
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной»
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Что такое разметка
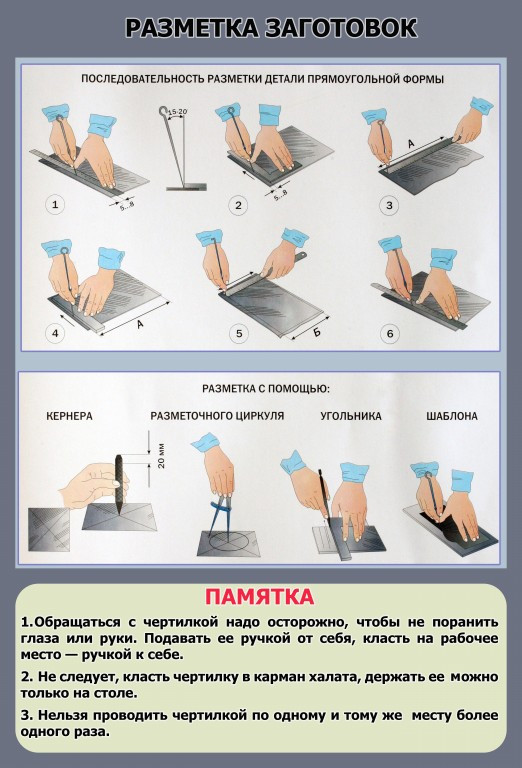
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Основные требования к сборке конструкции перед сваркой деталей
Сборка изделий под сварку должна производиться в соответствии со следующими требованиями, чтобы обеспечить выполнение качественного соединения:
- К месту соединения деталей должен быть обеспечен свободный доступ, даже если для их фиксации используются дополнительные приспособления.
- Детали должны быть закреплены жестко, с высокой точностью в требуемом положении, чтобы в процессе не возникало дополнительных деформаций, которые можно избежать.
- Все повороты, изменения положения конструкции в пространстве сводятся к минимуму, чтобы не возникало случайных перекосов и смещений.
- Сборку деталей под сварку на каждом этапе осуществляют таким образом, чтобы она не приводила к затруднениям для выполнения последующего. Все должно быть максимально доступно и грамотно спланировано.
Готовое изделие проверяется, сверяются размеры, просматриваются швы, для чего также необходим свободный доступ и его легкое высвобождение после этого из удерживающих приспособлений.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
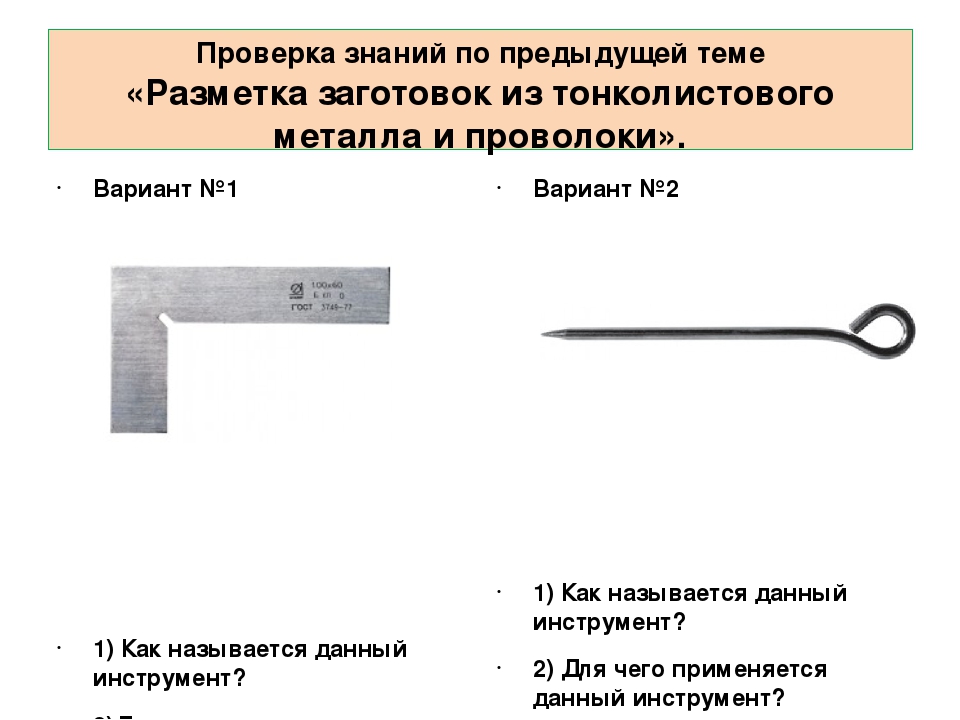
Вспомогательные инструменты
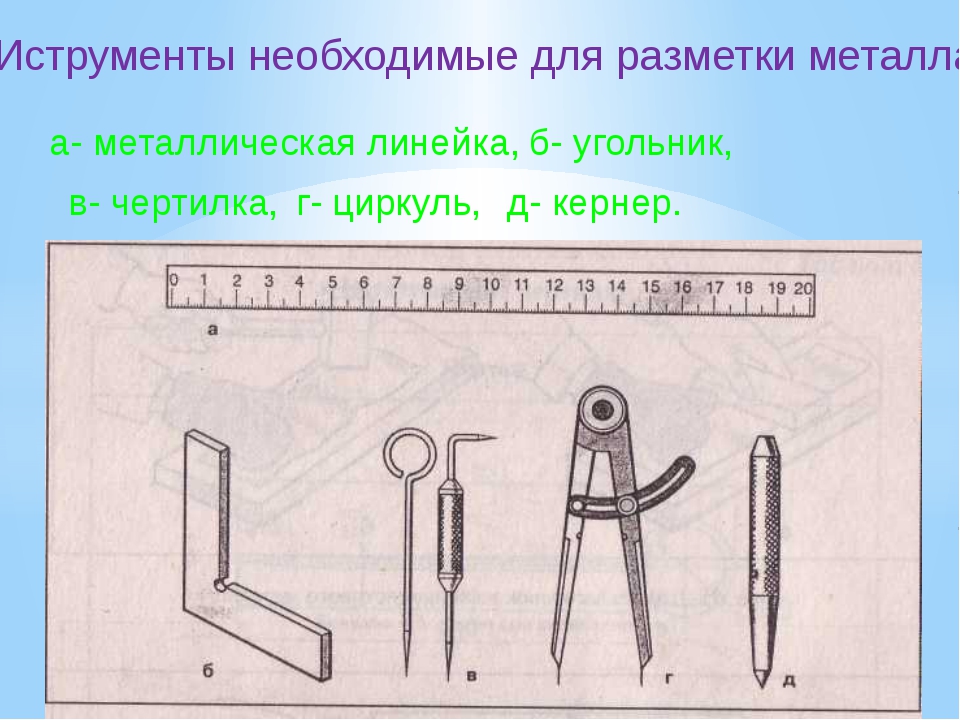
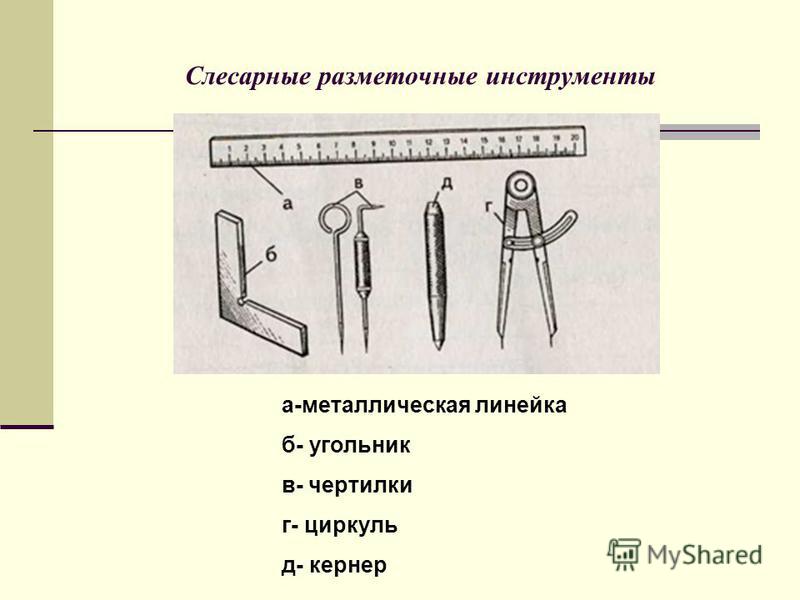
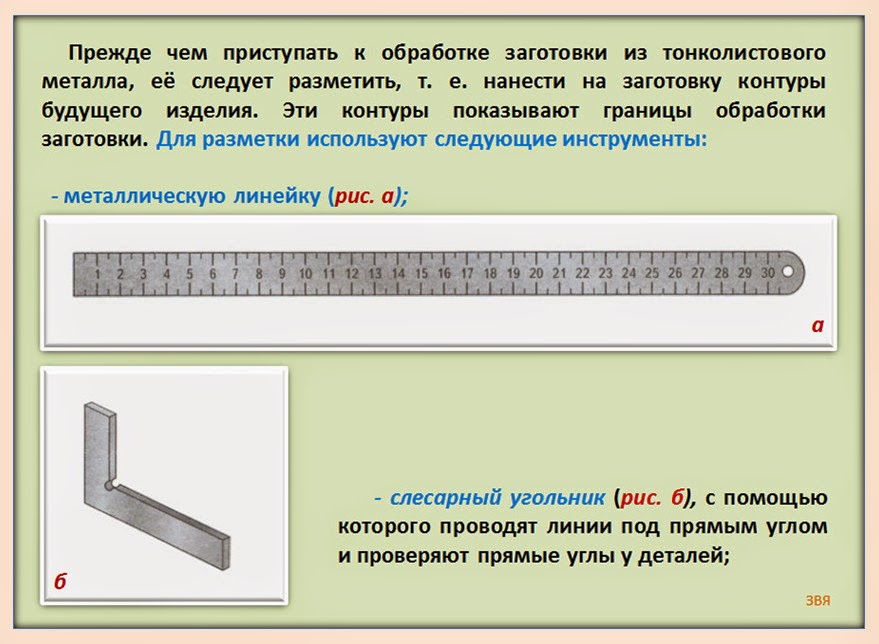
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.


Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
Определение разметки
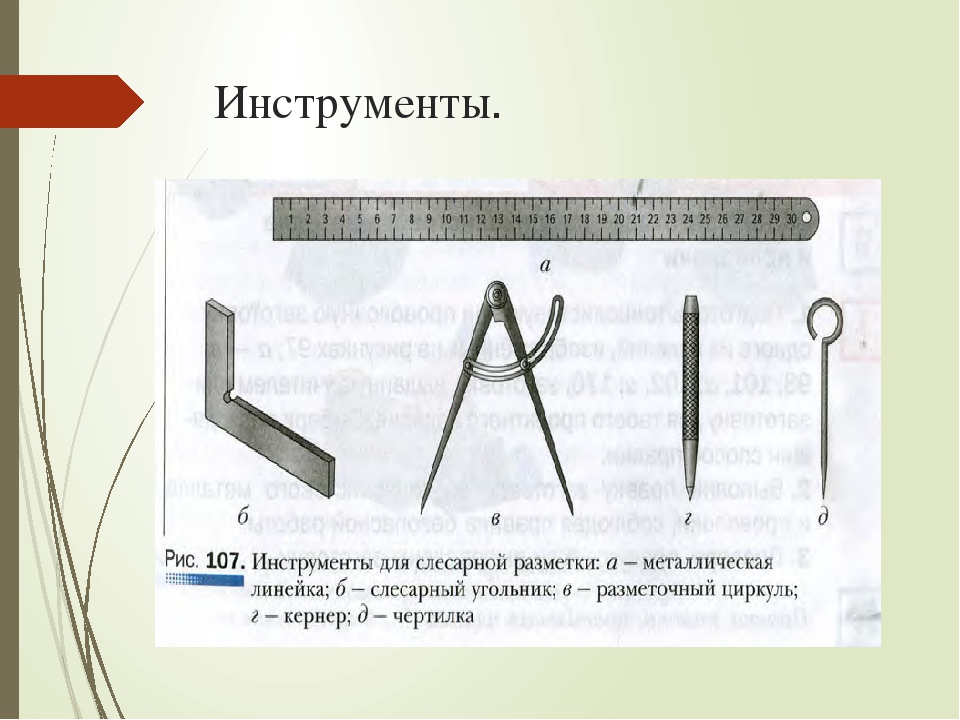
Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Кернер
Ошибается тот, кто думает, что достаточно поставить кернер и ударить по нему, чтобы выбить разметочную лунку.
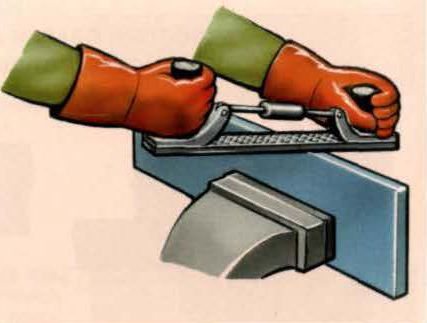
Сначала на гладкой поверхности металла нужно найти для кернера опору. После этого остро заточенный и закаленный конец инструмента под небольшим наклоном устанавливают вблизи намеченной точки. Легким ударом кернер подгоняют к точке, при этом его твердый конец образует перед собой «волну», которая вместе с крошечной ложбинкой образует достаточно надежную опору. Затем кернер ставят вертикально и наносят окончательный удар: на толстой заготовке сильнее, на тонкой — слабее, иначе кернер пройдет насквозь. Кернером намечают центр отверстия и точку опоры для ножки измерительного циркуля.
Силу удара по кернеру следует соразмерять с толщиной листа. Вы ведь хотите только наметить, а не пробить отверстие!
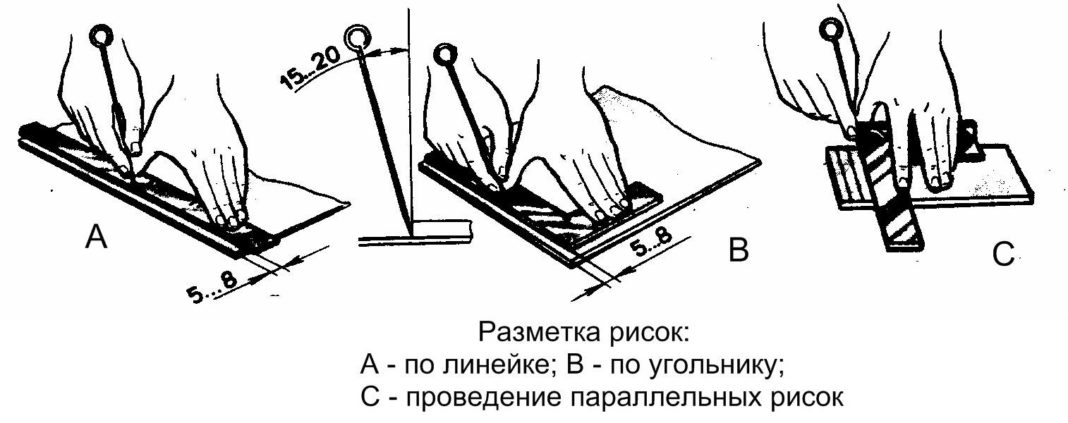
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
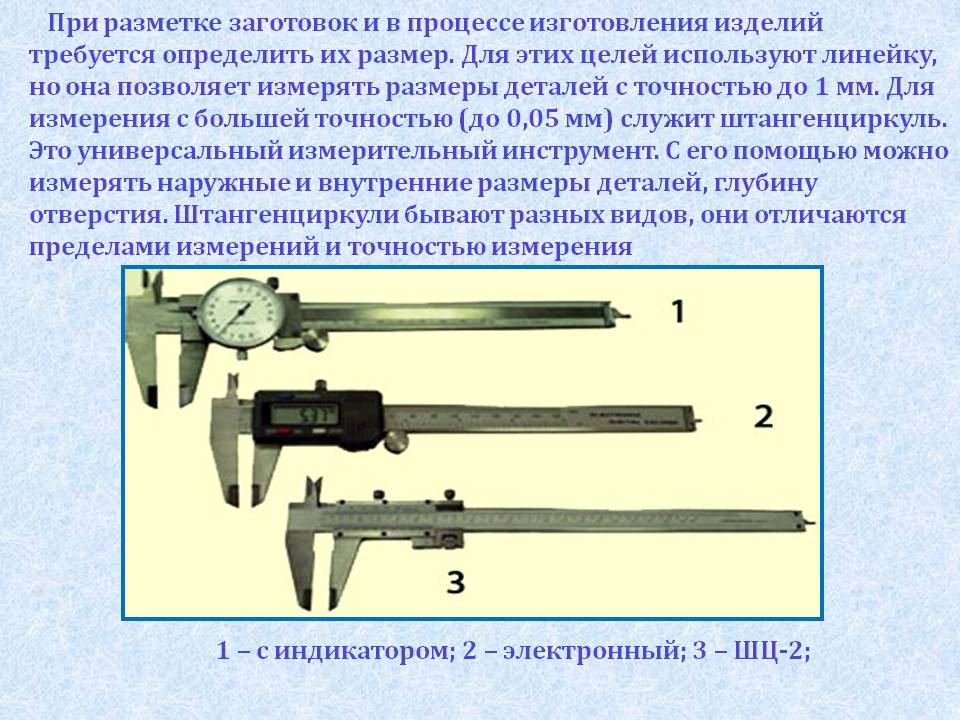
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.


Требования по технике безопасности во время проведения слесарных работ
При выполнении слесарных работ по металлу, которые выполняются в производственном помещении, и особенно когда производится металлообработка в домашних условиях, необходимо соблюдать следующие требования по технике безопасности:
- на верстак нужно класть только те инструменты и детали, которые будут необходимы для выполнения данной работы;
- слесарную обработку металлов нужно выполнять только после того, как надежно закрепили их в тисках;
- стружку и пыль с верстака сметать только щеткой;
- не выполнять сверлильные работы и не производить заточку инструмента с забинтованными пальцами или в рукавицах во избежание их захвата сверлом;
- в процессе работы станка запрещается открывать и снимать защитные кожухи, ограждения и предохранительные устройства;
- при чеканке, клепке, рубке и других работах, при которых есть вероятность отлетания металлических частиц, необходимо использовать защитные очки или маску с небьющимися стеклами, отгородив при этом рабочее место сетками и переносными щитами во избежания травмирования людей, работающих рядом или проходящих мимо;
- пневматический инструмент должен применяться с гибкими шлангами. Категорически запрещается использовать шланги, на которых имеются повреждения.
Брак при размечивании
В первую очередь, при размечивании всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а еще материалы, приобретенные на иных фирмах, находят:
- нарушение размеров
- искажение формы
- искривление.
Такие отливки или прокат будущим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На шаге собственно маркировки брак может быть вызван следующими факторами:
- Погрешность чертежа. Слесарь, не думая, отображает неправильные размеры на детали, и в ходе последующей отделки выходит бракованная продукция.
- Погрешность или поломку инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Ошибочное применение инструмента или добавочных разметочных вещей. Известны ситуации, когда взамен мерных калиброванных подкладок для выставления уровня применялись обыкновенные подкладки. В данном случае также возможна неверное нанесение углов и уклонов.
- Погрешность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неверный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Брак при размечивании
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неверно прочитанный чертеж. Возможно нанесение радиуса взамен диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. Во время появления трудностей слесарь обязан обратиться за объяснениями к бригадиру или мастеру.
- Неряшливость и халатность при кернении и нанесении линий.
Невнимание может позволить как сам слесарь, так и его руководители, не поверившие своевременно инструмент или выдавшие непригодные разметочные устройства. https://www.youtube.com/embed/VCBykZSMw9Q. В большинстве случаев разметочные операции поручают наиболее опытным и ответственным сотрудникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и своевременно заметят и устранят причины предпологаемого брака без посторонней помощи либо обратившись к собственным руководителям
В большинстве случаев разметочные операции поручают наиболее опытным и ответственным сотрудникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и своевременно заметят и устранят причины предпологаемого брака без посторонней помощи либо обратившись к собственным руководителям.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Приспособления для разметки
Исходя из сложностей выполнения пространственной разметки, разработано множество инструментов и приспособлений для ее нанесения. Причем большая часть такого инструмента подходит для нанесения и плоскостной разметки.
