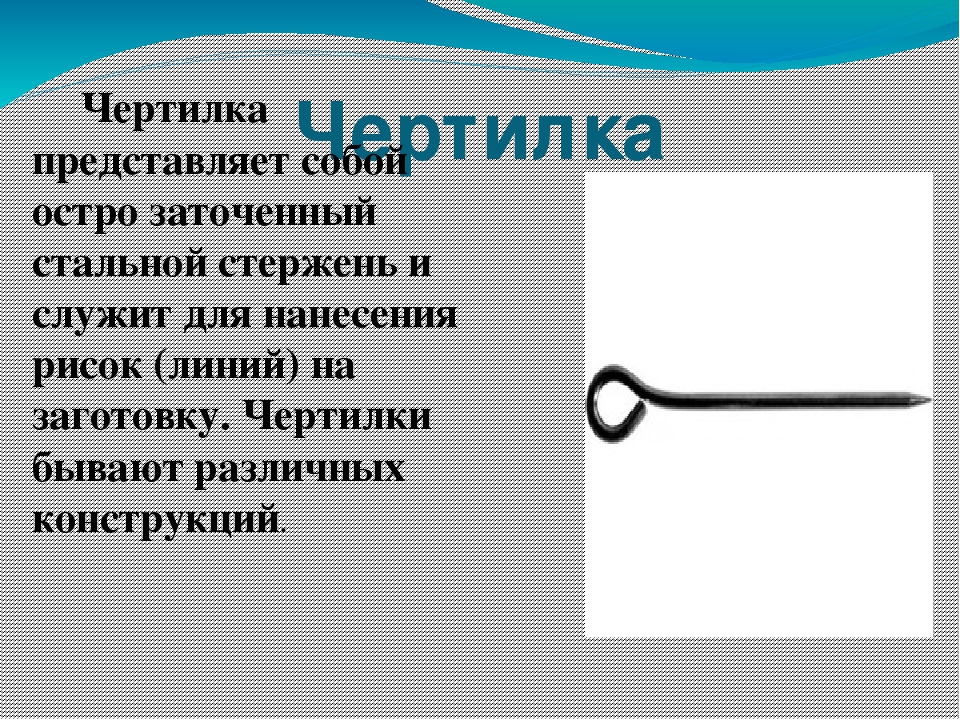
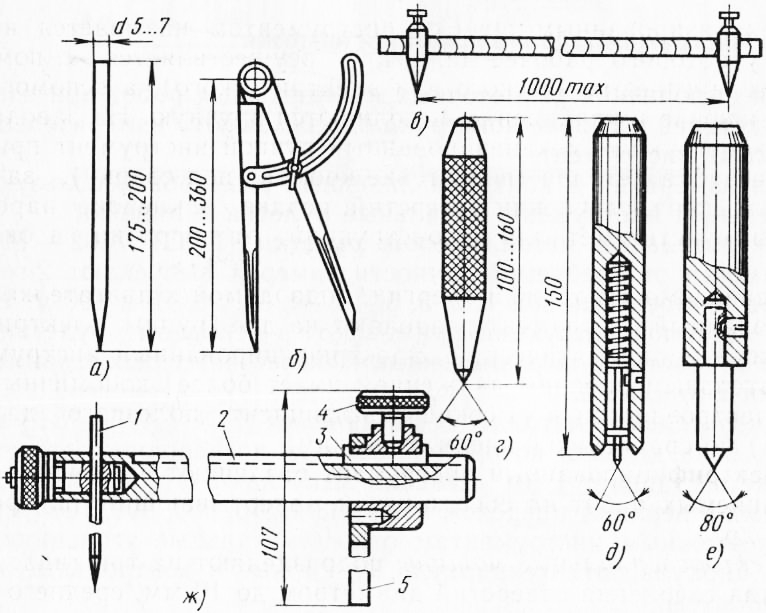
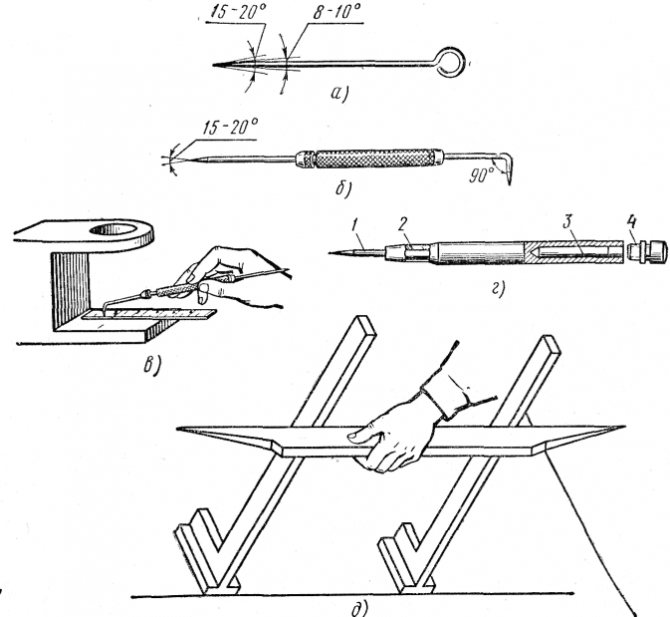
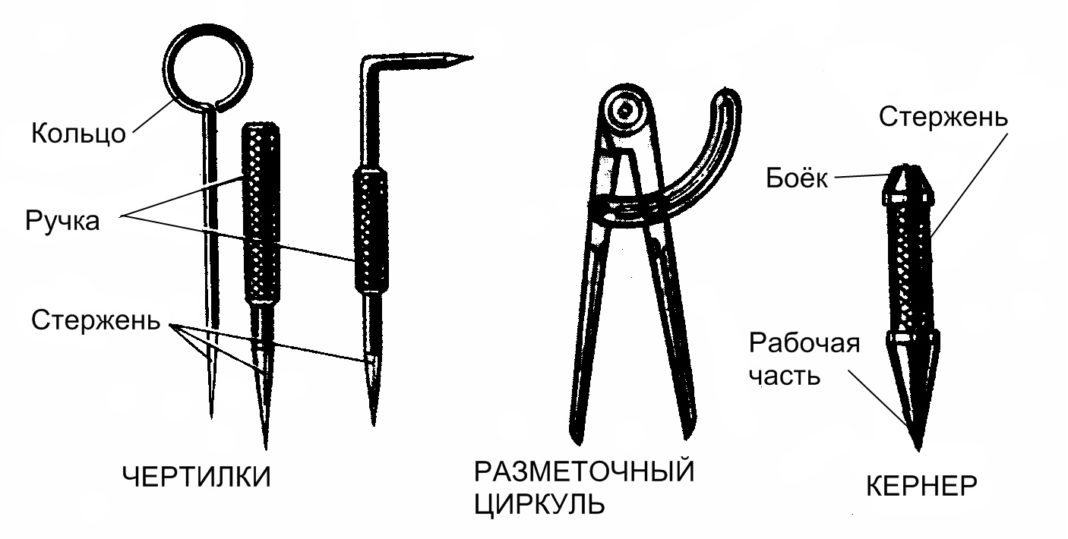
Чертилка — стальная закаленная игла для нанесения линий на поверхности металла.
Штангенрейсмус служит для откладывания точных размеров по высоте.
Рейсмус универсальный позволяет наносить на плоскости параллельные линии.
Циркули предназначаются для перенесения чертежных размеров, а также для вычерчивания окружностей и закруглений.
Кернер служит для нанесения неглубоких точек (углублений) по размеченным линиям, а также центров под циркули или под сверло.
Линейка вертикальная позволяет откладывать чертежные размеры на вертикальной плоскости изделия.
Призмы предназначены для установки на них изделий, когда это диктуется удобствами выполнения разметки.
Tags: Инструменты
Вперед Организация рабочего места слесаря
Назад Поверочно-измерительные инструменты
Виды ручного слесарного инструмента по назначению
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.