Среди наиболее распространенных приспособлений для пространственной разметки выделяют:
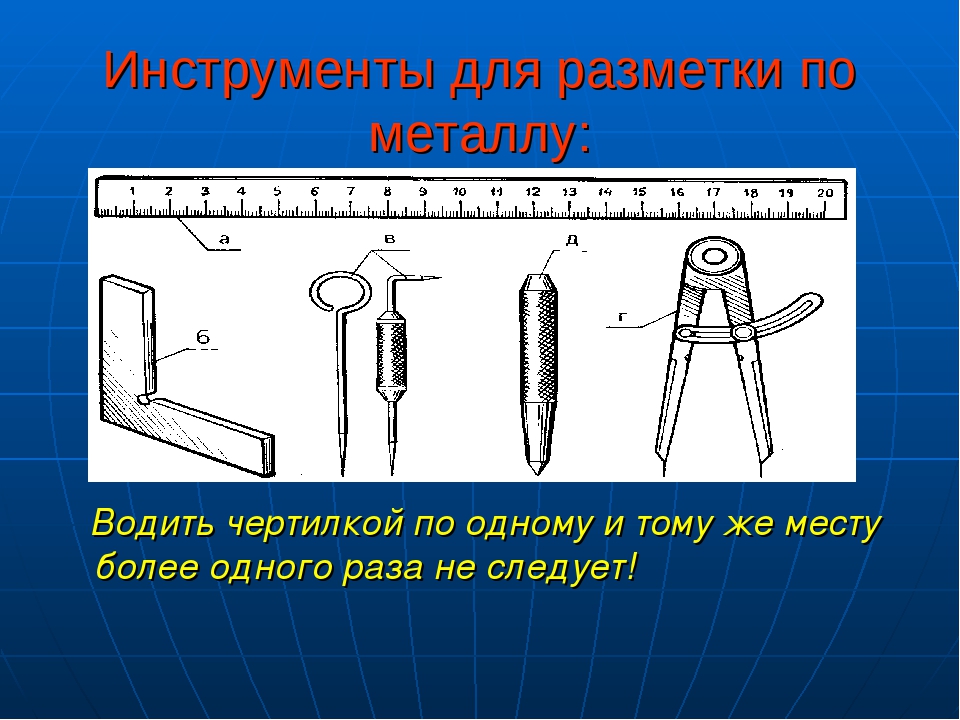
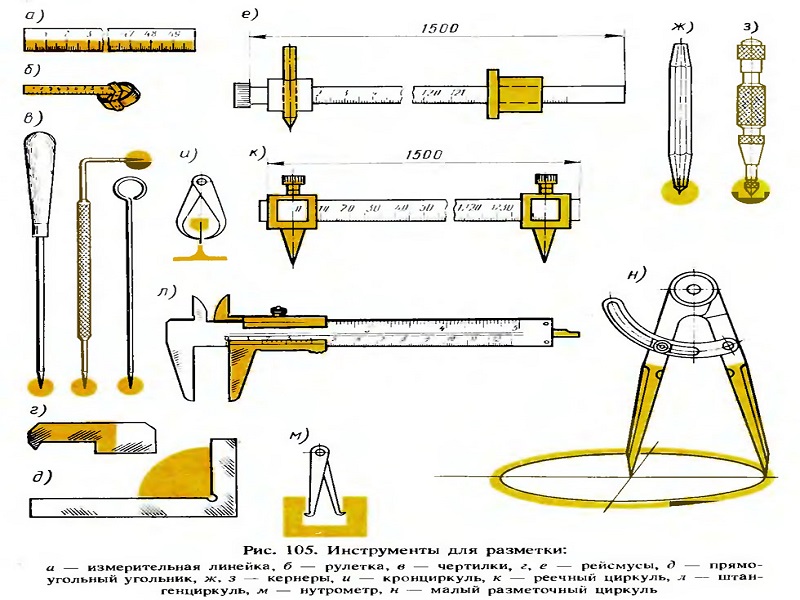
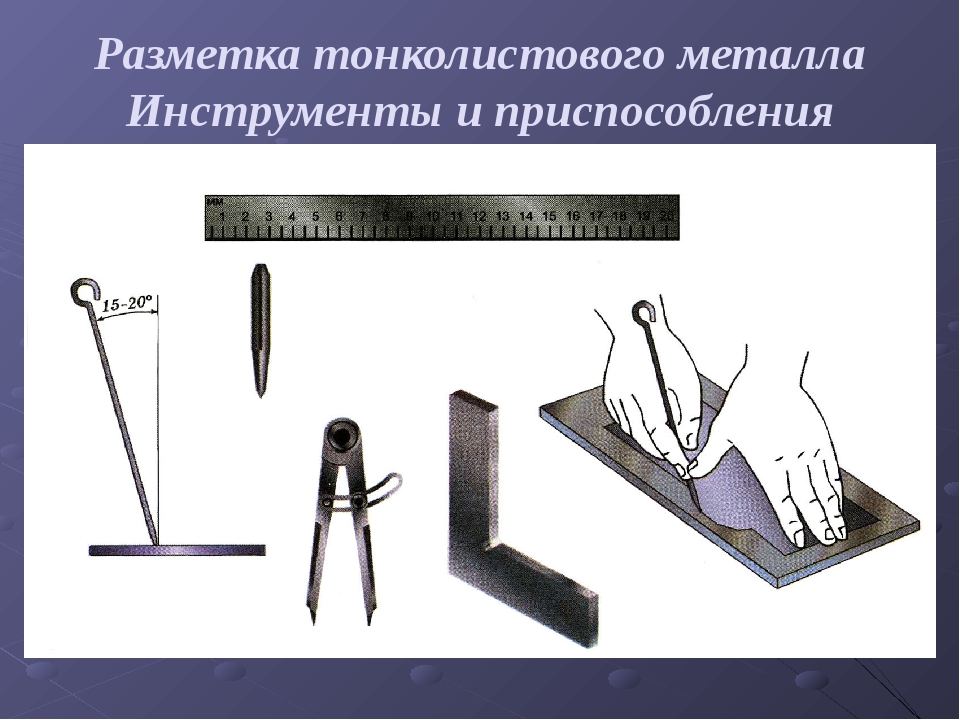
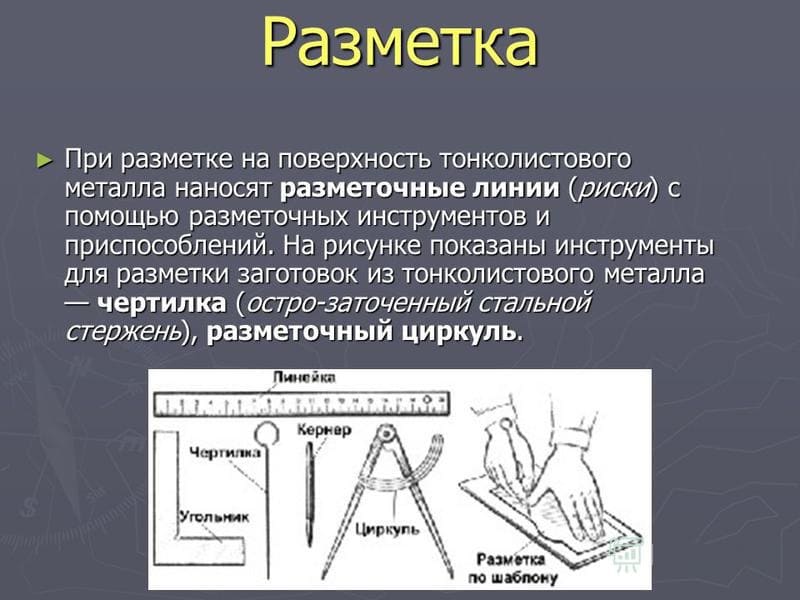
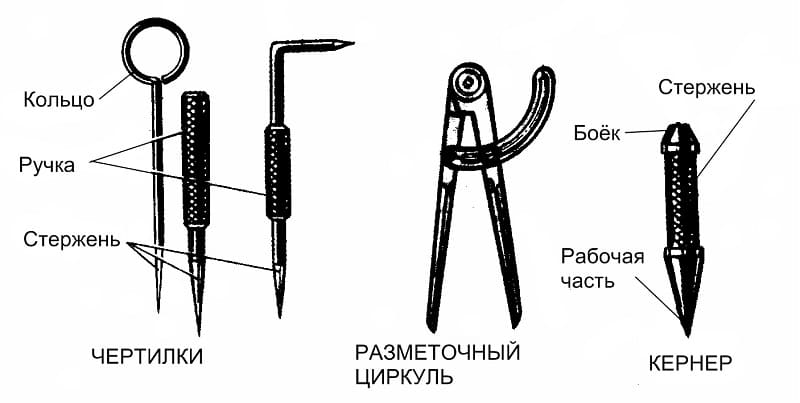
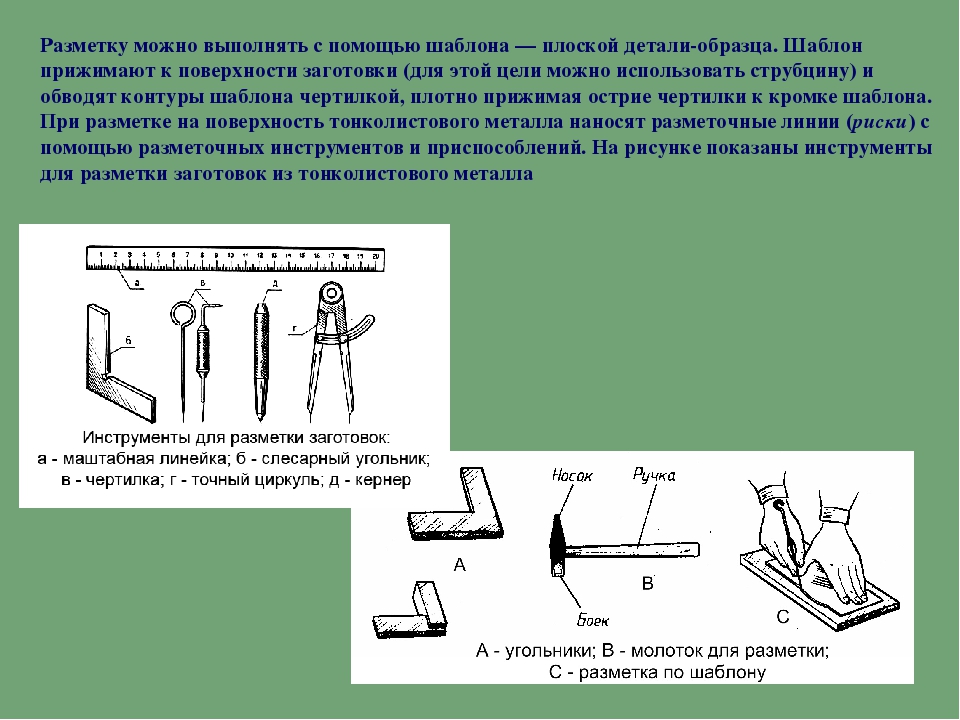
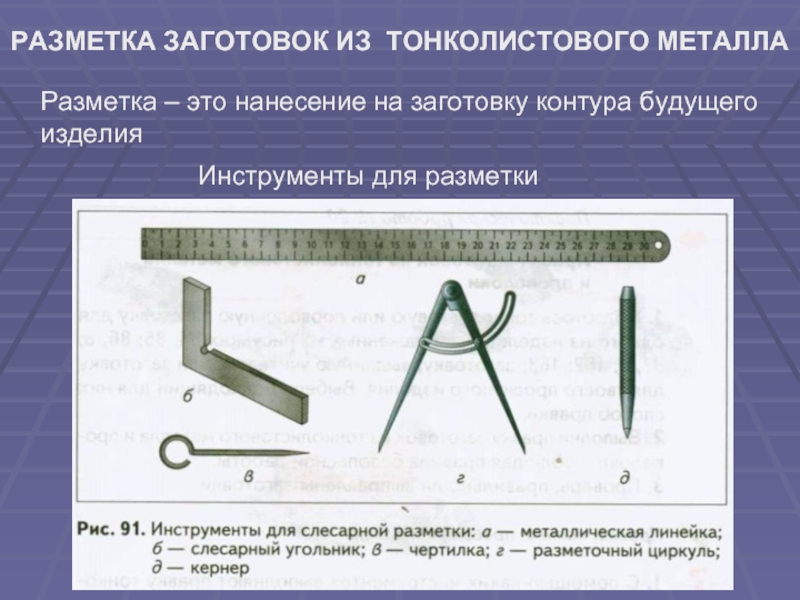
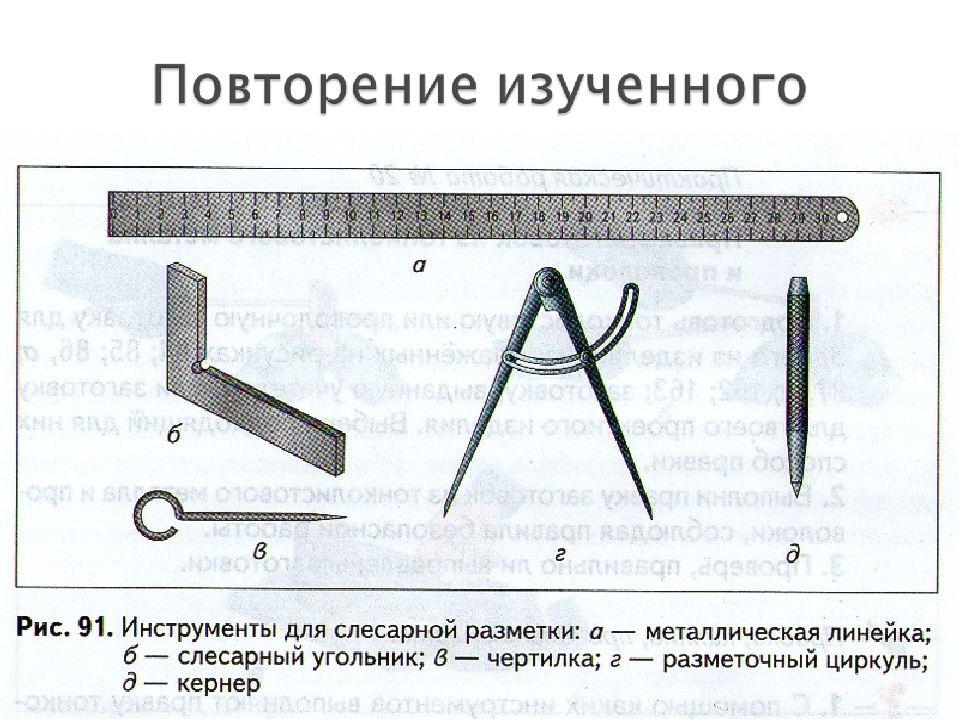
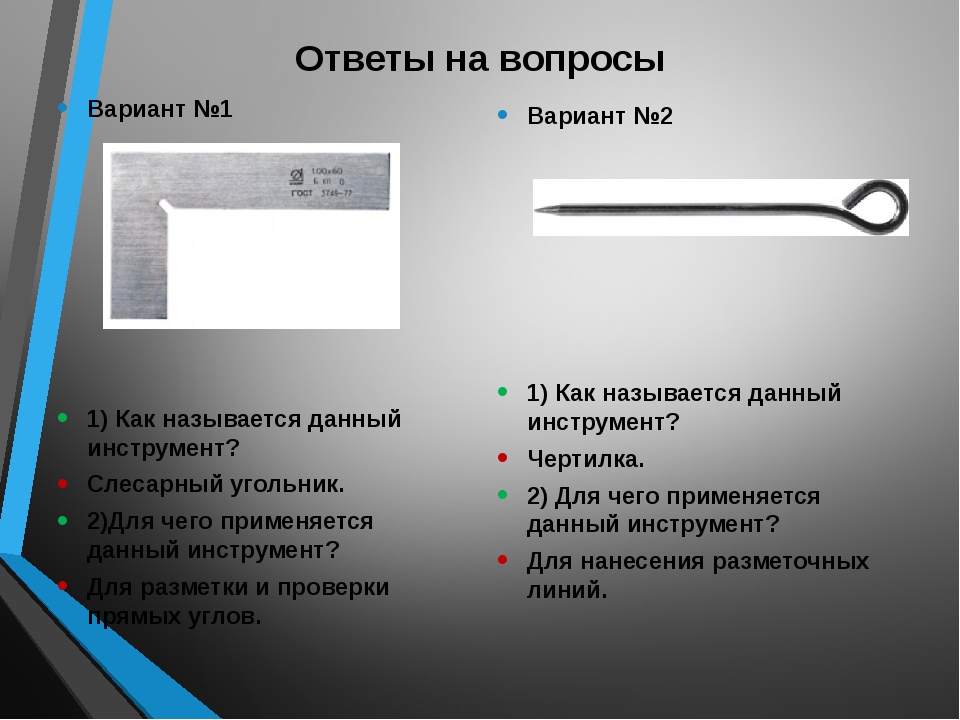
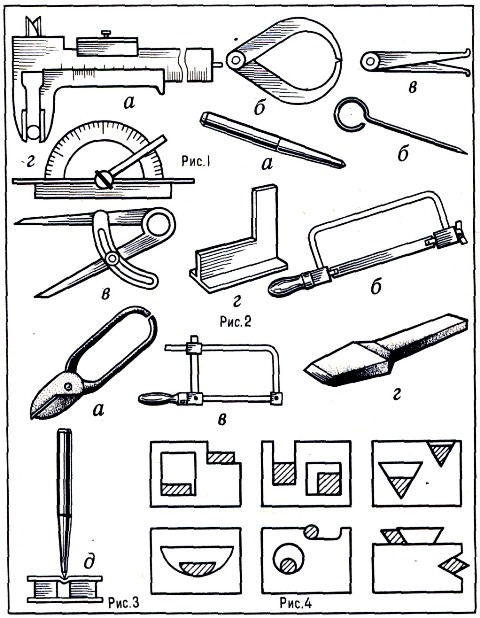
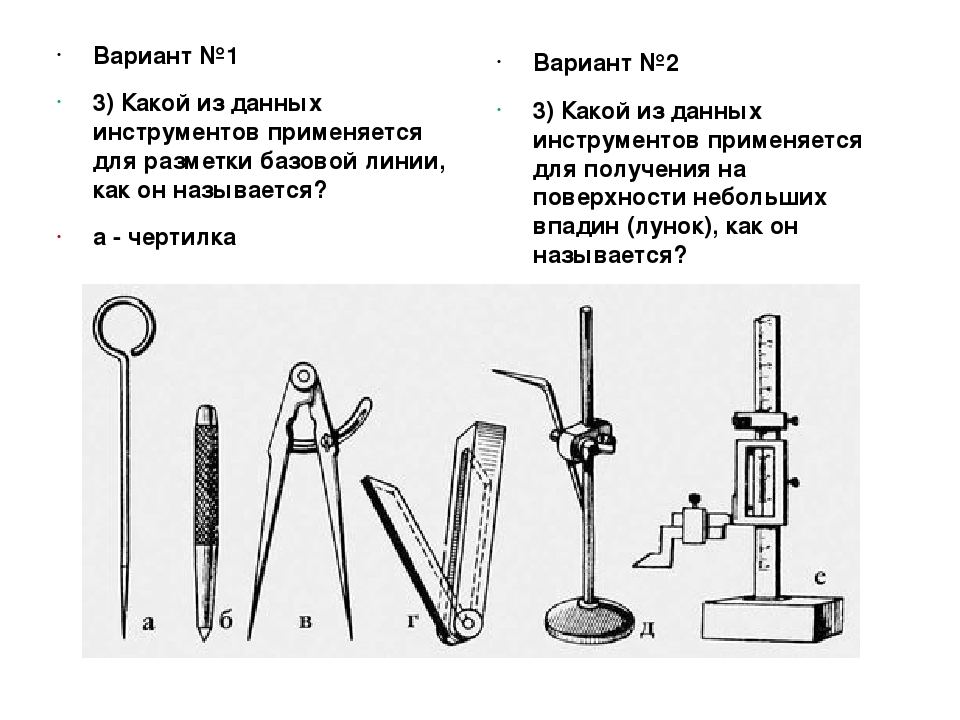
- Чертилка – наиболее простой и универсальный инструмент, который не требует особой подготовки и позволяет наносить разметку в полевых условиях. Чаще всего, она представляет собой металлический стержень, один конец которого заострен. Обычно для их изготовления применятся углеродистые стали различных марок. Заострятся может как один конец, так и два, в зависимости от предназначения инструмента. Их длина обычно составляет около 10 см. Часто для того, чтобы конец не тупился, его могут дополнительно закалять. Используют чертилки обычно с линейками или шаблонами.
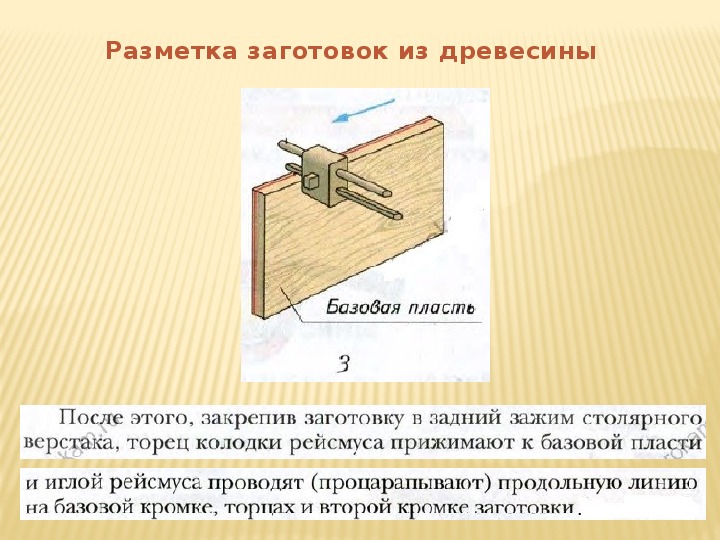
- Рейсмас – в основу рейсмаса взята чертика, но он имеет более сложную конструкцию, так как применяется для нанесения штрихов на вертикальной поверхности. Он обычно состоит из вертикальной стойки, с нанесенной метрической разметкой, и параллельной стойки с закрепленной чертилкой. Такой инструмент применяется при необходимости нанесения высокоточной разметки.