Ударный и разметочный инструмент:
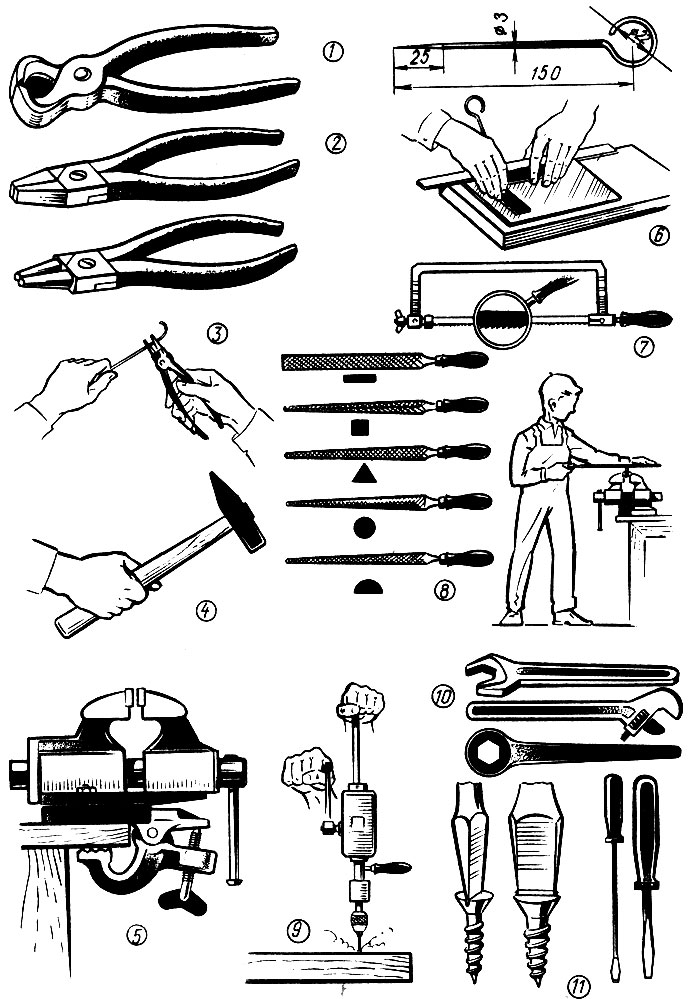
- Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
- Кернерами выполняют разметку металлических, а также неметаллических материалов.
- Зубила используют для рубки металла.
- Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
- С помощью чертилок и циркулей проводят точные разметочные работы.
- Бородки предназначены для пробивания отверстий в листовом металле.
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
- В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
- Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
- Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок. С помощью цековок выполняют зачистку торцовых поверхностей.
- Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
- Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
- Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
- Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
К измерительным устройствам относят:
- Линейки, рулетки.
- Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
- Микрометрические приборы, нутромеры.
- Меры длины: плоскопараллельные концевые, угловые призматические, штриховые.
- Поверочные плиты, щупы, лекальные линейки, угольники.
- Радиусные и резьбовые шаблоны.
- Приборы для измерения углов: угломеры, уровни, синусные линейки.
- Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
Особенности инструментов по металлу
В работе с металлическими заготовками требуется особый инструмент, которым можно будет выполнять углубленные разметки и проводить контуры на твердотельной поверхности. Обычная маркировка не всегда себя оправдывает, поэтому та же чертилка для работы с металлом или угольник слесарный выполняются из высокопрочных марок стали. Это же относится и к штангенциркулям. Присутствие в их составе стойких к износу рабочих наконечников обусловлено не только обеспечением возможности выполнения углубленной в основу разметки. Мягкие металлы подвержены деформации, из-за которой утрачивается нормативная точность. По этой причине изготовители инструмента применяют победитовые напайки и делают основу из сталей специальных марок.