- Циркуль – незаменимый инструмент, необходимый для начертания окружностей, дуг, а также деления отрезков на отдельные равные части. Бывает двух видов: простой и пружинный. Простой позволят фиксировать ножки в определенном положении, отмеряя и выделяя отрезки нужной длины. Пружинный циркуль менее распространенный, но более точный. Также выделить такую разновидность как разметочный штангенциркуль.
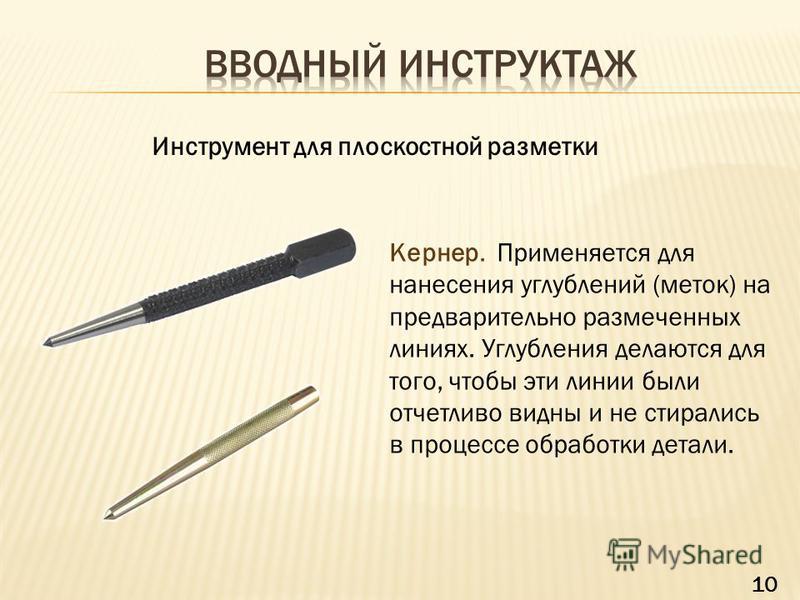
- Кернер – слесарный инструмент в виде стержня. Он применяется для нанесения керновых углублений, необходимых для деления окружностей на равные части. Одна его сторона заострена, именное ей проделываются отверстие, а другая плоская, по которой выполняется удар молотком. Полученное отверстие делает работу со сверлом проще, оно не скользит и находиться точно в центре.
Кернер обычно изготавливается из частично закаленной высокопрочной стали. Закалки подвергается заостренный стержень. Такой инструмент обычно имеет размер от 10 до 18 см.
Для проделывания отверстия не нужно наносить удар молотком. Наиболее распространенным из таких является электрический. В его основе установлена катушка со стержнем внутри. При нажатии на острие, происходит замыкание цепи, в катушке возникает магнитное поле, под воздействием которых стержень ударяет по поверхности, создавая углубление.
- Разметочная плита – чугунная поверхность, на которой устанавливаются детали и инструменты для разметки. Она не должна терять форму, прогибаться и наклоняться в процессе работы. На плите могут проделываться канавки, образующие равные квадраты. Такие канавки упрощают установку инструментов. Может производиться вместе с подставкой или устанавливаться на рабочем столе.
- Призма – представляет собой подставка с призматической выемкой. Она состоит из двух щечек, в форме призмы, между которыми устанавливается заготовка. Может устанавливается на винтовую опору. С ее помощью можно регулируется положение щечек, увеличивая или уменьшая расстояние между ними.
- Угольник с полкой – чаще всего применяется для плоскостной разметки, но также может применяться и пространственной. Он используется в случаях, когда есть необходимость выверенного расположения заготовки в разметочном приспособлении.
- Разметочные клинья – используются для регулировки высоты установки объекта с минимальными отклонениями.
- Домкраты – являются аналогами клиньев, и также позволяют точно регулировать высоту. Домкрат необходимо использовать в тех случаях, когда работа связанна с массивными заготовками.
Как дополнительное приспособление для разметочных работ применяется краска. Ее покрывается поверхность, чтобы разметочные штрихи были хорошо видны. Она подбирается таким образом, чтобы хорошо контрастировала с естественной поверхностью, даже при тусклом освещении.
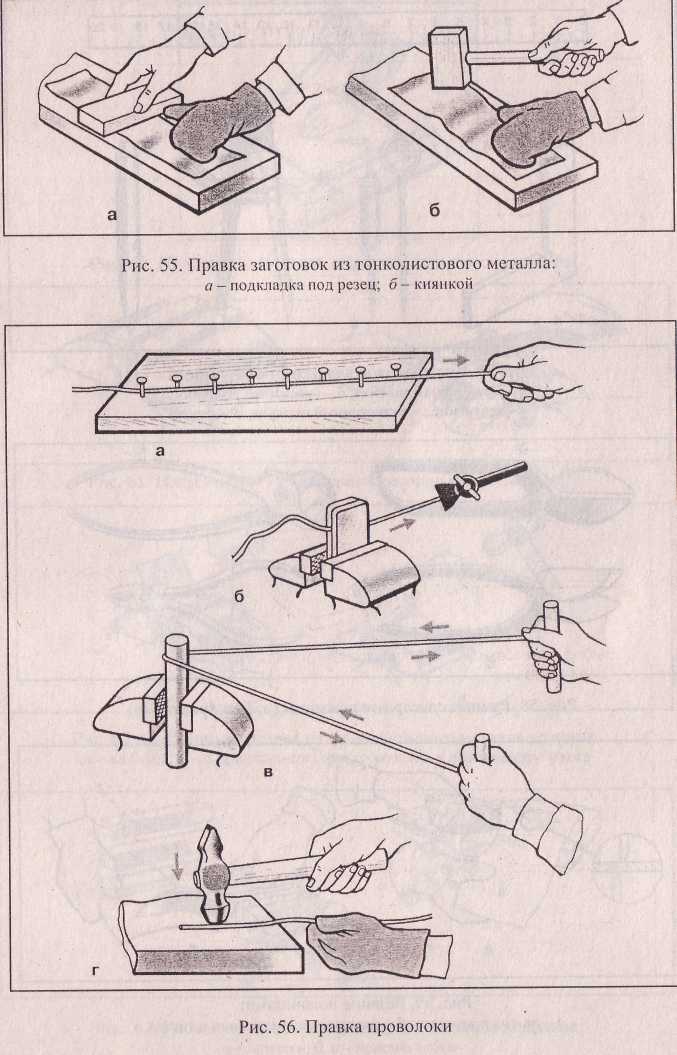
Для каких целей применяют правку металла
Конфигурация детали может быть нарушена в ходе ее первичной обработки, транспортировки или хранения. Такие заготовки непригодны для дальнейшего использования, но не являются невозвратным, окончательным браком. Правку металла используют с целью возвращения заготовке формы, определенной конструкторско-технологической документацией.
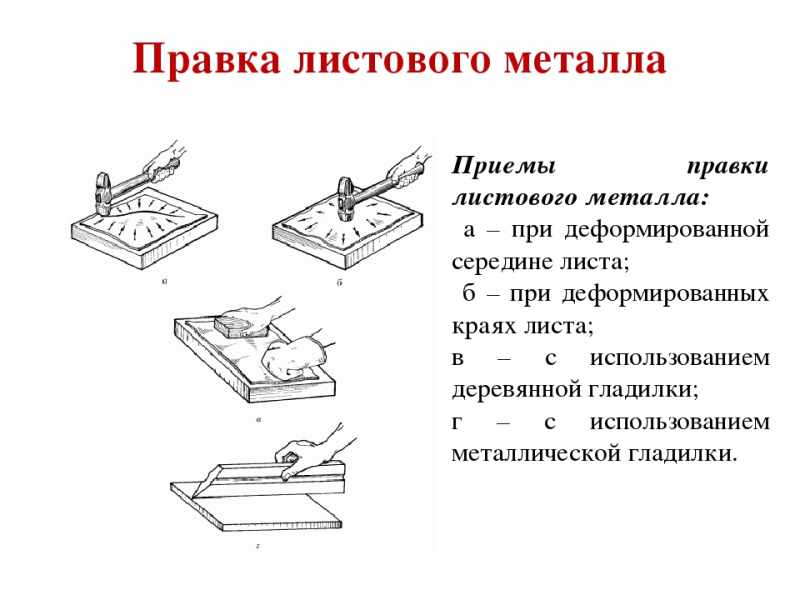
Правка металла с целью возвращения заготовке формы
Иногда с целью снижения себестоимости продукции предприятие намеренно приобретает заготовки ненадлежащей формы, в этом случае операция включается в технологический процесс. Плановая правка металла может также быть включена в техпроцесс после операций по термической обработке, вызывающих изменение формы детали. В противном случае работа будет внеплановой, и стоимость ее входит в незапланированные убытки.

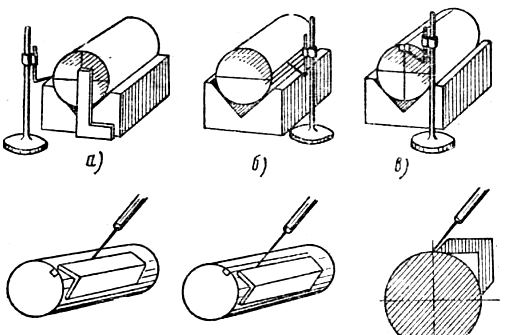
Обозначения на чертежах
Согласно нормативной документации геометрию подготовленных к сварке кромок, обозначают на чертежах латинскими символами:
- S и S1 – толщины стенок труб, профилей, листов, мм.
- b – расстояние, выставляемое между кромками свариваемых изделий и фиксируемое прихваткой, мм.
- угол скоса кромок в градусах. Обозначает часть металла, снимаемого с торцов свариваемых кромок для обеспечения доступа сварочного инструмента к корневой зоне соединения.
- c – притупление кромок свариваемых деталей в мм. Это необрабатываемая часть торца кромки, предназначенная для предотвращения появления прожогов в корне шва.
- B – ширина нахлёстки, мм.
- f – фаска фланца, мм.
- угол разделки кромок (=2).
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкойопределяется, прежде всего, сложностью пространственной конфигурации детали.
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
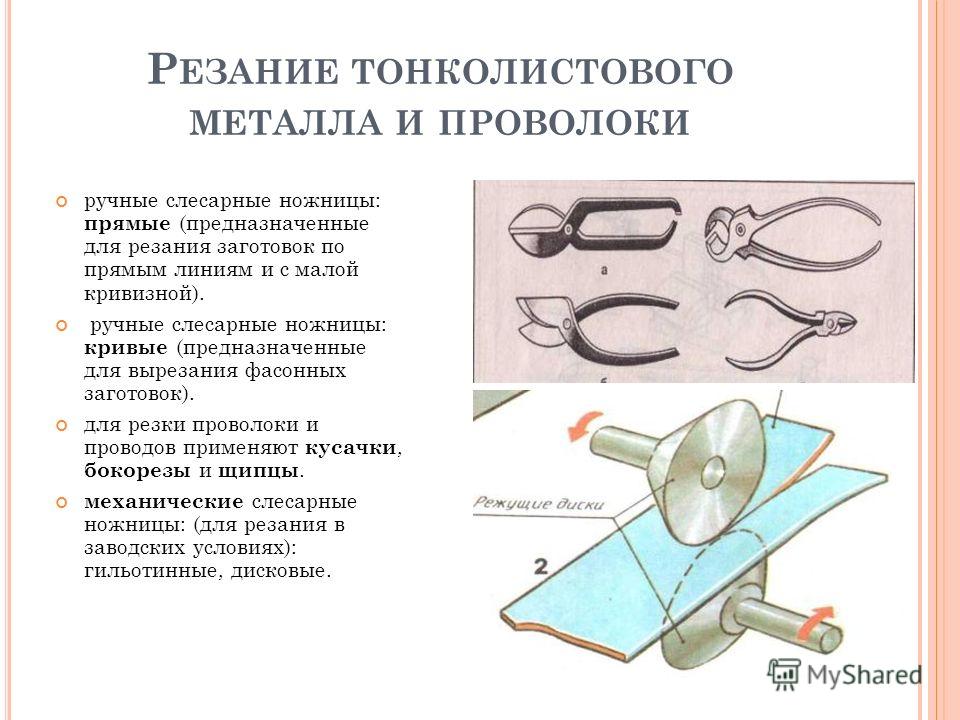
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
- ножницы;
- ножовка;
- лобзик;
- болгарка.
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.

Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.





При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Приемы разметки
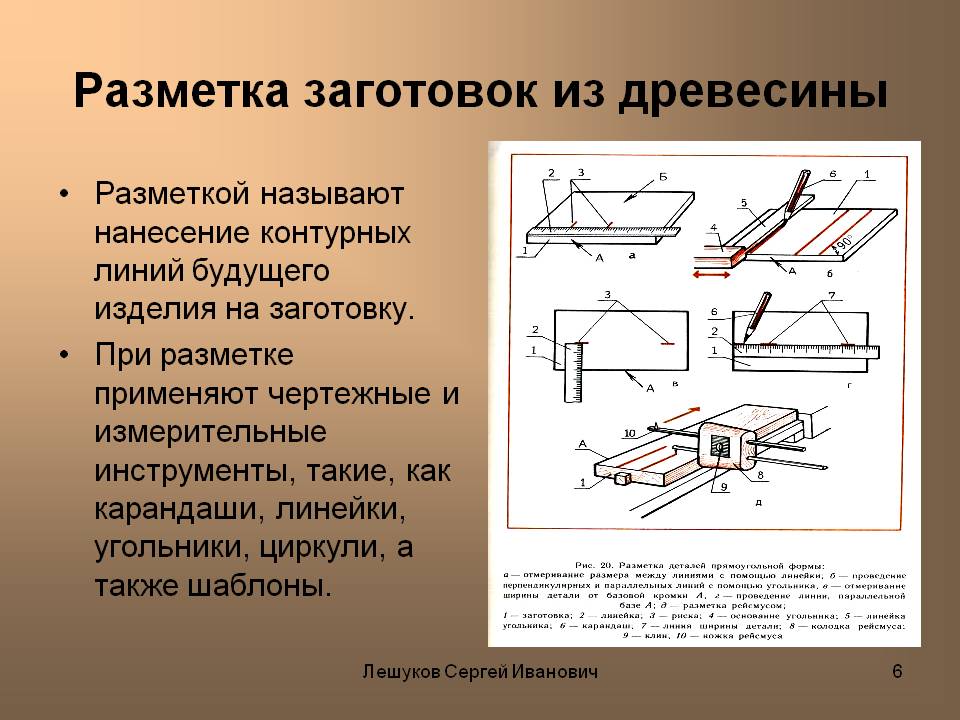
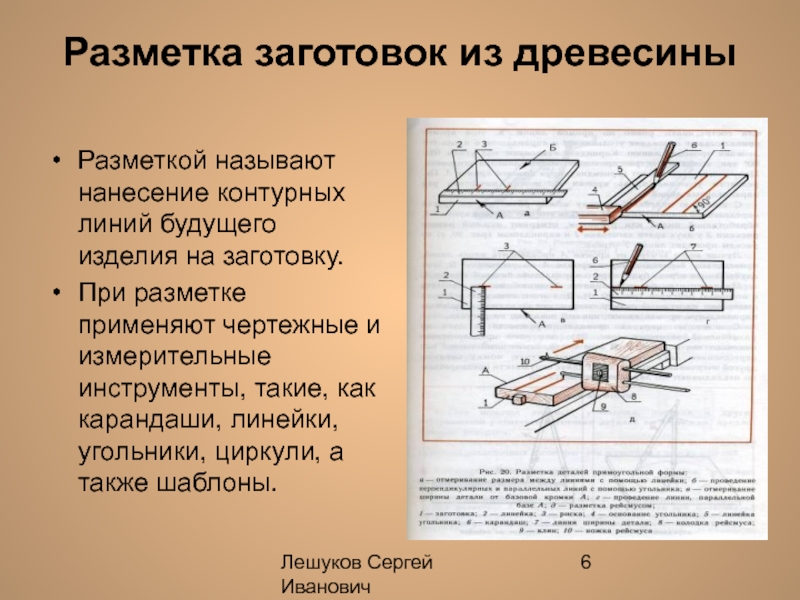
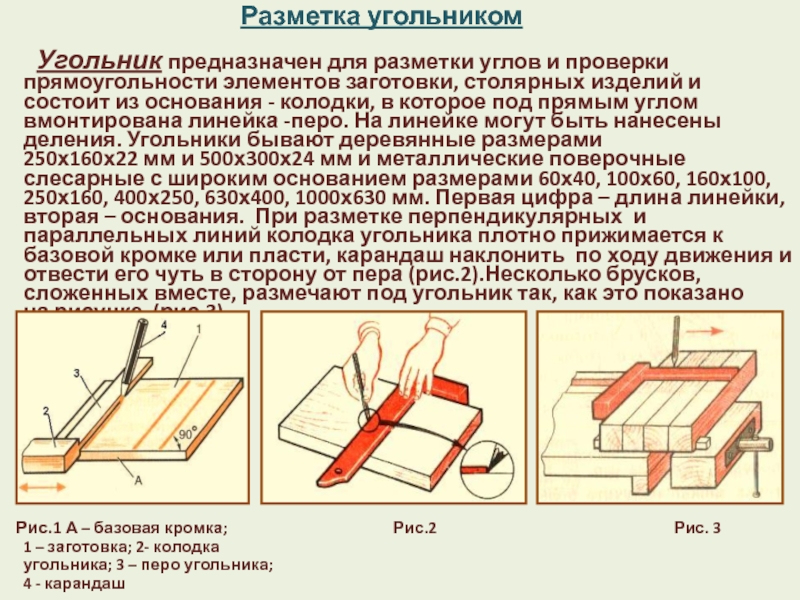
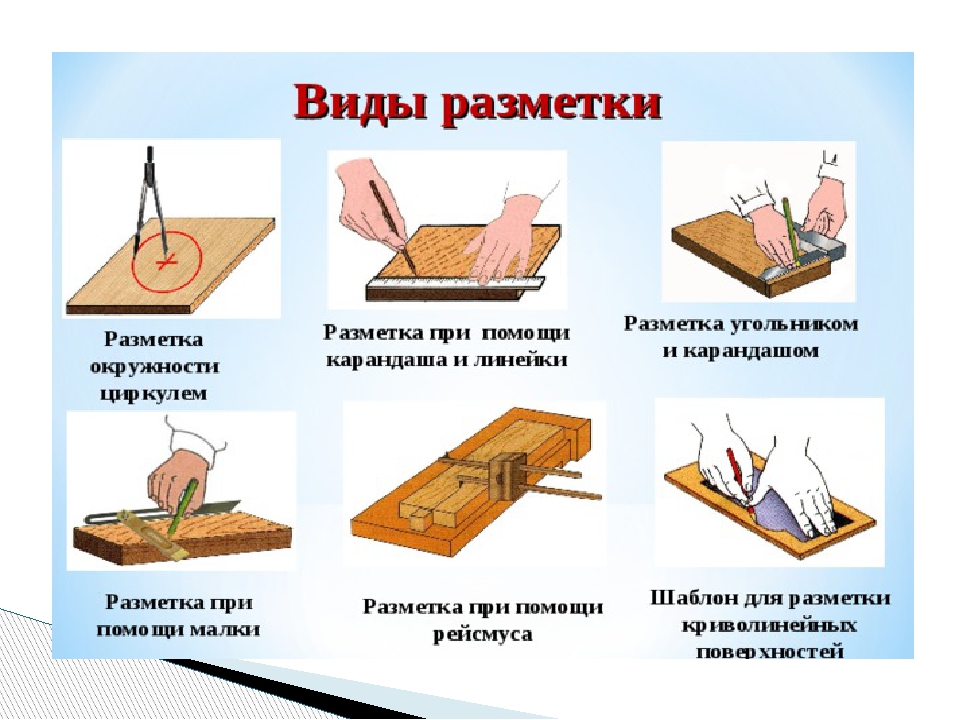
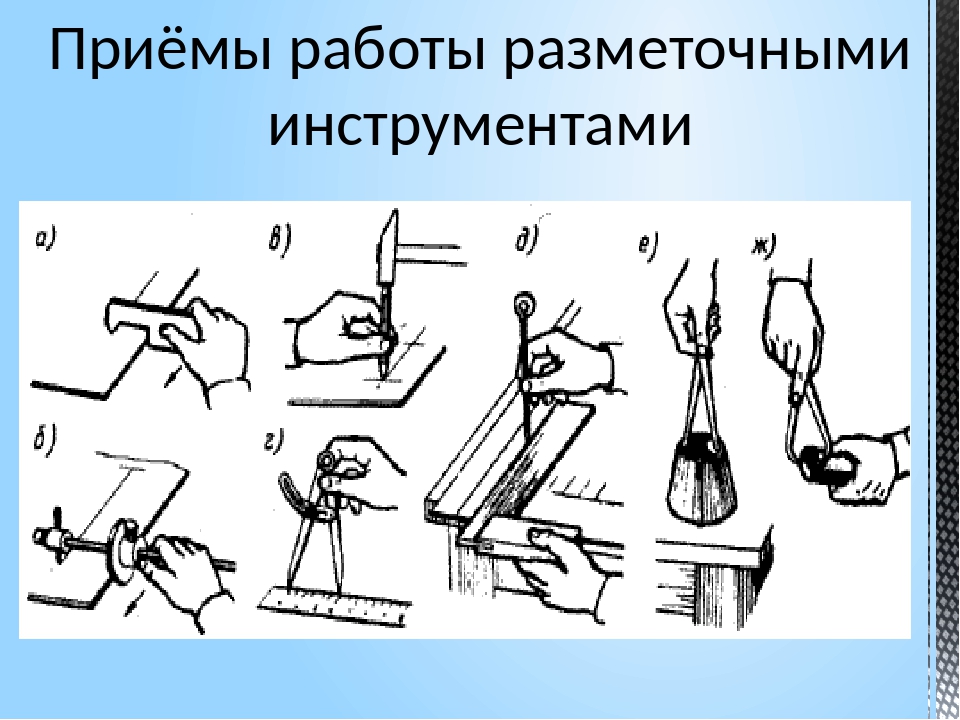
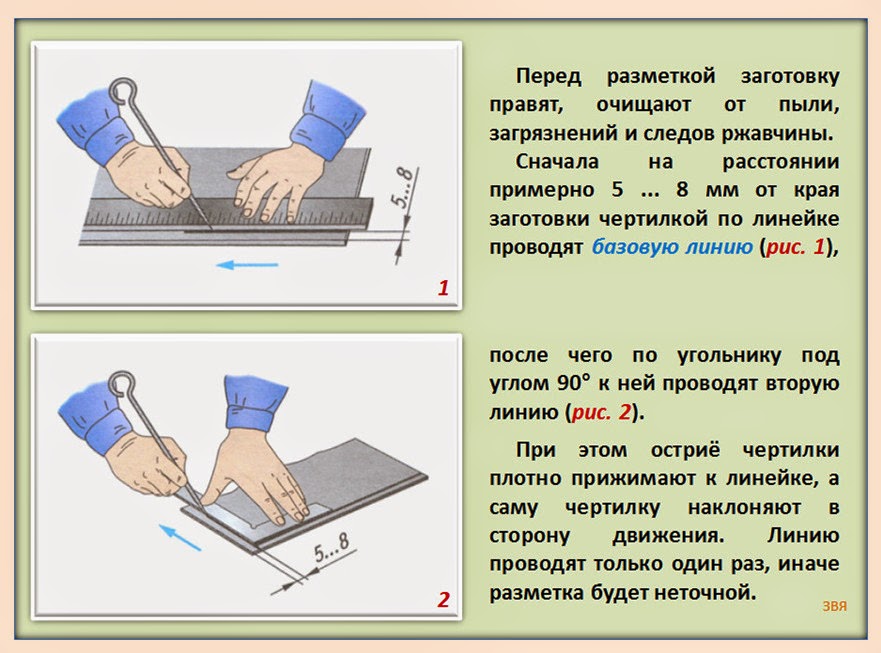
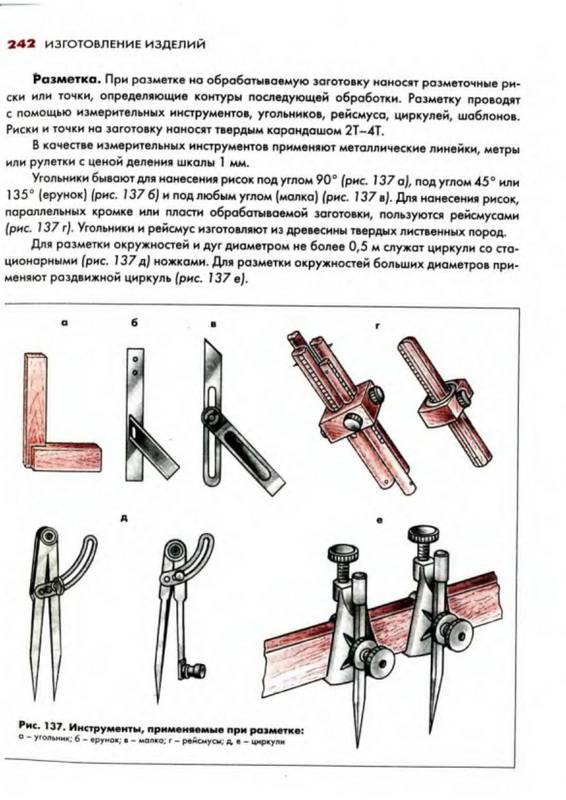
Разметку выполняют на верстаке, рабочем столе или непосредственно на строительной площадке. Разметочные линии проводят карандашом или отбивкой намеленным шнуром, а риски — шилом, чертилкой, специальным косым ножом или широкой стамеской. Твердые карандаши используют для разметки древесины твердолиственных пород. При разметке нестроганых пиломатериалов лучше применять столярный или плотничный карандаш, у которого толстый сердечник, а его поперечное сечение имеет эллиптическую форму. Не следует применять химические карандаши, которые оставляют на древесине трудно стираемые следы. При проведении разметочной линии фаску карандаша необходимо прижимать к кромке направляющего инструмента (линейки, угольника, шаблона).
Для разметки окружности ножки циркуля с помощью линейки или штангенциркуля раздвигают на размер радиуса окружности. Находят и размечают центр окружности путем проведения двух взаимно перпендикулярных линий. Поставив одну ножку циркуля в центр окружности, вращением другой ножки проводят риску заданной окружности.
При выполнении плотничных работ разметочные линии наносят отбивкой по поверхности материала натянутым шнуром, натертым мелом или древесным углем. Для проведения нескольких коротких и параллельных друг друга рисок можно использовать скобу.