В плане технологических приемов измерения данный инструмент в целом соответствует аналогам, предназначенным для дерева
В конструкционном отношении разметочный инструмент по металлу практически идентичен тем же циркулям и рейсмусам, но важно учитывать и другую особенность. Корпусная основа в части рукоятки, к примеру, может быть универсальной. Используя разные насадки, мастер применяет ее и в операциях с древесными материалами, и в работе с металлом
Например, рейсмусы во многих моделях допускают оснащение металлическими износостойкими кернами
Используя разные насадки, мастер применяет ее и в операциях с древесными материалами, и в работе с металлом. Например, рейсмусы во многих моделях допускают оснащение металлическими износостойкими кернами.
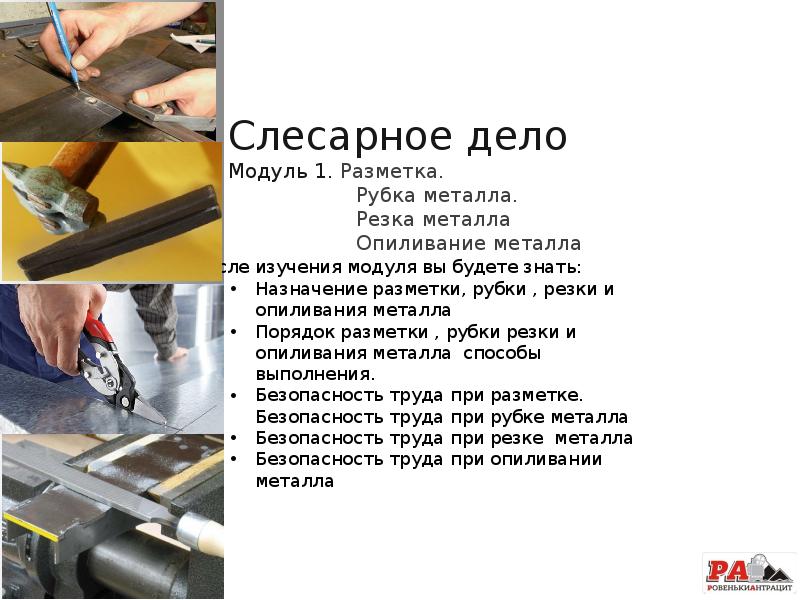
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.

Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Разметочный циркуль и чертилка по металлу своими руками
Здравствуйте, уважаемые читатели и самоделкины!При изготовлении различных металлических деталей очень часто требуется циркуль. А если поверхность заготовки загрязнена, то разметку на ней лучше выполнять чертилкой по металлу.
В данной статье Виктор Никитин, автор YouTube канала «РОТОРКОР» расскажет Вам, как он сделал разметочный циркуль.


При относительной простоте этих инструментов, потребуется небольшой объем сварочных работ.
Материалы. — Старые метчики— Барашковые винты М8— Стальной квадрат, лист— Машинное масло, наждачная бумага.
Инструменты, использованные автором.— Болгарка, отрезной и зачистной диски— Шуруповерт, сверла по металлу,метчик, напильник— Ленточный шлифовальный станок— Сварочный полуавтомат, сварочная маска— Тиски, струбцины, керн, молоток, разводной ключ— Линейка, угольник, маркер.





Процесс изготовления. Итак, в качестве наконечников послужат старые метчики М6.

Штанги для циркуля мастер вырезает одинаковой длины из стального квадрата 15X15 мм. Для этого обе заготовки одновременно фиксируются в тисках, и отрезаются болгаркой.

Торцы деталей выравниваются при помощи ленточного шлифовального станка.

На одном из концов обеих заготовок размечается и кернится центр.


Сверло диаметром 4,5 мм фиксируется в тисках, а сама заготовка — в патроне шуруповерта. Таким образом, вращая заготовку относительно сверла, мастер получает отверстие, соосное детали.
Похожая методика была описана в следующей статье, такой прием использовался для сверления центрального отверстия в валу электродвигателя.



В полученном отверстии, с помощью метчика, нарезается резьба М6.


Метчик фиксируется режущей частью в патроне шуруповерта.


С помощью ленточного шлифовального станка производится заточка хвостовиков метчиков. Во время этого процесса необходимо периодически охлаждать деталь в воде, чтобы не перегреть ее.


В итоге получаются вот такие наконечники с острыми конусами.



Теперь, зафиксировав наконечник в тисках, на него навинчивается штанга.

На обоих хвостовиках штанг мастер формирует своеобразные ступеньки, на половину толщины профиля (7 мм).


Вот так выглядят хвостовики после обработки.


Детали для шарнира мастер изготавливает из стальной пластины 8 мм толщиной. С помощью шаблона на ней размечаются контуры деталей, и вырезаются болгаркой.









Части шарнира привариваются к полученным ступенькам на хвостовиках.



Сварочные швы зачищаются лепестковым диском, а поверхности выравниваются напильником.



Теперь в круглых площадках шарнира нужно просверлить сквозные отверстия под болт М8
Важно учесть, что в одной детали отверстие будет диаметром 8 мм, а во втором нужно будет нарезать резьбу М8.Соответственно, второе отверстие делается сверлом по металлу диаметром 6,7-6,8 мм. При сверлении автор использует машинное масло в качестве смазки



Теперь в отверстии нарезается резьба М8.

Лишнего винта М8 с барашковой головкой у мастера не нашлось, поэтому он позаимствовал такой винт у ручного фрезера.Именно этот винт и будет фиксировать нужное положение штанг циркуля.




Циркуль почти готов, и мастеру захотелось сделать простую чертилку по металлу из тех же материалов.Стальной квадрат для рукоятки отрезается по необходимой длине.


Аналогичным способом в его торце сверлится отверстие, и нарезается резьба М6.


Затем затачивается хвостовик метчика, и вкручивается в рукоятку.



Оба изделия проходят шлифовку и полировку поверхностей.
Конечно, после этого нужно будет выполнить воронение для защиты изделий от коррозии. Про надежный химический способ воронения стали было подробно рассказано в недавней статье.



В итоге вот такие красивые и солидные инструменты получились у Виктора.








Как и ожидалось, циркуль справляется со своей задачей отлично.



Вот такие два полезных разметочных инструмента можно сделать практически из металлолома.



Благодарю автора за рекомендации по изготовлению разметочного циркуля по металлу.
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Возможные дефекты
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.

При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Что такое скребковый конвейер?
Скребковый конвейер – это устройство для транспортировки материала, в котором используется непрерывная цепная цепь с приводом, снабженная поперечными элементами, расположенными регулярно. Цепь проходит через канал или желоб, который предотвращает падение транспортируемых материалов с конвейера, в то время как поперечные элементы тянут или «соскребают» их вперед к месту разгрузки. Скребковые конвейеры обычно используются для грубых тяжелых материалов, таких как необработанный уголь, железная руда, литые металлические детали и металлический лом.Конструкция идеальна для транспортировки на малых скоростях на короткие расстояния, на умеренных уклонах или даже для работы под водой. Этот тип конвейера обычно более экономичен в установке и обслуживании, чем ленточный конвейер такой же мощности и длины.
Большинство производственных процессов требуют постоянной транспортировки сырья, готовых изделий или побочных продуктов из одной точки в другую.Конвейер, во всех его многочисленных проявлениях, вероятно, является одним из наиболее часто используемых методов перемещения материалов в производственных и производственных средах. Скребковый конвейер является одним из таких конвейеров и находит широкое применение в этих отраслях промышленности как эффективный и недорогой метод перемещения грубых, неабразивных материалов. Эти системы идеально подходят для перемещения крупных, тяжелых предметов или агрегатов на довольно короткие расстояния, по умеренным склонам или даже под водой. Они относительно дешевы в установке и обслуживании и надежны в широком диапазоне условий.
В основе скребкового конвейера лежит непрерывная гибкая цепь или набор цепей, обычно приводимых в движение электродвигателем, оснащенным звездочкой. Одинарная цепь проходит по центру конвейера; Установки с двойной цепью включают цепи, которые работают с обеих сторон.Эта цепь оснащена через равные промежутки скребками, которые либо выступают с обеих сторон одиночной цепи, либо поддерживаются с обоих концов двойными цепями. Эти скребки продвигаются вместе с цепным скребковым материалом на конвейере к разгрузочному концу. Маршрут возврата цепи может проходить либо над конвейером, либо под ним, в зависимости от конкретной конфигурации.
Цепь или цепи проходят внутри частично закрытого желоба или канала, который образует ограниченный путь для транспортируемого материала и предотвращает просыпание.Эти конвейеры также могут использоваться в погружных конфигурациях, как в случае систем удаления золы на угольных генераторах. Скребковый конвейер – идеальная недорогая альтернатива другим конвейерным системам, таким как ленточные конвейеры, благодаря своей конкурентоспособной стоимости и простоте обслуживания. Скребковые конвейерные системы также менее подвержены повреждениям при транспортировке тяжелых предметов неправильной формы, таких как литейные отливки и металлический лом.







Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Виды и особенности
В зависимости о назначения выделяют несколько разновидностей зубил:
Крейцмейсель — имеет заостренную и зауженную кромку, что позволяет создавать небольшие канавки и пазы на металлических поверхностях.
Пика — предназначена для использования с электроинструментом (отбойным молотком, перфоратором или пневматическим бетоноломом). Инструмент может вставляться в обычное сверло или в специальный зажим. У приспособлений данного типа отсутствует рукоятка и протектор.
Канавочное — используется для создания фигурных вырезов на поверхности заготовки.
Слесарное — наиболее распространенный вид, применяется для работы с незакаленным металлом.
Кузнечное — подразумевает наличие деревянной рукояти, благодаря чему такие изделия могут использоваться не только для холодной, но и для горячей рубки железа без риска получения ожога
Важно, чтобы вес инструмента соотносился с массой молотка.
Бородок — отличительной особенностью зубил данного типа является круглое сечение. Они обычно применяются для создания отверстий в металлических листах, а также при демонтаже шпонок и шплинтов
Рабочая часть имеет форму усеченного конуса, а обратная сторона представляет собой квадрат, прямоугольник, круг или треугольник с острыми краями.
Кернер — с его помощью можно создавать лунки в деталях из металла, что значительно облегчает последующее сверление.

Особенности ножа из напильника
Самодельный нож из старого инструмента имеет отличительные особенности. Напильник, произведенный во времена СССР, изготовлен из углеродистой стали высокого качества и идеально подойдет для режущего инструмента. Он прочный, легко обрабатывается, в процессе эксплуатации просто и быстро затачивается.
Рашпиль, напильник с крупными зубьями, также подойдет в качестве заготовки, больше в качестве охотничьего или походного ножа. Если с одной стороны оставить зубья напильника, то нож становится многофункциональным: им можно в случае необходимости очистить любую поверхность, снять стружку, подготовить хворост для костра.
Плюсы и минусы
Ввиду отсутствия условий для обработки металла на наковальне получить кинжал из напильника с тонким лезвием сложно. Для этого понадобится много времени и усилий, так как углеродистая сталь плохо затачивается бытовым инструментом, не приобретает нужной степени упругости. Поэтому проектирование ножа с грубым дизайном и минимальной степенью обработки сокращает время работы над лезвием.
Благодаря свойствам металла, и которого изготовлен напильник, можно изготовить много видов режущего инструмента:

Нож из углеродистой стали редко тупится, хорошо режет, из-за большого веса легко справляется с твердыми текстурами. Лучше всего, если в распоряжении мастера будет наковальня, возможности для закалки металла. Без этого материал значительно более хрупкий. Изготовление ножа возможно без ковки и нагрева, тогда нужен альтернативный способ закалки металла.
Недостатком ножа из старой заготовки является его низкий уровень гибкости. Он сломается при попытке изгиба лезвия ввиду особенностей материала. Второй минус – если во время работы допустить ошибку или неточность, то заготовка придет в негодность, или нож будет иметь дефект.