Разметка требует значительных трудозатрат и более высокой квалификации рабочего, поэтому нужно изготовлять шаблоны и применять разметочные приспособления.
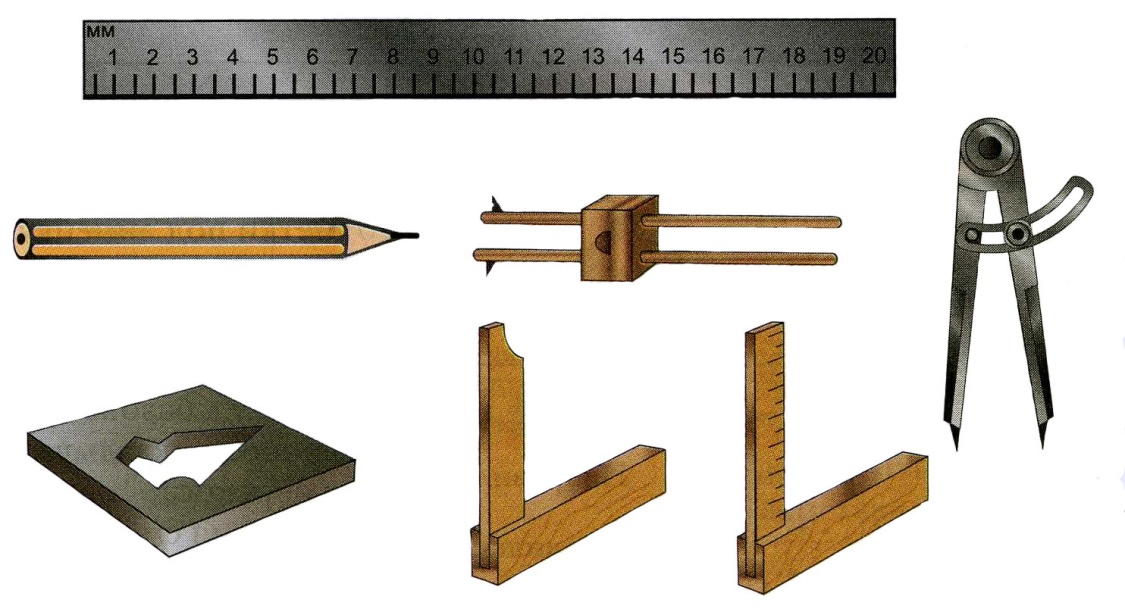
Для разметки используют накладные шаблоны разного назначения. Они могут иметь различные формы, размеры и конструкции (плоские и коробчатые). Шаблоны изготовляют из досок, фанеры, твердых древесноволокнистых плит или из листового металла. Шаблоны должны иметь контуры (или вырезы) по форме размечаемых элементов, соединений деревянных деталей. Шаблон накладывают на размечаемую заготовку, а затем карандашом или чертилкой обводят необходимые контуры.
Разметку следует выполнять правильно и аккуратно. Она должна обеспечивать получение качественных заготовок и деталей требуемых форм и размеров при наименьшей трудоемкости их изготовления. При разметке необходимо предусматривать рациональный расход материалов при минимальном количестве образующихся древесных отходов (обрезков, опилок, стружек), стремиться к получению наибольшего полезного выхода заготовок и деталей из использованного материала.
Правка и чистка
Анализ дефектов, обнаруживаемых при сборке под сварку самых распространённых видов заготовок, показывает, что большинство брака получается в результате некачественно проведённой подготовки к сварочным работам.
Попытки исправить положение путём переделки уже готовой конструкции, как правило, безрезультатны. Считается, что это очень трудоёмкая задача.

Подготовка поверхностей металла к сварке должна проводиться без излишнего акцентирования внимания на точности разметки и фиксации стыковочных зон, заметно усложняющего процесс сборки.
Дело в том, что используемые на практике методы сплавления металла обеспечивают получение хороших сварных швов (соединений) даже с учётом небольших отклонений в размерах и положений сопрягаемых поверхностей.
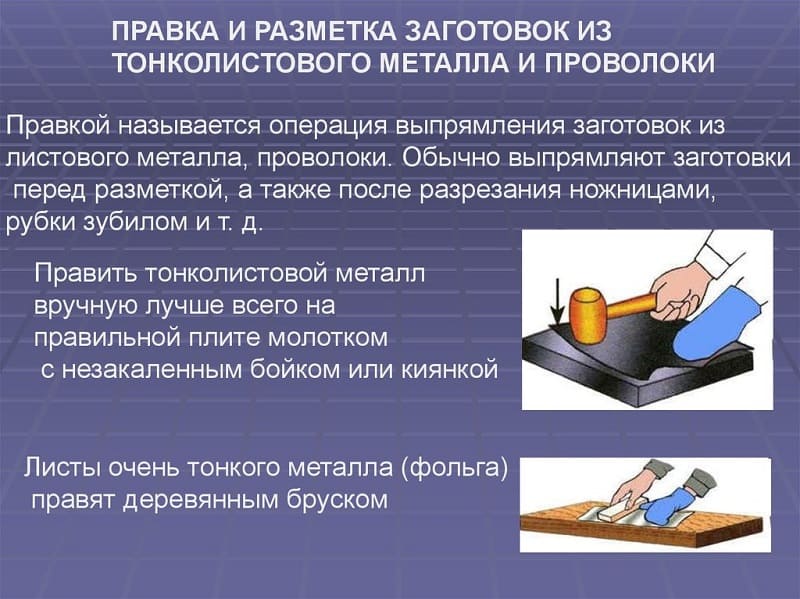
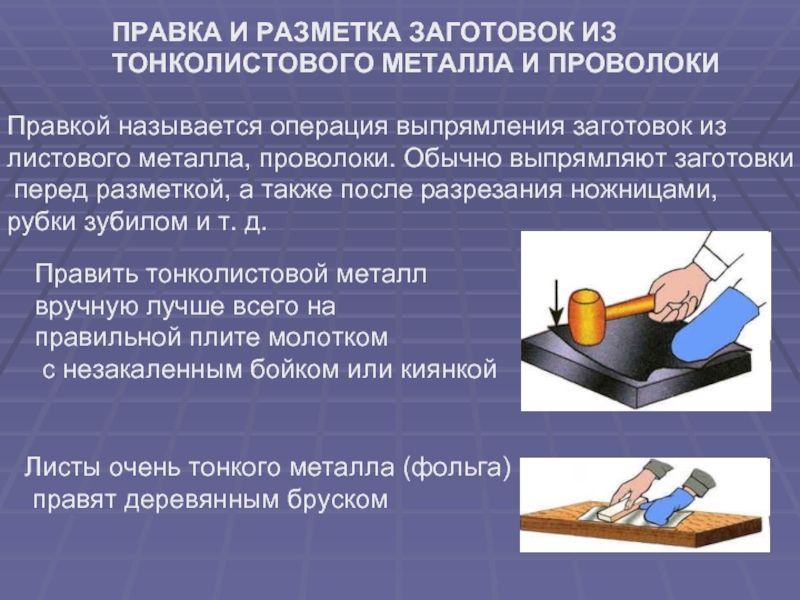
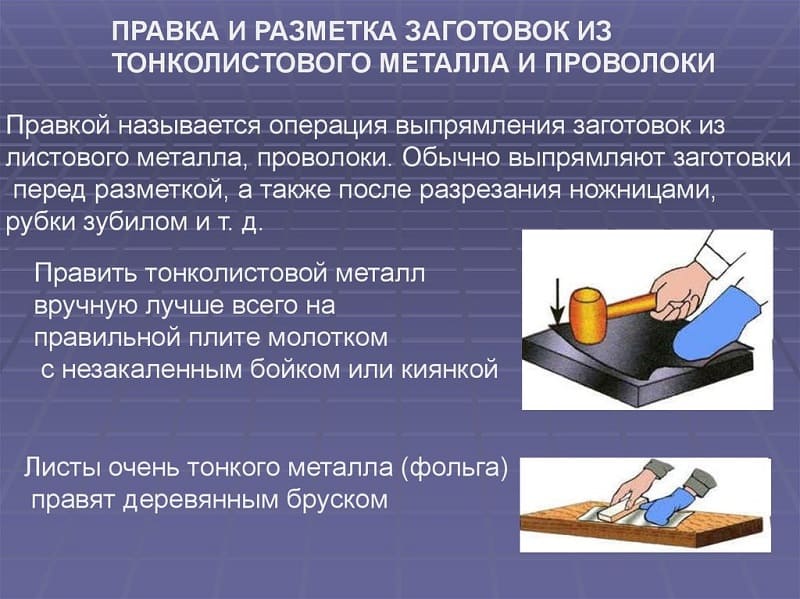
Перед началом работ сборочные заготовки из металла должны пройти две обязательные процедуры, состоящие в удалении имеющихся неровностей (правка) и последующей их очистке от следов различных загрязнений.
Каждая из этих операций может быть проведена либо вручную, либо с использованием особого оборудования и заранее подготовленных травильных ванн.
На металле перед сваркой не должно быть следов ржавчины, смазки и загрязнений, детали должны быть без искривлений, готовыми к сборке. Подготовка на этом этапе предполагает также удаление влаги.



§ 11. Общие понятия
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла, в результате уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку.
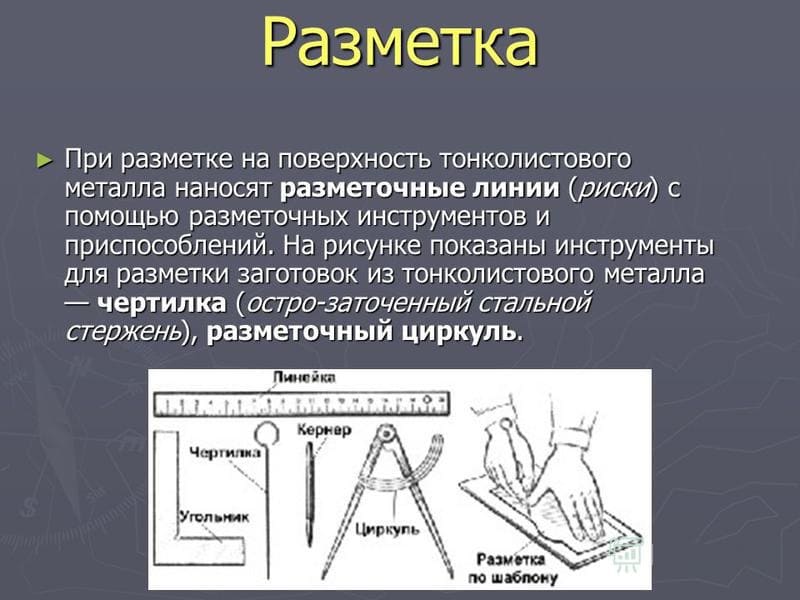
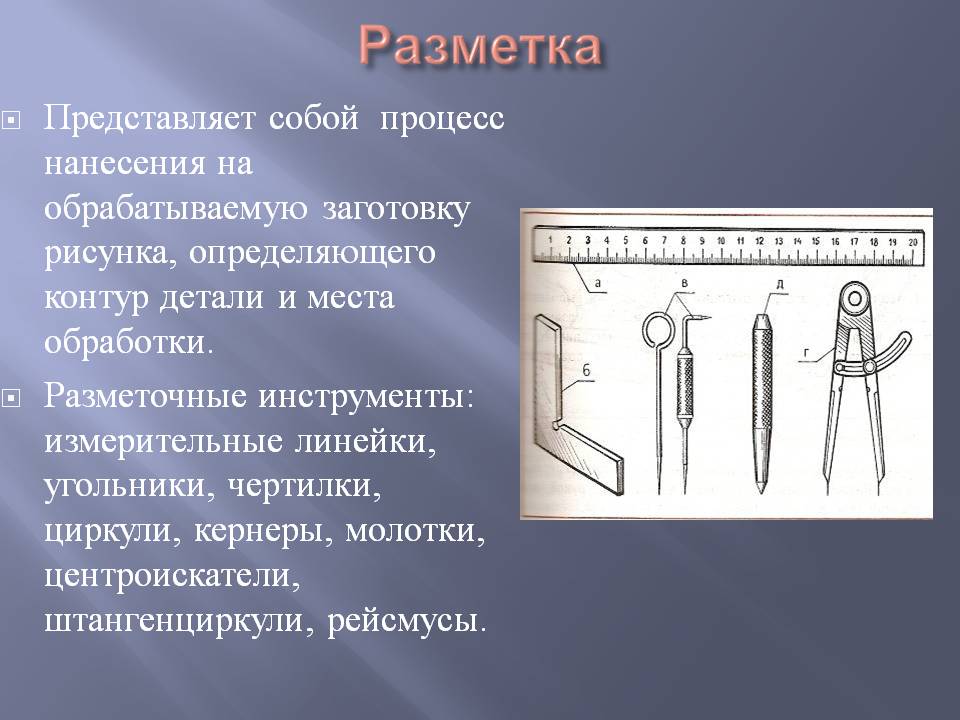
Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают. Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке.
Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком. Может быть и наоборот, неточно отлитую и поэтому забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой размечаемой поверхности.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в индивидуальном и мелкосерийном производствах. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений – кондукторов, упоров и т. п.
Виды разметки разделяют на три основные группы: машиностроительная, строительная, котельная и судовая. Разметка машиностроительная является самой распространенной операцией слесарной обработки. Котельная и судовая разметка имеют некоторые особенности, и им посвящена специальная литература.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
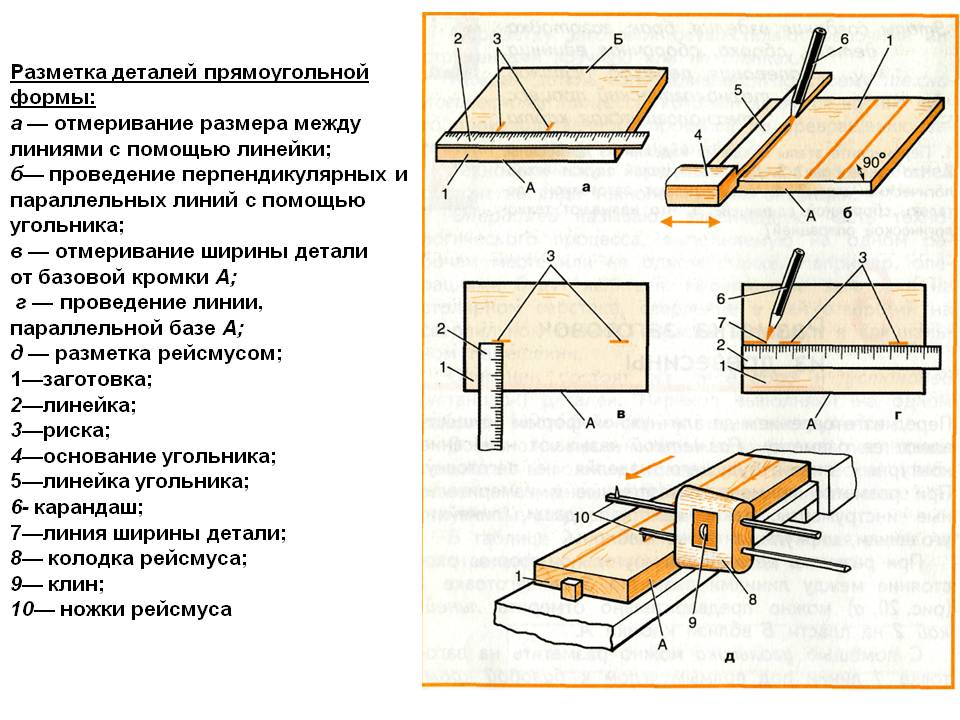
Плоскостная разметка выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его не прямолинейны. При плоскостной разметке нельзя нанести горизонтальные риски на боковую поверхность цилиндра, перпендикулярные его оси, так как к ней нельзя приложить угольник и линейку. Но если бы и нашлась гибкая линейка, которую удалось бы обвить вокруг поверхности цилиндра, то нанесение параллельных рисок на цилиндр представило бы большие трудности.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
подробно на сайте globalcolors.ru производство мастербатчей . СМС уведомления в Ижевске – у нас на сайте . резка труб под углом mnitek.ru/rezka-trub-i-profilya-pod-uglom/





